FANUC数控主轴参数应用
fanuc主轴停止减速参数
fanuc主轴停止减速参数
FANUC主轴停止减速参数有很多,其中部分参数的介绍如下:
- NO.4003#2#3:设定主轴停止时的旋转方向,通常设定为跟随前次主轴的旋转方向。
- NO.4038:主轴从大于定向速度上限进入定向操作时,NC发出定向指令后,主轴从当前速度减速至定向时的最大速度。
- NO.4320-4323:当检测到一转信号后,主轴以该参数设定的定向加减速参数再次进行减速。
- NO.4060-4063:进入位置环控制后,由该参数设定位置环增益来进行控制。
- NO.4073、NO.4077:根据定位位置参数和偏移参数进行定位。
- NO.4075:当定位位置小于该参数设定的范围后,主轴定向结束信号发出。
不同的参数会影响主轴停止减速的过程和效果,如果你想了解更多关于FANUC主轴停止减速参数的内容,可以咨询专业的技术人员。
13FANUC PMC应用实例—主轴正反转控制
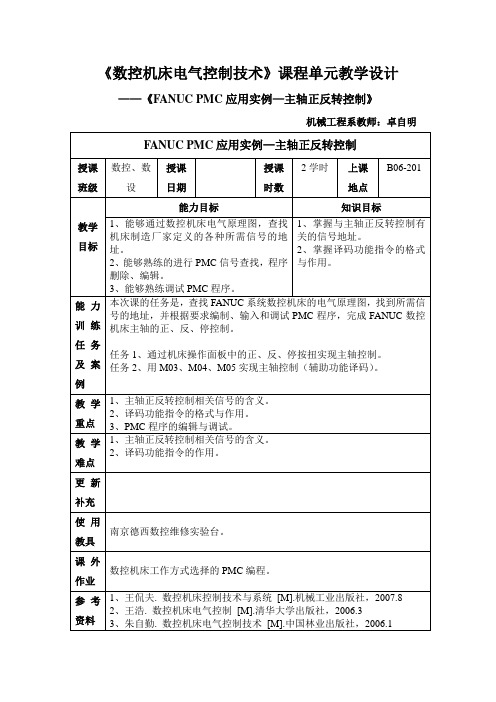
《数控机床电气控制技术》课程单元教学设计——《FANUC PMC应用实例—主轴正反转控制》
机械工程系教师:卓自明
(2)由CNC向PMC发送F选通信号,主要涉及到加工程序中的M、S、T指令。
例如:M03 S500
T0101
M08
注意:主轴停止按扭本身是常闭的,所以我们在编制梯形图时应注意什么呢?
)编制完梯形图后,运行调试
点后退键2次→找到RUN,点RUN运行梯形图→按
运行状态。
PMCLAD理解和调试梯形图。
注意:“机床\面板”钮子开关应该拨到机床侧,这样机床操作面板上的按扭才能起作用。
、教师检查并点评各组完成情况
每组随机抽取一名学生,检查程序编辑与调试运行情况,依此作为该组的整体成
当执行M03时,F7.0为高电平,
(4)编制完梯形图后,进行运行调试
在MDI方式下→输入EOB分号→INSERT→输入
我们以标准机床操作面板为例,信号地址如下:
附:学生任务单姓名:序号:。
fanuc数控系统参数表

fanuc数控系统参数表FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
根据多年的实践,对常用的机床参数在维修中的应用做一介绍。
1.手摇脉冲发生器损坏。
一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。
4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。
分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
5.密级型参数0900~0939维修法。
按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。
fanuc数控系统常用参数表
fanuc数控系统参数表2010-07-16 14:01FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
根据多年的实践,对常用的机床参数在维修中的应用做一介绍。
1.手摇脉冲发生器损坏。
一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。
4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。
分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
5.密级型参数0900~0939维修法。
按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。
发那科车床4002参数说明
发那科车床4002参数说明1.引言发那科车床4002是一款先进的数控车床,广泛应用于各种加工领域。
本文将详细介绍发那科车床4002的技术参数和性能特点,以帮助用户更好地了解和使用该设备。
2.性能参数2.1最大回转直径发那科车床4002的最大回转直径为X mm。
这意味着该车床可以加工直径小于或等于Xm m的工件,为用户提供了较大的加工空间。
2.2最大回转长度发那科车床4002的最大回转长度为Y mm。
这意味着该车床可以加工长度小于或等于Ym m的工件,满足了大多数加工需求。
2.3主轴转速发那科车床4002的主轴转速范围为Z rpm。
用户可以根据不同的加工需求,选择合适的主轴转速,以获得更高的加工效率和更好的加工质量。
3.技术特点3.1高精度定位发那科车床4002采用先进的定位系统,能够实现高精度的定位和加工。
其精度可达到Am m,保证了加工工件的质量和精度要求。
3.2多功能加工发那科车床4002具有多种加工功能,如车削、镗削、铣削等,可适应不同类型的加工需求。
同时,该车床还支持多种加工工艺,如粗加工、精加工等,满足了用户的多样化需求。
3.3操作简便发那科车床4002采用用户友好的界面设计,使操作变得简单易懂。
操作人员只需要简单的培训即可掌握车床的操作技巧,提高了生产效率和操作的便利性。
3.4高效节能发那科车床4002采用先进的节能技术,减少了对能源的消耗。
该车床在保证加工效率的同时,降低了能源消耗,节约了生产成本,并对环境保护起到了积极的作用。
4.应用领域发那科车床4002广泛应用于各种加工领域,包括但不限于以下几个方面:航空航天-:用于制造飞机零部件、航天器零部件等;汽车制造-:用于制造发动机零部件、车身零部件等;模具加工-:用于制作模具及相关零件,提供高精度的加工服务;通用机械-:用于制造各类机械零部件,满足不同行业的加工需求。
5.结论通过本文的介绍,我们可以看出发那科车床4002具有较高的加工精度和多功能加工能力。
FANUC数控系统主轴参数

FANUC数控系统主轴参数1. 主轴转速(Spindle Speed)主轴转速是指主轴每分钟旋转的圈数,通常以转/分钟(rpm)为单位。
FANUC数控系统通常具有高精度的主轴调速系统,可以根据加工要求调节主轴转速,以满足不同工件材料和加工方式的需求。
2. 主轴加速度(Spindle Acceleration)主轴加速度是指主轴从静止状态加速到设定转速时所需的时间。
在精密加工中,主轴加速度的快慢对加工质量、工件表面质量和主轴寿命都有重要影响。
FANUC数控系统通常具有大范围的主轴加速度调节功能,可以根据不同工艺要求进行调整。
3. 主轴减速度(Spindle Deceleration)主轴减速度是指主轴从设定转速减速到静止状态所需的时间。
主轴减速度的合理设置可以保证主轴停止后位置的精度,减少工件因主轴停转而产生的负面影响。
FANUC数控系统通常具有调整主轴减速度的功能,可以根据工件的要求和机床性能进行调整。
4. 主轴定位精度(Spindle Positioning Accuracy)主轴定位精度是指主轴停止后,在指定位置能够保持的精度。
在高精度加工中,主轴定位精度对工件的加工精度至关重要。
FANUC数控系统通常具有高精度的主轴定位控制系统,可以保证主轴在停止后的位置精度。
5. 主轴控制方式(Spindle Control Mode)主轴控制方式是指主轴的启停和转速控制方式。
FANUC数控系统通常具有多种主轴控制方式,如手动控制、自动控制、远程控制等。
不同的主轴控制方式可以满足不同的加工需求。
6. 主轴力矩(Spindle Torque)主轴力矩是指主轴旋转时所产生的力矩。
主轴力矩的大小决定了机床能够承受的加工负荷,对于大型工件的加工尤为重要。
FANUC数控系统通常可以根据加工要求调整主轴力矩,以适应不同的工作情况。
7. 主轴冷却方式(Spindle Cooling Method)主轴冷却方式是指主轴散热的方式。
FANUC数控系统轴设定参数的调试
0:移动指令按半径规格指令 1:移动指令按直径规格指令
X
半径 Z
直径
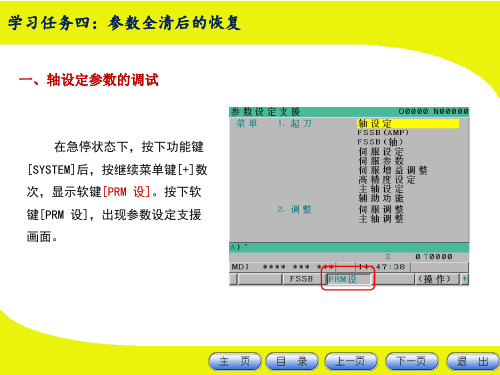
学习任务四:参数全清后的恢复
设定正 确否?
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
轴名称设定
参数 1020
X:88 Y:89 Z:90
#2
#1
#0
CTBx CTLx
学习任务四:参数全清后的恢复
参数 1620 各轴快速移动直线型加减速时间常数T或铃型加减速时间常数T1 各轴快速移动加减速时间常数。
设定值:50-200
直线加减速
学习任务四:参数全清后的恢复
参数 1621
各轴快速移动铃型加减速时间常数T2
各轴快速移动铃型加减速时间常数T2。
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
无挡块回零参数设定
1.设置如下参数
1005#1=1:选择返回参考点方式。0:有挡块。1:无挡块 1006#5=0:选择返回参考点方向。0:正方向,1:负方向 1428=1000:每个轴的参考点返回速度 2.将参数1815#5设为1。此时系统会报警“PW0000必需关断电源”,切断NC电
各轴点动进给加减速时间常数 各轴点动进给指数加减速的FL速度
20分钟
学习任务四:参数全清后的恢复
学习任务四:参数全清后的恢复
参数 1825
各轴位置环增益(0.01sec )
• 设定伺服响应,标准值设定为3000。
FANUC数控系统主轴参数的应用(精)

FANUC数控系统主轴参数的应⽤(精)FANUC数控系统主轴参数的应⽤为了满⾜⽤户的切削要求, 充分发挥主轴电动机的切削功率, 主轴速度⼀般被划分成⼏档, 其档位转换靠齿轮变速箱来实现。
以主轴电动机的最⾼限定速度来划分, 主轴的换档存在着两种形式。
⼀种是主轴各个档位的最⾼转速所对应的主轴电动机最⾼速度相同。
例如 XH756 卧式加⼯中⼼。
另⼀种是主轴各个档位的最⾼转速所对应的主轴电动机最⾼限定速度不同。
这种情况主要是在机械设计中由于某些原因⽽作特殊设计时, 需要电⽓进⾏完善。
例如我⼚的XH716⽴式加⼯中⼼。
FANUC-0i 数控系统充分考虑了这两种情况 , 把它们分为齿轮换档⽅式A和B 。
下⾯以XH756 和XH716 为例简要介绍齿轮换档参数的巧妙应⽤。
1 齿轮换档⽅式A如图1 所⽰, 主轴的3 档位所对应的主轴电动机最⾼限定速度是相同的。
例如我⼚的XH756 卧式加⼯中⼼, 主轴低档的齿轮传动⽐为11:108, 中档的齿轮传动⽐为11:36, ⾼档的齿轮传动⽐为11:12; 机械设计要求主轴低档时的转速范围是0-458r/min, 中档的转速范围是459-1375r/min, ⾼档的转速范围是1376-4125r/min, 主轴电动机的最低速度限定为 150r/min。
主轴电动机给定电压为10V 时 , 对应的主轴电动机速度为6000r/min。
通过计算可知各个档位的主轴电动机最⾼转速相同,均为4500r/min。
此时参数应设定如下:参数N0.3736( 主轴速度上限,Vmax=4095×主轴电动机速度上限/指令电压10V 的主轴电动机速度) 设定为4095 × 4500/6000=3071。
参数N0.3735( 主轴速度下限,Vmax=4095×主轴电动机速度下限 / 指令电压为 10V 的主轴电动机速度) 设定为4095 ×150/6000=102。
FANUC常用参数
FANUC常用参数1.报警处理参数(ALM)这些参数用于设置系统报警的处理方式,例如报警终止的条件、报警信息的显示等。
2.坐标系参数(G54~G59)这些参数用于设置工件坐标系的原点和轴向移动的距离。
3.速度参数(F、S、G96~G97)这些参数用于设置切削进给速度、切削用途的材料速度等。
4.转速参数(M3、M4、M5)这些参数用于设置主轴的转速和方向。
5.工具偏移参数(G43、G44、G48)这些参数用于设置和调整工具补偿的位置。
6.急停参数(M0、M1)这些参数用于设置急停的条件和执行急停操作。
7.程序调用参数(M98、M99)这些参数用于调用和执行子程序。
8.伺服参数(SV、SET)这些参数用于设置伺服轴的速度和位置。
9.插补误差参数(G96、G97、G98、G99)这些参数用于设置插补误差补偿的方式和值。
10.自动换刀参数(T、M6)这些参数用于自动换刀操作,设置刀具编号和刀具长度补正值。
11.平台控制参数(G160~G169)这些参数用于配置和控制机床上的附加设备,例如自动上下料机等。
12.快速移动参数(G00)这些参数用于设置快速移动的速度和方式。
13.进给速度参数(G94、G95)这些参数用于设置进给速度单位和进给速度值。
14.反向间隙参数(G41、G42)这些参数用于设置反向间隙的值和位置。
15.加工参数(G01、G02、G03)这些参数用于设置不同的加工方式,例如直线插补、圆弧插补等。
以上是一些常用的FANUC参数示例,不同的机床和加工过程可能会有所差异。
在操作FANUC数控系统时,正确设置和调整这些参数是非常重要的,可以确保机床正常运行,并且获得高质量的加工结果。
FANUC主轴定向的调试步骤,这么详细的教程不多了

FANUC主轴定向的调试步骤,这么详细的教程不多了
主轴定向是使主轴停⽌在某个特定位置的功能,常见的有主轴电机内置传感器定向(要求编码
器有index点)和外置接近开关定向(常⽤在⾮1:1传动时)以及位置编码器定向。
⼀、主轴电机内置传感器定向
参数设置:
定向速度:#3732=4038=200
定向刚性:#4060~4063=1000~3000
其他参数如下表所⽰:
⼆、外置接近开关定向(常⽤于⾮1:1传动时)
参数设置:
定向速度:#3732=4038=50~100(为了稳定的检测⼀转信号,适当降低定向速度)
定向刚性:#4060~4063=1000~3000
具体参数设置如下表:
三、位置编码器定向(⼀般⽤于对主轴位置控制要求较⾼的场合)
参数设置:
旨在共享电⽓知识,提升数控⽔平。
跟随我们的脚步,你就会成为电⽓⾼⼿。
分享、努⼒、感恩。
⼩编都这么努⼒了,你们还有什么理由不拼⼀下。
最后给⼩编点个赞再⾛呗。
FANUC数控系统主轴参数
FANUC数控系统主轴参数1.主轴转速参数:主轴转速是指主轴每分钟旋转的转数,通常以转/分为单位。
在FANUC数控系统中,可以通过参数设置来调整主轴转速,并且可以根据加工要求进行多级转速调节。
主轴转速参数对于机床的切削效率、加工质量和工件加工尺寸等方面起着重要作用。
2.主轴加减速时间参数:主轴加减速时间是指主轴从零速度加速到设定转速所需的时间,或者从设定转速减速到零速度所需的时间。
在FANUC数控系统中,可以通过设置参数来调整主轴的加减速时间,以满足不同的加工需求和切削条件。
3.主轴最大转矩参数:主轴最大转矩是指主轴所能输出的最大转矩。
在机床加工过程中,有些加工工艺需要较大的主轴转矩来完成,因此主轴最大转矩参数对于选择合适的切削条件和保证切削质量非常重要。
4.主轴径向定位精度参数:主轴径向定位精度是指主轴在旋转过程中的径向定位误差。
在金属切削加工中,主轴径向定位精度对于保证工件加工尺寸的精度非常重要。
在FANUC数控系统中,可以通过调整参数来优化主轴径向定位精度。
5.主轴轴向定位精度参数:主轴轴向定位精度是指主轴在旋转过程中的轴向定位误差。
对于需要进行轴向移动或轴向定位的加工工艺,主轴轴向定位精度对于保证加工质量和工件的准确位置非常关键。
6.主轴行程参数:主轴行程是指主轴在轴向运动中的有效行程范围。
在FANUC数控系统中,可以通过参数设置来限制主轴的行程范围,以防止机床意外超出行程范围导致故障或意外损坏。
总结起来,FANUC数控系统主轴参数包括主轴转速、主轴加减速时间、主轴最大转矩、主轴径向定位精度、主轴轴向定位精度和主轴行程参数等。
这些参数对于保证机床的切削效率、加工质量和工件加工尺寸有着重要作用,并且可以通过FANUC数控系统的参数设置来进行调整和优化。
FANUC加工中心主轴定向换刀角度参数设置

1、系统:FANUC Series Oi Mate-MD
2、故障:因撞刀导致主轴换刀定向角度错误,刀臂与主轴卡槽对不正,换刀时刀臂卡住主轴。
3、机床无其它机械故障,系统无报警。
4、解决方案:更改定向参数4077.具体步骤如下:
4-1)手动输入模式MDI下操作,SYSTEM—参数3117—SPP项改为1
4-2)手动输入MDI模式下,执行M19命令进行主轴定位;此时主轴定住不可转动。
4-3)查看SYSTEM-诊断-0445的位置数据;
注意:如果不执行主轴定位命令,0445位置数据为0,数据无效;
4-4)RESET复位后,手动将刀臂摇到换刀位置,刀臂上安装无拉钉的刀柄,边摇刀臂,边手动转动主轴,使刀柄卡槽与主轴卡槽一致;4-5)手动摇刀臂的方法:加工中心顶部,控制刀臂的电机尾部有一个外六角的轴。
旋转该轴可改变刀臂位置。
4-6)读取“SYSTEM-诊断-0445”的数据,填入“SYSTEM-参数-4077”数据下,如图:
4-7)手动将刀臂摇回原位。
MDI模式下执行M6T*命令,检验参数调整是否正确。
应用fanuc数控系统主轴任意角度定向的实现方法
应用fanuc数控系统主轴任意角度定向的实
现方法
1引言
FANUC数控系统是全球最流行的一种数控系统,工业应用对轴结构提出了很高的要求,要求其在自由空间中可以实现任意角度定向。
因此,如何应用FANUC数控系统实现任意角度定向是很多加工中心和生产企业必须面临的问题。
2FANUC数控系统
FANUC数控系统采用模块化设计,可实现多种加工与控制组合。
它的特点是它的模块化结构极其灵活,可根据客户的特定要求实现个性化加工以及丰富的控制功能。
通过安装运动控制模块,可以很容易的实现不同的轴运动控制功能,是主轴任意角度定向的理想方法。
3使用FANUC数控系统实现任意角度定向
应用FANUC数控系统实现任意角度定向,首先要求安装四轴运动控制模块,该模块可按照客户的需求配置四种不同的轴运动控制类型,如线性、插补、螺旋段、拐弯段等,每一段控制都可以设置不同的变量,从而实现多变的轴运动控制以及实现主轴任意角度定向的功能。
4结论
FANUC数控系统的灵活性及它强大的模块化设计能力,使它可以强有力的支持工业应用,尤其是通过安装四轴运动控制模块,客户可以更好的实现不同轴运动控制以及完成不同角度定向的要求,从而满足客户的需求。
fanuc主轴定位参数

fanuc主轴定位参数主轴定位是数控加工中的一项重要工艺,它能够确保工件在加工时的准确定位。
本文将为大家介绍Fanuc主轴定位参数的相关知识。
1.主轴定位测量主轴定位测量是确保主轴的定位精度的一项重要步骤。
在进行主轴定位测量时,需要注意以下参数:1.1主轴冷态定位误差(Cold state positioning error)主轴在冷态下进行定位时产生的误差称为主轴冷态定位误差。
这个误差能够反映出主轴在定位时的精度。
1.2主轴热态定位误差(Hot state positioning error)主轴在工作温度下进行定位时产生的误差称为主轴热态定位误差。
这个误差能够反映主轴在工作状态下的定位精度。
2.主轴定位参数调整方法在进行主轴定位参数调整时,需要注意以下方法:2.1预紧法(Pre-tightening method)预紧法是通过调整主轴及滚动轴承的紧固力矩来调整主轴定位参数的一种方法。
通过适当调整紧固力矩,可以提高主轴的定位精度。
2.2温度补偿法(Temperature compensation method)温度补偿法是通过测量主轴和工件的温度变化来进行定位参数调整的一种方法。
通过对主轴温度变化的测量和分析,可以根据温度变化来调整主轴的定位参数,以确保定位精度。
3.主轴定位参数调整注意事项在进行主轴定位参数调整时,需要注意以下事项:3.1定期检查(Regular inspection)定期检查主轴的定位参数是确保主轴定位精度的重要手段。
通过定期检查,可以及时发现并解决主轴定位参数的问题,保证加工的准确性。
3.2技术培训(Technical training)对操作人员进行定期的技术培训,使其了解主轴定位参数的调整方法和注意事项,提高其操作技能和定位精度。
通过本文的介绍,我们了解了Fanuc主轴定位参数的相关知识。
主轴定位是数控加工中非常重要的工艺,准确的定位能够保证工件加工的精度和质量。
我们应该重视主轴定位参数的调整和检查工作,以确保加工过程中的准确性和稳定性。
FANUC主轴电机及主轴相关传感器的的规格与应用
五、第三方编码器调试方法
5、1V-pp信号(其他)
信号要求: A,B,Z相均为1vpp信号
参数设定方法: 1)内置传感器: P4002=XXXX0001,P4010=XXXXX111,P4334=传感器线数 2)外置传感器:P4002=XXXX1110,P4361=传感器线数
- 16 -
上海三一精机有限公司 北京发那科机电有限公司
技术交流会之---主轴传感器介绍
主轴编码器
-2-
一、相关传感器分类
1、按使用范围分类
按使用范围分可分为主轴电机用和主轴用传感器两种,其中主轴电机用 传感器又分为普通主轴电机用传感器和内装主轴电机用传感器;主轴用传感 器又分为串行主轴用传感器和模拟主轴用传感器两种。
注:指串行主轴位置控制时的参数设定方法
- 12 -
五、第三方编码器调试方法
2、TTL信号(其他)
信号要求: A,B,Z相均为TTL方波,各信号要求如下:
参数设定方法: P4002=XXXX1111,P4361=编码器线数
- 13 -
五、第三方编码器调试方法
3、1V-pp信号(类ais位置编码器系列 1024线)
128齿, 最大转速 20,000min-1 512齿, 最大转速 10,000min-1 512齿, 最大转速 10,000min-1
-8-
3、CZi编码器
特点
三、主轴编码器介绍
◆最佳适合高精度Cs轴控制复合车床或切齿机 ◆高可靠性、高分辨率 ◆组装简单、维护方便
αiCZ***IS
-9-
三、主轴编码器介绍
-3-
一、相关传感器分类
2、按信号类型分类
分为1V-pp模拟信号和TTL数字信号两种。其中TTL数字信号根据发送方 式不同,又可分为TTL并行信号和TTL串行信号。为了方便说明,以下将TTL 串行信号简称为串行信号,TTL并行信号简称为TTL信号。
FANUC数控系统主轴参数的巧妙应用

FANUC数控系统主轴参数的巧妙应用FANUC数控系统是目前工业中广泛应用的一种数控系统,主要用于机床的自动化加工。
主轴参数是FANUC数控系统中的一个重要组成部分,它包含了一些关键信息,如主轴转速、进给速度、主轴功率等。
本文将介绍FANUC数控系统主轴参数的巧妙应用,包括提高加工效率、保证加工质量和节约能源等方面。
提高加工效率是FANUC数控系统主轴参数的一个重要应用。
通过调整主轴转速和进给速度,可以实现加工速度的优化。
主轴转速的调整可以根据不同的刀具和工件材料来进行,选择适当的转速可以使切削刃尽量充分地与工件接触,提高切削效率。
进给速度的调整可以根据加工过程中的不同环节来进行,如粗加工和精加工时可以采用不同的进给速度,以提高加工效率。
通过合理地调整主轴参数,可以实现最佳的加工效率,达到快速、高效地完成加工任务的目的。
保证加工质量是FANUC数控系统主轴参数的另一个重要应用。
通过调整主轴转速和进给速度,可以控制加工过程中的切削深度和切削速度,从而保证加工质量的稳定性和一致性。
切削深度的调整可以根据工件材料的硬度和刀具的刃角来进行,以避免过大或过小的切削深度导致刀具磨损或加工质量下降。
切削速度的调整可以根据刀具的耐用度和工件的表面粗糙度要求来进行,以保证加工出的工件表面光洁度和精度。
通过合理地调整主轴参数,可以实现优质的加工效果,保证加工质量的稳定性和可靠性。
节约能源是FANUC数控系统主轴参数的另一个巧妙应用。
通过调整主轴功率和进给速度,可以实现节约能源的目的。
主轴功率的调整可以根据加工过程中的负荷情况来进行,当加工负荷较轻时可以降低主轴功率,以节约能源。
进给速度的调整可以根据加工过程中的工件形状和材料特性来进行,合理控制进给速度可以减少能量消耗,提高整体加工效率。
通过合理地调整主轴参数,可以实现节约能源的效果,从而减少对环境的影响,提高工厂的环保意识。
总之,FANUC数控系统主轴参数的巧妙应用可以在提高加工效率、保证加工质量和节约能源等方面发挥重要作用。
FANUC_0i系统参数的设定方法
(2)伺服电动机ID号(MOTOR ID NO)
(3)AMR:设定电枢倍增比 α 系列和α i系列伺服电动机设定为“00000000” 与电机内装编码器类型无关。 (4)CMR:设定伺服系统的指令倍率 设定值=(指令单位/检测单位)×2 如数控车床的X轴通常采用直径编程:为1
数控铣床和加工中心:为2
5.伺服调整画面
(五)串行主轴参数设定
1. 主轴模块标准参数的初始化 主轴模块标准参数的初始化,就是将主轴的设定参数 按FANUC标准主轴电动机型号进行重新覆盖。对于 FANUC系统,主轴模块标准参数初始化的步骤如下: (1)系统急停状态,打开电源; (2)将主轴电动机型号的代码(参见伺服电机表) 设定在系统串行主轴电动机代码参数No.4133中。 (3)将自动设定串行数字主轴标准值的参数4019#7 (LDSP)置为“1”。 (4)将电源关断,再打开,主轴标准参数被写入。
参数表
P352
通用系统参数的修改
(一)打开参数写保护开关P86 (二)根据参数号查找参数P86 (三)修改参数值P87
通用系统参数的修改
(一)打开参数写保护开关
通用系统参数的修改
(一)打开参数写保护开关
通用系统参数的修改
(二)根据参数号查找参数
通用系统参数的修改
(二)根据参数号查找参数
(一)FANUC0i系统参数的意义
数控系统的参数完成数控系统与机床结构和机 床各种功能的匹配,使数控机床的性能达到最 佳。
(二)FANUC0i系统数控系统参数的 分类
FANUC0i数控系统的参数按照数据的形式大致 可分为位型和字型
FANUC主轴参数一览表
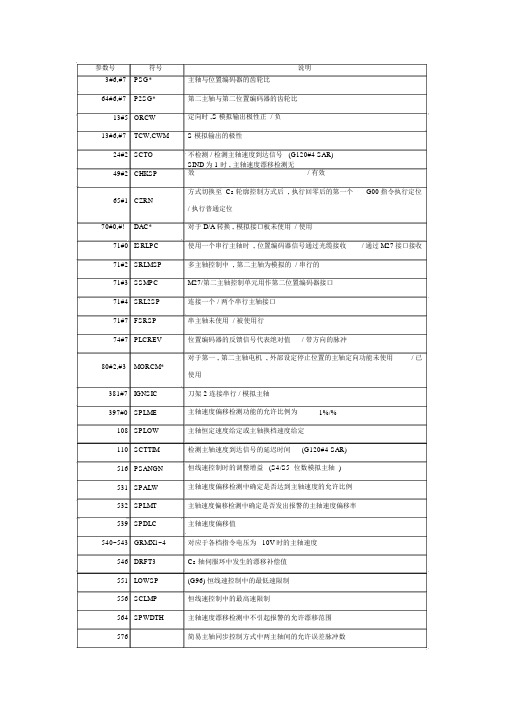
参数号符号说明3#6,#7PSG*主轴与位置编码器的齿轮比64#6,#7P2SG*第二主轴与第二位置编码器的齿轮比13#5ORCW定向时 ,S 模拟输出极性正 / 负13#6,#7TCW,CWM S 模拟输出的极性24#2SCTO不检测 / 检测主轴速度到达信号 (G120#4 SAR)49#2CHKSP SIND为 1 时 , 主轴速度漂移检测无效/ 有效65#1CZRN方式切换至 Cs轮廓控制方式后 , 执行回零后的第一个G00指令执行定位/ 执行普通定位70#0,#!DAC*对于 D/A 转换 , 模拟接口板未使用 / 使用71#0ISRLPC使用一个串行主轴时 , 位置编码器信号通过光缆接收/ 通过 M27接口接收71#2SRLMSP多主轴控制中 , 第二主轴为模拟的 / 串行的71#3SSMPC M27/第二主轴控制单元用作第二位置编码器接口71#4SRL2SP连接一个 / 两个串行主轴接口71#7FSRSP串主轴未使用 / 被使用行74#7PLCREV位置编码器的反馈信号代表绝对值/ 带方向的脉冲80#2,#3MORCM*对于第一 , 第二主轴电机 , 外部设定停止位置的主轴定向功能未使用/ 已使用381#7IGNSIC刀架 2 连接串行 / 模拟主轴397#0SPLME主轴速度偏移检测功能的允许比例为1%/%108SPLOW主轴恒定速度给定或主轴换档速度给定110SCTTIM检测主轴速度到达信号的延迟时间(G120#4 SAR)516PSANGN恒线速控制时的调整增益 (S4/S5 位数模拟主轴 )531SPALW主轴速度偏移检测中确定是否达到主轴速度的允许比例532SPLMT主轴速度偏移检测中确定是否发出报警的主轴速度偏移率539SPDLC主轴速度偏移值540~543GRMX1~4对应于各档指令电压为 10V 时的主轴速度546DRFT3Cs 轴伺服环中发生的漂移补偿值551LOWSP(G96) 恒线速控制中的最低速限制556SCLMP恒线速控制中的最高速限制564SPWDTH主轴速度漂移检测中不引起报警的允许漂移范围576简易主轴同步控制方式中两主轴间的允许误差脉冲数580~583SLPGM1~4Cs 控制方式中各档的主轴伺服环增益584SLPGIN主轴环增益585SRPDFL主轴快速进给时的F0 倍率586SZRNFL主轴定向时的 FL 速度587MORT指定主轴定向的M代码588MRELS取消主轴定向的M代码712SPTIME启动主轴速度漂移检测的时间6780~6783Cs 轮廓控制方式中伺服轴的位置环增益6784~6787(X) Cs轮廓控制方式中各档的位置环增益6788~6791(Y) Cs轮廓控制方式中各档的位置环增益6792~6795(Z) Cs轮廓控制方式中各档的位置环增益6796~6799(4) Cs轮廓控制方式中各档的位置环增益6501#7执行主轴自动参数设定6633主轴电机 ID 代码6501#2使用主轴位置编码器6503#0使用内装主轴编码器参数号符号说明60#0DADRDP诊断画面中是否显示地址X, Y,G,F, R, D。
fanuc主轴限制转速参数
fanuc主轴限制转速参数Fanuc主轴限制转速参数是数控机床中的一个重要参数,它可以控制主轴的旋转速度,保证加工的精度和质量。
本文将从不同角度介绍Fanuc主轴限制转速参数的作用和应用。
Fanuc主轴限制转速参数在数控加工中起到了至关重要的作用。
主轴转速是数控机床上最基本的控制要素之一,它直接影响到加工工件的表面光洁度、尺寸精度和加工效率。
通过合理设置主轴限制转速参数,可以确保加工过程中主轴的转速始终处于安全范围内,避免因转速过高而导致工件破坏或机床故障的发生。
Fanuc主轴限制转速参数的设置需要根据具体的加工要求和机床的性能来确定。
一般来说,主轴限制转速参数的设置应考虑以下几个方面:1. 加工材料的性质:不同材料的加工要求不同,对主轴的转速也有不同的要求。
例如,对于硬质材料的加工,主轴的转速一般要较低,以保证加工精度和表面质量;而对于软质材料的加工,则可以适当提高主轴的转速,以提高加工效率。
2. 加工工艺的要求:不同的加工工艺对主轴的转速有不同的要求。
例如,对于粗加工工艺,主轴的转速一般要较低,以保证加工过程中的切削稳定性;而对于精加工工艺,则可以适当提高主轴的转速,以提高加工效率和加工质量。
3. 机床的性能限制:机床本身的性能也会对主轴的转速有一定的限制。
例如,机床的主轴承能承受的最大转速是有限的,超过这个限制将会导致机床的故障和损坏。
因此,在设置主轴限制转速参数时,需要考虑机床的性能限制,确保主轴的转速不会超过机床的承受能力。
Fanuc主轴限制转速参数的设置需要在实际加工过程中进行调试和优化。
在进行加工操作之前,操作人员应根据加工要求和机床性能,合理设置主轴限制转速参数,并在加工过程中进行监控和调整。
如果发现主轴的转速不稳定或超出安全范围,应及时调整参数,确保加工过程的安全和稳定。
Fanuc主轴限制转速参数在数控加工中起着至关重要的作用。
通过合理设置主轴限制转速参数,可以保证加工的精度和质量,提高加工效率,同时也可以保护机床的安全和稳定运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC数控系统主轴参数的应用
为了满足用户的切削要求, 充分发挥主轴电动机的切削功率, 主轴速度一般被划分成几档, 其档位转换靠齿轮变速箱来实现。
以主轴电动机的最高限定速度来划分, 主轴的换档存在着两种形式。
一种是主轴各个档位的最高转速所对应的主轴电动机最高速度相同。
例如 XH756 卧式加工中心。
另一种是主轴各个档位的最高转速所对应的主轴电动机最高限定速度不同。
这种情况主要是在机械设计中由于某些原因而作特殊设计时, 需要电气进行完善。
例如我厂的XH716 立式加工中心。
FANUC-0i 数控系统充分考虑了这两种情况 , 把它们分为齿轮换档方式A 和B 。
下面以XH756 和XH716 为例简要介绍齿轮换档参数的巧妙应用。
1 齿轮换档方式A
如图1 所示, 主轴的3 档位所对应的主轴电动机最高限定速度是相同的。
例如我厂的XH756 卧式加工中心, 主轴低档的齿轮传动比为11:108, 中档的齿轮传动比为11:36, 高档的齿轮传动比为11:12; 机械设计要求主轴低档时的转速范围是0-458r/min, 中档的转速范围是459-1375r/min, 高档的转速范围是1376-4125r/min, 主轴电动机的最低速度限定为 150r/min。
主轴电动机给定电压为10V 时 , 对应的主轴电动机速度为6000r/min。
通过计算可知各个档位的主轴电动机最高转速相同,均为4500r/min。
此时参数应设定如下:参数N0.3736( 主轴速度上限,Vmax=4095×主轴电动机速度上限/指令电压 10V 的主轴电动机速度) 设定为4095 × 4500/6000=3071。
参数N0.3735( 主轴速度下限,Vmax=4095×主轴电动机速度下限 / 指令电压为 10V 的主轴电动机速度) 设定为4095 ×150/6000=102。
参数N0.3741( 指令电压10V 时对应的主轴速度A, 低档 ) 设定为6000 ×11/108=611。
参数N0.3742( 指令电压10V 时对应的主轴速度B, 中档 ) 设定为6000 ×11/12=1833 。
参数N0.3743( 指令电压10V 时对应的主轴速度C, 高档 ) 设定为6000 ×11/12=5500 。
按照以上参数设定, 该机床速度范围合理覆盖, 并在PMC 程序中自动判别, 合理选择档位。
图1
2 齿轮换档方式 B 如图2 所示, 主轴的
3 个档位所对应的主轴电动机最高限定速度是不同的。
例如主轴低档齿轮传动比为11:108, 主轴中档齿轮传动比为260:1071, 主
轴高档齿轮传动比为169: 238, 而机械设计要求主轴低档的转速范围是0-401r/min, 主轴中挡的转速范围是402-1109r/min, 主轴高档的转速范围是1110-3000r/min。
主轴电动机给定电压为10V 时, 对应的主轴电动机转速为6000r/min, 主轴电动机的速度下限为150r/min。
计算可知, 主轴低档使用的电动机最高转速为401×108/11=3937r/min, 主轴中档使用的电动机最高转速为1109×1071/260=4568r/min, 主轴高档使用的电动机最高转速为4000×238/169=5633r/min,3个档位所对应的主轴电动机最高限定速度各不相同。
此时, 参数N0.3736 设定为4095 ×5633/6000=3844( 以主轴电动机速度最高档位设定, 此例为高档), 参数NO.3735 设定为4095×150/6000=102, 参数NO.3741设定为6000 ×11/108=611, 参数N0.3742 设定为6000× 260/1071=1457, 参数N0.3743 设定为6000×169/238=4260。
仅按以上参数设定后, 主轴实际转速低档将为15 - 573r/min, 中档将为574 - 1367r/min, 高档将为1367 - 4000r/min。
这就不符合机械设计要求, 给自动判别带来困难。
为了弥补这个缺陷, 在齿轮换档方式B中, 可以使用参数NO.3751 和 NO.3752来限制主轴的转速。
参数N0.3751( 主轴从低档切换到中档时切换点的主轴电动机速度,Vmaxl=4095×低档时主轴电动机速度上限 / 指令电压为10V的主轴电动机速度) 设定为4095×3937/6000=2687。
参数N0.3752( 主轴从中档切换到高档时切换点的主轴电动机速度,Vmaxh=4095×高档时主轴电动机速度上限 / 指令电压为10V 的主轴电动机速度) 设定为4095×4568/6000=3118。
此方式参数的设定, 合理解决了各档主轴电动机上限速度不同给自动换档带来的麻烦。
图2
3 结束语
通过以上事例的分析, 我们必须充分结合机械设计特点, 结合PMC 程序的要求, 合理使用数控系统提供的参数功能, 对控制系统的功能做到尽善尽美的应用。