力劲压铸机参数一览表#精选、
280T力劲压铸机工艺参数设定和调节技能
•280T力劲压铸机工艺参数设定和调节技能•发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】•工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
压铸机全参数-130T到3000T
压铸机参数-130T到3000T大| 中| 小[ 2009/03/06 10:43 | by aaaa ]压铸机参数145T-IMPRESS压射力(增压) KN 180射料行程 mm 320锤头直径 mm 40、50、60射料量(铝) Kg 0.7、1.15、1.6铸造压力(增压)Mpa 141、90、62铸造面积 cm2 90、140、205最大铸造面积(40Mpa)cm2 362压射室法兰直径 mm 110160T-northern压射力(增压) kN 200冲头直径 mm 40/50/60射料量(铝) kg 0.84/1.3/1.89铸造压力 MPa 159/102/70最大铸造面积(40MPa)c㎡ 400压射位置 mm 0 -70 -140180T-northern压射力(增压) kN 220冲头直径 mm 50/60射料量(铝) kg 1.4/2铸造压力 MPa 121/77最大铸造面积(40MPa)c㎡ 450 压射位置 mm 0 -140压射法兰直径 mm 110260T-northern压射力(增压) kN 300冲头直径 mm 50/60/70射料量(铝) kg 1.6/2.4/3.2铸造压力 MPa 152/106/77最大铸造面积(40MPa)c㎡ 650 压射位置 mm 0 -160280T-IMPRESS哥林柱直径 mm 110压射力(增压) KN 315射料行程 mm 400锤头直径 mm 50、60、70射料量(铝) Kg 1.5、2.1、2.9铸造压力(增压)Mpa 160、112.5、82.6 铸造面积 cm2 170、245、335最大铸造面积(40Mpa)cm2 700压射室法兰直径 mm 101.6350T-CIMOS压射力(增压) KN 360射料行程 mm 480锤头直径 mm 60、70、80射料量(铝) Kg 2.5、3.4、4.5铸造压力(增压)Mpa 120、88、67 铸造面积 cm2 285、390、510最大铸造面积(40Mpa)cm2 875 压射室法兰直径 mm 101.6400T-northern压射力(增压) kN 400冲头直径 mm 60/70/80射料量(铝) kg 2.5/3.4/4.5铸造压力 MPa 141/104/79最大铸造面积(40MPa)c㎡ 1000 压射位置 mm 0 -100 -200压射法兰直径 mm 130500T-northern压射力(增压) kN 490冲头直径 mm 70/80/90射料量(铝) kg 3.6/4.7/6铸造压力 MPa 127/98/77最大铸造面积(40MPa)c㎡ 1250压射位置 mm 0 -110 -220压射法兰直径 mm 130630T-northern压射力(增压) kN 600冲头直径 mm 70/80/90射料量(铝) kg 5.4/7.1/9铸造压力 MPa 156/119/94最大铸造面积(40MPa)c㎡ 1575压射位置 mm 0 -125 -250压射法兰直径 mm 165700T-CIMOS压射力(增压) KN 610射料行程 mm 700锤头直径 mm 80、90、100射料量(铝) Kg 6.5、8.3、10铸造压力(增压)Mpa 121、95.5、77.5铸造面积 cm2 570、725、895最大铸造面积(40Mpa)cm2 1750 压射室法兰直径 mm 150800T-northern压射力(增压) kN 750冲头直径 mm 80/100/120射料量(铝) kg 6.6/10.4/15铸造压力 MPa 149/95/66最大铸造面积(40MPa)c㎡ 2000 压射位置 mm 0 -140 -280压射法兰直径 mm 1801100T-northern压射力(增压) kN 900冲头直径 mm 90-130射料量(铝) kg 10.5-22铸造压力 MPa 67-141压射位置 mm 0 -160 -320压射法兰直径 mm 2401250T-northern压射力(增压) kN 1050冲头直径 mm 100-140射料量(铝) kg 13.2-26铸造压力 MPa 68-133最大铸造面积(40MPa)c㎡ 3125 压射位置 mm 0 -160 -320压射法兰直径 mm 2401600T-northern压射力(增压) kN 1250冲头直径 mm 110-150射料量(铝) kg 17.2-32铸造压力 MPa 70-131压射位置 mm 0 -175 -350压射法兰直径 mm 2602000T-northern压射力(增压) kN 1500冲头直径 mm 130-175射料量(铝) kg 21.1-45铸造压力 MPa 62-132最大铸造面积(40MPa)c㎡ 5000 压射位置 mm 0 -175 -350压射法兰直径 mm 2602500T-IMPRESS压射力(增压) KN 1800射料行程 mm 1050锤头直径 mm 140-180射料量(铝) Kg 30-50铸造压力(增压)Mpa 124-75铸造面积 cm2 2000-3330压射室法兰直径 mm 2802800T-northern压射力(增压) kN 1800冲头直径 mm 130-200射料量(铝) kg 25.35-60铸造压力 MPa 57-135最大铸造面积(40MPa)c㎡ 7000 压射位置 mm 0 -180 -360压射法兰直径 mm 3003000T-IMPRESS压射力(增压) KN 2110射料行程 mm 1180锤头直径 mm 150-190射料量(铝) Kg 39-62铸造压力(增压)Mpa 119-73铸造面积 cm2 2520-4110压射室法兰直径 mm 280。
280T力劲压铸机工艺参数设定和调节技能
∙280T力劲压铸机工艺参数设定和调节技能∙发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】∙工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
力劲压铸机参数
90
100
7.1
9
11.2
135
106
86
591
748
924
2000
200
20
295
14
1300
8840×2345×2995
9000
800
360
190
400-1000
1460×1460
930×930
-250
760
775
80
90
7.1
9
154
121
583
738
2250
200
20
300
14
1400
9270×2530×3355
DCC900
9000 800 360 190 400-1000 1460×1460 930×930 -250 760 775
100 11.2
98 912 2250 200 20 300 14 1400 9270×2530×3355
110 13.5
81 1103
315
160
350-900
1300×1300
800×800
-250
700
590
80
90
100
6.5
8.3
10
117
92
75
596
754
931
1750
165
15
250
14
1200
8460×2230×2945
8000
760
315
180
400-950
1400×1400
910×910
-250
760
680
力劲冷室压铸机标准参数
132.8、104.9、85 13763、 0、11900、 5、911、 09756、.5
600、760、940
1305
2000
2500
-250
0、-300
297
300
200
240
DCC1250
12500 1000 450-1180 1730×1740 1100×1100 230 1075 880 100-140 13-25.4 70-137 910-1785 3125 -160、-320 320 240
DCC1600
16000 1200 500-1400 2010×1960 1180×1180 250 1285 930 110-150 17-32 73-137 1165-2190 4000 -175、-350 360 260
20 315 180 14 37 1200 39400 8660×2010×2780
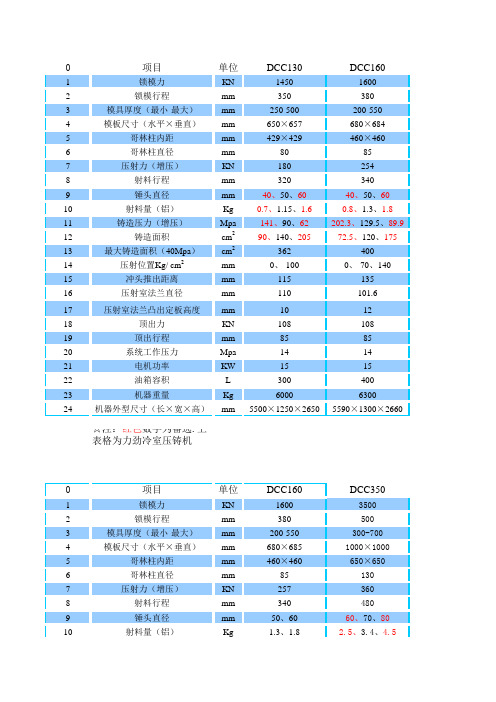
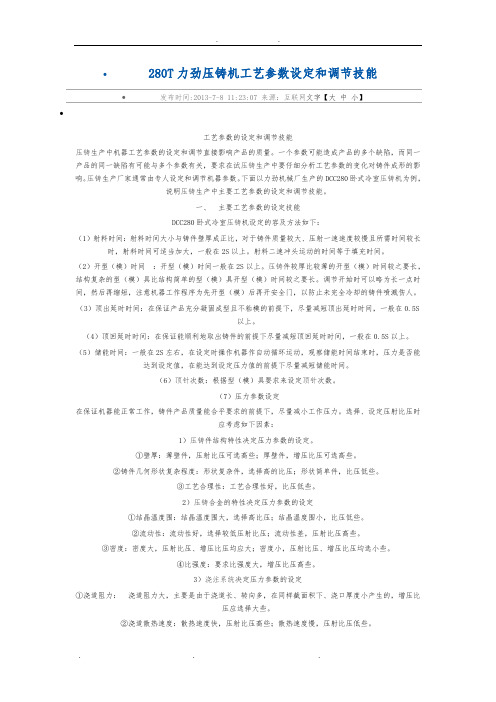
8
射料行程
mm
320
340
9
锤头直径
mm
40、50、60
40、50、60
10
射料量(铝)
Kg
0.7、1.15、1.6
0.8、1.3、1.8
11
铸造压力(增压)
Mpa
141、90、62
202.3、129.5、89.9
12
铸造面积
cm2
90、140、205
72.5、120、175
13
最大铸造面积(40Mpa)
11
铸造压力
Mpa
130、90
120、88、67
12
铸造面积
cm2
120、175
285、390、510
13
力劲压铸机模板参数

力劲压铸机模板参数
力劲压铸机是一种用于生产各种金属零件的机器设备,它通过将金属加热至液态状态,然后注入模具中进行冷却凝固,最终形成所需的零件。
而力劲压铸机的模板参数则是影响其生产效率和产品质量的重要因素。
首先,力劲压铸机的模板参数包括模具尺寸、注射压力、注射速度、射出系统压力、射出系统速度、模具温度控制等。
这些参数的设定将直接影响到压铸机的生产效率和零件质量。
比如,模具尺寸的大小将决定了所能生产的零件尺寸范围,而注射压力和速度则会影响到零件的密实度和表面光洁度。
其次,力劲压铸机的模板参数还包括模具温度控制。
在压铸过程中,金属液态状态的温度对零件的质量有着重要的影响。
因此,通过精确控制模具温度,可以确保金属液态状态的稳定性,从而提高零件的质量和表面光洁度。
另外,射出系统压力和速度也是力劲压铸机模板参数中至关重要的因素。
通过合理的控制射出系统压力和速度,可以确保金属液态状态在注入模具时的流动性和充填性,从而提高零件的密实度和减少气孔缺陷。
最后,力劲压铸机模板参数的设定需要根据具体的生产需求和零件要求来进行调整。
通过合理的模板参数设定,可以提高压铸机的生产效率,降低生产成本,提高零件的质量和一致性。
总的来说,力劲压铸机模板参数的合理设定对于保证压铸机的正常运行和零件质量至关重要。
只有通过精确的参数设定,才能够确保压铸机的稳定性和高效生产。
280T力劲压铸机工艺参数设定和调节技能
•280T力劲压铸机工艺参数设定和调节技能•发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】•工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
力劲160吨冷室压铸机说明书
力劲160吨冷室压铸机说明书
力劲160吨冷室压铸机是一种用于制造金属零件的工业设备。
它采用高压将熔化的金属注入模具中,经过冷却凝固后形成所需的零件。
以下是关于这种设备的一些详细信息:
1. 设备参数,力劲160吨冷室压铸机的主要参数包括压力、射压、射筒直径、射筒行程、模具厚度等。
这些参数决定了设备的工作能力和适用范围。
2. 工作原理,冷室压铸机的工作原理是利用高压将金属压入模具中,然后通过冷却使其凝固成型。
这种工艺能够生产高精度、高强度的金属零件。
3. 设备结构,力劲160吨冷室压铸机通常由机架、射出系统、液压系统、电气控制系统等部分组成。
每个部分都有特定的功能,协同工作完成压铸加工。
4. 使用注意事项,在操作力劲160吨冷室压铸机时,需要注意安全操作规程,避免发生意外。
另外,定期进行设备维护和保养也是非常重要的,可以确保设备长期稳定运行。
5. 应用领域,冷室压铸机广泛应用于汽车制造、航空航天、电子通讯等领域,用于生产各种铝合金、镁合金等金属零件。
以上是关于力劲160吨冷室压铸机的一些基本信息,希望能够对你有所帮助。
如果你对该设备有更多的疑问或者需要更详细的信息,请随时告诉我。
参数对照及压铸厂家

压铸机参数对照表(800吨)项目单位压铸机生产厂家力劲伊之密宝弘合模力KN 800 800 833.5合模行程mm 760 760 800哥林拄内间距mm 910*910 930*930 920*920 模具厚度(最小;最大)mm 400~950 400~950 400~1000 模板厚度mm 1400*1395 1420*1420 1400*1400 压射压力kn 665 645 765压射行程mm 760 760 750压射位置mm 0~-250 0~-250 0;-140;-280 冲头直径mm ¢80.90.100 ¢80.90.100 ¢80.90.100 射料量(AL) kg 7.2;9.1;11.2 7.1;9.1;11.1 7.3;9.3;11.5 铸造压力(增压) MPa 600;760;940 620;784;963 548;694;855 最大投影面积Cm2 2000 2000 2083压射头跟出距离mm 297 300 未给顶出力kN 315 360 400顶出行程mm 180 180 180系统压力MPa 14 16 17.5油箱容量L 1200 1200 1200机器重量T 39.4 40 40机器外形尺寸m 8.6*2*2.8 8.5*2.4*3.2 9.5*2.6*3.2 慢压射速度m/s 0~0.6 未给0~1.5快压射速度m/s 6 8 6建压时间ms 40 15 25哥林拄直径mm 180 180 180电机功率kw 37 45 45目前国内知名的几家压铸机的特点;及概况;1;力劲公司; 2;伊之密; 3;三基; 4;宝弘公司5伊斯特; 6;特里达; 7;佳胜8;新佳胜9;腾龙10铝台;1;力劲公司; 力劲集团总部在香港,国内外共有主要成员13个厂家,其中有●力劲机械厂有限公司(香港) 852-3412-5500●深圳领威科技有限公司86-755-2812-3321●力劲机械(深圳)有限公司86-755-2812-3321●中山力劲机械有限公司86-760-2855-231●上海一达机械有限公司86-21-5768-6188●宁波力劲机械有限公司86-574-8611-6588●宁波力劲科技有限公司86-86-574-8611-6588●阜新力劲北方机械有限公司86-418-2482-760●力劲机械股份有限公司(台湾) 886-7-7390-0061●美国力劲L.K.MachineryUSA Inc 909-5949447●美国特拉华州力劲L.K.M. 616-77277211●加拿大力劲905-7129220力劲集团是香港联交所主板上市公司(股份代码;00558)全球最大的热/冷室压铸机制造商董事局主席;刘相尚1979年,这个特殊的具有深远历史意义的年份,青年企业家刘相尚凭着一股振兴民主工业的热情在香港创办了“力劲机械,”专业生产压铸机械。
参数对照及压铸厂家
压铸机参数对照表(800吨)项目单位压铸机生产厂家力劲伊之密宝弘合模力KN 800 800 833.5合模行程mm 760 760 800哥林拄内间距mm 910*910 930*930 920*920 模具厚度(最小;最大)mm 400~950 400~950 400~1000 模板厚度mm 1400*1395 1420*1420 1400*1400 压射压力kn 665 645 765压射行程mm 760 760 750压射位置mm 0~-250 0~-250 0;-140;-280 冲头直径mm ¢80.90.100 ¢80.90.100 ¢80.90.100 射料量(AL) kg 7.2;9.1;11.2 7.1;9.1;11.1 7.3;9.3;11.5 铸造压力(增压) MPa 600;760;940 620;784;963 548;694;855 最大投影面积Cm2 2000 2000 2083压射头跟出距离mm 297 300 未给顶出力kN 315 360 400顶出行程mm 180 180 180系统压力MPa 14 16 17.5油箱容量L 1200 1200 1200机器重量T 39.4 40 40机器外形尺寸m 8.6*2*2.8 8.5*2.4*3.2 9.5*2.6*3.2 慢压射速度m/s 0~0.6 未给0~1.5快压射速度m/s 6 8 6建压时间ms 40 15 25哥林拄直径mm 180 180 180电机功率kw 37 45 45目前国内知名的几家压铸机的特点;及概况;1;力劲公司; 2;伊之密; 3;三基; 4;宝弘公司5伊斯特; 6;特里达; 7;佳胜8;新佳胜9;腾龙10铝台;1;力劲公司; 力劲集团总部在香港,国内外共有主要成员13个厂家,其中有●力劲机械厂有限公司(香港) 852-3412-5500●深圳领威科技有限公司86-755-2812-3321●力劲机械(深圳)有限公司86-755-2812-3321●中山力劲机械有限公司86-760-2855-231●上海一达机械有限公司86-21-5768-6188●宁波力劲机械有限公司86-574-8611-6588●宁波力劲科技有限公司86-86-574-8611-6588●阜新力劲北方机械有限公司86-418-2482-760●力劲机械股份有限公司(台湾) 886-7-7390-0061●美国力劲L.K.MachineryUSA Inc 909-5949447●美国特拉华州力劲L.K.M. 616-77277211●加拿大力劲905-7129220力劲集团是香港联交所主板上市公司(股份代码;00558)全球最大的热/冷室压铸机制造商董事局主席;刘相尚1979年,这个特殊的具有深远历史意义的年份,青年企业家刘相尚凭着一股振兴民主工业的热情在香港创办了“力劲机械,”专业生产压铸机械。
280T力劲压铸机工艺参数的设定和调节技能
。示所 101-3 图如�母螺固紧的上钉螺节调阀压减松旋 �2 阀止截松旋 001-3 图
。示所 601-3 图如�大增度速�轮手转旋针时逆�小减度 速�轮手转旋针时顺�度速的同不得获可轮手转旋手用�制控轮手节调的上阀装插速二由小大度速的速二料射 节调的度速速二料射�8� 节调的度速速一料射 501-3 图
。紧拧母螺固紧的上钉螺节调阀压减将�4 �示所 99-3 图如�止为��rab041�aP 01×4.1
7
值大最�值示的要需所到针指上表力压察观�钉螺节调上阀压减节调速慢边一�钮按压起住按手用边一 �3 阀压减松旋 89 -3 图
。示所 89-3 图如�母螺固紧的上钉螺节调阀压减松旋 �2 阀止截松旋 79 -3 图
。示所 79-3 图如�紧旋再后荷卸器能蓄速二使�钉螺节调上阀止截松旋先 �1 �下如骤步节调体具机铸压室冷式卧 004CCD。力压料射的中动运料射速二为即力压此�出读中表力压速二料射从值 示力压其 �小大力压节调可钉螺节调的上阀压减转旋手用 �节调钉螺节调的力压速二制控由力压作工速二料射 节调的力压作工速二料射�4� 节调的力压泵量流大压低 69-3 图
。示所 901-3 图如�节调作量质品产据根中产生铸压试在般一�等泡气、边飞 、铸欠如例�量质形成的件铸响影短长的程行段两�定决置位的关开应感速二由短长的程行动运速二、速一 节调的程行动运速二、速一�11� 节调度速锤回料射 801-3 图
。示所 801-3 图如�大增度速�杆螺转旋针时逆�小 减度速�杆螺转旋针时顺�度速动运锤回变改可杆螺其节调�制控侧右阀向换调可料射由度速的动运锤回料射 节调度速锤回料射�01� 节调的度速压增 701-3 图
。示所 301-3 图如�紧旋再后荷卸器能蓄制控压增使�钉螺节调上阀�36V�阀止截松旋先 �1 节调的力压器能蓄制控压增�6� 钉螺节调�表力压察观、压起 201-3 图
力劲压铸机参数
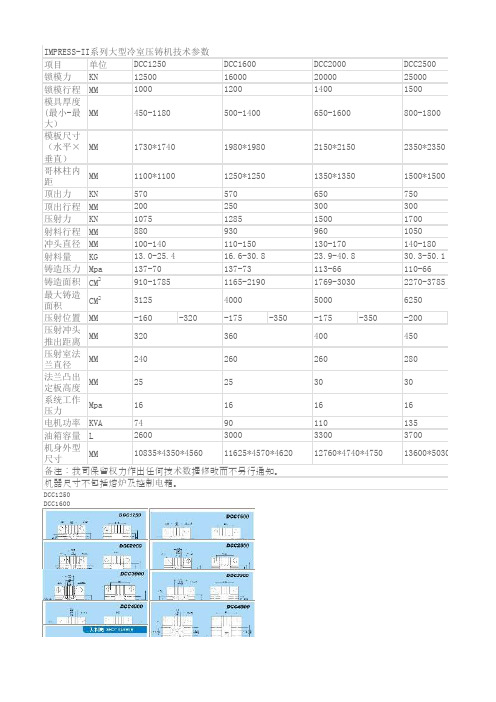
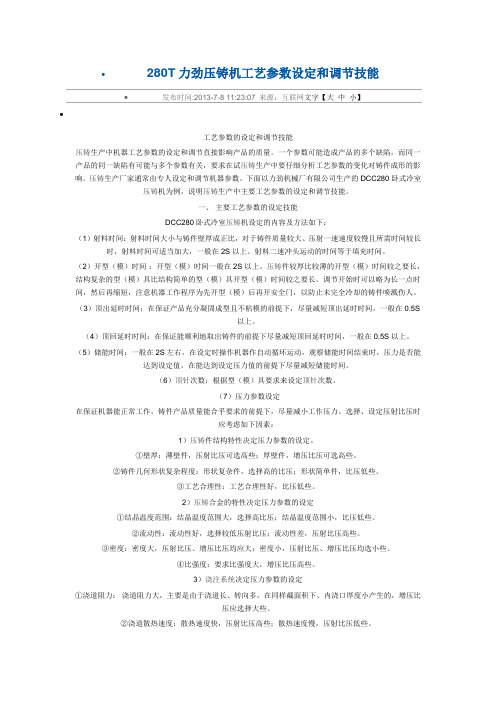
项目单位锁模力KN锁模行程MM模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM哥林柱内距MM顶出力KN顶出行程MM压射力KN射料行程MM冲头直径MM射料量KG铸造压力Mpa铸造面积CM 2最大铸造面积CM2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM压射室法兰直径MM法兰凸出定板高度MM系统工作压力Mpa电机功率KVA油箱容量L机身外型尺寸MMDCC1250DCC1600DCC2000DCC2500DCC3000DCC3500DCC4000DCC4500入料筒IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500125001600020000250001000120014001500450-1180500-1400650-1600800-18001730*17401980*19802150*21502350*23501100*11001250*12501350*13501500*150057057065075020025030030010751285150017008809309601050100-140110-150130-170140-18013.0-25.416.6-30.823.9-40.830.3-50.1137-70137-73113-66110-66910-17851165-21901769-30302270-37853125400050006250320360400450240260260280252530301616161674901101352600300033003700备注:我司保留权力作出任何技术数据修改而不另行通知。
机器尺寸不包括熔炉及控制电箱。
10835*4350*456011625*4570*462012760*4740*475013600*5030*5网站地图|关于我们|联系我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-600DCC3000DCC3500DCC4000DCC45003000035000400004500015001600180019000800-2000850-2000900-2100900-2200502620*26202780*27802780*27803000*3000001650*16501750*17501850*18501950*19509009001000100030030035040021102410241029801180140014001600150-190160-200160-200180-220.139.1-62.752.7-82.452.7-82.476.3-114.0119-73120-77120-77117-78852520-41102910-45403330-51903850-57707500875010000112505306006007002803203203403035353516161616165220220220460048005100550016500*5450*539017300*5570*5420030*508014830*5290*519015800*5390*5290。
压铸机参数表

532
5.5
20
15
15
1
≥5 ≤30 15
15
1
≥5
25
15 16.1 1
J1125B 250 12.5-28 400
250-800 ≥5 最小20 15
1
J1125B 250 12.5-28 400 450
854
≥5 ≤30 17.5
2
J1125C 250 12.5-28 400 450
854
≥5 ≤30 17.5
40
450
1143
22
1
J1150 500 18-45 450 150
1117
≥4.5 25
22 24.2 1
J1180 800
85
450 120
2000
≥4.5 25
45
1
J1180 800
75
670 250
2400
≥4.5 ≤40 40
2
J11100 1000 50-120 670 100
2650
20 7275×1850×2420 上海压铸机厂
15.5 7325×1850×2400 阜新压铸机厂
20 7275×2420×2400 灌南压铸机厂
7325×1850×2400
天水铸造机械总 厂
16.5 7325×2100×2450 阜新压铸机厂
50 10000×2500×3050
40 8500×2600×3800 灌南压铸机厂
15-28
350 ≥120
280
>2.5 25
13
13
1
J1516 160
15-28
350 ≥120
280T力劲压铸机工艺参数的设定和调节技能
第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
力劲热室压铸机参数(2)
力劲热室压铸机参数(2)
第一部分热室压铸机培训教材第三章热室压铸机压铸参数含义
1、扣咀时间——从压下扣咀吉制开始计时,到打料开始的时间。
2、射料时间——从打料开始到打料结束的时间。
3、离咀时间——从锤头回位压下二速吉制到离咀动作开始的时间。
4、开模时间——从锤头回位压下二速吉制到开模动作开始的时间。
5、顶针次数——每个自动循环周期顶针顶出的次数。
6、顶针时间——从顶针顶出到位到顶针顶回开始之间的时间。
7、顶针延时——从开模终止到顶针顶出开始的延迟时间。
8、扫臂时间——从冲头下开始到冲头回开始的时间。
9、喷雾次数——每经过设定的周期循环次数后,喷雾一次。
10、喷雾时间——从喷雾开始到喷雾停止的时间。
11、循环时间——从开模终止到下周期锁模开始的时间。
12、储能时间——打料结束后,高压油路对储能器进行压力,补给的时间。
13、锁模压力——锁模动作时高压油路的压力,由锁模压力拨码调节。
14、锁模低压——低压锁模动作时,高压油路的压力,由低压拨码调节。
15、开模压力——开模动作时,高压油路的压力,由开模压力拨码调节。
16、顶针压力——顶针动作时,高压油路的压力,由顶针压力拨码调节。
17、总压————调节储能、扣前、起压、抽芯时高压油路的压力。
由总压拨
码调节。
第1页共1页。