压铸喷雾机操作说明书
压铸机操作指导书

压铸机操作指导书
页码: 1/1
版本:A/1
文件編号:DG-QA-017
1.目的
为指导从业人员正确熟练压铸机各部操作,并能迅速察觉异常状况,保正机台正常运转,确保生产质量和安全。
2.适用范围
压铸部锌合金机台
3.内容
3.1 开机前检查
3.1.1检查各冷却系统是否正常开起
3.1.2 检查液压油,导轨油是否充足
3.1.3检查料温是否在415-430之间
3.1.4检查液压油温度是否在55度以内
3.1.5检查各安全吉制是否牢固可靠
3.2 开机使用
3.2.1开机操作电源开关,将手动自动开关选为手动,起动机器马达
3.2.2切换手动、自动,确认开关是否正常
3.2.3 安装模具时,要调整模具最大锁模力
3.2.4确认各动作,压力是否正常
3.2.5 自动生产时,机台压力必须达到130bar
3.3使用注意事项
3.3.1使用时注意机器各部螺丝是否松动,各油管接头是否漏油
3.3.2正常生产200-300模后,模温升高,须重校锁模力,保证产品分型面无批锋和尺寸 3.3.3合模生产时,合模线平行位置,严禁站人,以防烫伤
3.3.4自动射料时,要注意检查锤头与司筒,料壶与射嘴身,射嘴身与射嘴接合处是否漏
料,并及时清理
3.4停机注意事项
3.4.1凡手动、自动开关,统一选择手动位置
3.4.2 将压铸机急停开关按下,断开总电源开关
3.4.3机台及周边卫生清理,保证机台干凊,周边畅通。
喷涂机说明书
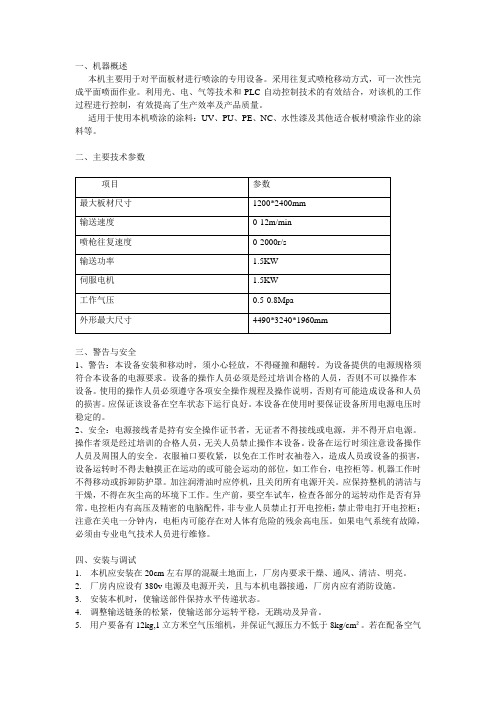
一、机器概述本机主要用于对平面板材进行喷涂的专用设备。
采用往复式喷枪移动方式,可一次性完成平面喷面作业。
利用光、电、气等技术和PLC自动控制技术的有效结合,对该机的工作过程进行控制,有效提高了生产效率及产品质量。
适用于使用本机喷涂的涂料:UV、PU、PE、NC、水性漆及其他适合板材喷涂作业的涂料等。
二、主要技术参数三、警告与安全1、警告:本设备安装和移动时,须小心轻放,不得碰撞和翻转。
为设备提供的电源规格须符合本设备的电源要求。
设备的操作人员必须是经过培训合格的人员,否则不可以操作本设备。
使用的操作人员必须遵守各项安全操作规程及操作说明,否则有可能造成设备和人员的损害。
应保证该设备在空车状态下运行良好。
本设备在使用时要保证设备所用电源电压时稳定的。
2、安全:电源接线者是持有安全操作证书者,无证者不得接线或电源,并不得开启电源。
操作者须是经过培训的合格人员,无关人员禁止操作本设备。
设备在运行时须注意设备操作人员及周围人的安全。
衣服袖口要收紧,以免在工作时衣袖卷入,造成人员或设备的损害,设备运转时不得去触摸正在运动的或可能会运动的部位,如工作台,电控柜等。
机器工作时不得移动或拆卸防护罩。
加注润滑油时应停机,且关闭所有电源开关。
应保持整机的清洁与干燥,不得在灰尘高的坏境下工作。
生产前,要空车试车,检查各部分的运转动作是否有异常。
电控柜内有高压及精密的电脑配件,非专业人员禁止打开电控柜;禁止带电打开电控柜;注意在关电一分钟内,电柜内可能存在对人体有危险的残余高电压。
如果电气系统有故障,必须由专业电气技术人员进行维修。
四、安装与调试1.本机应安装在20cm左右厚的混凝土地面上,厂房内要求干燥、通风、清洁、明亮。
2.厂房内应设有380v电源及电源开关,且与本机电器接通,厂房内应有消防设施。
3.安装本机时,使输送部件保持水平传递状态。
4.调整输送链条的松紧,使输送部分运转平稳,无跳动及异音。
5.用户要备有12kg,1立方米空气压缩机,并保证气源压力不低于8kg/cm²。
压铸喷雾机概要课件

案例中,该企业采用先进的压铸喷雾 机,实现了高强度、轻量化的铸件生 产,满足了航空航天领域对材料性能 的严格要求。
END
THANKS
感谢观看
KEEP VIEW
压铸喷雾机在汽车制造业中的应用, 可以提高压铸件的生产效率,降低生 产成本,同时提高压铸件的质量和性能。
家电制造业
家电制造业也是压铸喷雾机应用的重要领域之一。在家电制造过程中,压铸喷雾 机主要用于各种金属零部件的制造,如冰箱、洗衣机、空调等。
压铸喷雾机在家电制造业中的应用,可以大大提高生产效率,降低生产成本,同 时提高产品的质量和性能。
压铸喷雾机技术参数
性能参数
最大喷涂面积:200平方米/小时 涂层厚度:0.1-0.3毫米 涂层均匀度:±20%
性能参数
喷涂距离:10-30厘米
涂料固体含量:0.5-50%
涂料粘度范围:1-20000 厘泊
01
0ห้องสมุดไป่ตู้ 02
性能参数
喷涂角度
30-90度
电源要求
380V/50Hz/3P
规格参数
重量:约250千克
市场份额
竞争策略
各家厂商的竞争策略主要包括技术创 新、产品升级、市场营销等方面,以 提高产品竞争力和市场占有率。
各家厂商的市场份额较为均衡,但A 公司和B公司在市场上占据一定优势 地位。
发展趋势
技术创新
随着科技的不断进步,压 铸喷雾机将不断进行技术 创新和升级,提高产品的 性能和效率。
智能化发展
压铸喷雾机将向智能化方 向发展,实现自动化控制 和远程监控等功能,提高 生产效率和安全性。
ONE
KEEP VIEW
压铸喷雾机概要课件
目 录
压铸机说明书翻译

1.扫落动作sweep开启时:每周期进行扫落动作ON:the machine will sweep the products per cycle关闭时:每周期不进行扫落动作OFF:the machine will not sweep off products each cycle2.离咀动作leaving nozzle开启时:每周期进行离咀动作ON:the machine will leave nozzle per cycle关闭时:每周期不进行离咀动作OFF:ON:the machine will not leave nozzle per cycle3.首次顶出扫落power-up : push out&sweep开启时:当自动开始时将执行一次顶针和扫落ON:the machine will automatically perform pushing out and sweeping off actions once when it starts关闭时:当自动开始时将不执行一次顶针和扫落OFF:the machine will not push out and sweep off products when it starts 4.喷雾动作spray开启时:每周期进行喷雾动作ON:the machine will spray per cycle关闭时:每周期不进行喷雾动作OFF:the machine will not spray per cycle5.开模中顶针eject while opening开启时:开模到开模缓冲行程开关时马上进行顶针动作ON:when the mold is opening to opening mold Buffer stroke switch,eject immediately.关闭时:开模到开模行程开关才进行顶针动作OFF:when the mold is opening to opening stroke switch,start to eject此功能必须安装了开模缓冲行程才有用This function needs to install “opening mold Buffer stroke”此功能可以提高周期速度This function can increase cycle velocity6.顶出时扫落eject & sweep开启时:当顶出到位时进行扫落动作ON:sweep after pushing out in place关闭时:当顶回到位时进行扫落动作OFF:sweep after returning back此功能可以提高周期速度This function can increase cycle velocity7.顶针次数ejecting frequency调节顶针的次数adjust ejected times当开启了”产品没掉落时再次顶出扫落“此功能无效This function does not work when “push out&sweep again if products stay in mold”is open8.扫落次数sweeping times调节扫落次数adjust sweeping times当开启了”产品没掉落时再次顶出扫落“此功能无效This function does not work when “push out&sweep again if products stay in mold”is open当开启了”产品没掉落时再次扫落“此功能无效This function does not work when “sweep again if products stay in mold”is open9.间隔喷雾Interval spray此功能调节每个产品喷雾一次或多个产品才喷雾一次This function adjust spray once in one product or between multiple products10.机器自动保养润滑Maintenance and lubrication此功能设置根据一定产量进行自动为机器注加润滑油,润滑时间建议不少于10秒或适当加长This function will apply lubricants for the machine after a specified output.Lubrication time should be at least 10 seconds or appropriate extension.11.重复顶针扫落Repeat eject&sweep开启时:当产品没有跌落时将再次顶针与扫落,一旦产品跌落就不会再次顶出与扫落。
喷雾机的使用流程解说明
喷雾机的使用流程解说明1. 准备工作在使用喷雾机之前,需要进行一些准备工作,确保使用过程顺利进行。
具体步骤如下:•确认喷雾机所需的喷雾液种类及浓度•检查喷雾机的油箱容量,确保有足够的喷雾液•检查喷雾机的电池电量,确保充足电量•准备好个人防护装备,包括口罩、手套和护目镜2. 操作步骤使用喷雾机的操作步骤如下:1.打开喷雾机的油箱盖,将喷雾液倒入油箱中。
2.根据喷雾液的浓度要求,向油箱中加入适量的水。
3.关闭油箱盖,并确保盖子完全密闭。
4.将电池插入喷雾机,确保插入正确。
5.按下开关按钮,启动喷雾机。
6.调整喷雾机的喷雾方向和喷雾强度,确保覆盖到需要喷雾的区域。
7.均匀移动喷雾机,保证喷雾液均匀分布。
8.喷雾完成后,关闭喷雾机的开关按钮。
9.清洁喷雾机,将残留的喷雾液倒掉,并用清水彻底清洗。
3. 注意事项在使用喷雾机时,需要注意以下事项:•使用喷雾机时,应远离易燃和易爆物品,以防发生意外事故。
•喷雾机在使用过程中,应避免将喷雾液直接喷向人体或动物眼睛、口鼻等部位。
•喷雾机使用完毕后,应及时清洗,以免喷嘴堵塞或喷雾机损坏。
•在使用喷雾机时,应佩戴个人防护装备,确保自身安全。
•使用喷雾机时,应遵循相关安全操作规程,不得违反规定。
4. 维护保养为了保持喷雾机的正常使用和延长使用寿命,需要定期进行维护保养。
具体步骤如下:•每次使用喷雾机后,应清洗喷雾机的喷嘴和油箱,以防喷嘴堵塞和油污残留。
•检查喷雾机的电池电量,及时充电,以保证喷雾机的正常使用。
•定期检查喷雾机的喷嘴和密封件,如发现磨损或损坏,应及时更换。
•定期进行喷雾机的润滑保养,保持喷雾机的顺畅运转。
•定期检查喷雾机的各个部件,如有损坏或松动,应及时修复或紧固。
5. 总结使用喷雾机时,需要进行准备工作,并按照操作步骤进行操作。
同时,注意事项和维护保养的执行,能够保证喷雾机的正常使用和延长使用寿命。
喷雾机的使用流程解说明希望能够对用户在使用喷雾机时提供一定的帮助。
自动给汤喷雾机操作规程
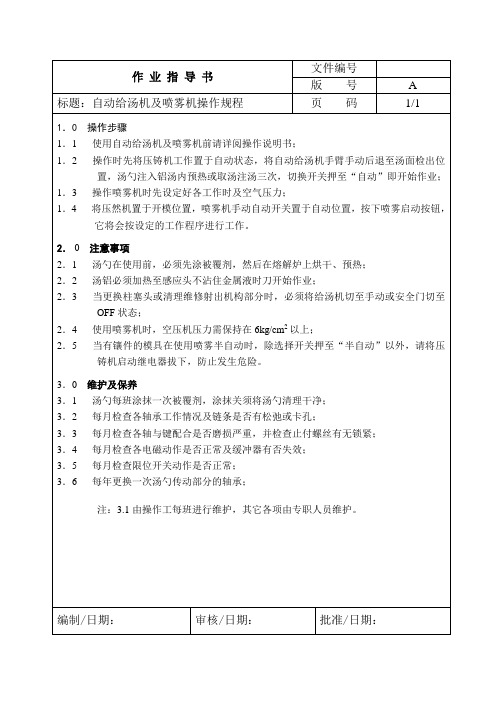
3.5每月检查限位开关动作是否正常;
3.6每年更换一次汤勺传动部分的轴承;
注:3.1由操作工每班进行维护,其它各项由专职人员维护。
编制/日期:
审核/日期:
批准/日期:
2.4使用喷雾机时,空压机压力需保持在6kg/cm2以上;
2.5当有镶件的模具在使用喷雾半自动时,除选择开关押至“半自动”以外,请将压铸机启动继电器拔下,防止发生危险。
3.0维护及保养
3.1汤勺每班涂抹一次被覆剂,涂抹关须将汤勺清理干净;
3.2每月检查各轴承工作情况及链条是否有松弛或卡孔;
3.3每月检查各轴与键配合是否磨损严重,并检查止付螺丝有无锁紧;
1.4将压然机置于开模位置,喷雾机手动自动开关置于自动位置,按下喷雾启动按钮,它将会按设定的工作程序进行工作。
2.0注意事项
2.1汤勺在使用前,必须先涂被覆剂,然后在熔解炉上烘干、预热;
2.2汤铝必须加热至感应头不沾住金属液时刀开始作业;
2.3当更换柱塞头或清理维修射出机构部分时,必须将给汤机切至手动或安全门切至OFF状态;
作业指导书
文件编号
版号
A
标题:自动给汤机及喷雾机操作规程
页码
1/1
1.0操作步骤
1.1使用自动给汤机及喷雾机前请详阅操作说明书;
1.2操作时先将压铸机工作置于自动状态,将自动给汤机手臂手动后退至汤面检出位置,汤自动”即开始作业;
1.3操作喷雾机时先设定好各工作时及空气压力;
压铸操作规程
压铸机操作规程一、每天接班的检查工作1、查看上班交班的情况2、检查曲肘润滑处加油及润滑油量、油箱油量。
3、检查冲头润滑处加油及润滑情况。
4、将空气机\机床循环水、喷雾液的开关全部打开,检查压力表,空气和水的压力在5kg/cm²以上,喷雾液的压力在4 kg/cm²以上5、检查并清理汤勺是否粘有铝渣,如果需涂料则须预热后均匀涂料,涂料后手动将汤勺移到离汤面(大于)150mm的位置烘烤。
6、检查设备四周有无漏油、漏水、漏气、漏喷雾液现象。
7、检查上班次尾件产品的情况,是否有拉伤、断芯、断顶杆的现象,并以此检查模具是否正常。
检查模具分型面是否有铝飞皮,如有,须清理干净。
8、检查压紧装置是否松动(含抽芯器)。
二、压铸准备1、手动喷雾机,确认喷嘴能喷到模具关键部分及均匀位置。
2、手动运行机床开合模、抽插芯(注意抽插顺序)、顶料、压射是否正常。
4、检查锁模力:曲肘打直,受力适度,指示灯亮。
5、确认射出速度设置在低速上(关掉快速阀门,关掉增压压力阀门)。
三、开始压铸1、打开冲头及压室的冷却水阀。
2、动、定模浇口处,特别是易粘模的地方和细长型心、滑块型心上,均匀涂上防粘模剂。
3、开始给汤,采用低速压铸,压铸10—15次,铸件基本成形。
5、铸件成形后,逐渐打开快速,增加压力至工艺要求,确定铸件完全成形,再开增压压力。
6、根据第5条快压达到工艺要求产品合格后,应逐步打开模具冷却水(进口、出口),以保持模具温度基本稳定。
四、在压铸过程中暂时停机的操作1、关闭上述6条的冷却水(保持模具温度)。
2、给汤勺子中的铝水倒回炉中,并保持勺子在汤面上(大于150mm)预热。
3、将模合拢(曲臂不能伸直)。
4、停机、停泵、关闭电源。
五、压铸过程中停机时的再启动1、在动定模具浇口处少量防粘模剂。
2、铸件成形后,逐渐打开快速,增加压力至工艺要求,确定铸件完全成形,再开增压压力。
3、根据第5条快压达到工艺要求后,应打开模具冷却水(进口、出口)。
压铸机操作规程(2)
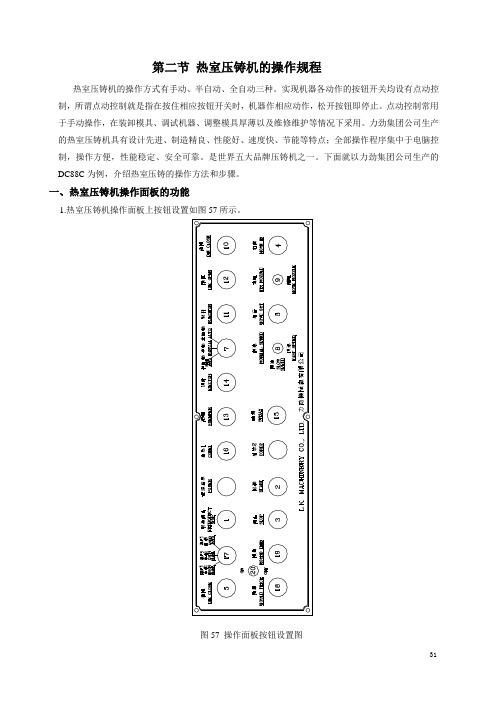
第二节热室压铸机的操作规程热室压铸机的操作方式有手动、半自动、全自动三种。
实现机器各动作的按钮开关均设有点动控制,所谓点动控制就是指在按住相应按钮开关时,机器作相应动作,松开按钮即停止。
点动控制常用于手动操作,在装卸模具、调试机器、调整模具厚薄以及维修维护等情况下采用。
力劲集团公司生产的热室压铸机具有设计先进、制造精良、性能好、速度快、节能等特点;全部操作程序集中于电脑控2.热室压铸机操作面板各按钮名称、状态、功能说明如下表所示:二、热室压铸机电箱控制面板的功能1.热室压铸机电箱控制面板一般安置在机器主电箱门面上,以便操作者调节、测试电器各参数,电箱控制面板上各元件的设置如图58所示,各元件的名称、状态、功能见表二所示。
表二热室压铸机电箱控制面板功能使用说明表2)低压压力与拨码数字对照表注:psi是非法定计量单位1Mpa=145psi三、热室压铸机手动操作方法将“手动、半自动、全自动”选择按钮拨至“手动”档位,接通电源,起动液压泵正常运转。
设定射料压力,在面板上将总压力数字拨码调节至合适位置,开始进行各动作操作。
1.锁模动作操作方法(1)将“关门”选择拨至“关门手动”档位,用手推前后安全门关门到位,顶针退回到位,射料锤头回锤到位,选择冲头动作时,冲头须回位。
(2)速度选择有快速、常速、慢速三档,将旋钮拨至所选档位,并在电箱控制面板上将锁模压力数字拨码调整至合适数字。
(3)双手各按住一个“锁模”按钮,机器将作锁模动作,至终止位置时,由于感应开关、限位开关的控制,机器将自动终止锁模动作。
力劲集团公司其锁模按钮设置两个,目的是使模具安装、维修、测试符合安全要求。
2.开模动作操作方法(1)要求回锤到位,速度选择开关拨至所选档位,开模压力拨码拨至合适数字。
(2)按住开模按钮,机器做开模动作,运动至终止位置时,其开模终止感应开关断开,机器将自动终止开模动作。
3.扣前、扣后动作按住扣前按钮,锁模柱架装置作扣前动作,按住扣后按钮,锁模柱架装置作扣后动作。
喷雾机说明书

噴霧機性能簡介噴霧機的用途⑴離型劑的均勻噴塗;⑵模具的快速冷卻;⑶模具表面的清掃;⑷提供穩定而快速的生產效率。
機器電器控制系統:本公司出厂的标准伺服喷雾機横行(X轴)是普通电机控制(注:客户可选购伺服电机控制);下降(Y轴)是伺服电机控制。
本機使用觸摸式人機界面(HMI,如下圖),進行機器功能與參數的設定,其使用方法詳見附件:《人機界面HMI使用指南》。
電器系統採用PLC控制,將複雜的動作控制簡單化,便於使用和維護。
PLC電源採用AC220V,喷雾机X轴普通电机額定電壓:3Ф AC 220V喷雾机Y轴伺服電機額定電壓:3Ф AC 200V動作電磁閥電源為DC24V該機的電器元件採用具有較高可靠性的進口件,故障率低,使用壽命長。
機器的性能和主要技術參數噴霧機特性(1)直立橫進式噴霧機,X軸和Y軸機械位置以電機控制定位,調整簡便。
(2)直立橫進式噴霧機,X軸有兩個位置定位,並且根據模具的要求可選擇。
(3)直立橫進式噴霧機,有兩種工作方式選擇位置:一、可單獨分別對固定側、活動側進行噴霧和吹氣;二、可同時對固定側、活動側進行噴霧和吹氣。
Y軸上升及下降速度快,噴霧位置定位準確,停止精度高,調整簡便;(4) 直立橫進式噴霧機,有兩種定位選擇功能:一、X軸後定位;二、X軸前定位。
方便上下模具,可增加生產成品速度,機械結構堅固耐用。
(5)所有參數可以通過人機界面(HMI)設定,操作直觀方便。
(6)本裝置可以單動,亦可與壓鑄機、給湯機、取出機連線,成全自動生產。
(7)本裝置單獨霧化器,使固定及活動模霧化效果良好,可調整水量大小,無漏水情形,使用于小成品時,更突顯其霧化效果。
(8)本裝置可單獨對固定側、活動側噴塗脫模劑時間調整。
(9)本裝置有上升及下降吹氣之功能,可使噴完上升同時清掃固定及活動模面,使模面清潔及乾淨。
(10)本裝置可調整每分鐘噴脫模劑之用量。
(11)本裝置採用自動潤滑,可調整潤滑油輸出間隔的模次。
(12)本裝置可採用PLC控制回路,具有故障碼顯示功能。
压铸机操作规程
压铸机操作规程本程序的适用模型:J1125和J1125A最大压铸(铝合金)重量:2.5公斤工作循环数(次/小时):50~75(J1125)40~80(J1125A)1、遵守《铸造设备通用操作规程》有关规定。
2、检查油箱内机油量,如果油位低于油位指示器的上限,应加入干净的20号机械油。
3、一般不准压空射,如必须空压射时,确保在注射中加入软填充物(如棉丝、铅块等),防止损坏设备。
4、按以下顺序启动设备,并空试其他动作:a、将调整工作系统的电气转换开关转到调整位置;b、转动电源开关,接通电源,接着转动手轮,打开储压罐;c、启动高压泵后,当电动机运转正常后,将泄压伐后柄拉出,增压和顶升压力存储缸切割塞;d、分别按下每个动作的控制按钮,检查各个动作是否正常,确认一切正常后,方可进行生产。
5、切实注意安全,操作者必须穿戴好劳保用品,不要站在直接面对压铸分型面的零件上工作,防止铝水溅出,发生烧伤事故。
6、始终观察各种仪表的读数是否符合工艺要求,设备的运动是否正常,如发现异常现象,必须按动终停按钮或停泵按钮,然后对设备进行检查,必要时通知维修人员修理。
7、对于J1125A压铸机,一定要等到压力指示灯亮起,方可压射。
8、经常注意液压油的温升,油温最高不得高于55°С,否则,必须打开冷凝器进行冷却。
10、设备停歇一小时以上时,必须切断电源,关闭贮压缸伐,防止储压缸压力的误操作和消耗。
11、工作后停车顺遵:当设备处于泄压状态时,转换电源转换开关,关泵停车,切断电源,最后关闭贮压缸伐。
12、设备清理后,设备的运动部份(如缸杆、导杆、滑轨等)还必须涂一薄层机油。
压铸机操作指导书
压铸机操作指导书班前工作:1 未经培训人员不得使用本设备。
使用前应祥细阅读厂家提供的《使用说明书》。
2 检查机器和电箱应有良好的接地。
非专业人员不准打开电箱。
3 每次开机前,应检视模具等装置有无异常,润滑泵润滑油是否充足。
4 打开油冷却器的冷却水源(如:供水总开关,开动冷却却塔等项),调节适当的流水量,5 接通机器的总电源,控制柜内各接触器和变压器即带电。
然后打开控制电路电源钥匙开关SAI(至通电位置。
6 启动油泵:按一下SB4“启泵”按钮。
7 车间内应配备大型(或多个普通型)泡沫灭火器,置于明显并易于取用的位置。
8 检查油箱内的机油量,如果油面低于油标的上限部位,就加入干净的20号机械油。
9 操作者必须穿戴好劳保用品,不得站在正对着压铸分型面的部位,以防铝溅出,发生烧伤事故。
班中工作:1 应随时调整适当水量保证油温不超过55℃。
2 手动操作:1)手动操作主要供调整机器,安装调试模具时使用。
首先将联动/手动选择钮(SA3)转向“手动”。
2)在手动状态下,取消了部分安全联锁功能,此时,必须特别注意离开危险区。
3)如在1人以上同时工作时,必须相互呼应,确认安全后才能发出指令,以免发生事故。
4)另有一部分联锁功能仍然有效,则应满足这些联锁条件,否则,操纵不动。
3 联动操作1)将联动/手动选择钮(SA3)转向“联动”位置。
2)在联动工作方式下,整个压铸过程只须发出两次操作指令,其余动作自动顺序执行。
3)设定蓄能时间为5秒左右。
4)待开型到底后自动抽芯到底后自动顶出,经过设定的顶出时间与压射杆自动退回。
一次操作循环结束,准备接收下一个循环的合型指令。
4 紧急停车在控制门柜上和操作盒上分别设有紧急停止红色按钮各一个,用于即时停止所有动作。
5 急停后恢复工作:因急停按钮有自锁功能,需转动该按钮使它弹起以接通控制电路,然后再按“启泵”按钮重新启动油泵。
6 停泵及关机1)临时停泵按“泵停”按钮,主电动机的接触器释放,但控制系统照常工作。
喷雾机

三、机器位置与参数调整1.不同模厚的机器位置调整即压铸机调换不同厚度的压铸产品模具时,喷雾机喷头位置的相应调整。
调整方法:旋动机器本体下方的专用位置调节螺杆至适当位置即可。
2.喷雾时间设定本机器工作参数的设定和调节方式全部采用交互式人机对话界面OP320进行设置操作。
需设定或更改相关参数时,首先押按交互式人机对话界面OP320的相关按键,将画面切换到相应的时间参数设定画面,按压“SET”按键,当前可以修改的相应工作参数会闪烁,此时再按压“”、“”两个按键对该参数的数值进行调整,合乎要求后再按压“ENTER”按键改设定值即会写入机器的控制系统,机器会按照新的参数设定值工作。
如需进行多项设定,可重复上述操作即可完成。
当前画面的时间参数设定完成后可以再按压“”这个按键即可进入下一个设置画面进行其余的参数设定,重复进行上述操作直到所需设定的参数均设定正确即可按押“”按键退回到初始开机画面,设定完成。
各相关设定参数在设定时均有相应中文文字标注该参数的设定名称,设定机器的工作参数时显得相当直观,革除传统同类型机器的各参数设定值均采用代码表示而因此需记忆一大堆参数代码的落后的参数设定方式。
设定项目如下:1)前喷雾时间:即压铸机模具固定侧喷雾时间,PLC发出喷雾信号时,该内部定时器开始计时,计时完了该喷雾动作终止。
2)后喷雾时间:即压铸机模具活动侧的喷雾时间,PLC发出后喷雾信号,该内部定时器开始计时,计时完了该喷雾动作终止。
3)吹气时间:即前后喷头的喷雾动作都结束后,机器的喷头继续吹气的时间,它的作用是把脱模剂的多余水份吹干。
4)中间吹气时间:即喷头座中间一排喷头的吹气时间,与上述第3项功能相同。
5)喷油时间(可选择设定参数,需要时需在订货时申明):即生产特殊产品时要求喷涂两种浓度脱模剂时,高浓度脱模剂的喷涂时间。
6)上升吹气时间:即喷雾机喷雾动作完成上升时继续吹气的时间,目的是把模具在喷雾时飞溅的多余水分吹干。
喷涂机使用说明书
喷涂机使用说明书使用说明书欢迎使用喷涂机!本说明书将为您提供详细的操作指引,以确保您能正确、安全地使用喷涂机。
1. 准备工作首先,请确保您的喷涂机已经正确安装并连接到电源。
在使用喷涂机之前,您需要进行以下准备工作:a) 检查涂料罐:确保涂料罐中的涂料充足,并且密封良好。
b) 检查喷嘴:确保喷嘴没有堵塞或损坏。
c) 检查稀释剂:如果需要稀释涂料,请准备好适当的稀释剂。
2. 操作步骤请按照以下步骤正确操作喷涂机:a) 打开电源开关:根据机器上的指示,打开电源开关。
b) 调节喷嘴:根据您的需求,选择适当的喷嘴大小和喷雾模式。
c) 控制喷涂压力:根据涂料的特性,调节喷涂机的喷涂压力。
d) 喷涂前测试:在开始正式喷涂之前,先进行一次测试,以确保喷涂机正常工作,并且调整适当的喷涂距离和速度。
e) 开始喷涂:将喷涂机对准需要喷涂的物体表面,均匀地移动喷涂机,保持适当的距离和速度进行喷涂。
f) 结束喷涂:在喷涂完成后,将喷涂机开关关闭,并且清洗喷嘴和喷涂机的涂料残留物。
3. 安全注意事项为了确保您的人身安全和喷涂机的正常运行,请遵守以下安全注意事项:a) 戴上防护设备:在操作喷涂机时,请佩戴防护眼镜、手套和口罩,以避免涂料喷溅。
b) 通风良好:请在通风良好的环境中使用喷涂机,以避免吸入有害气体。
c) 警示标识:请认真阅读喷涂机上的警示标识,并且按照标识上的要求操作。
d) 防火措施:在操作喷涂机时,请远离火源,并且不要在易燃物附近使用喷涂机。
e) 定期保养:请定期检查和清洁喷涂机的部件,并且按照使用手册中的保养指引进行维护。
4. 故障排除如果您在使用喷涂机时遇到以下故障,请参考以下故障排除指南:a) 喷嘴堵塞:检查喷嘴是否有堵塞,并且清洗或更换喷嘴。
b) 喷涂不均匀:检查喷涂压力是否调整正确,以及喷涂速度和距离是否适当。
c) 电源问题:检查电源连接是否松动,并确保电源正常供电。
请注意,对于更复杂的故障情况,建议您联系专业的维修人员进行处理。
喷雾机操作规程
喷雾机操作规程喷雾机操作规程喷雾机是一种常见的农业设备,广泛用于农作物的喷洒、施肥和防治病虫害。
为了确保喷雾机的安全使用和高效运行,以下是喷雾机操作的一些基本规程:1. 操作前准备(1) 检查喷雾机的外观是否完好,各部位是否松动或有异常磨损。
(2) 确保机器内放的机油和汽油是清洁完好的,并且数量充足。
(3) 检查液压系统是否正常,油位是否足够。
(4) 确保安全装置和防护装置是否完好。
(5) 打开水泵并检查喷雾枪和喷嘴是否正常工作。
2. 进入作业现场(1) 根据实际情况选择喷洒药剂的类型和浓度,并在操作前准备好所需的药剂。
(2) 确保喷雾机周围没有人员和动物,远离易燃易爆物品。
(3) 检查天气状况,选择适宜的天气进行喷雾作业,避免在风速较大或雨天进行作业。
(4) 根据作业面积调整喷雾机的喷射范围和速度,确保作业均匀。
3. 操作过程(1) 打开喷雾机的发动机,将喷雾机调整到适当的转速。
(2) 将喷雾机的泵增压到适当压力,并确保喷雾枪和喷嘴处于正常工作状态。
(3) 手持喷雾枪进行喷洒时,将喷雾枪持稳,并保持均匀的喷射速度。
(4) 注意避免喷雾药液直接溅到地面或水体上,防止对环境造成污染。
(5) 喷洒结束后,关闭喷雾机的发动机和泵,清理喷雾枪和喷嘴。
4. 安全操作(1) 操作喷雾机时应穿戴好防护设备,包括手套、口罩、帽子、防护服和护目镜等。
(2) 禁止在雾气密集的区域内长时间停留,以免对健康造成危害。
(3) 确保喷雾机上的安全装置和防护装置完好,并在操作过程中严格遵守相关安全规定。
(4) 在发现异常情况或故障时,应立即停止操作,检查并修理。
(5) 喷雾机操作完毕后,及时清理和维护机器,存放在干燥通风处。
以上是喷雾机操作规程的一些基本要点,操作人员应严格遵守以上规则,确保喷雾机的安全使用和高效运行。
同时,根据实际情况,还应结合操作手册和相关安全规定进行操作。
喷雾机的操作方法
喷雾机的操作方法喷雾机是一种常用的清洁工具,广泛应用于家庭和工业场所。
它可以喷洒清洁剂或药剂,用于清洁和消毒,有效地去除污垢和细菌。
下面将详细介绍喷雾机的操作方法。
1. 准备工作:在使用喷雾机之前,首先要做好准备工作。
检查喷雾机的状态,确保其正常工作,清洁并补充液体(如清洁剂或药剂)。
确保喷雾机的电源开关处于关闭状态。
2. 穿戴个人防护装备:在操作喷雾机之前,务必穿戴好个人防护装备。
这包括手套、防护眼镜和防护口罩。
这些装备可以保护你的皮肤、眼睛和呼吸系统免受清洁剂或药剂的侵害。
3. 调整喷雾机的喷雾模式:根据需要调整喷雾机的喷雾模式。
大多数喷雾机都具有多种喷雾模式,如直射模式、扇形模式和圆形模式。
不同的模式适用于不同的清洁任务。
4. 调整喷雾机的喷雾量:根据需要调整喷雾机的喷雾量。
可以通过控制按钮或旋钮来调节喷雾机的喷雾量。
请注意,太多的喷雾剂可能导致表面湿滑,而太少的喷雾剂则可能无法达到清洁的效果。
5. 连接电源:在使用喷雾机之前,请确保喷雾机已正确连接到电源插座,并开启电源开关。
如果喷雾机是电池供电的,则需确保电池已充电并安装正确。
6. 开始喷雾:按下喷雾机上的扳机或启动按钮,开始喷雾操作。
在喷雾前,请确保站在离目标表面适当的距离上。
通常建议与目标表面保持12-18英寸的距离。
同时,通过手腕和手臂的推动和转动来控制喷雾的方向和范围。
7. 喷雾均匀覆盖:在喷雾过程中,应确保均匀覆盖整个目标表面。
可以使用来回或旋转运动,确保喷雾剂充分覆盖到需要清洁或消毒的区域。
8. 注意安全:在操作喷雾机时,务必注意安全。
避免将喷雾机对准自己或他人,以免造成意外伤害。
同时,要注意喷雾机周围的环境,确保喷雾剂不会损坏或腐蚀其他物品。
9. 完成喷雾操作:当完成喷雾操作后,释放扳机或关闭启动按钮,停止喷雾。
关闭电源开关,并在不用时将喷雾机存放在干燥和安全的地方。
10. 清洁和保养:在使用喷雾机之后,记得清洁和保养它,以确保其长时间的正常工作。
喷雾机安全操作操作规程
喷雾机安全操作操作规程目录1. 安全要求2. 操作步骤3. 喷雾机维护4. 紧急情况应对1. 安全要求- 在操作喷雾机前,确保已经接受过相关的安全培训并具备相关证书。
- 穿戴个人防护装备,包括手套、防护服、护目镜和呼吸器。
- 在操作喷雾机时,禁止吸烟、接打电话和食用食物。
- 注意周围环境,确保无人接近作业区域。
- 了解喷雾机的工作原理和相关的安全操作规程。
2. 操作步骤1. 准备工作:- 检查喷雾机的外观和零部件是否完好。
- 准备所需的喷雾剂和相关设备。
2. 设置喷雾机参数:- 根据作业要求,调整喷雾机的喷雾量和喷雾范围。
- 根据工作环境的情况,调整喷雾机的工作压力。
3. 开始喷雾作业:- 将喷雾机放置在稳定的位置上,确保不会倾倒。
- 点击启动按钮,开始喷雾作业。
- 按照规定的路径和速度进行喷雾,确保喷雾均匀且覆盖面积正确。
4. 完成作业:- 停止喷雾机的工作,关闭所有开关。
- 清洁喷雾机的外观和喷嘴,移除残留的喷雾剂。
- 对喷雾机进行必要的维护保养。
3. 喷雾机维护- 每次使用后,清洁喷雾机的外观和喷嘴,确保喷雾机的正常工作。
- 定期检查喷雾机的电源线和连接线是否损坏。
- 注意维护喷雾机的动力源,如电池或发动机。
- 定期更换喷雾机的滤网和密封圈,确保喷雾机的正常运行。
4. 紧急情况应对- 在意外发生时,立即停止喷雾机的工作。
- 若发生泄漏或喷雾机失控,迅速离开危险区域,确保自身安全。
- 在紧急情况下,及时向相关人员报告,并按照应急预案执行。
以上是喷雾机安全操作操作规程的内容,希望您能严格遵守并做好相应的安全措施。
如有任何疑问,请咨询相关专业人士。
Master Mfg 喷雾机操作手册说明书

11
33-103231
Tank, 15 gallon
1
33-103230
Tank, 25 gallon
21
TL-6B
Lid, Tank
31
33-103234
Harness, Wire, SS,
41
33-103229
Pump, Shurflo, 1GPM, 15 gallon
1
33-103232
Pump, Shurflo, 1.8gpm, 25 gallon
The most effective cleaning method is to pump several rinses of clean water through the tank, pump, hoses, boom, spray gun, etc. A neutralizing agent such as a solution of Nutra-Sol, a detergent or household ammonia as recommended by the chemical manufacturer can assist in removal of a persistent chemical. When the system is thoroughly cleaned drain the tank, suction line, pump, hoses, etc.
SPRAYER MAINTENANCE
A sprayer is a carefully designed and built machine that should provide many years of reliable service if properly cared for, the main rule in caring for any sprayer is: KEEP IT CLEAN. Neglect costs dollars in repairs, wasted spray material and premature replacement of the sprayer.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸喷雾机操作说明书
压铸喷雾机是由鑫台铭最新研发的一整套压铸自动化液压切边设备。
压铸周边自动化设备主要产品包括:压铸取件机、压铸给汤机、压铸喷雾机、输送带、机器人取件,输送,油压后处理一体线、油压切边机设备等。
现介绍压铸喷雾机(压铸喷雾机械手):
压铸喷雾机用途:
(1)离型剂的均匀喷涂;
(2)模具的快速冷却;
(3)模具表面清扫;
(4)提供稳定而快速的生产效率。
压铸喷雾机分类:
(1)热室压铸机:
直立喷雾机
(2)冷室压铸机:
伺服喷雾机
直立式喷雾机
摇臂式喷雾机
压铸喷雾机特性:
1、四连杆式喷雾机,机械结构坚固耐用。
2、直式旋转式喷雾机,可选择旋转前定点及旋转后定点功能,方便上下模具,可增加生产成品速度,机械结构坚固耐用。
3、直进式喷雾机,可选择直立前定点及直立后定点功能,方便上下
模具,可增加生产成品速度,机械结构坚固耐用。
4、横行喷雾机,可选择横行前定点及横行后定点功能,方便上下模具,可增加生产成品速度,机械结构坚固耐用。
5、本装置可以单动,亦可与压铸机、给汤机、取出机连线,成全自动生产。
6、本装置单独雾化器,使固定及活动模雾化效果良好,可调整水量大小,绝无漏水情形,使用于小成品时,更突显其雾化效果。
7、本装置可单独对固定侧、活动侧喷涂脱模剂时间调速。
8、本装置有上升及下降吹气之功能,可使喷完上升同时清扫固定及活动模面,使模面清洁及干净。
9、本装置可调整每分钟喷脱模剂之用量。
10、本装置上升及下降速度稳定,有快速下降减速功能,可延长缓冲器寿命并可视调整其速度快慢,有防落装置,以防止气压源停止时,喷头下滑。
11、可视用户需求装置喷油选择,喷油装置可分前喷油及后喷油,可使模面增加喷油润滑效果。
可视用户需求装置中间喷雾,增加喷雾效果。
12、本装置可采用PLC控制回路,具有故障码显示功能。
将手动-自动切换开关切到"手动位置",在满足"压铸机开模限"条件时,喷雾机可手动操作(调试).手动上升/下降:
压铸机开模限(X41)动作且取出机定位(X76)时,向喷雾机"下降"方向押开关喷雾机将以低速速度下降至喷雾下限。
向喷雾机“上升”方向
开关时,喷雾机以中速速度上升至上升限位置。
手动前喷雾/后喷雾
喷雾机手动下降至下降限(X20)时,向喷雾机“前喷雾”方向押开关,喷雾机做前喷雾动格(即定范本侧)。
向喷雾机“后喷雾”方向押开关,喷雾机做后喷雾动作(即范本侧)。
注:手动时喷雾机前、后喷雾侧不能只吹气。
手动吹气:
喷雾机手动下降至下降限(X20)时,向喷雾机“吹气”方向押开关,喷雾机中间一排铜管做中间吹气动作;中间吹气动作是为了清理模具及吹干喷雾后的多余水份。
当PLC内部参数设定喷雾机有中间喷雾功能(P13=1)或使用喷油功能,且喷雾机有加装中间雾化器时,将喷雾机手动下降至下降限(X20),向喷雾机“喷油”方向押开关,喷雾机中间一排铜管将做喷油(中间喷雾)动作(即除中间吹气动作外,有离型剂雾化喷出)。
手动前定位/后定位(直立式喷雾机功能):
压铸机开模限(X41)动作时,喷雾机在后位位置时,向喷雾机“前定位”方向押开关,喷雾机横行前进至定位位置,前定位限(X23)动作;此时喷雾机可以下降。
喷雾机在前定位位置时,向喷雾机,喷雾机“后定位”方向押开关,
喷雾机横行后退至后定位位置,后定位限(X24)动作。
自动流程:
将“手动-自动”切换开关,押在“自动”位置时可和取出机、压铸
机连动进行自动运转。
将喷雾机“手动-自动”切换开关押至“自动”
当压铸机开模限到位后,如果有取出机且取出机开关选择自动时,当取出机夹出成品且成品检出正常时,取出机向喷雾机送出一个喷雾启动信号启动喷雾机;如果没有取出机或取出机开关选择手动时,当成品夹出后,押操作盒上的“喷雾启动”开关喷雾机。
直立喷雾机选择后定位时,喷雾机接收到“喷雾启动”信号,喷雾机横行前进,当喷雾机前定判断OK后,喷雾机开始下降,
如果是四连杆喷雾机或是直立喷雾机选择前定位时,接收到喷雾启动信号后,喷雾机开始下降。
喷雾机快速下降,当喷雾中间限(X21)动作时,喷雾机以低速下降至下降限(X20,其间喷雾机喷雾下降时间计时(OP01之P10设定时间)完成时,喷雾机一边下降一边吹气,以清除模具所沾杂质,至下降限(X20)动作时停止。
根据客户要求设定不同的动作顺序,喷雾机在下降到位后依此顺序做喷油、前喷雾、后喷雾、中间喷雾、中间吹气、前后吹气等动作。
喷雾机在喷雾、吹气动作完成后喷雾机上升并做上升吹气动作,吹气时间由OP01之P09设定。
喷雾机上升至上升限后,直立喷雾机选择了后定位时,喷雾机横行后退至后定位限;如果是四连杆喷雾机或直立喷雾机选择前定位时,跳过此步骤。
喷雾机功能选择(控制箱门上的选择开关)选择了“自动”时,喷雾
机动作完成后,向压铸机送出“自动合模”信号,压铸机合模;如果选择了“半自动”功能时,喷雾机则不送出“自动合模”信号压铸机必须以人工押合模开关的方式自动合模。
压铸机完成自动流程,开模至开模限位置时,巡圈进行。
模厚调整:
即模具厚度改变时,喷雾机喷头位置的相应调整。
调整方法:将底座滑轨侧面之固定螺丝旋松,旋转机体下方调节螺杆至要求位置后重新锁紧固定螺钉。
速度调整:
手动下降(低速)速度的调整:
此速度为手动下降调试铜管时使用,并做喷雾机自动下降时,停止前的缓冲速度,以降低撞击,此速度不宜太快,大约为0.3m /S。
调整方法:“手动(低速)速度调整阀”⑩,顺时针为速度降低,逆时针为速度上升。
调整完成后旋紧锁紧螺母。
快速下降速度的调整:
喷雾机自动下降时,在喷雾中间限动作之前,“快速下降电磁阀”⑦动作,喷雾机以高速下降,此时低速阀⑩与快速阀⑨同时排气,调节“快速下降速度调整阀”⑨可以调整此段速度。
调整方法:手动旋转“快速下降速度调速阀”⑩,顺时针为速度降低,逆时针为速度上升。
调整完成后旋紧锁紧螺母。
上升速度的调速:
喷雾机上升时,上升速度由“上升速度调整节流阀”⑧调整。
直立喷雾横进/横退速度调整:
直立喷雾机横行前进速度和横行后退速度由“横行前进速度调节阀”□和“横行后退速度调整阀”□调整。
机器维护保养:
喷雾机第一次使用前必须检查机器的所有安全保护功能,以防因连线不当致使保护功能失效。
新机使用时必须对供应气管道、离型剂供应管道做仔细的清理,以防止所附杂质损坏气动元件及密封件、降低设备使用寿命。
请勿将手动(低速速度)设定过快,易损坏缓冲器。
保持喷雾中间限的完好,此开关失效时会使喷雾机失去缓冲功能。
在喷雾机通气时,人员应离开喷雾机的运动范围,以防止意外动作造成伤害。
常见故障排除方法:
喷雾启动故障:压铸机未在开模限位置,喷雾机信号启动:
操作盒上“喷雾启动”开关
短路
操作工误动作
信号线连线松脱
“开模限”继电器未动作
压铸机开模限信号故障
喷雾启动故障:压铸机开关未开至自动,喷雾机即启动
操作盒“喷雾启动”开关短路
压铸机未选择自动
操作盒工误动作
信号线连线松脱
“压铸机自动”继电器未动作
压铸机自动开关损坏
喷雾横进故障:横进动作8秒,仍在后定位限
横进电磁阀故障
PLC输出点故障
喷雾机连线故障
喷雾机的电器控制系统:
电器系统采用PLC控制,将复杂的动作控制简单化,便于使用和维护。
PLC电源采用AC110V,具有较高的安全性,动作电磁阀电源为AC110V(新型机为适应市场需要改为DC24V),该机的电器元件采用具有较高可靠性的进口件,故障率低,使用寿命长。