硫酸回收成本计算
浅谈废硫酸处理过程中的回收利用与节能改进
浅谈废硫酸处理过程中的回收利用与节能改进摘要:本文就石化企业在废硫酸的回收利用与节能方法改进进行研究。
主要通过在生产环节中的乙炔气体通过浓硫酸来达到净化利用,然后将废硫酸生成浓硫酸从而实现循环回收利用。
另一方面,硫酸是由废硫酸通过“高温裂解”来获得,这就要求裂解过程有持续的高热量。
通常来说会使用天然气作为燃料,本文将以环保与节能为目的,进行燃料的改进。
关键词:废硫酸裂解;环保利用;化工能源;电石炉尾气一、废硫酸的回收处理与利用(一)废硫酸的常规处理方式1.氧化与中和氧化法虽然可以生产浓硫酸(93%),但在实际应用中有诸多弊端。
一方面是由于需要高强氧化性物质的介入,应用的范围与限制有严重的局限;另一方面,这一方法还会产生较多酸雾,污染环境。
中和法在现阶段使用较少,这种方法仅适用于水份与浓度相对较低的废硫酸,最终利用废碱与石灰进行中和,利用率不高。
2.低温浓缩这类方法的问题有以下几点,一是会有固体在浓缩过程中析出;二是会影响热效能降低废硫酸的裂解;三是废酸中的挥发物质会对装置进行影响,尤其是受材质的影响,工作温度必须低于78℃;四是只能处理“稀硫酸”3.高温浓缩这类处理方式的优点是工艺的适应性更高,对于富含杂质的“废硫酸”也有着较强的再生效果,可以进行浓硫酸(95%)的处理。
缺点主要是高温下会产生对人和设备腐蚀危害较大的酸雾,不利于环保和安全。
4.高温焚烧这类处理方式有几方面特点,一是属于近几年的常见技术,工艺简单,设备自动化程度符合企业要求;二是燃料可选范围大,能够获得较高的热利用率;三是硫回收率可以高达95%以上,能够生产工业级浓硫酸(98%)(二)目前企业废硫酸处理的弊端最直接的问题就是两点,一方面是处理成本超高,一般来说,万吨级别的废硫酸处理费用在600万元/年,这直接对化工企业造成了成本上的增加;另一方面废硫酸的需要运送至有资质的第三方机构进行处理,在运送过程中,容易出现泄漏危险,这会对社会、居民和环境造成极大的危害。
奥格利低温回收介绍
一、低温回收技术背景随着科学技术的不断发展,特别是70年代能源危机以来,回收并合理利用能源已经成为衡量硫酸工业技术水平的重要标志,把硫酸厂同时看作是一个能源工厂已逐渐形成共识。
我国从50年代末期开始的对硫酸装置余热回收的实践,以回收高温位余热为起点,随着利用高、中温位余热产生蒸汽的技术渐趋成熟,先进的硫磺制酸装置产气率可达1.25t/t酸。
即使这样,如果低温余热即在SO3吸收过程中产生的大量热量不加以回收利用的话,装置总热能回收效率也只达到65%左右。
目前,随着能源价格的暴涨和耐高温、高浓度硫酸材质的改进,从经济和技术两方面都促进了低温余热利用的发展。
如果引入低温回收系统,可利用吸收酸的热量生产低压蒸汽,每生产一吨硫酸可多回收0.3~1Mpa的低压蒸汽0.4 t~0.5t,使产汽率最高可达到1.7t/t酸,硫酸厂总的热能回收率达到90%以上,这是硫酸工业低温余热利用的一项突破性的技术,它无疑是今后余热利用技术的发展方向。
目前国外较成熟的低温回收装置主要有以下两种:1.采用2段塔式结构吸收塔,设备少,但因采用单塔设计,系统与其他制酸流程串联,若系统出现故障,需要整个工厂停车才能检修;增产低压蒸汽量约为0.5t/t酸;所有设备均采用特种合金制造,造价昂贵。
2.采用双塔式设计,该系统增加一降膜吸收塔,设备尺寸小,但吸收效果不佳,机械冲击产生的酸雾大;增产低压蒸汽量较少,约为0.4t/t酸;所有设备也采用特种合金制造,造价较第一种更昂贵,目前还没有实际应用。
奥格利公司的低温回收系统DWHS属世界一流工艺,适用于中国硫酸行业现有状况,根据奥格利的独有工艺设计,可增产低压(1.0Mpa)蒸汽0.4~0.45t/t 酸。
该系统为双吸收塔(利用原有一吸塔),新增的高温吸收塔为合金填料塔,与其他制酸流程为并联式连接,系统停车检修或出现故障时可立即短路该系统,不会造成装置停产,适合老厂改造及新厂分期投资。
值得一提的是,装置设备设计均采用科学的计算机模拟方法,使整个装置的设备设计的合理化和小型化达到世界先进的水平。
废硫酸的回收再利用
废硫酸的回收再利用废硫酸中硫酸浓度较高,可经处理后回收再用。
处理主要是去除废硫酸中的杂质,同时对硫酸增浓。
处理方法有浓缩法、氧化法、萃取法和结晶法等。
1.1 浓缩法该法是在加热浓缩废稀硫酸的过程中,使其中的有机物发生氧化、聚合等反应,转变为深色胶状物或悬浮物后过滤除去,从而达到去除杂质、浓缩稀硫酸的双重目的。
这类方法应用较广泛,技术较成熟。
在普遍应用高温浓缩法的基础上又发展了较为先进的低温浓缩法,下面分别加以介绍。
1.1.1 高温浓缩法化工厂三氯乙醛生产过程中有废硫酸产生,其中H2SO4质量分数为65%~75%、三氯乙醛质量分数为1%~3%、其它有机杂质的质量分数为1%。
该厂将其沉淀过滤后,用煤直接加热蒸馏,回收的浓硫酸无色透明,H2SO4质量分数大于95%,无三氯乙醛检出,而沉淀物经碱解、蒸馏和过滤后可回收氯仿。
该厂废硫酸处理量为4000t/a,回收硫酸创利润55万元/a〔1〕。
日本木村-大同化工机械公司的废硫酸浓缩法是用搪玻璃管升膜蒸发和分段真空蒸发相结合,将废硫酸中H2SO4的质量分数从10%~40%浓缩到95%,其工艺可分为3段,前两段采用不透性管加热器蒸发浓缩,后一段采用搪玻璃管升膜蒸发器浓缩,在每一段中H2SO4质量分数渐次升高,分别达到60%、80%和95%。
加热过程采用高温热载体,温度为150~220℃,可将有机物转变为不溶性物质,然后过滤除去,该工艺以2t/h的规模进行中试,5a运转良好。
该工艺适应能力很强,可用于含多种有机杂质的废硫酸的处理〔2〕。
1.1.2 低温浓缩法高温浓缩法的缺点在于:硫酸的强腐蚀性和酸雾对和操作人员的危害很大,实际操作非常麻烦。
因此,近年来开发出了一种改进的浓缩法,称为汽液分离型非挥发性溶液浓缩法(简称WCG法)〔3〕。
WCG法的原理和工艺如下:将废稀硫酸由储槽用耐酸泵打入循环浓缩塔浓缩,然后经换热器加热后进入造雾器和扩散器强迫雾化并进一步强迫汽化,分离后的气体经高度除雾后进入气体净化器,净化后排放。
废硫酸的回收再利用
废硫酸的回收再利用废硫酸中硫酸浓度较高,可经处理后回收再用。
处理主要是去除废硫酸中的杂质,同时对硫酸增浓。
处理方法有浓缩法、氧化法、萃取法和结晶法等。
1.1 浓缩法该法是在加热浓缩废稀硫酸的过程中,使其中的有机物发生氧化、聚合等反应,转变为深色胶状物或悬浮物后过滤除去,从而达到去除杂质、浓缩稀硫酸的双重目的。
这类方法应用较广泛,技术较成熟。
在普遍应用高温浓缩法的基础上又发展了较为先进的低温浓缩法,下面分别加以介绍。
1.1.1 高温浓缩法淄博化工厂三氯乙醛生产过程中有废硫酸产生,其中H2SO4质量分数为65%~75%、三氯乙醛质量分数为1%~3%、其它有机杂质的质量分数为1%。
该厂将其沉淀过滤后,用煤直接加热蒸馏,回收的浓硫酸无色透明,H2SO4质量分数大于95%,无三氯乙醛检出,而沉淀物经碱解、蒸馏和过滤后可回收氯仿。
该厂废硫酸处理量为4000t/a,回收硫酸创利润55万元/a〔1〕。
日本木村-大同化工机械公司的废硫酸浓缩法是用搪玻璃管升膜蒸发和分段真空蒸发相结合,将废硫酸中H2SO4的质量分数从10%~40%浓缩到95%,其工艺可分为3段,前两段采用不透性石墨管加热器蒸发浓缩,后一段采用搪玻璃管升膜蒸发器浓缩,在每一段中H2SO4质量分数渐次升高,分别达到60%、80%和95%。
加热过程采用高温热载体,温度为150~220℃,可将有机物转变为不溶性物质,然后过滤除去,该工艺以2t/h的规模进行中试,5a运转良好。
该工艺适应能力很强,可用于含多种有机杂质的废硫酸的处理〔2〕。
1.1.2 低温浓缩法高温浓缩法的缺点在于:硫酸的强腐蚀性和酸雾对设备和操作人员的危害很大,实际操作非常麻烦。
因此,近年来开发出了一种改进的浓缩法,称为汽液分离型非挥发性溶液浓缩法(简称WCG法)〔3〕。
WCG法的原理和工艺如下:将废稀硫酸由储槽用耐酸泵打入循环浓缩塔浓缩,然后经换热器加热后进入造雾器和扩散器强迫雾化并进一步强迫汽化,分离后的气体经高度除雾后进入气体净化器,净化后排放。
废酸回收处理方案 免费版
废酸回收处理方案废酸的成分主要为硫酸和金属离子。
这些废酸的排放或采用石灰中和, 不仅造成资源浪 费,使产品成本增加,而且还导致严重的环境污染,影响和制约了企业的生存和发展。
本方 案采用膜技术对酸洗废液进行回收处理,减少企业废酸处理费用,同时可有效的对废酸进行回 收,给企业带来较大的经济效益和社会效益。
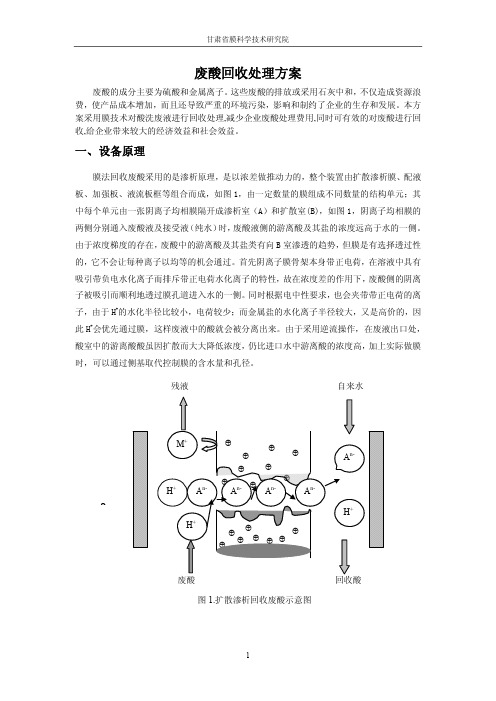
一、设备原理膜法回收废酸采用的是渗析原理,是以浓差做推动力的,整个装置由扩散渗析膜、配液 板、加强板、液流板框等组合而成,如图 1,由一定数量的膜组成不同数量的结构单元;其 中每个单元由一张阴离子均相膜隔开成渗析室(A)和扩散室(B),如图1,阴离子均相膜的 两侧分别通入废酸液及接受液 (纯水) 时, 废酸液侧的游离酸及其盐的浓度远高于水的一侧。
由于浓度梯度的存在, 废酸中的游离酸及其盐类有向B 室渗透的趋势,但膜是有选择透过性 的,它不会让每种离子以均等的机会通过。
首先阴离子膜骨架本身带正电荷,在溶液中具有 吸引带负电水化离子而排斥带正电荷水化离子的特性,故在浓度差的作用下, 废酸侧的阴离 子被吸引而顺利地透过膜孔道进入水的一侧。
同时根据电中性要求,也会夹带带正电荷的离 子,由于 H +的水化半径比较小,电荷较少;而金属盐的水化离子半径较大,又是高价的,因 此 H + 会优先通过膜,这样废液中的酸就会被分离出来。
由于采用逆流操作,在废液出口处, 酸室中的游离酸酸虽因扩散而大大降低浓度,仍比进口水中游离酸的浓度高,加上实际做膜 时,可以通过侧基取代控制膜的含水量和孔径。
残液 自来水A图 1.扩散渗析回收废酸示意图 ÅÅ Å Å Å ÅÅÅÅ Å Å ÅÅ Å Å Å ÅÅ Å 废酸回收酸H + A n A n A n An H + M + A n H +二、流程示意图 三、工程投资:每年处理 1000 吨废酸共需 HKY-400 型扩散渗析器一台。
硫酸取样、回收、存储安全管理制度
硫酸取样、回收、存储安全管理制度一、目的:保证硫酸在取样、回收、储存过程中的安全。
二、取样、回收安全管理:1、硫酸的取样:1)取样人员和取样操作人员(储运人员)必须学习和掌握硫酸安全取样技术方法。
2)取样人在取样过程中必须有储运人员(取样操作人员)陪同和并佩带防护面罩,无陪同人员和未佩带防护面罩禁止取样。
3)化验室指定专人进行取样,并填写硫酸现场取样单。
4)取样的容器为专用玻璃容器,每次的取样量不超过20ml。
2、硫酸的回收:1)化验室将硫酸样品带回化验室做样完成后,交由储运车间进行回收处理,并填写硫酸回收记录,并将交至安全环保部存档。
3、硫酸取样回收流程:化验室接到取样通知→与储运联系取样操作人员并填写硫酸现场取样单→进行取样→做样分析→联系储运确定硫酸回收人员并填写硫酸回收单→硫酸回收→化验室将硫酸现场(取样/回收)单交由安环部存档。
4、硫酸的储存:1)装卸时,车间管理人员必须到现场进行安全监督。
2)晚上、下雨天不宜装卸,或遇特殊情况必须装卸时,必须得到公司相关负责人的同意,还应有遮雨等相关措施。
3)严格按照操作规程进行使用。
4)车间严格按照巡检制度对硫酸罐、硫酸泵及管线进行巡检,发现跑、冒、滴、漏切勿盲目处理,立即汇报至车间。
5)个体安全防护:(1)呼吸系统防护:可能接触其烟雾时佩戴自吸过滤式防毒面罩(全面罩)或空气呼吸器,紧急事态抢救或撤离时,必须佩戴氧气呼吸器。
(2)眼睛保护:带防护面罩(3)身体保护:穿耐酸碱工作服(4)手防护:戴橡皮耐酸手套(5)其他保护:工作现场禁止烟火、进食和饮水。
6)装卸过程中产生残液有储运车间现场装卸人员统一回收至指定区域。
三、制度的考核及其他要求1)生产及储运车间能涉及到硫酸的阀门和导淋必须全部上锁、钥匙由车间领导管理,安全部留一套备用。
2)制度自发布之日起实施,违反本制度相关条款每次考核200-1000元。
3)此制度自2016年2月25日起实施。
宁夏金裕海化工有限公司安全环保部。
硫酸装置低温余热回收运行总结
硫酸装置低温余热回收运行总结王军;王彦淳【摘要】The main equipment,process and operation of sulphuric acid plant for low temperature heat recovery were introduced. The heat recovery,gas production rate and economic benefits of the device were introduced emphatically.The steam output of the low temperature heat recovery unit is about 14 237 kg/h.It can save 1 662 kg/h steam in deoxidization section,and about 900 t/h of circu-lating water in drying and absorption section.In view of the problems occurring in the operation, the technicians take corresponding measures to ensure the long and stable operation of the thermal recovery of sulphuric acid plant.%介绍了硫酸低温热回收装置的主要设备、工艺流程和运行情况,重点介绍了装置回收热量、产气率和经济效益.低温热回收装置蒸汽产量约14237 kg/h,可节省除氧蒸汽1662 kg/h,同时干吸工序可节省循环水约900 t/h.针对运行中出现的问题,技术人员采取相应改进措施,确保硫酸低温热回收装置长周期稳定运行.【期刊名称】《硫酸工业》【年(卷),期】2018(000)005【总页数】4页(P44-47)【关键词】硫酸生产;低温热回收;浓硫酸;蒸汽;节能;运行【作者】王军;王彦淳【作者单位】湖北新洋丰肥业股份有限公司,湖北荆门448150;湖北新洋丰肥业股份有限公司,湖北荆门448150【正文语种】中文【中图分类】TQ111.16;TQ051.5湖北新洋丰肥业股份有限公司(以下简称新洋丰公司)200 kt/a硫磺制酸低温热回收装置于2011年7月16月投料运行。
浅谈钛白废酸的综合治理及回收
再谈钛白废酸的综合治理及回收一、前言众所周知,近段时间以来国内钛白行业的发展如火如荼,扩产新增项目纷纷上马,钛白产品一直是供不应求,形势一片大好。
但由于国外的技术封锁及其他种种原因,我国国内钛白粉生产大都依旧采用的是硫酸法。
但硫酸法钛白粉的生产,无论是规模效益、生产技术和管理水平与国外企业相比,都有较大的差距,特别是环境污染严重仍是现阶段我国钛白粉行业的突出矛盾,所带来的“三废”问题也是制约众多钛白粉生产企业发展的瓶颈。
国家环保部门对这些重污染项目的审批也是从严把关,配套废酸的处理装置是必不可少的前提,否则环评根本没法通过。
因此,我们在这儿再次讨论钛白废酸的治理与回收就显得尤为重要和迫切了。
而且我们现在完全可以自豪的说三圣已经解决了这一大难题,并且我们已经开发出了多种处理工艺,可以适合不同的客户需求。
钛白废酸不同于一般的工业废酸,“三废”排放量非常大,平均每生产1吨钛白就要产生20%左右的废硫酸6~8吨,300℃以上的转窑尾气约1.36万Nm3及大量废水,污染十分严重。
近来许多生产厂家因污染环境纷纷被责令限产或停产整顿,损失惨重。
要实现钛白粉行业的健康有序发展,必须解决“三废”治理问题,走可持续发展之路。
除了排放量大之外,还含有大量的FeSO4、Al2(SO4)3、MgSO4等无机盐及TiO2,处理工艺复杂,难度大,许多企业虽然在“三废”综合治理上做了大量的工作,但环保问题依然严峻。
为了解决这一难题,还工厂一片绿色,南通三圣石墨设备科技有限公司潜心研究开发的钛白废酸回收技术给钛白粉行业带来了阳光和希望。
二、引进国际知名专家和先进技术进行国产化自二000年起,我公司在国家科技部、外国专家局的帮助下,先后从德国、瑞士聘请专家,开展国际交流,并分析了重庆渝港钛白从芬兰进口的年产1.5万吨钛白废酸回收装置。
这套花巨资引进的钛白废酸回收装置,由于热量分配设计等原因,投产后运行成本较高,企业不但无利可图,还要补贴一定的运行费用。
含硫废物回收制硫酸技术开发与应用方案(一)
含硫废物回收制硫酸技术开发与应用方案一、方案概述随着中国经济的快速发展,产业结构优化和环境保护成为当下重要的议题。
特别是在化工、石油、冶金等产业中,含硫废物的产生和处理是一个不容忽视的问题。
本方案旨在通过开发和应用含硫废物回收制硫酸技术,既解决废物处理问题,又实现资源的高效利用,从而推动产业结构的绿色转型。
二、实施背景含硫废物作为化工、石油等产业的主要废弃物之一,传统处理方法往往造成环境污染。
中国作为世界上最大的硫酸消费国,每年需进口大量硫磺来满足硫酸生产需求。
因此,开发含硫废物回收制硫酸技术不仅有助于环境保护,还能减少对进口硫磺的依赖,具有重大的经济和环境双重意义。
三、工作原理本方案采用先进的热化学循环法,将含硫废物在高温下与氧气反应,生成二氧化硫;接着通过催化氧化将二氧化硫转化为三氧化硫;最后用水吸收三氧化硫制得硫酸。
在此过程中,废热可回收利用,提高能源利用效率。
四、实施计划步骤1.建立含硫废物分类收集体系,确保废物质量可控。
2.研发高效催化剂,提高二氧化硫到三氧化硫的转化率。
3.设计并建设示范工程,验证技术的可行性。
4.推广应用,形成产业化规模。
5.建立长期监测机制,确保环境和经济效益的持续发挥。
五、适用范围本方案适用于化工、石油、冶金等产生含硫废物的行业。
特别是在硫酸需求量大的地区和企业,具有广阔的应用前景。
六、创新要点1.采用先进的热化学循环法,提高硫酸生产效率。
2.研发高效催化剂,降低能源消耗和环境污染。
3.构建废物分类收集体系,实现废物的源头控制。
4.废热回收利用,提升能源利用效率。
七、预期效果1.预计每年可处理含硫废物XX万吨以上。
2.减少硫磺进口量XX%,提升国家资源安全保障能力。
3.降低硫酸生产成本XX%,提高企业经济效益。
4.减少二氧化硫等污染物排放XX吨以上,显著改善环境质量。
八、达到收益1.环境效益:大幅减少含硫废物的排放,改善生态环境质量。
2.经济效益:降低企业生产成本,增强市场竞争力;创造新的就业岗位,促进经济社会发展。
废硫酸回用方案
二、技术方案
1,设计范围 本方案是根据业主提供的设计输入条件,设计 8 套废酸回用系统,单套 ARS 处理能力为 63 3/d 其包括废酸过滤系统、废酸净化系统。净化后再生的酸回到酸洗系统,重新使用。
地址:无锡新区震泽路 18 号水瓶座 417 号 联系人: 李先生 网址:
地址:无锡新区震泽路 18 号水瓶座 417 号 联系人: 李先生 网址:
电 话:18912394511 电邮: Li.yq@
阿派克环保科技有限公司
APEX ENTECH Ltd. 系统。 在第二步,水会通过酸净化系统,在系统内被截留的酸会重新溶解在水内,流出系 统进行循环使用。
电 话:18912394511 电邮: Li.yq@
阿派克环保科技有限公司
APEX ENTECH Ltd.
2,设计输入和输出(以单套 ARS 计)
参数 处理量 (M3/d) 游离酸浓度 (wt.%) 金属离子去处率(%)
废酸 63 15
50-70
再生酸 63
12-14
说明: 1 再生酸的各项参数是根据以往的工程经验的估算。 2 本方案假设废酸中的油份的含量小于 1ppm。如果未达到要求,需要在过滤系统中考虑除 油功能。 3 本方案假设废酸中的不溶性固体颗粒物的浓度小于 20ppm,而且颗粒物的尺寸小于 30 微 米。如果未达到要求,需要在过滤系统中考虑。
电 话:18912394511 电邮: Li.yq@
参考流程图
阿派克环保科技有限公司
APEX
ENTECH Ltd.
地址:无锡新区震泽路 18 号水瓶座 417 号 联系人: 李先生 网址:
电 话:18912394511 电邮: Li.yq@
ARS 系统通过以上步骤的不断自动重复,达到连续酸净化的目的。
废硫酸回收方法汇总调研
硫酸酸洗废液回收处理钢材在生产的过程中,有一道酸洗工序,目的就是将附着在轧制好的钢材表面的氧化铁皮等杂质除去,以利于下一工序加工成合格钢材,国内钢铁工业每生产1t 钢材约产生60kg 酸洗废液,每年酸洗废液排放量近100 万m3。
酸洗时将钢材浸在15%左右浓度的稀硫酸中,反复清洗,使氧化铁皮和钢材的表面与硫酸反应溶解。
硫酸经过这样多次的反复使用,酸度降低,水分增加,同时,由于氧化铁皮和钢铁与硫酸作用而生成了大量硫酸亚铁,因而使酸洗作用降低,这就形成了“废”酸。
废酸中主要成份为5%硫酸和300mg/L的FeSO4,这些废水如不经过处理而排放到环境中,不仅会使水体或土壤酸化,对生态环境造成危害,而且浪费大量资源。
事实上,这些废酸并不“废”,它里面还含有一定浓度的硫酸,而其中所含的大量硫酸亚铁,又是一种用途较广的化工原料,它可用作水的净化剂、化工触媒等。
纯硫酸亚铁还可用作医药上的补血剂、化学试剂等等。
根据文献调研,废硫酸回收处理工艺暂定为以下几种:一、铁屑法冷冻铁屑法治理硫酸废液的基本原理是通过铁屑与硫酸废液中的残余酸反应生成硫酸亚铁,而后对生成母液加热蒸发浓缩和自然或强制冷却,使其结晶出硫酸亚铁。
采用该法所获得的硫酸亚铁基本产品是七水硫酸亚铁。
将废硫酸液与铁屑置于一个反应槽中,使其完全生成硫酸亚铁,将溶液加热到100℃,反应2h,在加热浓缩后自然冷却,使硫酸亚铁结晶析出,最后经甩干机脱水烘干。
工艺流程如下:废酸+铁屑优点:简单易操作、投资少、费用低缺点:1、只能回收硫酸亚铁,不能回收硫酸;2、产品质量差、生产周期长,比较适合于乡镇企业小型生产。
3、该工艺既浪费了铁屑和硫酸资源,又大量消耗蒸气能源,增加运行成本,且易生产二次污染。
4、此工艺处理废酸的能力小,且由于蒸发过程中,FeSO4·7H2O 极易脱水生成难溶的一水硫酸亚铁,造成副产品质量低,销售难度大。
案例:首钢特殊钢公司采用该法处理轧钢酸洗废液,经离心甩干后,残液含酸浓度为0.5%,硫酸亚铁为150~170g/L,残液需中和处理,仅适用于废液量少的处理。
废硫酸回收利用技术的研究分析
废硫酸回收利用技术的研究分析发布时间:2021-05-06T06:39:24.003Z 来源:《中国科技人才》2021年第4期作者: 1何峰;2宫雪丽[导读] 硫酸是工业生产企业普遍使用的原材料之一。
就目前来看,多数工业企业对硫酸的利用率并不高,在生产过程中所产生的含有硫化物的废水直接排放到环境中,造成硫酸资源大量浪费的同时,对周边的环境造成了恶劣的影响,废水中的硫化物会使周围的土壤酸化,不利于生态环境建设[2]。
1新疆美克化工股份有限公司新疆库尔勒市 841000;2中国石油天然气股份有限公司塔里木油田分公司新疆库尔勒市 841000摘要:目前,在化工产业、冶金产业的发展过程中,通常把硫酸做为其生产原料之一,在生产过程中硫酸会发生一系列的化学反应,产生以稀硫酸为主包含各种硫化物的工业废水,若直接将工业废水进行排放,不仅会造成硫酸的浪费,增加硫酸的使用成本,还会对环境造成严重的影响。
因此,多数生产企业都会对工业废水中的硫酸进行回收利用,以节约企业的运行成本。
关键词:废硫酸;回收利用;技术;工艺前言:在化工业、冶金业的发展过程中,利用相关的科学技术手段对工业废水中的硫酸进行回收利用,不仅可以保证环境资源不被破坏,同时回收的硫酸继续应用到企业的生产过程中,很大程度的节约了企业的运行成本,提高企业的经济效益[1]。
因此,本文将通过对废硫酸回收的重要性以及废硫酸的来源进行分析,进而对现阶段废硫酸的回收利用技术做出详细阐述。
一、废硫酸回收的重要性硫酸是工业生产企业普遍使用的原材料之一。
就目前来看,多数工业企业对硫酸的利用率并不高,在生产过程中所产生的含有硫化物的废水直接排放到环境中,造成硫酸资源大量浪费的同时,对周边的环境造成了恶劣的影响,废水中的硫化物会使周围的土壤酸化,不利于生态环境建设[2]。
在对工业废水的成分进行分析时人们发现,在工业企业所排放的废水中不仅含有大量的硫化物,还存在着大量的工业杂质,对废硫酸的回收再利用带来了一定的影响。
废硫酸回收利用技术探讨
2019年07月废硫酸回收利用技术探讨韩迎春(青海盐湖工业股份有限公司化工分公司,青海格尔木816099)摘要:硫酸是化工、冶金领域常用生产原材料之一,受硫酸自身特性及生产环境影响,大量废硫酸成为生产副产品,直接排放废硫酸不仅会导致实际生产成本增高,更会引发严重环境污染问题。
基于此,文章就废硫酸回收利用技术进行相关概述,旨在切实提升废硫酸资源利用率,保障实际生产期间的经济效益及安全效益,以供参考。
关键词:废硫酸;回收利用技术化工或冶金等领域生产会消耗大量硫酸,产出以硫酸物质为主,掺杂各类混合物、有机物的废硫酸,对生产成本及周围生态环境造成严重影响。
针对废硫酸处理问题,我国已开发研制出多种废硫酸回收利用技术,切实提升了废硫酸利用率,为实现生产经济效益、生态效益最大化发展目标奠定了坚实技术基础。
1废硫酸特征1.1来源分散废硫酸除在钛白粉、染料、石油、化纤等生产环节中产出外,其他行业也会或多或少生产出的废硫酸,致使废硫酸来源分散,产出数量存在极大差异性。
1.2产出量大经不完全统计,每年我国废硫酸产出量达1亿吨以上,除产出量较大生产领域外,其他单体废硫酸产出单位的废硫酸量较少,在废硫酸处理回收方面的投资力度不同。
1.3处理难度高一方面,废硫酸浓度含量不同,含有害物质及重金属的废硫酸数量较多,大大提升了废硫酸回收处理难度[1];另一方面,废硫酸含大量有机物,处理工序繁杂,在未经处理或处理不完善就排出的情况下,对周围生态环境造成极为严重的污染。
2废硫酸现状及来源分析2.1废硫酸当前概况我国是硫酸及废硫酸产出大国,各领域硫酸需求量的不断增加,国内废硫酸产出量也随之增高。
以钛白粉等工业产出废硫酸情况来看,二十一世纪初期,我国每年废硫酸产出量就达8900t ,相较于上年增长十个百分点。
现阶段我国废硫酸虽产出量大,但实际增长速率较低。
同时,受钛白粉等工业硫酸消耗量增长、工业生产工艺改进及社会环保事业等影响,废硫酸回收利用技术的开发与利用已然被提上实际生产日程,相信在未来绿色生产工艺的带动下,废硫酸产出量将会越来越少。