焊接过程记录表
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果1ຫໍສະໝຸດ 焊前确认焊丝焊条确认: OK / NO
焊接材质确认:OK / NO
焊接部位表面质量:OK / NO
2
衬套焊接
焊接方式:
焊缝外观质量:OK / NO
焊接无损检测:OK / NO
焊缝返修次数:返修质量:OK / NO
3
接管法兰焊接
焊接方式:
焊缝外观质量:OK / NO
垂直度:OK / NO
高度:OK / NO
法兰对正:OK / NO
焊缝返修次数:返修质量:OK / NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK / NO
焊接尺寸符合图纸要求:OK / NO
焊缝返修次数:返修质量:OK / NO
焊接过程特殊过程确认记录表

焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接记录表
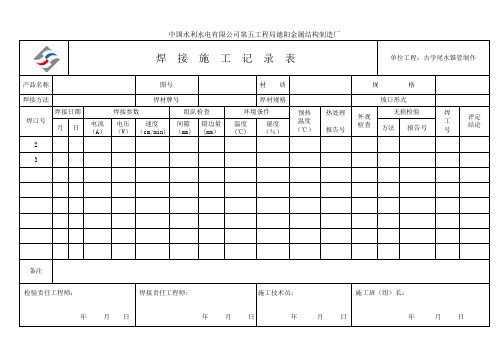
产品名称材 质焊接方法焊材规格月日电流(A)电压(V)速度(cm/min)间隙(mm)错边量(mm)温度(℃)湿度(%)方法报告号23检验责任工程师:年 月 日 焊接责任工程师:年 月 日施工技术员:年 月 日环境条件预热温度(℃)焊口号焊接日期焊接参数组队检查 施工班(组)长:年 月 日备注焊 接 施 工 记 录 表坡口形式规 格单位工程:古学尾水锥管制作图号评定结论热处理报告号外观检查无损检验焊工号焊材牌号产品名称材 质焊接方法焊材规格月日电流(A)电压(V)速度(cm/min)间隙(mm)错边量(mm)温度(℃)湿度(%)方法报告号环境条件预热温度(℃)焊口号焊接日期焊接参数组队检查焊 接 施 工 记 录 表坡口形式规 格单位工程:古学尾水锥管制作图号评定结论热处理报告号外观检查无损检验焊工号焊材牌号中国水利水电有限公司第五工程局德阳金属结构制造厂产品名称材 质焊接方法焊材规格月日电流(A)电压(V)速度(cm/min)间隙(mm)错边量(mm)温度(℃)湿度(%)方法报告号环境条件预热温度(℃)焊口号焊接日期焊接参数组队检查焊 接 施 工 记 录 表坡口形式规 格单位工程:古学尾水锥管制作图号评定结论热处理报告号外观检查无损检验焊工号焊材牌号。
焊接过程确认记录表
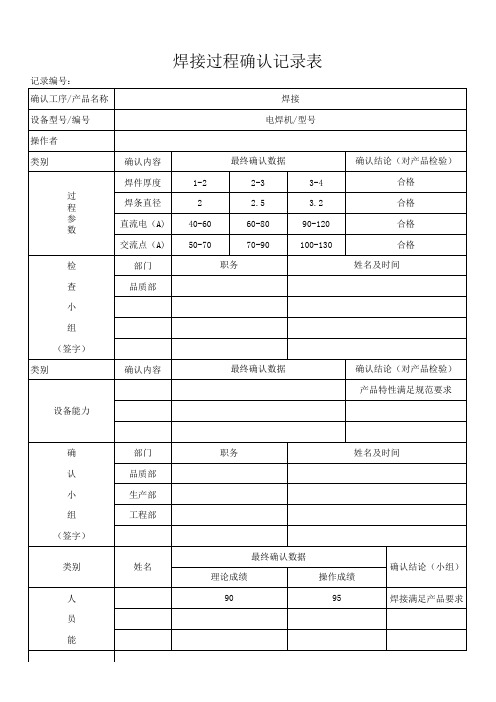
最终确认数据
设备能力
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
焊接过程与检验记录表

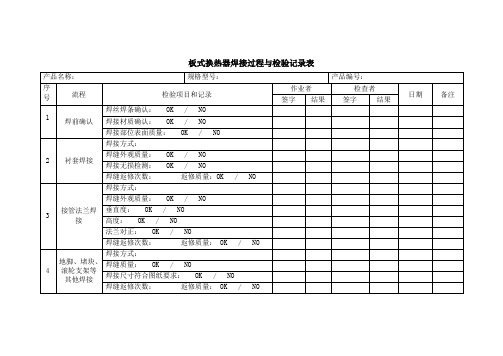
接管法兰焊接
焊接方式:
焊缝外观质量:OK/NO
垂直度:OK/NO
高度:OK/NO
法兰对正:OK/NO
焊缝返修次数:返修质量:OK/NO
4
地脚、堵块、滚轮支架等其他焊接
焊接方式:
焊缝质量:OK/NO
焊接尺寸符合图纸要求:OK/NO
焊缝返修次数:返修质量:OK/NO
焊接过程与检验记录表
板式换热器焊接过程与检验记录表
产品名称:
规格型号:
产品编号:
序号
流程
检验项目和记录
作业者
检查者
日期
备注
签字
结果
签字
结果
1
焊前确认
焊丝焊条确认:OK/NO
焊接材质确认:OK/NO
焊接部位表面质量:OK/NO
2衬套焊接Fra bibliotek焊接方式:焊缝外观质量:OK/NO
焊接无损检测:OK/NO
焊缝返修次数:返修质量:OK/NO
特殊过程确认记录表
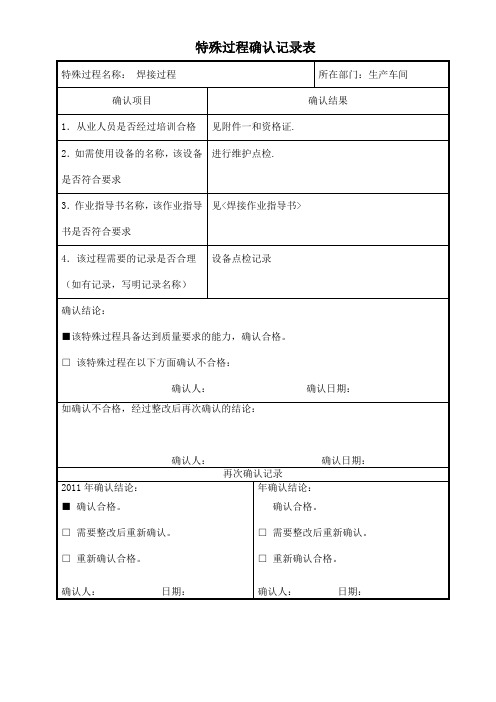
特殊过程确认记录表
附件一
培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接过程检验记录表

序 号
工位名称
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
工位名称
异 常 记 录
过程检验记录表
生产日期:
焊前准 焊丝规
焊接参数
试板
备
格
预压 时间
加压 时间
空气 压力
焊接 电流
焊接 时间
其他
试验
关键尺寸
首件 检验
自检
QC确认
表单编号:G15001-0526/A0
过程巡检(OK/NG) 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30
0526/A0 备注
QC复检
请在异常记录中 、如工艺卡上没有 检,针对首件、自
备注
时间
问题描述
原因分析
处理方法/结果
QC复检
表单填写标准: 1.各项目必须完整填写,检查到哪个项目即在那一栏划“√”,无问题填Ok,有问题填NG,填写内容需清晰明了;2.产品如有关键尺寸需控制,则必须在尺寸栏写出关键尺寸,在检验过程中加以检验;3.首件、巡检确认时如检验结果NG,请在异常记录中 填写临时处理方法,并且需再次做首件确认4.员工自主做完首件确认OK后需通知PQC再次确认OK后方可批量量产,如没有QC在首件栏签名确认就量产一经发现提报小过处份。5.检验频率:A、统一依工艺卡上的标准自主检验并做好记录;B、如工艺卡上没有 明确自检频率统一依加工半小时法包括:目测、检具、量具、样件对比等;7.缺陷程度A为严重缺陷,B为一般缺陷,C为轻微缺陷;8.每班均有PQC做制程巡检,针对首件、自 检、工艺标准执行状况做稽查,如有违反作业标准的记录备案,将作为绩效评价依据。
焊 接 施 工 及 检 查 记 录 表
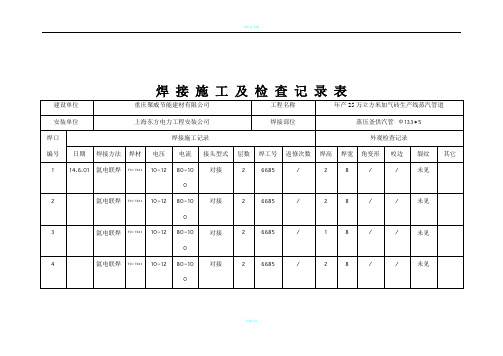
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
焊接施工及检查记录表
页脚内容
页脚内容
页脚内容。
管道焊接工作记录表模板
WH
电弧焊
/
/
8
D114×6
20#
M2M36-S-38-WH
J422
WH
电弧焊
/
/
9
D114×6
20#
M2M36-S-39-WH
J422
WH
电弧焊
/
/
10
D114×6
20#
M2M36-S-40-LQ
J422
LQ
电弧焊
/
/
班(组)长:
年月日
项目技术负责人:
年月日
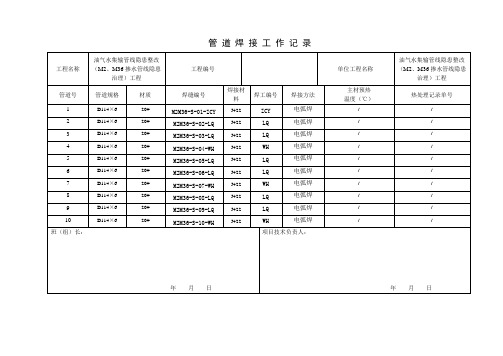
管 道 焊 接 工 作 记 录
工程名称
管 道 焊 接 工 作 记 录
工程名称
油气水集输管线隐患整改(M2、M36掺Fra bibliotek管线隐患治理)工程
工程编号
单位工程名称
油气水集输管线隐患整改(M2、M36掺水管线隐患治理)工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热
温度(℃)
热处理记录单号
1
D114×6
20#
M2M36-S-01-ZCY
J422
LQ
电弧焊
/
/
7
D114×6
20#
M2M36-S-47-LQ
J422
LQ
电弧焊
/
/
8
D114×6
20#
M2M36-S-48-LQ
J422
LQ
电弧焊
/
/
9
D114×6
20#
M2M36-S-49-LQ
J422
LQ
电弧焊
/
氩弧焊焊接特殊过程确认记录表

□需要整改后重新确认。
□重新确认合格。
确认人:日期:
氩弧焊过程确认表
编号:ISSUE9-09
焊
接
设
备
设备名称
型号
数量
技术状况
审核意见
氩弧焊机
WS-250
1
良好
合格
审核单位
审核人
确认时间
人
员
资
料
姓名
工种
证号
电焊工
有效2020-4-9
作
业文Biblioteka 件文件名称审核意见
审核部门
审核人
审核时间
焊工安全生产责任制
确认部门:生产部,品管部
签字:
4.工艺方法确认
作业指导书名称:氩弧焊焊接作业指导书:该作业指导书是否符合要求
见<焊接作业指导书>,指导书规定详细,符合工艺要求。
确认部门:工程部
签字:
确认结论:
结论:本次验证结果表明当前焊接工艺及过程控制能够保证产品质量及过程能力。继续沿用当前焊接工艺及过程控制措施;
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:确认日期:2019.05.10
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录
2019年确认结论:
■ 确认合格。
□需要整改后重新确认。
□重新确认合格。
确认人:日期:2019.05.10
2020年确认结论:
特殊过程确认记录表
特殊过程名称:氩弧焊焊接过程
所在部门:生产车间
确认时间:2020-08-26
确认目的:过程能力确认
钢筋焊接工艺记录表

钢筋焊接工艺记录表一、工程概述本工程为工程,包括部位的钢筋焊接工艺记录表。
二、焊接材料1.焊接电极:选用型号电极,规格为。
2.焊接材料:选用材料,规格为。
三、焊接设备1.焊接机:型号为,参数为。
2.焊接工具:包括焊接钳、刷子、磨具等。
四、工艺要求1.焊接前的钢筋清洁度要求:表面不能有杂质和水分。
2.焊接钢筋的准备工作:包括调整焊接机参数、准备焊接电极等。
3.焊接顺序:按照工程要求和图纸进行焊接。
4.焊接工艺参数:包括焊接电流、电压、焊接速度等。
5.焊接质量控制:焊接完毕后,对焊点进行检查,确保焊缝牢固。
五、工艺操作步骤1.准备工作:–将焊接机连接电源,并进行电源调试。
–准备焊接所需的钢筋、焊接电极、焊接工具等。
2.清洁钢筋:–使用钢刷将钢筋表面的杂质清除。
–使用布擦拭钢筋表面, 保持干燥。
3.准备焊接机:–根据焊接材料的要求,调整焊接机的参数,如电流、电压等。
–安装焊接电极。
4.开始焊接:–按照图纸要求,先从焊接点A开始焊接。
–将焊接电极放在焊接点A附近,进行钢筋焊接。
–确保焊接电极充分接触钢筋,并进行均匀的焊接,直到焊缝形成。
5.检查焊接质量:–检查焊缝的牢固性,确保焊接牢固。
–清理焊缝周围的焊渣和杂物。
6.继续焊接:–按照图纸要求,继续从焊接点B开始焊接。
–重复步骤4和5,直到所有焊接点完成焊接。
7.完成工作:–关闭焊接机电源。
–清理工作区域,清除焊渣和杂物。
六、安全注意事项1.操作人员必须佩戴防护设备,如安全手套、护目镜等。
2.焊接机操作前应检查电源线是否接地良好。
3.钢筋焊接过程中,必须保持周围环境通风良好。
4.使用钢刷等工具时要小心操作,避免划伤皮肤。
为钢筋焊接工艺记录表,详细描述了焊接材料、设备、工艺要求、操作步骤以及安全注意事项。
在进行钢筋焊接工作时,请操作人员严格按照记录表的要求进行操作,确保焊接质量符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件名称
焊缝类型
班 组
产品图号
零件图号
焊接方法
焊工代号
产品编号
材 质
焊缝位置
工件编号
规 格
Ф
施焊日期
检
验
记
录
类别
外表面
内表面
表面缺陷
焊 缝
最 高
咬边深度
连续长度
余 高
最 低
熔渣飞溅物
总 长
焊缝宽度
最 宽
其它:
最 窄
焊角高度
结 论
检 验 员
年 月 日
如有侵权请联系告知删除,感谢你们的配合!
焊接过程记录表
产品图号
焊件图号
母 材
产品编号
容器类别
产品名称
焊件名称
规 格
Ф
台份编号
施焊班组
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接位置数量焊材料焊接规范参数焊材
规格
焊剂
烘干温度
电源及极性
层数
电流
电压
焊速(cm/min)
℃
℃
℃
℃
℃
℃
℃
℃
℃
说 明
施 焊 者:
年 月 日
检 验 员:
年 月 日
焊缝表面质量检验单