3号焦炉各部弹簧加压状况统计表(冷态)
康威焦化厂烘炉方案 技术部分

1. 概述本方案是为三门峡康威焦化有限公司2×51孔4350型焦炉烘炉而制定的。
烘炉是焦炉由施工向投产过度的重要而复杂的工艺技术过程,其质量的优劣对焦炉寿命有着至关重要的影响。
因此,对烘炉工作必须给予高度重视,严格按制定的烘炉计划对焦炉进行升温、膨胀管理。
根据厂方现有情况,这次烘炉使用然气为燃料、烘炉时带炉门(不砌外部小灶及封墙)。
炉门的下部设计有烘炉孔,燃气支管伸入烘炉孔在炭化室内燃烧,提供烘炉所需热量。
燃气热值大约8300kCal/m3。
烘炉过程中,直行、横墙、蓄顶、篦子砖等处的温度使用热电偶人工读数,每两个小时一遍。
操作人员可以根据炉温变化的趋势,及时调节燃气压力,避免炉温偏高或偏低现象的发生,保证升温、膨胀严格按计划进行。
2. 焦炉烘炉升温计划制定在炭化室点火前要先烘烟囱。
本次烘烟囱使用煤烘,提前到10天左右。
2.1 焦炉主要部位硅砖的线膨胀率数据待甲方提供焦炉各部位硅砖线膨胀率数据后,制订焦炉烘炉升温计划的各项数据。
2.2 烘炉升温图表制定原则2.2.1 干燥期新建的焦炉含有数百吨的水分,这些水分主要在烘炉干燥期内排出,因此要保证足够的干燥时间。
根据焦炉烘炉的实践经验及现场情况,干燥期(100℃前)选定为10天,烘炉时间约为52天左右。
干燥期阶段在保证燃气火焰不熄灭的前提下,尽量减少烘炉气流阻力,适当增加吸力,产生大的热风量,以保证炉体水分的正常排出。
2.3 烘炉升温图表确定各区域硅砖砖样的热膨胀曲线、烘炉天数计算书、确定的升温计划及升温曲线见下列各表。
表2-1 各区域硅砖砖样的膨胀数据表2-2计算结果表表2-2日升温表2—3班升温 C3. 烘炉前必须完成的工作项目3.1 机、焦侧操作平台机焦侧操作平台施工完毕。
3.2 护炉设备2.1炉柱⑴安装就位并调整完毕,记录检查结果。
⑵炉柱编号牌就位(或临时用油漆书写清晰)。
⑶保炉板与炉柱相对位置调节到满足工艺要求。
⑷检查并确认蓄热室小保炉板与炉柱点焊处已断开(小弹簧加压前)。
测振动表格

汽机各转动设备测振测温记录年月日单位:丝环境温度____ ℃锅炉各转动设备测振测温记录年月日单位:丝环境温度____ ℃K---200—130---3型气轮机停机记录号机停机日期-----------年-------月--------日停机时间-----------------时--------分停机原因及方式------------单元长------------------------司机------------------------操作人------------------------监护人------------------------山西神头发电公司发电一部生技办一、未减负荷前记录-----------MW汽缸温度轴瓦及轴振动K---200—130---3型气轮机启动记录号机启动日期-----------年-------月--------日启动时间-----------------时--------分启动原因及状态------------单元长------------------------司机------------------------操作人------------------------监护人------------------------山西神头发电公司发电一部生技办启动前原始数据记录1、盘车装置启动前:1、盘车装置启动后:2、机组定速后记录:3、机组满负荷后记录:4、汽缸及推力瓦温度5、轴瓦及轴振动K---200—130---3型气轮机停机操作票号机停机日期-----------年-------月--------日停机时间-----------------时--------分停机原因及方式------------单元长------------------------司机------------------------操作人------------------------监护人------------------------山西神头发电公司发电一部生技办K--200--130--3型气轮机冷态启动操作票号机启动日期-----------年-------月--------日开始时间-----------------时--------分结束时间-----------------时--------分-单元长------------------------司机------------------------操作人------------------------监护人------------------------山西神头发电公司发电一部生技办。
炭化室高6米焦炉护炉铁件技术管理规程
炭化室高6米焦炉护炉铁件技术管理规程(试行)1 总则:1.1焦炉护炉铁件主要包括大小炉柱、大小弹簧、纵横拉条及炉门框等。
1.2 炉铁件的作用: 给焦炉砌体施加连续、合理的保护性压力,使砌体保持整体严密,增加其结构强度,从而确保焦炉的正常生产和延长焦炉的使用寿命。
1.2.1 一般情况如下, 横向施给焦炉每个炭化室的保护性压力, 按炭化室高度计算为.0~2.5×10KN/m。
1.2.2 通常,纵拉条施给焦炉的保护性总压力为200±20×10KN, 纵拉条不设大弹簧组的焦炉,要根据抵抗墙垂直偏斜量的变化情况,采取必要的调节措施。
1.3 焦炉护炉铁件的管理以稳定的结焦时间、稳定的配煤和不频繁更换加热煤气种类为基础,以控制焦炉炉体年伸长率≤ 0.035%为前提,根据炉柱的强度和曲度状况,保证对焦炉砌体有足够的保护性压力, 防止炉墙变形和局部损坏,同时兼顾护炉铁件完好。
1.4 焦炉从冷态、烘炉、到开工生产的各个阶段, 必须建立一套完整的原始记录和基础档案。
1.5 调节弹簧负荷时,一定要参照膨胀量、炉柱曲度等进行, 坚持“精测细调”的原则。
2 主要控制参数:2.1 炉体伸长率: 投产两年后的焦炉, 炉体年伸长率一般不超过0.035%。
2.2 上部大弹簧负荷: 投产2~3年的焦炉可按照13~14×10KN 保持,以后可按14~16×10KN保持,晚期或炉柱强度较好的焦炉还可适当加大。
2.3 下部大弹簧负荷: 投产2~3年的焦炉可按照9~10×10KN 保持,以后可按10~11×10KN 保持,晚期可适当加大。
2.4 昼夜温差大的地区,弹簧负荷可适当保持小一些, 昼夜温差小的地区可适当保持大一些。
2.5 小弹簧负荷:2.5.1 炭化室各线小弹簧负荷: 一线2~3×10KN ;二线 2.5~3.5×10KN ;三线2~3×10KN2.5.2 蓄热室各线小弹簧负荷:主墙部分: 一线2~3×10KN ;二线2.~3×10KN单墙部分: 一线1~1.5×10KN ;二线1~1.5×10KN ;三线1~1.5×10KN2.5.3 对于炭化室区域设置五线小弹簧的焦炉,可以参照上、下大弹簧负荷进行合理分配。
弹簧支吊架数据表
注:本表为华陆工程科技有限责任公司专有.未经本公司许可,不得复制、不得将本表或其中内容以任何形式提供给第三方,也不得以任何形式,全部或部分地用于其它目的.
注:本表为华陆工程科技有限责任公司专有.未经本公司许可,不得复制、不得将本表或其中内容以任何形式提供给第三方,也不得以任何形式,全部或部分地用于其它目的.
注:本表为华陆工程科技有限责任公司专有.未经本公司许可,不得复制、不得将本表或其中内容以任何形式提供给第三方,也不得以任何形式,全部或部分地用于其它目的.
备注:1)可变弹簧依据NB/T 47039-2013。
2)垂直位移负值表示位移向下,正值表示位移向上。
3)普通荷重板上铺垫聚四氟乙烯板。
4)弹簧铭牌需包含弹簧位号、弹簧型号、工作载荷、安装载荷和位移等信息。
注:本表为华陆工程科技有限责任公司专有.未经本公司许可,不得复制、不得将本表或其中内容以任何形式提供给第三方,也不得以任何形式,全部或部分地用于其它目的.(2H01)。
狡猾铁剑
弹 簧 规格 炉 柱 号
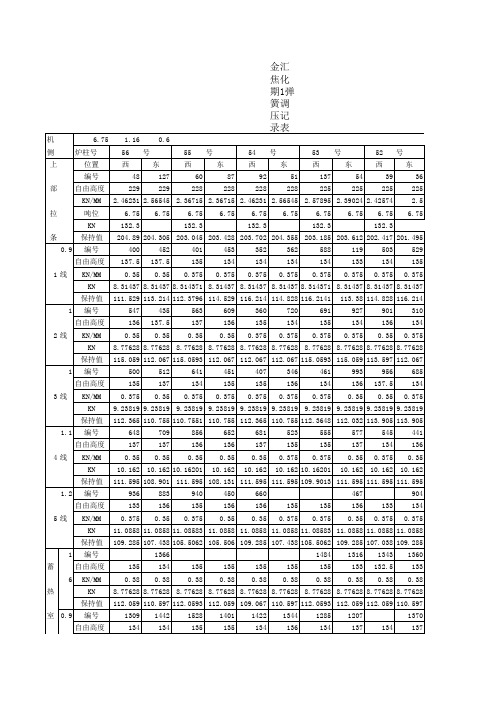
金汇焦化二期弹簧调压记录表 机 侧 上 部 拉 条 0.9 1线 6.75 炉柱号 位置 编号 自由高度 KN/MM 吨位 KN 保持值 编号 自由高度 KN/MM KN 保持值 1 2线 编号 自由高度 KN/MM KN 保持值 1 3线 编号 自由高度 KN/MM KN 保持值 1.1 4线 编号 自由高度 KN/MM KN 保持值 1.2 5线 编号 自由高度 KN/MM KN 保持值 133 0.375 1.16 44 西 70 225 6.75 132.3 203 489 136 0.35 686 136 0.35 135 0.375 号 东 109 225 6.75 0.6 43 西 77 227 6.75 132.3 202.1 203.1375 203.16 764 134 0.375 号 东 102 227 6.75 42 西 69 223.5 6.75 132.3 202.6 683 135 0.375 944 136 0.35 号 东 34 223.5 6.75 41 西 50 226 6.75 132.3 202.6 205.885 269 132.5 0.375 854 135 0.375 号 东 11 226 6.75 39 西 116 225 6.75 132.3 205.21 205.345 206.198 670 134 0.375 682 137.5 0.35 号 东 13 225 6.75
11.0858 11.0858 11.08583 11.0858 11.0858 11.0858 11.08583 11.0858 11.0858 11.0858 109.285 107.438 105.5062 105.506 109.285 107.438 105.5062 109.285 107.038 109.285 1366 134 0.38 135 0.38 135 0.38 135 0.38 135 0.38 1484 135 0.38 1316 133 0.38 1343 132.5 0.38 1360 133 0.38
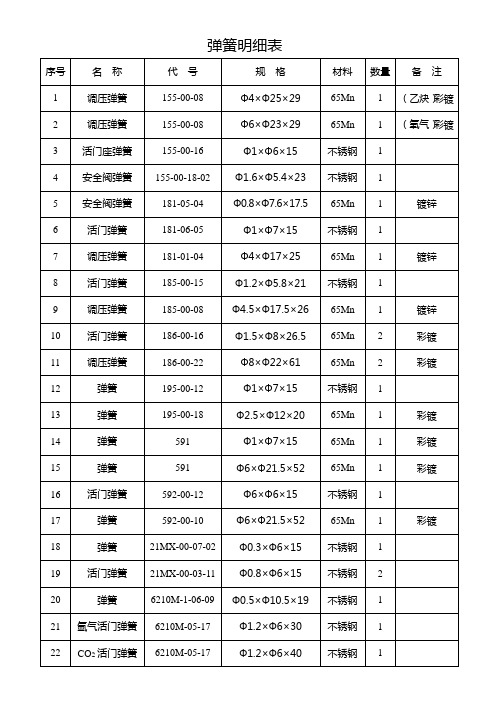
弹簧明细表
1
镀锌
10
活门弹簧
186-00-16
Ф1.5×Ф8×26.5
65Mn
2
彩镀
11
调压弹簧
186-00-22
Ф8×Ф22×61
65Mn
2
彩镀
12
弹簧
195-00-12
Ф1×Ф7×15
不锈钢
1
13
弹簧
195-00-18
Ф2.5×Ф12×20
65Mn
1
彩镀
14
弹簧
591
Ф1×Ф7×15
65Mn
1
彩镀
弹簧明细表
序号
名 称
代 号
规 格
材料
数量
备 注
1
调压弹簧
155-00-08
Ф4×Ф25×29
65Mn
1
(乙炔)彩镀
2
调压弹簧
155-00-08
Ф6×Ф23×29
65Mn
1
(氧气)彩镀
3
活门座弹簧
155-00-16
Ф1×Ф6×15
不锈钢
1
4
安全阀弹簧
155-00-18-02
Ф1.6×Ф5.4×23
不锈钢
不锈钢
1
25
弹簧
1015Y-05
Ф0.4×Ф6×30
不锈钢
1
26
弹簧
1020Y-04
Ф0.5×Ф11.5×28
不锈钢
1
27
弹簧
YALF减压阀
Ф1.6×Ф9×20
65Mn
1
镀锌
28
弹簧
YALF减压阀
Ф9×Ф33×68
7米焦炉护炉弹簧组负荷调整方式的探索

7米焦炉护炉弹簧组负荷调整方式的探索中冶焦耐技术有限公司设计的JNX70-2型焦炉是以它自身成熟的6米焦炉炉型为蓝本,结合消化部分德国7.63米焦炉炉型的技术特点糅合而成的目前国内最大的拥有自主知识产权的焦炉,其中纵横拉条弹簧组簧径大、种类多和压力大,而弹簧作为焦炉除液压交换机外最重要的设备从编组到安装都必须严格把关.从目前焦炉施工的施工成本考虑,有必要对其安装负荷调整方式予以探讨.标签:调整方式;成本;效果本文根据鞍钢营口鲅鱼圈焦化工程1#焦炉的施工进行探讨.焦炉纵横拉条弹簧组从生产调节的方式来看,由于7米炉型的弹簧组簧径比6米焦炉的大且受压力比6米炉型焦炉弹簧组压力大近1倍,如再采用传统的用棘轮扳手的调节方式,一方面大大增加了操作人员的体力劳动强度不说,另一方面在烘炉和生产期间弹簧组的调节操作很不方便,对棘轮扳手寿命也有不小影响,基于此,设计时考虑了配套的特殊加压装置:上部横拉条配ENERPAC公司的RCS1002型加压装置,纵拉条和下部横拉条分别配德国BAHCO公司HSP-M72型和HSP-M56型加压装置进行纵横拉条弹簧组的调节工作,但仅提供于生产用,安装单位施工时需自行配备.经询价,RCS1002型加压装置约 1.95万元/套,HSP-M56型和HSP-M72型加压装置分别约10.5万元/套和11.7万元/套,而完成一座焦炉的纵横拉条弹簧调节至少要配备2套,总价约需48万元,仅作为焦炉安装措施的话,此笔投资成本对公司是一个不小的考验,而且如不再施工7米炉型焦炉则特殊加压装置再利用的机会基本没有,从投入产出比考虑,要求作弹簧组负荷调整方式方法的改进探讨.一、下部横拉条弹簧组的负荷调整下部横拉条弹簧组由d=70 H=415和d=35 H=410的两种规格弹簧组成,设计每组弹簧的负荷为110kN,根据基础牛腿的实际测量,采用如图所示的方式完成下部横拉条弹簧组的负荷调整工作.加压夹具用H型钢制作,考虑受力较大折变形,在腹板位置加强焊接,工作时夹具一边钩住炉柱基础内侧,外侧通过20吨螺旋千斤顶施加的反作用力传递给保护套进而挤压弹簧组使之压缩力略大于设计负荷,然后将拉条锁紧螺母旋紧到位,松掉千斤顶,即完成一组下部横拉条弹簧组的负荷调整工作.二、上部横拉条弹簧组的负荷调整上部横拉条弹簧组由d=55 H=405和d=30 H=405的两种规格弹簧组成,设计的上部横拉条弹簧组的组装方式见下图(两侧对称)机焦两侧炉柱对称的用四组弹簧组和两根横拉条形成一个矩形截面,使力均匀作用在燃烧室炉墙面上.托板1和托板2间设计数据为145mm,托板厚度70mm,托板2到拉条螺纹头部的距离是308mm,据此,考虑将托板2外的M56的螺母移到拉条头部,使托板1和2间的间距加大到LL≈145+308-66=387mm式中:数据66为M56螺母和垫片的厚度.设计横拉条弹簧组的负荷为2X85KN,计算得压缩量为32mm,根据L的数据和负荷值、压缩量及安全系数,选用QLD32型螺旋千斤顶,其基本数据为:起重量Q=32吨,最低高度H1=320mm,起升高度H2=180mm,能达到安装需要的条件.调整时机焦侧分别安放一个千斤顶,同时对弹簧组施力,压缩弹簧组到负荷值予以固定.三、纵拉条弹簧组的调整纵拉条弹簧组由d=65 H=580和d=35 H=575的两种规格弹簧组成,设计每组弹簧组的负荷为160kN,调整的压缩量为77mm,纵拉条弹簧组的安装位置和组装方式见下图根据实际测量,图中a=654mm,b=40 0mm,即弹簧托板到端(间)台间的距离约为400mm,利用此距离拉条两侧在弹簧组位置用两台20吨螺旋千斤顶顶端(间)台基础墙,使其反作用力施加到弹簧组上,完成负荷调整工作.四、效果分析利用上述方式对弹簧组进行负荷调整工作,对施工人员来说,比利用特殊加压装置调整所配人员略多1/3,工效略低10%,但以投入来说,大致成本如下:千斤顶:400元/台X6台=2400元;横拉条夹具:200kg/个X5000元/吨X2个=2000元间接增加费用:约5000元三项投入成本共计9400元(正常安装的费用除外),效果很明显,达到预期目的.张宁美(1980.3),性别:女,籍贯:江苏省泰兴市,现职称:工程师,学历:大学本科,研究方向:工业建筑。
山东兖矿7.63米焦炉弹簧管理

摘要:根据山东兖矿7.63米焦炉运行实践,分别从烘炉期间以及焦炉正常生产期间探讨正确的弹簧管理模式。
关键词:大容积焦炉弹簧管理山东兖矿焦化有限公司焦炉为7.63m 大容积焦炉,全长18800mm,全高7630mm,60孔碳化室,平均宽603mm,周转时间25.7h。
其加热方式为三段加热、废气循环、焦炉煤气下喷。
其中焦炉铁件管理无论在烘炉期间还是生产期间,都具有十分重要的意义,而对弹簧的管理则是重中之重,烘炉期间科学的弹簧测调可以保证炉体按计划膨胀,生产期间适时的弹簧调整可以对其他护炉铁件及焦炉炉体提供有力的保护。
1烘炉期间弹簧管理1.1烘炉期间纵拉条负荷管理每根纵拉条配有蝶形弹簧共54片,3片一组,背靠背式安装,兖矿国际焦化焦炉设置纵拉条10根,蝶形弹簧1080片,纵拉条的吨位依靠内置的碟形弹簧控制。
纵拉条的负荷调节:①焦炉组纵向膨胀测量的测量点必须按规定安装和全部存在。
②在调节纵拉条吨位前,测量焦炉组纵向膨胀的常温尺寸。
③纵向拉条的吨位按下列顺序每步为100kN (10t)/根纵向拉条:纵向拉条以2/10,4/8,6,1/11,3/9,5/7的次序调节。
④吨位调节结束后测量焦炉组纵向膨胀的常温尺寸。
烘炉过程中纵拉条应始终受到应力负荷,以使抵抗墙的倾斜向外不超过10mm 或向内不超过5mm。
因纵拉条碟簧弹性系数较大,故对其调节应使用液压千斤顶。
1.2烘炉期间横拉条及其弹簧管理烘炉期间对横拉条的弹簧管理分为三个阶段:安装级、烘炉级、操作级;同时“烘炉级”又分为2个阶段,即常温到600℃和600℃后。
1.2.1安装级负荷的调节弹簧安装前必须由弹簧制造厂进行弹性系数实验,并按照自由长度进行编组,因S1、S2大弹簧弹力较大,所以特别注重S1、S2大弹簧的编组配对工作,每6个自由长度差距不大于±3mm 的大弹簧为一组,分别安装至上下部,其中上部4个为S1弹簧,机侧下部2个为S2。
由于弹簧S1、S2吨位较大,用液压缸对其进行调节。
炼钢厂设备状态一览表2013.12

480
连 铸 区 域
11#结晶器 12#结晶器 13#结晶器 14#结晶器 15#结晶器 16#结晶器 1流结晶器振动装置 2流结晶器振动装置 3流结晶器振动装置 4流结晶器振动装置 5流结晶器振动装置 1流操作箱 2流操作箱 3流操作箱 4流操作箱 5流操作箱 1流二冷导向装置及水条 2流二冷导向装置及水条 3流二冷导向装置及水条 4流二冷导向装置及水条 5流二冷导向装置及水条 1#拉矫机 2#拉矫机 3#拉矫机 4#拉矫机 5#拉矫机 6#拉矫机 1#引锭杆及引锭杆存放装置 2#引锭杆及引锭杆存放装置 3#引锭杆及引锭杆存放装置 4#引锭杆及引锭杆存放装置 5#引锭杆及引锭杆存放装置 1流火切机 2流火切机 3流火切机 4流火切机 5流火切机 1流输送辊道系统 2流输送辊道系统 3流输送辊道系统 4流输送辊道系统 5流输送辊道系统 1组出坯辊道系统 2组出坯辊道系统 升降辊道系统 移坯车设备 出坯跨平板车 连铸电气部分 1#连铸配水系统 1#连铸在线1#中间包烘烤器 1#连铸在线2#中间包烘烤器 1#连铸离线中间包烘烤器 旋流井1#提升泵 旋流井2#提升泵
30
30 30 30 30 30
60 30 30 30 30 65
115 10
125 0 0 0 0 — 480 3840 1920 1920 — 0 0 0 0
150
140
30 120 120
150 240
10
20
480 30 60
25
480 480
480 480 60 210 60 30 240 120 60 120 240 45 60 15 15
1 2 3
30 30
4
30 30
设 备 故 障 5 6 7 8 9 10 11 12 13
提高弹簧支架冷态值调整合格率

对策比较具体
对策都为原有经验, 适当采取一些“创新”
无创新
对策
——
确认效果不是很有 说服力
持续追踪、持续改进
将成果和经验推广后继目 类似工程施工
——
将成果和经验推广至其 他项目施工
2、下一步目标:
通过这次QC活动,我们感觉到全员参与和 持续改进是非常有必要的,今后我们在项目上 要发展更多QC成员,使QC活动在基层施工中更 广泛的开展,从而更好的服务于一线施工;此 外就是将此次QC小组成果和经验编制成书面文 件存档,以便在后继类似工程中得到应用和改 进。今后,我们将会以饱满的工作热情迎接下 一个挑战,我们准备下一个课题是“大口径管 道对口质量控制”。
十一、效果检查
按照以上措施对现场弹簧支架冷态值进行调整 后,由刘波在2014年5月21日至27日在装置5个单 元的管线上148个弹簧支架冷态值调整进行了跟踪 检查,冷态值调整合格148个,合格率100%。
通过努力目标达到啦!
措施实施前后合格率对比图
弹簧支架冷态值调整合格率(%)
100
90
80
70
60
刘波
男
组员
高文龙
男
43
施工经理
28
助理工程师
28
高级工
41
质量检查员
25
助理工程师
组员
任涛
男
Hale Waihona Puke 28助理工程师文化 程度 大专 大专 技校 技校 本科
本科
在本小组中承 担主要工作任
务
全面负责小组 工作。
负责组织小组 各项活动。
负责小组现场 活动开展实施。 负责小组现场
工作实施。 现场数据统计、
5.5m焦炉烘炉方案

唐山市东海钢铁集团特钢有限公司120万吨/年捣固焦工程烘炉方案中国三冶集团有限公司工业炉工程公司二0一三年六月目录1. 概述 (1)2 焦炉烘炉升温计划制定 (1)2.1焦炉主要部位硅砖的线膨胀率数据 (1)2.2烘炉升温图表制定原则 (1)2.3烘炉升温图表制定 (2)3 焦炉烘炉前必须完成的主要工作项目 (2)3.1机、焦侧操作平台 (2)3.2护炉设备 (2)3.3焦炉本体砌筑收尾 (3)3.4炉顶部位 (3)3.5废气导出系统 (3)3.6烘炉设备、设施 (4)3.7烘炉点火前的准备工作 (4)3.8烘炉用其它准备工作 (5)4 烘炉管理 (6)4.1烘炉管理原则 (6)4.2烘炉点火前准备工作 (6)4.3炭化室点火操作 (6)4.4炉温管理 (7)4.5烘炉过程中的各种测定工作 (7)4.6炉体膨胀与护炉铁件的测量、调节 (9)4.7烘炉热修工作 (12)5. 焦炉烘炉组织机构与人员配备 (12)5.1组织机构与人员配备原则 (12)5.2人员配备 (12)5.3人员组织结构图 (13)5.4用人计划表 (14)5.5烘炉各岗位职责 (15)6. 热态工程项目 (19)7. 烘炉工具、材料表 (26)8.烘炉过程中关键阶段操作及特殊情况处理 (28)9 烘炉安全注意事项 (30)附录:烘炉天数计算书 (31)烘炉升温计划 (32)烘炉升温曲线 (32)烘炉测温点布置图 (33)1、概述本方案是为在建65孔焦炉烘炉而制定的。
烘炉是焦炉由施工向投产过度的重要而复杂的工艺技术过程,其质量的优劣对焦炉寿命有着至关重要的影响。
因此,对烘炉工作必须给予高度重视,严格按制定的烘炉计划进行焦炉的升温管理。
根据双方充分协商,这次烘炉使用转炉煤气与高炉煤气混合气(3:1)为燃料、烘炉时带炉门(不砌外部小灶及封墙)。
炉门的下部设计有烘炉孔,燃气烧嘴伸入烘炉孔在炭化室内燃烧,提供烘炉所需热量。
烘炉用混合煤气热值不应小于1200kCal/m3,以此为依据进行烘炉管道的设计。
焦炉调火表格
焦炉直行温度测量记录
焦炉烘炉标准燃烧室温度测量记录
焦炉烘炉标准蓄热室、烟道温度测量记录
日期:
测量人:记录人:
日期:
1#焦炉烘炉工段交接班记录表
1#焦炉烘炉温度综合记录表
上账人:
焦炉大弹簧负荷测量调节记录
焦炉侧炉柱(一线至五线)小弹簧负荷测量调节记录
焦炉侧炉柱(六线至八线)小弹簧负荷测量调节记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉纵拉条测量记录
焦炉侧保护板顶丝间隙、保护板下部间隙测量记录
焦炉侧炉柱曲度测量记录表
焦炉上横铁炉长膨胀测量记录表
焦炉下横铁炉长膨胀测量记录表
焦炉斜道炉长膨胀测量记录表
焦炉篦子砖炉长膨胀测量记录表
焦炉炉高膨胀测量记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉侧炉柱与保护板间隙测量记录表
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉操作台支柱倾斜度测量记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉抵抗墙倾斜度测量记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉抵抗墙倾斜度测量记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉30mm膨胀缝测量记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉30mm膨胀缝测量记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃
焦炉30mm膨胀缝测量记录
测量人: 燃烧室温度:机侧: ℃ 焦侧: ℃ 大气温度:℃。
更换焦炉横拉条及弹簧时对炉柱的固定

姚照章主编《炼焦学》 冶金工业 ( ( 马鞍山钢铁学院 ( 北京: 李哲浩编 ( 炼焦生产问答 ( 北京: 冶金工业出版社, *&, *+
(收稿日期 "&&+,&),%-)
作者简介 朱海, 男, 助理工程师, (现 %**% 年毕业于武汉钢铁学院 为武汉冶金科技大学) 煤化工专业, 现从事调度工作。
(收稿日期 "&&+ J &) J +&)
作者简介: 刘发起, 男, %*-& 年生, %*$& 年毕业于石油化工大学。主 要从事石油化工科研工作, 现任辽宁石油化工大学工程师。
;$*3/6"6 ?,+4$&3&%/ 5")+()6.*$+, *$0 @,:,3&2A,$. &’ 543&)&2*)*’’"$B)& "$ 54"$*
123图中第一根炉柱的外侧到第三根炉柱的外侧的长度为2580mm槽钢组长2550mm由更换操作过程中相邻炉号的炉柱将各增加约4吨的向外拉力相应横拉条和弹簧也增加约2吨的拉力对于直径小于40rmn的会超过其负荷
%$$- 年 "$ 月 第 %* 卷第 ! 期
贵 州 化 工 3456784 97:.5;<= >?@4A1BC
- 措
施
在更换横拉条和弹簧的过程中, 通过不断分析、 研究、 计算和大胆实践, 总结出了一种简便的固定炉 柱的办法, 可以克服传统办法存在的不足。该厂 % & 焦炉一个横拉条弹簧组的吨位不超过 *1。这样, 在 更换横拉条及其弹簧时, 只要对该炉号机、 焦侧炉柱 各施加约 *1 的抵抗力, 就能起到固定炉柱的最佳效 果。这种简便办法是, 提前用能承受约 *1 压力而不
德国迪林根3号新焦炉主要技术参数

德国迪林根3号新焦炉主要技术参数目前节能减排已成为全球性的需求,对焦化行业来说,必须改进技术和设备,以适应环保要求。
为此,意大利保尔沃特(P.W.)公司为德国迪林根ZKS设计的3号新焦炉使用了最现代化的设计工具和设备,以保证污染物排放控制方面达到最好水平。
目前新焦炉已经投产,为了减少装煤过程中的排放,保持焦炉内外压力的恒定,在这座3号新焦炉上,保尔沃特公司特别开发了SOPRECOR系统。
第二座焦炉(1号)现在也正在施工,预计2012年底投产。
两座焦炉的年产量为130万t。
1、新焦炉基本情况德国迪林根ZKS的3号新焦炉于2010年2月2日推出了第一炉焦炭。
3号新焦炉50孔,炭化室高6.25m,是世界上最高的捣固焦炉,其主要参数与该厂已有的1号和2号捣固焦炉(共90孔)相同。
焦炉主要参数见表1。
3号新焦炉与原有1号、2号焦炉相比,炉体强度增加30%,极限负荷(SUGA)值为12kPa,炉体内部采用了新尺寸,但可以使用原来的焦炉机械。
2、新焦炉主要新技术3号新焦炉采用世界最先进的焦化技术和环保措施,主要特点如下:2.1复热式该焦炉既可以用混合煤气加热,也可以用焦炉煤气加热。
设置的自动加热控制系统可以实现多种加热方式:①1/3焦炉使用混合煤气,2/3焦炉使用焦炉煤气;②1/3焦炉使用焦炉煤气,2/3焦炉使用混合煤气;③焦炉全部使用混合煤气;④焦炉全部使用焦炉煤气。
加热方式的切换可以不依靠人工操作,而由可控逻辑控制器(PLC)完成。
图2展示的是废气开闭器的设计,它可以借助两个交换拉条完成加热的交换。
一个拉条用于进风门的选择(一个大拉条用于混合煤气的加热,两个小拉条用于焦炉煤气的加热),另一个拉条用于废气的交换。
2.2采用全仿真组装程序进行炉体设计3号新焦炉共用800多种不同形状的砖1.7万t,20名砌砖工需要7个月时间才能完成砌筑工作。
砖型设计是由保尔沃特公司的意大利团队借助于全仿真组装程序(VAP)完成的,实现了精准设计、对耐火材料用量的精确估计和砌筑计划的优化。
3503-J403弹簧支吊架安装检验记录

结构型式
安装位置
位移方向
设计支承负荷
kN
冷态负荷读数
mm
检验结果
P-11009
KC-DF07KC332-
1372-CJQ356S
40-01/16
向上
16737
27
合格
P-11609
KC-DF07KC332-
1372-CJQ356S
40-01/16
向上
16700
27
合格
P-11604
KD-DF07KD329-
1347-CJQ406R
40-01/07
向上
9792
21.5
合格
P-10503
KC-DF07KC312-
1516-DJ168S
40-01/12
向上
1696
22
合格
P-10602
KC-DF07KC231-
1538-DJ324S
40-01/14
向下
12600
18
合格
P-10601
KC-DF07KC230-
向上
2737
25
合格
P-11801
DF07KFa310,25↑/1164-1358
40-03/05
向上
1358
25
合格
备注:
建设单位
监理单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
专业工程师:
质量检查员:
施工班组长:
日期:年月日
40-03/09
向上பைடு நூலகம்
2417
20
合格
P-10401
炼焦企业专项检查检查表

焦炉分烟道应设置废气温度及含氧量的测量装置,并应设置吸力测量及自动调节装置;总烟道应设置废气温度和吸力测量装置。
12
焦炉应设置下列检测装置:
1推焦电流自动检测和传送装置。
2基于每座焦炉的加热用煤气流量自动累积记录装置。
3测量焦炉炉温、具有数据储存与处理功能的红外高温计。
3在非严寒地区宜选用露天干熄焦锅炉;在寒冷地区宜选用紧身封闭的干熄焦锅炉。
4选用露天干熄焦锅炉时,应对锅炉本体及其附属系统和管道采取防雨、防冻、防腐、承受风压和减少热损失等措施。
5选用紧身封闭的干熄焦锅炉时,应要求紧身罩具有良好的采光、通风和保温阻燃性能,且封闭体内应设置必要的检修通道。
6选用紧身封闭的干熄焦锅炉时,炉顶应设置检修用单轨吊车。
1)加热煤气管道的组成应根据焦炉加热用煤气的种类、煤气的热值、炉体结构以及焦炉加热对煤气热值的要求等确定;
2)加热煤气管道应设置煤气放散装置、冷凝液排放装置以及送往每个燃烧室和立火道的加热煤气流量调节装置;
3)加热焦炉用的焦炉煤气应经预热器预热,预热温度不宜低于45℃; 4)地下室煤气管道末端所设自动放散装置的放散管应高出集气管操作走台4m。
8循环风机宜设置速度调节装置。
9循环风机应与锅炉汽包液位、锅炉给水泵及主蒸汽温度等设置联锁。
现场核查
19
干熄焦锅炉应符合下列要求:
1干熄焦锅炉的压力、温度参数应根据企业蒸汽需求的近、远期规划和技术经济比较确定。
2干熄焦锅炉宜选用强制循环与自然循环相结合的循环方式。每台干熄焦锅炉应设置2台强制循环水泵,并应互为热备用。
2二次除尘器及循环气体管路应设置防爆装置。
3一次除尘器顶部应设置放散装置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炉柱编号 1#—8# 上部大弹簧 Ф 45 9#—20# 21#—42#北 42#南—44# 45#—55# 56# 下部大弹簧 Ф 45/Ф 25 纵拉条三连 套弹簧组 (机侧—焦 侧) 机侧1#—56# 焦侧1#—56# 南1 2 3 4 5 6 7 北1 2 北3 4 5 6 7 机侧1线1#—56# 机侧2线1#—56# 机侧3线1#—56# 机侧4线1#—56# 机侧5线1#—56# 机侧6线1#—56# 机侧7线1#—56# 焦侧1线1#-56# 焦侧2线1#—56# 焦侧3线1#—56# 焦侧4线1#—56# 焦侧5线1#—55# 焦侧5线56# 焦侧6线1#—56# Ф 22小弹簧 弹簧+顶丝 +垫厚 焦侧7线1#—56# 机蓄热室小炉柱1#-55#上部 机蓄热室小炉柱1#-54#下部 机蓄热室小炉柱55#下部 机侧南北端墙上部 机侧南北端墙下部 焦蓄热室小炉柱1#-55#上部 焦蓄热室小炉柱1#-48#下部 焦蓄热室小炉柱49#-55#下部 焦侧南北端墙上部 焦侧南北端墙下部 端墙大保护板小弹簧 机侧南上中下 机侧北上中下 焦侧南上中下 焦侧北上中下 备注 180 179 179 179 158 157 157 157 1.1 1.1 1.1 1.1 22 22 22 22 原始高度(mm) 224 225 226 227 228 229 227 228 229 229 230 180 180 180 180 180 180 179 182 182 182 178 181 180 181 181 180 182 180 179 180 178 178 179 178 179 压缩后高度 (mm) 206 207 208 209 210 211 203 204 209 209 210 160 160 162 164 164 158 158 162 162 164 162 165 164 159 159 158 160 158 157 158 156 156 157 156 157 吨位(t) 4.7×2 4.7×2 4.7×2 4.7×2 4.7×2 4.7×2 8.16 8.16 6.8×3 6.8×3 6.8×3 1.0×2 1.0×2 0.9×2 0.8×2 0.8×2 1.1×2 1.1×2 1.0×2 1.0×2 0.9×2 0.8×2 0.8×2 0.8×2 1.1×2 1.1×2 1.1 1.1 1.1 1.1 1.1 1.1 1.1 1.1 1.1 1.1 18 18 18 18 18 18 24 24 20 20 20 20 20 18 16 16 22 22 20 20 18 16 16 16 22 22 22 22 22 22 22 22 22 22 22 22
2012年10月2日
倔强系数 (t/mm) 0.26 0.26 0.26 0.26 0.26 0.26 0.34 0.34 0.34 0.34 0.34 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05 0.05
弹簧变形量 (mm)
பைடு நூலகம்
0.05 0.05 0.05 0.05
012年10月2日
备品数