设备安装允许偏差
设备安装允许偏差

设备安装允许偏差 Revised by Chen Zhen in 2021设备安装允许偏差(HGJ209-83)(中低压、常压真空设备安装)高压设备安装允许偏差(HGJ209-83)塔内部支承件安装的允许偏差(JB1205-80)塔盘安装尺寸的允许偏差(JB1205-80)填料塔内件安装的允许偏差(JB1205-80)设备安装基础的允许偏差(HGJ209-83)钢结构安装基础的允许偏差(GB50205-2001)工艺管线探伤检测百分率及合格等级(SH3501-2001)管道分级(SH3501-2002)钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定储罐壁板尺寸的允许偏差,应符合下表规定。
弯管最小弯曲半径焊缝咬边:设计温度低于-29℃的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于,连续咬边长度不应大于100mm,其焊缝两侧咬边总长不大于该焊缝全长的10%;焊缝表面不得低于管道表面,焊缝余高h应符合下列要求:100%射线检测焊接接头,其h ≦1+,且不大于2mm;其余焊接接头, h≦1+,且不大于3mm。
注:b为焊接接头组对后坡1w口的最大宽度,mm。
焊工证详解:SMAW-------手工电弧焊 GTAW-------手工钨极氩弧焊板证: 1G 2G 3G 4G 管证: 1G 2G 5G 6G平焊横焊立焊仰焊转动水平固定立向上全位置FG-------管板、马鞍口(三通)Ⅰ Q235、20#、20gⅡ 16Mn、 12CrMo、 15CrMo、1CrMoⅢ Cr5MoⅣ 1Cr18Ni9Ti(TP304)、0Cr18Ni9、00Cr17Ni14Mo2(316L)、00Cr19Ni10有Ⅲ可以代替Ⅰ、Ⅱ;有Ⅱ可以代替Ⅰ;不锈钢证是专用的,不能代替。
氩弧焊打底,手工焊盖面,(K)下面有东西,垫板焊考件:δ≤12mm厚可以焊接2δ厚度δ>12mm厚可以焊接的厚度不限。
包装机安装规范

包装机安装规范、包装机安装流程如图所示。
二、包装机的主要安装要求
1、机械设备基础位置和尺寸的允许偏差
2、放线、找正
(1)、机械设备就位前,应按施工图和相关建筑物的轴线、边缘线、
标高线,划定安装的基准线。
(2)、相互有连接、衔接或排列关系的机械设备,应划定共同的安装
基准线。
(3)、平面位置安装基准线与基础实际轴线或与厂房墙、柱的实际轴线、边缘线的距离,其允许偏差为土20mm。
(4)、机械设备定位基准的面、线或点与安装基准线的平面位置
和标高的允许偏差应符合下表规定。
(5)、机械设备找正、调平的定位基准的面、线或点确定后,其找正、调平应在确定的测量位置上进行检验,且应做好标记,复检时应在原来的测量位置。
(6)、安装胀锚螺栓应满足以下要求:
1)螺栓中心到基础边缘的距离不小于7倍的胀锚地脚螺栓直径;胀锚螺栓的底端至基础底面的距离不小于3倍的胀锚地脚螺栓直径,且不应小于30mm;相邻螺栓中心距不小于10倍的胀锚地脚螺栓直径。
2)安装胀锚地脚螺栓的基础强度不得小于10MPa;
3)钻孔处不得有裂纹,注意防止钻头与基础中的钢筋、埋管碰
撞。
3、称重料仓安装允许偏差应符合下表规定
4、垛盘输送机
将垛盘输送机按平立面布置图吊运摆放就位,输送中心对正,输送间距为20mm,调整输送高度及输送面的水平度,待生产线调整调试完成后,连接其静电接地线,用膨胀螺栓将其地脚固定。
设备安装允许偏差

设备安装允许偏差(HGJ209-83)(中低压、常压真空设备安装)高压设备安装允许偏差(HGJ209-83)塔内部支承件安装的允许偏差(JB1205-80)填料塔内件安装的允许偏差(JB1205-80)设备安装基础的允许偏差(HGJ209-83)钢结构安装基础的允许偏差(GB50205-2001)工艺管线探伤检测百分率及合格等级(SH3501-2001)管道分级(SH3501-2002)钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定储罐壁板尺寸的允许偏差,应符合下表规定。
表示为北京院可变弹簧支架代号工作范围由030.060.090.120表示,分别代表30.60----弹簧号由08.09.10---22数字表示型号由...---表示安装标尺(指示板指示值)由1-3位表示安装高度由3-4位表示--弹簧型号表示法弯管最小弯曲半径焊缝咬边:设计温度低于-29℃的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于,连续咬边长度不应大于100mm,其焊缝两侧咬边总长不大于该焊缝全长的10%;焊缝表面不得低于管道表面,焊缝余高?h应符合下列要求:100%射线检测焊接接头,其?h≦1+,且不大于2mm;其余焊接接头,?h≦1+,且不大于3mm。
注:b1w为焊接接头组对后坡口的最大宽度,mm。
焊工证详解:SMAW-------手工电弧焊GTAW-------手工钨极氩弧焊板证:1G 2G 3G 4G 管证:1G 2G 5G 6G 平焊横焊立焊仰焊转动水平固定立向上全位置FG-------管板、马鞍口(三通)Ⅰ Q235、20#、20gⅡ 16Mn、 12CrMo、 15CrMo、1?Cr?MoⅢ Cr5MoⅣ1Cr18Ni9Ti(TP304)、0Cr18Ni9、00Cr17Ni14Mo2(316L)、00Cr19Ni10 有Ⅲ可以代替Ⅰ、Ⅱ;有Ⅱ可以代替Ⅰ;不锈钢证是专用的,不能代替。
设备安装允许偏差

设备安装允许偏差(HGJ209-83)(中低压、常压真空设备安装)高压设备安装允许偏差(HGJ209-83)塔内部支承件安装的允许偏差(JB1205-80)填料塔内件安装的允许偏差(JB1205-80)设备安装基础的允许偏差(HGJ209-83)钢结构安装基础的允许偏差(GB50205-2001)工艺管线探伤检测百分率及合格等级(SH3501-2001)管道分级(SH3501-2002)钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定储罐壁板尺寸的允许偏差,应符合下表规定。
表示为北京院可变弹簧支架代号工作范围由030.060.090.120表示,分别代表30.60----弹簧号由08.09.10---22数字表示型号由...---表示安装标尺(指示板指示值)由1-3位表示安装高度由3-4位表示--弹簧型号表示法弯管最小弯曲半径焊缝咬边:设计温度低于-29℃的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于0.5mm,连续咬边长度不应大于100mm,其焊缝两侧咬边总长不大于该焊缝全长的10%;焊缝表面不得低于管道表面,焊缝余高∆h应符合下列要求:100%射线检测焊接接头,其∆h≦1+0.1b1,且不大于2mm;其余焊接接头,∆h≦1+0.2b1,且不大于3mm。
注:b1w为焊接接头组对后坡口的最大宽度,mm。
焊工证详解:SMAW-------手工电弧焊GTAW-------手工钨极氩弧焊板证:1G 2G 3G 4G 管证:1G 2G 5G 6G 平焊横焊立焊仰焊转动水平固定立向上全位置FG-------管板、马鞍口(三通)Ⅰ Q235、20#、20gⅡ 16Mn、 12CrMo、 15CrMo、1¼Cr½MoⅢ Cr5MoⅣ1Cr18Ni9Ti(TP304)、0Cr18Ni9、00Cr17Ni14Mo2(316L)、00Cr19Ni10 有Ⅲ可以代替Ⅰ、Ⅱ;有Ⅱ可以代替Ⅰ;不锈钢证是专用的,不能代替。
工程施工允许偏差是多少

一、建筑地面工程1. 地面平整度:一般要求地面平整度在3mm以内,局部起伏不应超过5mm。
2. 地面标高:允许偏差一般为±10mm。
3. 地面坡度:允许偏差一般为±0.5%。
二、混凝土结构工程1. 混凝土强度:允许偏差一般为±5%。
2. 混凝土构件尺寸:允许偏差一般为±5mm。
3. 混凝土构件位置:允许偏差一般为±5mm。
三、地基基础工程1. 地基承载力:允许偏差一般为±10%。
2. 基础垫层厚度:允许偏差一般为±10mm。
3. 基础沉降:允许偏差一般为±10mm。
四、砌体结构工程1. 砌体砂浆强度:允许偏差一般为±5%。
2. 砌体尺寸:允许偏差一般为±5mm。
3. 砌体垂直度:允许偏差一般为±1%。
五、装饰装修工程1. 装修面层平整度:允许偏差一般为±3mm。
2. 装修面层垂直度:允许偏差一般为±3mm。
3. 装修面层阴阳角方正度:允许偏差一般为±3mm。
六、建筑电气工程1. 电气线路敷设:允许偏差一般为±5mm。
2. 电气设备安装:允许偏差一般为±5mm。
3. 电气线路敷设间距:允许偏差一般为±10mm。
七、建筑节能工程1. 墙体保温层厚度:允许偏差一般为±5mm。
2. 门窗气密性:允许偏差一般为±5%。
3. 供暖系统热效率:允许偏差一般为±5%。
八、给水排水及采暖工程1. 给水管道安装:允许偏差一般为±5mm。
2. 排水管道安装:允许偏差一般为±5mm。
3. 采暖系统热媒温度:允许偏差一般为±5℃。
九、其他工程1. 钢结构工程:允许偏差一般为±5mm。
2. 通风与空调工程:允许偏差一般为±5mm。
3. 电梯工程:允许偏差一般为±5mm。
设备安装的允许偏差

设备安装的允许偏差随着科技的不断发展,各类设备在我们的日常生活中扮演着越来越重要的角色。
无论是家用电器、智能手机还是工业设备,它们的安装精度都直接影响着设备的使用效果和寿命。
因此,设备安装时的允许偏差成为了一个重要的考量因素。
什么是允许偏差呢?允许偏差是指在设备安装过程中,由于各种因素的存在,设备的实际位置与理想位置之间可能存在的差异。
这种差异是无法完全避免的,但可以通过合理的控制和调整来尽量减小。
允许偏差的大小和范围是根据设备的特性和使用要求来确定的。
不同类型的设备对允许偏差的要求也不同。
以家用电器为例,冰箱、洗衣机等设备的安装位置需要与电源、水源等设施相对应,因此允许偏差范围相对较小;而对于空调等设备来说,由于其工作原理的特殊性,安装位置的高度差、距离墙壁的距离等因素都会对其性能产生影响,因此允许偏差的范围相对较大。
设备的安装允许偏差不仅与设备本身特性有关,还与安装人员的技术水平和安装工具的精度有关。
一台设备的安装质量往往需要安装人员具备一定的专业知识和技能,并使用准确的测量工具和设备。
只有在充分了解设备要求的前提下,才能选择合适的安装位置,并进行精确的测量和调整。
设备安装的允许偏差不仅仅包括位置的偏差,还包括其他方面的偏差,如角度、高度、水平度等。
在安装过程中,需要根据设备的要求进行调整,以确保设备能够正常工作并达到预期的效果。
例如,安装空调时需要调整室内机和室外机的高度差,保证制冷效果达到最佳;安装工业设备时需要确保各个部件之间的角度和水平度达到要求,以保证设备的正常运行。
允许偏差并不意味着安装可以随意,而是在一定的范围内进行调整。
如果超出了允许偏差的范围,可能会导致设备无法正常工作,甚至损坏设备。
因此,在设备安装过程中,安装人员需要严格按照设备要求进行操作,避免超出允许偏差的范围。
为了确保设备安装的质量,提高设备的使用效果和寿命,除了控制允许偏差以外,还需要注意以下几点:1. 设备安装前需要对安装环境进行评估和准备。
安装标准允许偏差

室内给水管道及配件安装
室内消火栓系统安装
给水设备安装
室内排水管道及配件安装
雨水管道及配件安装
室内热水管道及配件安装
热水供应系统辅助设备安装
卫生器具及给水配件安装
卫生器具排水管道安装
室内采暖管道及配件安装
室内采暖辅助设备及散热器及金属辐射板安装
室外给水管道安装
消防水泵结合器及消火栓安装
室外排水管道安装
室外供热管道及配件安装
工艺管道安装
换热站安装
成套配电柜、控制柜(屏、台)和动力、照明配电箱(盘)安装
不间断电源安装
裸母线、封闭母线、插接式母线安装
风管系统安装
通风机安装
通风与空调设备安装
空调制冷系统安装
空调水系统安装
(注:素材和资料部分来自网络,供参考。
请预览后才下载,期待你的好评与关注!)。
设备基础预埋地脚螺栓中心距允许偏差

设备基础预埋地脚螺栓中心距允许偏差一、概念解析设备基础预埋地脚螺栓中心距允许偏差,是指在设备基础预埋地脚螺栓时,螺栓的中心距与设计要求的中心距之间所允许的偏差范围。
在工程施工中,为了确保设备的安装牢固和运行稳定,螺栓的预埋中心距需要符合一定的要求和规范。
二、规范要求1. 设备基础预埋地脚螺栓中心距允许偏差的规范要求根据国家《建筑机电工程验收规范》GB50300-2013的相关规定,设备基础预埋地脚螺栓中心距允许偏差应符合以下要求:(1)预埋螺栓的中心距偏差不应大于±5mm;(2)螺栓的垂直度偏差不应大于1/1000,最大不得超过5mm。
2. 设备基础预埋地脚螺栓中心距允许偏差的重要性合理控制设备基础预埋地脚螺栓中心距的偏差,对于设备的安装和使用具有重要意义。
符合规范要求的中心距可以确保设备在安装后能够与其他构件完美配合,减小安装误差,提高设备的使用寿命和安全性。
三、实际施工操作1. 控制预埋中心距的偏差在实际工程中,为了保证地脚螺栓的预埋中心距符合规范要求,需要采取一系列有效的控制措施。
在浇筑基础时,可以设置模板来控制螺栓的位置和方向,同时要加强对混凝土浇筑过程的质量检查,及时修正偏差。
2. 合理选择螺栓材质和规格对于设备基础预埋地脚螺栓中心距的控制,合理选择螺栓的材质和规格也非常关键。
优质的螺栓具有更好的稳定性和耐腐蚀性,在预埋过程中能够更好地保持固定位置,减小偏差。
四、个人观点设备基础预埋地脚螺栓中心距允许偏差的控制是工程建设中非常重要的一环,它关乎设备的使用效果和安全性。
在实际施工中,严格按照规范要求来控制偏差,并加强对预埋过程的质量把控,对于提高设备的长期稳定性和安全性具有重要意义。
总结回顾:设备基础预埋地脚螺栓中心距允许偏差是工程建设中需要重视的一个细节问题,其合理控制能够提高设备的安装质量和使用效果。
在实际施工中,要严格按照规范要求进行操作,并加强对质量的检查,确保预埋中心距符合规范要求。
设备安装允许偏差

设备安装允许偏差(HGJ209-83)(中低压、常压真空设备安装)高压设备安装允许偏差(HGJ209-83)塔内部支承件安装的允许偏差(JB1205-80)塔盘安装尺寸的允许偏差(JB1205-80)填料塔内件安装的允许偏差(JB1205-80)设备安装基础的允许偏差(HGJ209-83)钢结构安装基础的允许偏差(GB50205-2001)工艺管线探伤检测百分率及合格等级(SH3501-2001)管道分级(SH3501-2002)钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定储罐壁板尺寸的允许偏差,应符合下表规定。
表示为北京院可变弹簧支架代号工作范围由030.060.090.120表示,分别代表30.60----弹簧号由08.09.10---22数字表示型号由...---表示安装标尺(指示板指示值)由1-3位表示安装高度由3-4位表示--弹簧型号表示法弯管最小弯曲半径焊缝咬边:设计温度低于-29℃的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于0.5mm,连续咬边长度不应大于100mm,其焊缝两侧咬边总长不大于该焊缝全长的10%;焊缝表面不得低于管道表面,焊缝余高∆h应符合下列要求:100%射线检测焊接接头,其∆h≦1+0.1b1,且不大于2mm;其余焊接接头,∆h≦1+0.2b1,且不大于3mm。
注:b1w为焊接接头组对后坡口的最大宽度,mm。
焊工证详解:SMAW-------手工电弧焊GTAW-------手工钨极氩弧焊板证:1G 2G 3G 4G 管证:1G 2G 5G 6G 平焊横焊立焊仰焊转动水平固定立向上全位置FG-------管板、马鞍口(三通)ⅠQ235、20#、20gⅡ16Mn、12CrMo、15CrMo、1¼Cr½MoⅢCr5MoⅣ1Cr18Ni9Ti(TP304)、0Cr18Ni9、00Cr17Ni14Mo2(316L)、00Cr19Ni10 有Ⅲ可以代替Ⅰ、Ⅱ;有Ⅱ可以代替Ⅰ;不锈钢证是专用的,不能代替。
设备安装标准规范
设备安装标准规范2008-01-26 18:58:59| 分类:专业| 标签:|字号大中小订阅中华人民共和国国家标准机械设备安装工程施工及验收通用规范GB50231-98主编部门:原中华人民共和国机械工业部批准部门:中华人民共和国建设部施行日期:1998年12月1日关于发布《机械设备安装工程施工及验收通用规范》等十项国家标准的通知建标[1998]9号根据国家计委计综[1986]2630号文和计综[1987]2390号文的要求,由原机械工业部会同有关部门共同修订的《机械设备安装工程施工及验收通用规范》等十项标准,已经有关部门会审。
现批准下列规范为强制性国家标准,自一九九八年十二月一日起施行。
原国家标准《机械设备安装工程施工及验收规范》TJ231及《制冷设备安装工程施工及验收规范》GBJ66/84同时废止。
《机械设备安装工程施工及验收通用规范》GB50231/98《连续输送设备安装工程施工及验收规范》GB50270/98《金属切削机床安装工程施工及验收规范》GB50271/98《锻压设备安装工程施工及验收规范》GB50272/98《工业锅炉安装工程施工及验收规范》GB50273/98《制冷设备、空气分离设备安装工程施工及验收规范》GB50274/98《压缩机、风机、泵安装工程施工及验收规范》GB50275/98《破碎、粉磨设备安装工程施工及验收规范》GB50276/98《铸造设备安装工程施工及验收规范》GB50277/98《起重设备安装工程施工及验收规范》GB50278/98上述规范由国家机械工业局负责管理,具体解释等工作由机械工业部安装工程标准定额站负责,出版发行由建设部标准定额研究所负责组织。
中华人民共和国建设部一九九八年八月二十七日修订说明本规范是根据国家计委计综[1986]450号文的要求,由原机械工业部负责主编。
具体由机械工业部安装工程标准定额站组织,会同冶金部第一冶金建设总公司、化工部施工技术研究所、全国安装协会技术标准中心和重庆建筑大学等单位共同修订而成。
标准偏差

一、室内给水管道及配件安装1、水平管道纵横方向弯曲允许偏差(1)钢管每米 1 mm,全长25米以上不大于25mm(2) 塑料复合管每米1.5 mm,全长25米以上不大于25mm(3) 铸铁管每米 2 mm,全长25米以上不大于25mm2、立管垂直度允许偏差(1)钢管每米 3 mm,全长5米以上不大于8mm(2) 塑料复合管每米3mm,全长5米以上不大于8mm(3) 铸铁管每米 3 mm,全长5米以上不大于10mm3、成排管段、成排阀门在同一平面上间距不大于3mm4、保温层允许偏差(1)厚度+0.1δ—0.05δ(2)表面平整度卷材5mm涂抹10mm5、安装螺翼式水表,表前与阀门应有不小于8倍水表接口直径的直线管段。
表外壳距墙表面净距为10—30mm;水表进水口中心标高按设计要求,允许偏差为±10mm二、室内消火栓系统安装1、栓口中心距地面1.1m,允许偏差±20mm2、阀门中心距箱侧面140mm,距箱内表面100mm,允许偏差±5mm3、消火栓箱体安装的垂直度允许偏差3mm三、给水设备安装1、静置设备(1)坐标15mm(2)标高±25mm(3)垂直度(每米)5mm2、离心式水泵(1)立式泵体垂直度(每米)0.1mm(2)卧式泵体水平度(每米)0.1mm(3)联轴器同心度轴向倾斜(每米)0.8mm径向位移0.1mm3、保温层允许偏差(1)厚度+0.1δ-- -0.05δ(2)表面平整度卷材5mm涂抹10mm四、室内排水管道及配件安装1、排水管道安装允许偏差(1)坐标15mm(2)标高±15mm2、横管纵横方向弯曲(1)铸铁管每米≯1mm全长(25m以上)≯25mm(2)钢管每米管径≤100mm 1mm管径>100mm 1.5mm全长(25m以上)管径≤100mm ≯25mm管径>100mm ≯38mm(3)塑料管每米 1.5mm全长(25m以上)≯38mm(4)钢筋混凝土管每米3mm全长(25m以上)≯75mm3、立管垂直度(1)铸铁管每米3mm全长(5m以上)≯15mm(2)钢管每米3mm全长(5m以上)≯10mm(3)塑料管每米3mm全长(5m以上)≯15mm五、雨水管道及配件安装1、雨水管道安装允许偏差(1)坐标15mm(2)标高±15mm(3)横管纵横方向弯曲①铸铁管每米≯1mm全长(25m以上)≯25mm②钢管每米管径≤100mm 1mm管径>100mm 1.5mm全长(25m以上)管径≤100mm ≯25mm管径>100mm ≯38mm③塑料管每米 1.5mm全长(25m以上)≯38mm④钢筋混凝土管每米3mm全长(25m以上)≯75mm(4)立管垂直度①铸铁管每米3mm全长(25m以上)≯15mm②钢管每米3mm全长(25m以上)≯10mm管径>100mm ≯38mm③塑料管每米3mm全长(25m以上)≯15mm2、焊缝允许偏差(1)焊口平直度管壁厚在10mm以内管壁厚1/4(2)焊缝加强面高度+1mm宽度+1mm(3)咬边深度<0.5mm长度连续长度≤25mm总长度(两侧)小于焊缝长度的10%六、卫生器具安装1、卫生器具安装允许偏差(1)坐标单独器具10mm成排器具5mm(2)标高单独器具±15mm成排器具±10mm(3)器具水平度2mm(4)器具垂直度3mm2、卫生器具安装高度: 污水盆800mm小便器600mm七、卫生器具及给水配件安装1、给水配件安装允许偏差(1)高、低水箱、角阀及截止阀±10mm(2)水嘴±10mm(3)淋浴器喷头下沿±15mm(4)浴盆软管、淋浴器挂钩±20mm2、卫生器具配件安装高度(配件中心距地面高度mm) 洗脸盆水龙头(上配水)1000水龙头(下配水)800角阀450浴盆水龙头(上配水)670冷热水龙头间距150淋浴器截止阀1150混合阀1150淋浴喷头下沿2100蹲式大便器手动式自闭冲洗阀600脚踏式自闭冲洗阀150立式小便器角阀1130挂式小便器角阀及截止阀1050八、卫生器具排水管道安装1、安装允许偏差(1)横管弯曲度每1m长2mm横管长度≤10m,全长<8mm (2)排水管口及横支管的纵横坐标单独器具10mm成排器具5mm(3)接口标高单独器具±10mm成排器具±5mm九、室内采暖管道及配件安装1、管道安装允许偏差(1)横管纵横方向弯曲每米管径≤100mm 1mm管径>100mm 1.5mm 全长(25m以上)管径≤100mm ≯13mm管径>100mm ≯25mm (2)立管垂直度每米2mm全长(25m以上)≯10mm(3)弯管椭圆率管径≤100mm 10%管径>100mm 8%折皱不平度管径≤100mm 4mm管径>100mm 5mm2、管道焊口允许偏差①焊口平直度管壁厚在10mm以内管壁厚1/4②焊缝加强面高度+1mm宽度+1mm③咬边深度<0.5mm长度连续长度≤25mm总长度(两侧)小于焊缝长度的10%3、保温层允许偏差(1)厚度+0.1δ—0.05δ(2)表面平整度卷材5mm涂抹10mm4、散热器背面与装饰后的墙内表面安装距离,如设计未注明应为30mm十、自喷系统1、机械三通开孔间距不应小于500mm,机械四通开孔间距不应小于1000mm2、管道支架、吊架与喷头之间的距离不宜小于300mm,与末端喷头之间的距离不宜大于750mm.3、信号阀应安装在水流指示器前的管道上,与水流指示器之间的距离不宜小于300mm。
设备基础预埋地脚螺栓中心距允许偏差

设备基础预埋地脚螺栓中心距允许偏差摘要:1.设备基础预埋地脚螺栓中心距允许偏差的概述2.地脚螺栓中心距允许偏差的具体规定3.不同行业中地脚螺栓中心距允许偏差的实际应用4.地脚螺栓中心距偏差对设备安装的影响5.如何在施工过程中控制地脚螺栓中心距偏差正文:设备基础预埋地脚螺栓中心距允许偏差是在设备安装过程中的一项重要参数,它关系到设备的稳定性和安全性。
在不同行业中,地脚螺栓中心距允许偏差的具体规定有所不同,但总体上都遵循一定的原则。
在化工行业中,例如规范SH/T 35382005的第4.4.1条表1中规定,地脚螺栓预留孔中心位置允许偏差为10mm。
而在输电线路领域,同组地脚螺栓对立柱中心偏移的允许偏差为10mm。
这些规定为设备安装提供了参考依据。
地脚螺栓中心距允许偏差的应用场景主要体现在以下几个方面:1.设备安装:地脚螺栓中心距偏差会影响设备的稳定性和安全性。
在安装过程中,施工人员需根据设备的要求和实际情况,控制地脚螺栓中心距偏差在允许范围内。
2.工程验收:在工程验收阶段,检查地脚螺栓中心距偏差是否符合规定,是评估工程质量的重要指标。
3.行业标准:不同行业的地脚螺栓中心距允许偏差标准有所不同,反映了行业特点和安装要求。
4.施工控制:在施工过程中,控制地脚螺栓中心距偏差有助于确保工程质量,减少潜在的安全隐患。
为了在施工过程中控制地脚螺栓中心距偏差,施工人员可以采取以下措施:1.严格按照设计图纸和安装要求进行施工,确保地脚螺栓的位置准确。
2.提高施工技术,加强地脚螺栓安装过程中的监控,及时发现和纠正偏差。
3.采用合理的施工方法,如预留孔施工法,以减小地脚螺栓中心距偏差。
4.加强对施工人员的培训和指导,提高他们的技术水平和质量意识。
总之,地脚螺栓中心距允许偏差在设备安装和工程验收中具有重要意义。
设备安装允许偏差
SHA
1、 毒性程度为极度危害介质的管道(苯管道除外)2、毒性程度为高度危害介质 的丙烯氰、光气、二硫化碳和氟化氢介质的管道 3、设计压力大于或等于 10.0Mpa 输送有毒、可燃介质管道
SHB
SHC SHD
1、毒性程度为极度危害介质的苯管道 2、毒性程度为高度危害介质管道(丙烯氰、 光气、二硫化碳和氟化氢除外)3、甲类、乙类可燃气体和甲 A 类液化烃、甲 B 类、 乙 A 可燃液体介质管道 1、毒性程度为中度、轻度危害介质管道 2、乙 B 类、丙类可燃液体介质管道 设计温度低于-29℃的低温管道
10
II
1<P<4
≥400
10
II
SHBII
1<P<4
-29≤t<400
5
III
≤1
≥-29
5
III
任意
<-29
100
II
备注:设计压力小于 4 Mpa 的管道包括真空管道;甲 A 液化烃管道探伤比例不小于 20%;高度危害介
质的管道不小于 40%;固定焊口不小于检测数量的 40%
管 道 分 级(SH3501-2002)
凸台上表面外形尺寸
凹穴尺寸
基础上表面的水平度
每米 全长
竖向偏差
每米 全长
预埋地脚螺栓
标高 中心距
中心位置
预留地脚螺栓孔
深度
孔壁铅垂度
标高
预埋活动地脚螺栓锚板
中心位置 不水平度(带槽的锚板)
不水平度(带螺纹孔的锚板)
允许偏差 ±20 ±200 ±20 -20 +20 5 10 5 20 ±200 ±2 ±10 ±200 10 ±200 ±5 5 2
钢结构安装基础的允许偏差(GB50205-2001)
XX工程建筑电气安装工程质量允许偏差和检查方法

XX工程建筑电气安装工程质量允许偏差和检查方法在XX工程建筑电气安装工程中,质量是至关重要的。
为了确保工程质量,必须制定一定的允许偏差和检查方法。
下面将详细介绍XX工程建筑电气安装工程质量允许偏差和检查方法。
一、质量允许偏差1.设备安装部分(1)设备定位:水平方向偏差不应超过设备间的间隔尺寸的1%,垂直方向偏差不应超过设备高度的1%。
(2)设备平行度:设备在平行于建筑面的方向上的最大偏差值不应超过设备长度的1%。
(3)设备垂直度:设备在垂直于建筑面的方向上的最大偏差值不应超过设备高度的1%。
(4)设备间距:设备间距应符合设计要求,水平方向偏差不超过设备长度的1%,垂直方向偏差不超过设备高度的1%。
2.电缆敷设部分(1)敷设位置:电缆敷设位置应符合设计要求,水平方向偏差不应超过电缆间距的20%,垂直方向偏差不应超过电缆埋深的10%。
(2)电缆敷设方式:电缆敷设应符合设计要求,电缆弯曲半径不应小于电缆直径的10倍。
(3)电缆终端处理:电缆终端应符合设计要求,终端部分不应有剥离不足、绞接太多、不可靠的现象。
3.接线部分(1)导线选用:导线选用应符合设计要求,导线的截面积和电流负载应匹配,导线材质应符合国家标准。
(2)接线盒安装:接线盒安装应符合设计要求,固定可靠、防护完好、绝缘性能良好。
(3)连接可靠性:连接部分应符合设计要求,不应有接触面积小、连接不可靠、触电风险大的情况。
二、质量检查方法1.设备安装部分(1)设备定位:采用测量工具(如水平仪、测距仪等)对设备定位进行测量,确保符合偏差要求。
(2)设备平行度与垂直度:采用水平仪、测角仪等工具测量设备的平行度和垂直度。
(3)设备间距:采用测量工具测量设备间的水平距离和垂直距离,确保符合偏差要求。
2.电缆敷设部分(1)敷设位置:采用测量工具(如测距仪、深度计等)对电缆敷设位置进行测量,确保符合偏差要求。
(2)电缆敷设方式:采用卷尺等工具对电缆弯曲半径进行测量,确保符合偏差要求。
设备安装允许偏差

设备安装允许偏差(HGJ209-83)高压设备安装允许偏差(HGJ209-83)塔内部支承件安装的允许偏差(JB1205-80)塔盘安装尺寸的允许偏差(JB1205-80)填料塔内件安装的允许偏差(JB1205-80)设备安装基础的允许偏差(HGJ209-83)钢结构安装基础的允许偏差(GB50205-2001)工艺管线探伤检测百分率及合格等级(SH3501-2001)管道分级(SH3501-2002)钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定储罐壁板尺寸的允许偏差,应符合下表规定。
表示为北京院可变弹簧支架代号工作范围由030.060.090.120表示,分别代表30.60----弹簧号由08.09.10---22数字表示型号由...---表示安装标尺(指示板指示值)由1-3位表示安装高度由3-4位表示--弹簧型号表示法弯管最小弯曲半径焊缝咬边:设计温度低于-29℃的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于0.5mm,连续咬边长度不应大于100mm,其焊缝两侧咬边总长不大于该焊缝全长的10%;焊缝表面不得低于管道表面,焊缝余高∆h应符合下列要求:100%射线检测焊接接头,其∆h≦1+0.1b1,且不大于2mm;其余焊接接头,∆h≦1+0.2b1,且不大于3mm。
注:b1w为焊接接头组对后坡口的最大宽度,mm。
焊工证详解:SMAW-------手工电弧焊GTAW-------手工钨极氩弧焊板证:1G 2G 3G 4G 管证:1G 2G 5G 6G 平焊横焊立焊仰焊转动水平固定立向上全位置FG-------管板、马鞍口(三通)Ⅰ Q235、20#、20gⅡ 16Mn、 12CrMo、 15CrMo、1¼Cr½MoⅢ Cr5MoⅣ1Cr18Ni9Ti(TP304)、0Cr18Ni9、00Cr17Ni14Mo2(316L)、00Cr19Ni10 有Ⅲ可以代替Ⅰ、Ⅱ;有Ⅱ可以代替Ⅰ;不锈钢证是专用的,不能代替。
设备安装允许偏差
设备安装允许偏差(HGJ209- 83)(中低压、常压真空设备安装)高压设备安装允许偏差(HGJ209- 83)塔内部支承件安装的允许偏差(JB1205- 80)塔盘安装尺寸的允许偏差(JB120A 80)填料塔内件安装的允许偏差(JB1205- 80)设备安装基础的允许偏差(HGJ20— 83)钢结构安装基础的允许偏差(GB50205- 2001)工艺管线探伤检测百分率及合格等级(SH3501— 2001)A的管道不小于40% ;固定焊口不小于检测数量的40%管道分级(SH3501— 2002)钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定储罐壁板尺寸的允许偏差,应符合下表规定错边量环向 接头S <8 (上圈壁板)8 (上圈壁板)< 1.5< 2/10 S 且 2 3及检查角焊接头 焊脚高度搭接焊缝按较溥件厚 用焊接检验 尺寸检杳罐底与罐壁连接的角焊接头 > 10-13其他部位的角焊接头按设计要求焊缝宽度:坡口宽度两侧各增加1-2mm注:S -板厚,L —长度安装高度由3-4位表示安装标尺(指示板指示值)由1-3位表示弹簧号由08.09.10---22 数字表示工作范围由030.060.090.120表示,分别代表30.60---- 型号由-J . J --- 表示表示为北京院可变弹簧支架代号弹簧型号表示法T- -弯管最小弯曲半径焊缝咬边:设计温度低于 -29 C的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于 0.5mm,连续咬边长度不应大于 100mm其焊缝两侧咬边总长不大于该焊缝全长的10%;焊缝表面不得低于管道表面,焊缝余高?h应符合下列要求:100%射线检测焊接接头,其?h w 1+0.1b i,且不大于2mm其余焊接接头,?h w 1+0.2b i,且不大于3mm注:b iw为焊接接头组对后坡口的最大宽度,mm焊工证详解:SMAW-——手工电弧焊 GTAW-——手工钨极氩弧焊板证:1G 2G 3G 4G 管证:1G 2G 5G 6G平焊横焊立焊仰焊转动水平固定立向上全位置FG——管板、马鞍口(三通)I Q235、20#、20gII16Mn、12CrMo、15CrMo、i?Cr?Mo皿 Cr5MoIV 1Cr18Ni9Ti (TP304)、0Cr18Ni9、00Cr17Ni14Mo2 (316L)、00Cr19Ni10有皿可以代替I、I;有I可以代替I;不锈钢证是专用的,不能代替。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备安装允许偏差
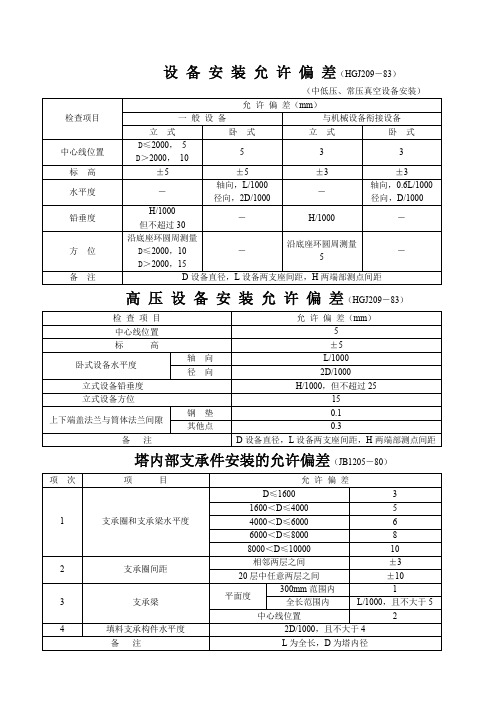
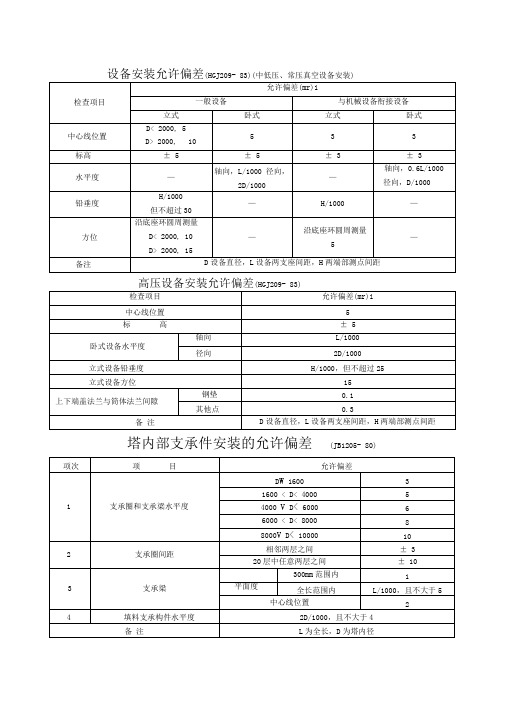
设备安装允许偏差(HGJ209-83)(中低压、常压真空设备安装)
高压设备安装允许偏差(HGJ209-83)
塔内部支承件安装的允许偏差(JB1205
-80)
设备安装允许偏差
填料塔内件安装的允许偏差(JB1205-80)
设备安装基础的允许偏差(HGJ209-83)
钢结构安装基础的允许偏差(GB50205-2001)
工艺管线探伤检测百分率及合格等级(SH3501-2001)
管道分级(SH3501-2002)
钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定
储罐壁板尺寸的允许偏差,应符合下表规定。
表示为北京院可变弹簧支架代号
工作范围由030.060.090.120表示,分别代表30.60----弹簧号由08.09.10---22数字表示
型号由...---表示
安装标尺(指示板指示值)由1-3位表示
安装高度由3-4位表示
-
-
弹簧型号表示法
弯管最小弯曲半径
焊缝咬边:设计温度低于-29℃的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于0.5mm,连续咬边长度不应大于100mm,其焊缝两侧咬边总长不大于该焊缝全长的10%;
焊缝表面不得低于管道表面,焊缝余高∆h应符合下列要求:100%射线检测焊接接头,其∆h≦1+0.1b1,且不大于2mm;其余焊接接头,∆h≦1+0.2b1,且不大于3mm。
注:b1w为焊接接头组对后坡口的最大宽度,mm。
焊工证详解:SMAW-------手工电弧焊GTAW-------手工钨极氩弧焊
板证:1G 2G 3G 4G 管证:1G 2G 5G 6G 平焊横焊立焊仰焊转动水平固定立向上全位置FG-------管板、马鞍口(三通)
Ⅰ Q235、20#、20g
Ⅱ 16Mn、 12CrMo、 15CrMo、1¼Cr½Mo
Ⅲ Cr5Mo
Ⅳ1Cr18Ni9Ti(TP304)、0Cr18Ni9、00Cr17Ni14Mo2(316L)、00Cr19Ni10 有Ⅲ可以代替Ⅰ、Ⅱ;有Ⅱ可以代替Ⅰ;不锈钢证是专用的,不能代替。
氩弧焊打底,手工焊盖面,(K)下面有东西,垫板焊
考件:δ≤12mm厚可以焊接2δ厚度
δ>12mm厚可以焊接的厚度不限。