板材成型QC工程图
QC 工程图(模版)
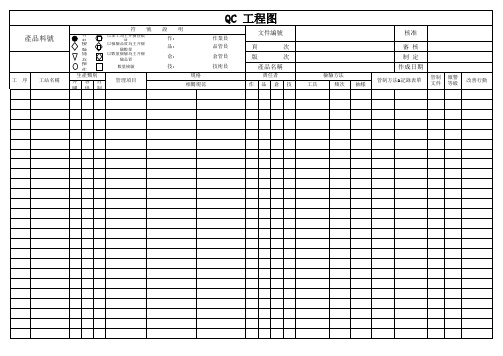
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图
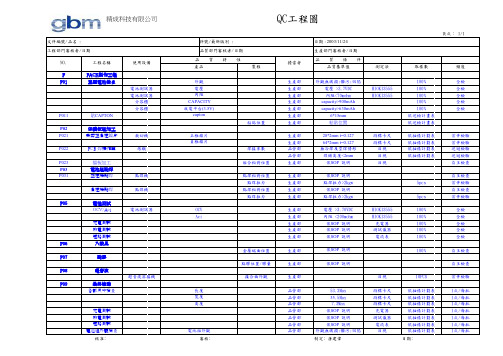
生產部 生產部 生產部 生產部
生產部 生產部 生產部 生產部 生產部
生產部
生產部
生產部
品管部 品管部 品管部 品管部 品管部 品管部 品管部
外觀無破損;髒污;凹陷 電壓 >3.7VDC 內阻<70mohm
capacity>900mAh capacity>630mAh
品質基準值
測定法
頁次: 1/1
取樣數
頻度
外觀 電壓 內阻 CAPACITY 放電平台(3.5V) capton 正極鎳片 負極鎳片
OCV Aci
長度 寬度 高度
電池組外觀 審核﹕
粘貼位置
焊接參數 組合相對位置 點焊相對位置
點焊拉力 點焊相對位置
點焊拉力
金屬端面位置 點膠位置/膠量
接合面外觀
生產部 生產部 生產部 生產部 生產部 生產部 生產部
100%
依SOP 說明
目視
10PCS
53.3Max 35.5Max 7.3Max 依SOP 說明 依SOP 說明 依SOP 說明 外觀無破損;髒污;凹陷
制定﹕唐建偉
游標卡尺 游標卡尺 游標卡尺
充電器 測試儀器
電流表 目視
依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表 依抽樣計劃表
點焊機
負極端點焊
點焊機
P05
電性測試
OCV/Aci
電池測試器
充電測試
放電測試
短路測試
P06
入殼具
P07
點膠
P08
超音波
超音波溶接機
P09
最終檢驗
各部尺寸檢查
QC工程图
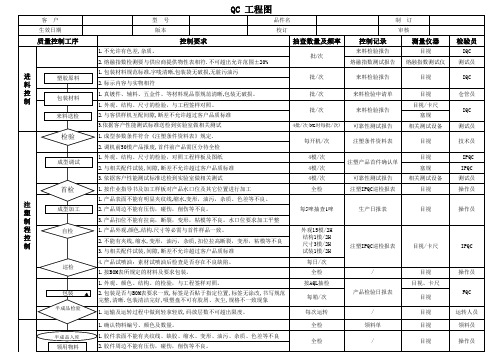
抽查数量及频率
全检
控制记录
/ 表面喷涂工艺 参数记录表 喷涂产品首检确认单 产品可靠性测试报告 喷涂产品首件确认单 生产日报表
ห้องสมุดไป่ตู้测量仪器
目视 UV能量计及膜厚测 试仪、粘度计 目视 各项测量仪器 塞规 目视
检验员
操作员 IPQC 技术员 IPQC 测试QC IPQC 操作员
装夹具
每次生产 5模/次 3模/次 1模/次 全检
注塑IPQC巡检报表
目视/卡尺
IPQC
巡检
4.产品试喷油:素材试喷油后检查是否存在不良缺陷。 1.按BOM表所规定的材料及要求包装。 1.外观、颜色、结构、的检验,与工程签样对照。
/ 产品检验日报表
目视 目视、卡尺 目视 目视 目视 目视
操作员 FQC
包装
半成品检验
2.包装是否与BOM表要求一致,标签是否贴于指定位置,标签无涂改,书写规范 完整,清晰.包装清洁完好,吸塑盘不可有胶屑、灰尘,规格不一致现象 1.运输及运转过程中做到轻拿轻放,码放层数不可超出限度。 1.确认物料编号、颜色及数量。
/ 领料单 /
运转人员 领料员 操作员
半成品入库
1.胶件表面不能有夹纹线、缺胶、缩水、变形、油污、杂质、色差等不良 2.胶件周边不能有压伤,碰伤,削伤等不良。
领用物料
QC 工程图
客 户 型 号 品件名 校订 制 订 生效日期 版本 审核
质量控制工序
自检
控制要求
1.检查夹具是否有油污,披锋等不良。 2.产品装夹具不能有装反,装歪,装不到位,遮喷等不良。 1.工艺参数。参考<<表面喷涂工艺参数表记录表>>。 2.检验产品颜色是否与样板相符,并测膜厚 1.外观、颜色、结构、尺寸的检验,与工程签样对照一致。
SMTPCBA生产QC工程图

SMTPCBA生产QC工程图简介SMTPCBA生产QC工程图是指为了确保SMTPCBA生产过程中的质量控制而制作的工程图。
SMTPCBA(Surface Mount Technology Printed Circuit Board Assembly)是一种表面贴装技术的印刷电路板组装工艺。
本文档将介绍SMTPCBA生产QC工程图的内容和使用。
什么是QC工程图?QC工程图,全称为Quality Control Engineering Drawing,是用于质量控制的工程图纸。
在电子制造过程中,QC工程图通常用于指导和记录产品质量控制的关键要素。
通过QC工程图,制造商能够准确地了解产品的规格、标准和测试要求。
SMTPCBA生产QC工程图的内容SMTPCBA生产QC工程图的内容包括以下几个方面:1.布局图:布局图显示了电路板上各个组件和连接的位置。
在SMTPCBA生产过程中,布局图对确保正确组装和连接各个组件非常重要。
2.贴装图:贴装图显示了电路板上元件的正确安装位置和方向。
贴装图通过标记每个组件的编号和位置来确保正确的组装和焊接。
3.焊接图:焊接图显示了电路板上组件的焊点和焊接方式。
焊接图提供了正确的焊接参数和工艺指导,以确保焊接质量符合标准要求。
4.组装检查图:组装检查图用于记录和检查各个组件的组装情况。
在SMTPCBA生产过程中,组装检查图被用于确保每个组件都被正确安装和连接。
5.测试程序图:测试程序图是用于指导和记录产品测试过程的工程图。
通过测试程序图,制造商可以确保产品在生产过程中经过正确的测试和检测。
使用SMTPCBA生产QC工程图的步骤下面是使用SMTPCBA生产QC工程图的简要步骤:1.阅读工程图:首先,操作人员需要仔细阅读SMTPCBA生产QC工程图的内容和说明。
工程图上会标明每个组件的位置、编号以及工艺要求等信息。
2.准备材料和工具:根据工程图上设计的要求,操作人员需要准备好所需的材料和工具,如电路板、元件、焊锡等。
HDI板QC工程图
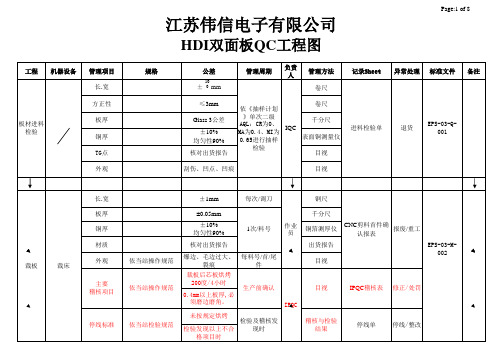
孔偏
零件孔±1mil 导通孔±2mil 首件/各轴面板 且必须有3mil以上 余环 依当站检验规范 不应该有 ±2mil 无拉铜、未钻透 孔损 ≦1 mil 依MI资料 ±1mil 依规范要求 ±0.05mm 钻孔时必须垫铝片 首件/LOT 首件/各轴面板
多孔少孔 孔位 外观 孔粗 孔径 面铜厚度 板厚
IPQC
微切片
《防焊/文字/锡 厚/镍厚切片报告 》 《防焊IPQC首件 CHECK LIST》
重工
EPS-03-Q009 EPS-03-Q034
自主检验
作业 员
目视 10X放大镜
重工
作业 员
目视 15X放大镜
湿膜防焊检验日 报表
重工
EPS-03-Q009
Page:11 of 8 工程 制程检验 外观 周期错误 文字漏印 不应该有 沾文字漆 文字印偏/模 糊 MIL-STD-105E Leve Ⅱ IPQC AQL:0.4 1次/首件 防焊/文字《 抽 检/巡检日报表》 IPQC 《文字IPQC首件 Check List》 自主检验 作业员 依检验规范 机器设备 管理项目 规格 公差 管理周期 MIL-STD-105E Leve Ⅱ AQL:0.4 负责人 IPQC 管理方法 目视5X放大 镜 记录Sheet 记录Sheet D/SIPQC湿膜防 焊检验日报表 异常处理 重工 标准文件 of 8
工程 O/S Test
机器设备 AOI
管理项目
规格
公差
管理周期 100%测试
负责人 作业 员
管理方法 AOI
记录Sheet 记录Sheet AOI检验报表
异常处理 报废/重工
标准文件
备注
断/短路(外 观) 制程抽检 线径/线距
钣金类QC工程图
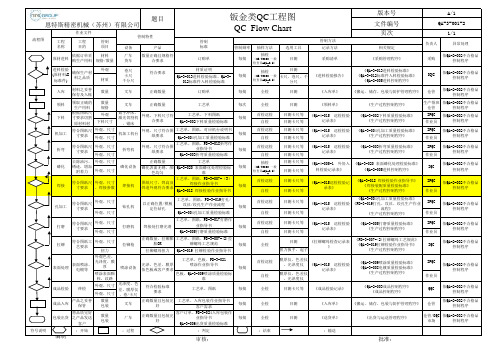
版本号文件编号页次设备产品管制频率抽样方法选用工具记录方法相关规定外观材质证明目测材质QA-3-013进料检验标准、QA-3-012标准件入料检验标准卡尺、卷尺、千分尺入库材料之妥善保存及入帐数量叉车正确数量订购单每批全检目测《入库单》《搬运、储存、包装与防护管理程序》仓管依QA-2-002不合格品控制程序领料领取正确的生产用料数量规格叉车正确数量工艺单每次全检目测《领料单》《生产过程控制程序》生产领班仓管依QA-2-002不合格品控制程序外观工艺单、下料图纸首检巡检目测卡尺等IPQC 下料尺寸QA-3-002下料质量检验标准自检目测卡尺等作业员外观、尺寸工艺单、图纸、对应机台说明书首检巡检目测卡尺等IPQC 外观、尺寸QA-3-004孔加工质量检验标准自检目测卡尺等作业员外观、尺寸工艺单、图纸、PD-3-018折弯作业指导书首检巡检目测卡尺等IPQC 外观、尺寸QA-3-003折弯质量检验标准自检目测卡尺等作业员外观、尺寸正确数量工艺单目测卡尺等外观、尺寸磷化表面无锈、颜色均匀QA-3-020 表面磷化处理检验标准目测卡尺等工艺单、图纸、PD-3-007-(3)焊接作业指导书首检巡检目测卡尺等IPQC QA-3-018 焊接检验作业指导书自检目测卡尺等作业员外观、尺寸工艺单、图纸、PD-3-019打孔/攻丝/绞孔生产作业流程首检巡检目测卡尺等IPQC 外观、尺寸QA-3-004孔加工质量检验标准自检目测卡尺等作业员外观、尺寸工艺单、图纸、P D-3-017打磨作业指导书首检巡检目测卡尺等IPQC 外观、尺寸QA-3-005打磨质量检验标准自检目测卡尺等作业员外观、尺寸正确数量、拉铆膨胀O K 工艺单、图纸、PD-3-007-(2)拉铆螺母工艺规范目测扭力拉铆螺母扭力QA-3-019 拉铆检验作业指导书扭力扳手、起子外观色差、光泽度、膜厚工艺单、色板、PD-3-021喷涂作业指导书首检巡检膜厚仪、色差仪、光泽度仪IPQC 喷涂表面颗粒,纹路色板、QA-3-009喷涂质量检验标准自检膜厚仪、色差仪、光泽度仪作业员外观、尺寸外观、尺寸工艺单、入库包装作业指导书客户需求包装出货将品质完好之产品发送客户数量包装厂车正确数量且包装完好客户订单、PD-3-024入库包装作业指导书QA-3-006出货质量检验标准每批全检目测《送货单》《出货与运送管理程序》仓管/OQC 市场依QA-2-002不合格品控制程序符号说明:开始:过程:判定:结束:输送外观、尺寸、焊接参数依QA-2-002不合格品控制程序依QA-2-002不合格品控制程序磷化去除油污、锈迹,增加附着力磷化设备每批抽检(GB/T2828 一般检查ⅡAQL=2.5)《QA-4-005-1 外协入料检验记录表》《QA-3-020 表面磷化处理检验标准》《QA-2-005进料控制程序》IQC 折弯符合图纸尺寸要求折弯机外观、尺寸符合图纸要求《QA-3-003折弯质量检验标准》《生产过程控制程序》依QA-2-002不合格品控制程序《QA-4-015 巡检检验记录表》每批IQC 依QA-2-002不合格品控制程序拉铆枪每批全检《拉铆螺母检查记录表》《QA-4-015巡检检验记录表》拉铆符合图纸工艺要求表面处理表面喷涂、电镀等焊接符合图纸尺寸要求孔加工打磨依QA-2-002不合格品控制程序依QA-2-002不合格品控制程序每批每批《QA-4-015 巡检检验记录表》《QA-4-015 巡检检验记录表》《QA-3-002下料质量检验标准》《生产过程控制程序》《QA-4-015 巡检检验记录表》《QA-2-003成品控制程序》《成品控制程序》《成品检验记录》《QA-3-018 焊接检验作业指导书》《焊接装配质量检验标准》《生产过程控制程序》《QA-3-005打磨质量检验标准》《生产过程控制程序》《PD-3-007-(2)拉铆螺母工艺规范》《QA-3-019拉铆检验作业指导书》《生产过程控制程序》《QA-4-015 巡检检验记录表》《QA-3-004孔加工质量检验标准》《PD-3-019打孔、攻丝、绞孔生产作业流程》《生产过程控制程序》《QA-4-015 巡检检验记录表》《QA-3-009喷涂质量检验标准》《QA-3-008电镀质量检验标准》《生产过程控制程序》喷涂设备光泽、色差、膜厚依色板或客户要求每批每批每批钻孔机以正确位置/模板定位钻孔每批打磨机焊接机符合图纸尺寸要求下料根据图纸尺寸要求切割原材料材机加工符合图纸尺寸要求符合图纸尺寸要求流程图管制标准管制方法管制项目工程目的 恩特斯精密机械(苏州)有限公司《进料检验报告》采购清单卷尺卡尺千分尺每批工程名称钣金类QC 工程图QC Flow Chart 管制特性原材进料题目抽检(GB/T2828 一般检查ⅡAQL=2.5)数量正确且规格符合要求订购单每批符合要求《QA-3-013进料检验标准》《QA-3-012标准件入料检验标准》《QA-2-005进料控制程序》依据订单采购生产用料材料规格/数量进料检验(原材料&标准件)确保生产材料之品质机加工机台外观、下料尺寸符合要求外观、尺寸符合图纸要求A/1依QA-2-002不合格品控制程序IQC 数字冲床、激光切割机、锯床抽检(GB/T2828 一般检查ⅡAQL=2.5)目测《采购管理程序》依QA-2-002不合格品控制程序QA-3-001-21/1《QA-3-004孔加工质量检验标准》《生产过程控制程序》异常处理依QA-2-002不合格品控制程序依QA-2-002不合格品控制程序依QA-2-002不合格品控制程序负责人采购叉车正确数量且包装完好全检成品检验终检成品入库产品之妥善保管数量包装符合检验标准要求每批《搬运、储存、包装与防护管理程序》仓管依QA-2-002不合格品控制程序目测《入库单》依QA-2-002不合格品控制程序工艺单、图纸全检目测卡尺等QQC 作业文件每批光泽度、色差、膜厚仪、卷/卡尺厂车货车图纸尺寸、焊高及焊道外观符合要求焊接处打磨光滑。
面板QC工程图 (version 2)
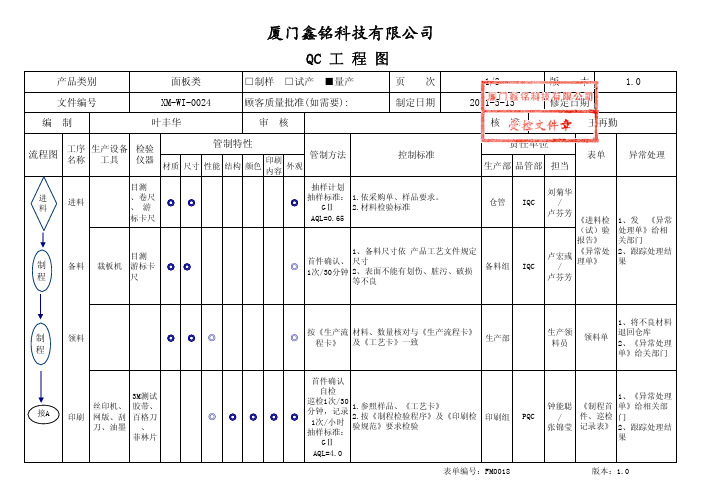
工序 生产设备 检验 工具 仪器 名称
目测 、卷尺 、 游 标卡尺
控制标准 生产部 品管部 担当
刘菊华 / 卢芬芳
进 料
进料
◎
◎
抽样计划 抽样标准: 1.依采购单、样品要求。 ◎ 2.材料检验标准 GⅡ AQL=0.65
仓管
IQC
制 程
备料
裁板机
目测 游标卡 尺
◎ ◎
1、备料尺寸依 产品工艺文件规定 首件确认、 尺寸 备料组 ◎ 1次/30分钟 2、表面不能有划伤、脏污、破损 等不良
印刷 外观 内容
生产部 品管部 担当
1、《异常处理 单》给相关部 门 2、跟踪处理结 果 1、《异常处理 单》给相关部 门 2、跟踪处理结 果
接A
贴离型 纸
刀片 除尘胶 除尘棍
◎
首件确认 自检 离型纸无灰尘、杂质 ◎ 巡检1次/30 分钟
过胶组
PQC
钟能聪 / 张锦莹
打定位 微电脑打 孔 孔机
◎
制程
◎
◎
◎
◎
OPQC
出 货
出货
PE袋 纸箱
目测
◎
Байду номын сангаас
《抽样计 依客户的要求进行包装标识,标签 划》 GⅡ 包装组 填写规范,实物与标签相符合 AQL=0.65
OPQC
1、《异常处理 《成品质 单》给相关部 吴丽平 量日报 门 /禹宇 表》 2、跟踪处理结 果
表单编号:FM0018
版本:1.0
IQC
《进料检 (试)验 报告》 《异常处 卢宏彧 理单》 / 卢芬芳
1、发 《异常 处理单》给相 关部门 2、跟踪处理结 果
制 程
QC工程图

管 检查量 作业员 :全量 IPQC:抽检 作业员 :全量 IPQC:抽检 作业员 :全量 作业员:全 量IPQC:每 板抽检 全量 抽检 業務/資材/ 品保
理 测定方式 测定设备 目视/卡尺/色 差仪/spec 物性测试 目視
方 记录 加料记录 表/首件检 查记录表
法 异常处 理方法 调机/修 模 返工 备 注
10
注塑加工
注塑机/周边 辅助设备 離子風機
11
貼膜
OK
12
全 检
OK
外觀 包装数量 /包装方 式 数量/料 号/日期 结构/数 量/包装 数量/外 箱标示/
制造课
目视/样品
日生产报 表 标签/
返工 返工 特采 补料 退回 批退/特 采 批退/特 采/補料
13
包 装
无异常
ห้องสมุดไป่ตู้
制造课 仓管员 物料员
目视
14 15
联络单 补料 退料单
5 6 7 9
领料 掛模 烘料
开机
设备及模 温度/周边辅助 具运行 OK 设备设置符合 标准
调机员
调试
工 序 号
管 工序名称 治具/设备 品质特性 (结果) OK
理 管理项目 要因 外观/机构/ 色泽 外觀
站 管理标准 成型条件表 /SOP/SIP SOP/SIP SIP/SOP 样品 SOP/SIP 权责单位 作业员/调机 员/IPQC 製造
福建日新塑料制品有限公司
QC工 程 圖 品質工程管理表 QC 工程圖(PMP) 工 序 号 1 机 种 18.5”Benq 料 号 A34G1689-AHBB 管 工序名称 设备 品质特性 (结果) 无误 理 管理项目 要因 数量 材质、色泽及 性能 无异常 供应商出货检 验报表 无异常 无误 运输工 具 天車/模 具 烘料机 注塑机\ 周边设 备 无误 OK 烘料 OK 堆放 堆放/数量 数量/运输 模仁/水路/模 溫 温度 80℃/时 间 制订部门 技术课 站 管理 标准 仓库作业 指导书 客户物质 成分表及 进料检验 标准书 仓库作业 指导书 备料标准 书 仓库作业 指导书 掛模 SOP 烘料标准 书 开机 SOP/ 成型条件 记录表 权责单位 仓管 检查量 每批全 量 每批抽 样按 AQL 每批抽 样按 AQL 版 本 A版 文件编号 PQ20100129 制 定 日 期 2010-01-29 管 理 测定方式 测定设备 目视 色板/色差仪/ 耐磨测试仪/硬 度计 目视 方 记录 送货单、采购 订单 送检单 来料异 常报告 单(批退 /特采) 法 异常处 理方法 备注 核 准 审 核
QC工程图(全)
要正确维持设定溫度
Check 检查(肉眼)
1回/天
选别及修理移管
SMT工作 人员
制造装备日常 生产主管 检验CheckSheet 作业日报
MAGZINE
● ●
* 注意PCB板堵塞
中检放板时确认好板的距离
Check 检查(肉眼)
随时
SMT工作人 员
VISION 工程检查
作业指导书 作业指导书
放大镜 VISION检测机 放大镜
●
型号、数量、规格
符合订单、符合Part List要求
数量全数确认
每次
与供应商确认后向品质 资材担当 经营室汇报
资材主管
资材管理台帐
受入检查
●
* PCB检查 1.外观 2. 値數 单 品 长 单 品 宽 单 品 厚
按照对应的来料检查基准 进行 GB2828单次抽样Cri=0, Maj=0.40,Min=0.65或是 25.76±0.10 mm 全数检查 18.25±0.10 mm 0.13±0.03 mm
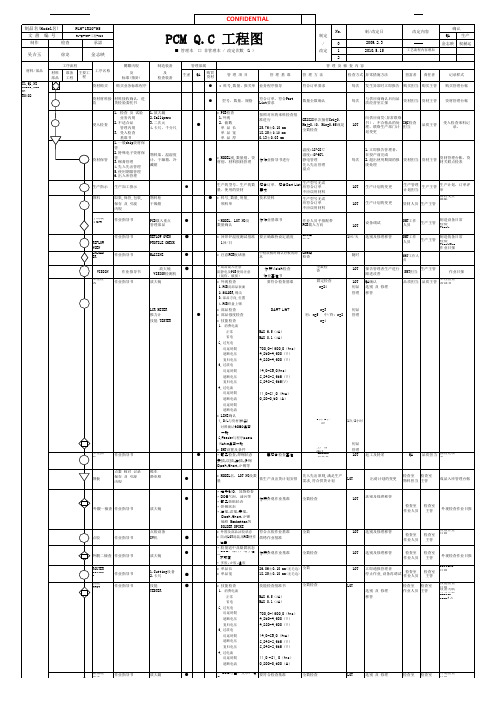
CONFIDENTIAL CONFIDENTIAL
制品名(Model名) 文 書
制作
PLH-1R20-H5
No. 制/改定日 2009.2.3 2010.5.15
工艺流程内容增加
确认 改定內容 QA 0 1 2 金志映 生产 权赫运 制定
编 号
检查 徐龙
PL-QP-09-工程-010
承認
Q. PCM Q.C 工程图
MAX 6.5(µA) MAX 0.1(µA) 700.0-1300.0(ms) 4.250-4.300(V) 4.220-4.300(V) 14.0-26.0(ms) 2.242-2.358(V) 2.242-2.358(V) 11.0 -21. 0(ms) 0.200-0.500(A)
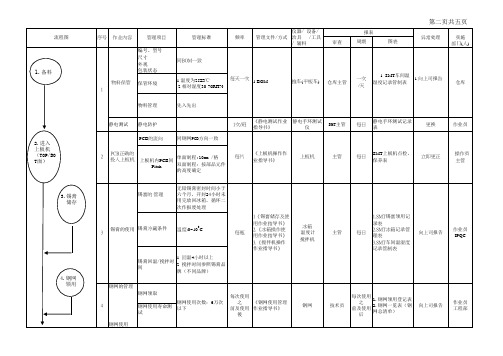
钣金质量控制QC工程图

钣金质量控制QC工程图钣金质量控制QC工程图1.引言1.1 目的1.2 背景1.3 定义2.质量控制流程2.1 质量控制计划2.1.1 目标和指标2.1.2 资源需求2.1.3 时间安排2.2 原材料检验2.2.1 材料规格及要求2.2.2 检验方法2.2.3 抽样方案2.2.4 检验记录2.3 加工过程控制2.3.1 工艺流程2.3.2 操作规范2.3.3 检验设备2.3.4 过程检验记录 2.4 成品检验2.4.1 检验项目2.4.2 检验标准2.4.3 检验方法2.4.4 非合格品处理 2.5 纠正措施2.5.1 异常处理2.5.2 故障分析2.5.3 纠正和预防措施 2.6 文件和记录管理2.6.1 QC文件管理2.6.2 QC记录管理2.6.3 文件和记录保管要求3.关键指标监控3.1 缺陷率3.2 产品尺寸控制3.3 表面质量评估3.4 工时管理3.5 流程效率评估4.设备与仪器校准4.1 设备管理4.1.1 设备清单4.1.2 设备维护计划4.1.3 设备维护记录4.2 仪器校准4.2.1 校准程序4.2.2 校准频率4.2.3 校准记录5.培训和人员管理5.1 培训计划5.1.1 培训需求分析5.1.2 培训内容5.1.3 培训方法5.1.4 培训记录5.2 人员管理5.2.1 岗位职责5.2.2 考核评估5.2.3 奖惩制度6.安全管理6.1 安全意识培养6.2 安全规范制定6.3 安全事故记录和处理7.附件本文所涉及的法律名词及注释:1.质量控制:是指对产品或服务进行监督和调整,以确保其符合规定的质量要求。
2.QC:质量控制(Quality Control)的缩写。
3.检验:对产品或服务进行全面和系统的评估,以确定其是否符合规定的标准或规范。
4.异常处理:在质量控制过程中,处理发现的异常情况,以确保产品或服务的质量稳定。
5.故障分析:对产品或服务出现故障的原因进行分析,以找出解决问题的方法和措施。
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
QC工程图(SMT)

如果出现影响产品性能的异常情况,品证部门长有权利命令停产。
编制问题解决表。
12
○
修理
不良品确认修理
SMT生产现场
烙铁头温度
防止产品焊接不良
管理温度 380℃ +20℃/-20℃
每日
再次生产前 SMT班长
烙铁温度点检表
重新调整烙铁温度并点检,不能调整时更换.
首件确认 生产开始前 SMT班长 品证班长 首件确认 生产开始前 品证班长
贴片机日常点检表 首件确认表 首件确认表
设备重新调整,生产计划变更 更换物料,调整着装位置后重新首件确认. 更换物料,调整着装位置后重新首件确认.
机种切换
按作业指导书SMW-W001作业 符合作业指导书要求
9
▽
炉前检查
印刷及贴片状态 的确认
SMT生产现场
印刷及贴片状态
防止印刷不良及贴片不良 无上浮,偏斜,漏贴,短路, 全数 直立,错料,锡量适宜
每次
SMT班长
SPC控制表
向品证部报告,发行异常联络书,停线调整设备, 生产计划变更.
10
◎
硬化炉
焊锡/红胶 硬化处理SMT生产现场 硬化炉
炉温曲线
满足焊接要求
符合作业指导书SMT-W009要求 每周
盘点时
盘点卡 入\出库卡
进行重新盘点,对超出保质期的产品废弃处理。 生产计划的变更
4
▲
生产指示
生产加工的指示
型号 生产数量 使用的部品
生产型号无误 应符合订单 不应误用材料
符合订单要求
1LOT
各型号
生产管理部 订单评审表 生产计划担当生产计划
生产计划的变更
5
▲
HDI板QC工程图
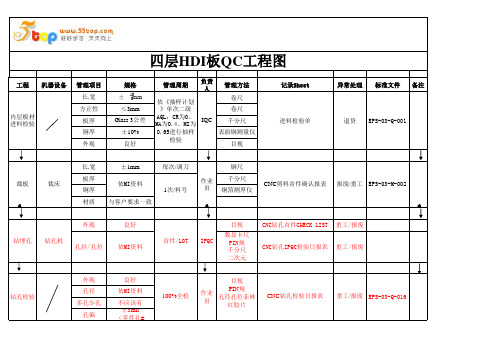
工程
机器设备
管理项目规格
管理周期负责人管理方法记录Sheet 异常处理标准文件备注
长.宽± mm 卷尺
方正性
≤3mm 卷尺板厚Glass 3公差千分尺
铜厚±10%表面铜测量仪
外观
良好
目视
长.宽
±1mm 每次/调刀
钢尺板厚千分尺铜厚铜箔测厚仪
材质
与客户要求一致
外观
良好目视CNC钻孔首件CHECK LIST 重工/报废孔径/孔位
依MI资料
数显卡尺PIN规千分尺二次元
CNC钻孔IPQC检验日报表
重工/报废
外观
良好孔径依MI资料多孔少孔不应该有孔偏
±3mil (零件孔±2mil )
钻埋孔
钻孔机
首件/LOT
IPQC
裁床
裁板
EPS-03-M-002
依《抽样计划》单次二级AQL:CR为0、
MA为0.4、MI为0.65进行抽样检验
CNC 剪料首件确认报表
四层HDI 板QC 工程图
依MI资料内层板材进料检验
IQC 1次/料号
重工/报废EPS-03-Q-001
退货进料检验单报废/重工作业员
目视
PIN 规
孔径孔位菲林
红胶片
CNC 钻孔检验日报表EPS-03-Q-016
钻孔检验
100%全检
作业员100。
PCB QC工程图

Microsection
磨板机、曝光机、显影机、
贴膜机操作及作业标准书
/
/
/
/
外层线路
6
Outer Layer
Circuits
Байду номын сангаас
《干膜IPQC作业标准书》 HS-3Q-08
外观 Visual
《干膜首件报告》 HS-3Q-08-02
《干膜IPQC检验日报表》 HS-3Q-08-01
1.首件3-5pnl 2.抽检AQL=1.0
《电镀PTH线作业标准书》 HS-3M-EP-03
/
《切片检验标准书》 HS-3M-LA-01
背光 Back-light
《CuⅠ电镀作业标准书》 HS-3M-EP-01
/
5
板电 Panel plating
《一铜检验标准书》 HS-3Q-15
《切片IPQC作业标准书》 HS-3Q-12
板面/孔内铜厚 board surface /copper tihickness
HS-3Q-17
铜厚 Copper thickness
《进料检验单》 HS-2Q-10-03
/
《进料检验单》 HS-2Q-10-03
3PNL/批
3PNL/批 3PNL/批
/
目视 visual
千分尺 micrometer
卡尺 铜箔测厚仪 、切片 CMI700 Microsection
/
钢尺 steel rule
切片 Microsection
《IPQC制程抽检日报表》 HS-3Q-04-03
每批抽检外观(依抽样计划 AQL值1.0进行抽样检验)
目视
Visual
S/M 刷磨机、显影机、曝光 机等作业标准书
单面QC工程图
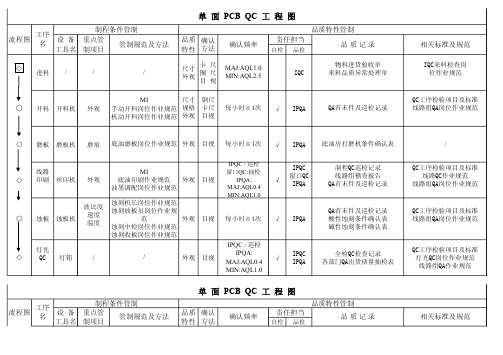
设备
工具名
制程条件管制
重点管 制项目
管制规范及方法
单 面 PCB QC 工 程 图
品质特性管制
品质 确认 特性 方法
确认频率
责任担当
自检 品检
品质记录
钻啤板 电动 〇 定位孔 钻机 对准度
钻孔岗位作业规范 外观 目视 每小时≧1次 √ IPQA
QA首末件及巡检记录
相关标准及规范
QC工序检验项目及标准 成型组QA岗位作业规范
品质特性管制
品质 确认 特性 方法
确认频率
责任担当
自检 品检
品质记录
FQA岗位作业规范 QC工序检验项目及标准
FQA岗位作业规范 QC工序检验项目及标准
相关标准及规范
◇
可靠性 测试
/
/
/
附着 Tape 力 Test
5PCS
碳膜 电阻 值
万用 表
硬度 硬度 测试 笔
碳KEY 耐用 性
碳KEY 耐用 测试 器
制程条件管制
流程图
工序 名
设备
重点管
管制规范及方法
工具名 制项目
◇
进料
/
/
/
单 面 PCB QC 工 程 图
品质 确认 特性 方法
确认频率
品质特性管制
责任担当
自检 品检
品质记录
尺寸 外观
卡尺 圈尺 目视
MAJ:AQL1.0 MIN:AQL2.5
物料进货验收单
IQC
来料品质异常处理单
MI
尺寸 钢尺
○ 开料 开料机 外观 手动开料岗位作业规范 规格 卡尺 每小时≧1次 √ IPQA
PCB灌 冲压 孔稳 试验 定性 机
QC工程图(1)

丝印产品检验指导 书、外观检验标准
IPQC
5
冲鼓包
油压机
目测、卡尺 外观、位置
丝印产品检验指导 书、外观检验标准
IPQC
6
贴背胶
N/A
目测、卡尺 外观、位置
丝印产品检验指导 书、外观检验标准
IPQC
7
PVC成形
冲压机
目测、卡尺 外观、位置
丝印产品检验指导 书、外观检验标准
IPQC
外观检验标准
8
擦拭
N/A
IPQC
IPQC
6
外观全检
QC
7
包装
胶箱
目测
ቤተ መጻሕፍቲ ባይዱ
外观
IPQC
IPQC检验日报表 按检验与试验状态控制 、IPQC检验报表 程序、不合格品控制程 、品质异常联络 序
8 第 1 页产品质量控制 PVC产品质量控制
PVC产品质量控制 产品质量控制
制程名称 NO 作业
PVC进料检 测 双面胶进料 检测
主要设备 管制项目 生产设备 量测仪器
分开分类标识
9
外观全检
N/A
目测
外观
10
绑定IC后品 质检测
N/A
万用表、目 焊盘上锡状 测、COB测 况、外观、 IC性能 试仪、铬铁
进料检验标准、 进料检验作业指 导书
IQC
进料检验记录表、品 按检验与试验状态控制程序、 按MIL-STD- 质异常联络书 不合格品控制程序 105E单次LEVER Ⅱ 每200PCS产品中 IPQC检验日报表、 抽检20PCS IPQC检验报表、品 质异常联络书 QC检验报表 按检验与试验状态控制程序、 不合格品控制程序
QC工程图 工程图 注塑外壳质量控制 制程名称 NO 1 作业 注塑原料 检测 注塑 主要设备 管制项目 生产设备 量测仪器 检验规范 权责单位 IQC 检查频率 按MIL-STD105E单次 LEVER Ⅱ 每200PCS产 品中抽检 20PCS 每200PCS产 品中抽检 20PCS 每200PCS产 品中抽检 20PCS 每200PCS产 品中抽检 20PCS 全检 每200PCS产 品中抽检 20PCS 进料检验记录表 按检验与试验状态控制 、品质异常联络 程序、不合格品控制程 序 书 IPQC检验日报表 、IPQC检验报表 、品质异常联络 书 IPQC检验日报表 、IPQC检验报表 、品质异常联络 书 IPQC检验日报表 、IPQC检验报表 、品质异常联络 书 IPQC检验日报表 、IPQC检验报表 、品质异常联络 书 QC检验日报表 按检验与试验状态控制 程序、不合格品控制程 序 按检验与试验状态控制 程序、不合格品控制程 序 按检验与试验状态控制 程序、不合格品控制程 序 按检验与试验状态控制 程序、不合格品控制程 序 分开分类标识 供应商出 供应商质量保 货检验报 证文件 N/A N/A 告、产品 标识 卡尺、色 尺寸、外 注塑产品检验 注塑机 卡、千分 观、硬度 指导书、塑胶 、强度、 壳类检验标准 尺 插拔寿命 外观检验标准 外观、附 喷油机 色卡 着力、耐 、喷涂产品检 溶剂性 验指导书 管制方法 记录方法 异常处理
QC工程图(品质保证体系图)

100﹪原材料,名称,数量确认 叉车 材料100%原材料; 干燥条件:120℃/4~6H 金型温度,成型条件 成型机:25T
目视
资材课 成形课
仓库 生产车间 生产车间 生产车间
物料申请单
1-2
1Hale Waihona Puke 3 2目视 温度计成形课 成形课
成型条件表 成型条件表, 成型日报表, 点检记录表
首件检验指导书 产品检查指导书
5 6
捆包 搬运
胶箱等包材 叉车 1.外观、包装确认检查 2.叉车
成形课 成形课
7
入库
8
☆
出货检查
1.外观检查: 1.品检 课 AQL0.1 目视 2.包装:捆包 2.资材 课 仕样书 1.外观: 1.寸法/结构/外观:同《产品检 AQL0.1 测量用工具 OQC 查标准书》内容; 2.寸法/核对 /目视 2.包装确认:参照捆包仕样书 样办: N>1啤/LOT 出荷捆包,现品票, 数量,包装方式 目视 全数 资材课
货仓
产品检查标准书 捆包仕样书 成形入库抽查表
部品出货检查基准书
生产车间 测定室
产品检查标准书 捆包仕样书 出货检查成绩表 出货明细表, 出货检查成绩表, 材料证明书, 成型条件表
9 备 注
▽
出荷
货仓
◇表示入库 ▽表示出库
□表示运输 ○表示加工过程
☆表示检查过程
TOUSOU/WI-品管-28/AO
N=1啤
IPQC
生产车间 测定室
标准样品 限度样品 部品成形首检表
4
☆ ○ □ ☆ ◇
过程检查
1.外观: N>3啤/2H 外观/寸法 目视/ 2.寸法/核对样 (同《产品检查标准书》内容) 测量用工具 办: N>1啤/4H
片面基板QC工程図

備注:1.品質異常定義:プロセス文書COP8.3を参照。
(1).品質異常が発生した時は品質部が相応の<品質異常改善要求書>出す。
2.この表中のパトロール検査率:5件/一回、初物検査率:各機種の第1件の基板、自備注:1.品質異常定義:プロセス文書COP8.3を参照。
(1).品質異常が発生した時は品質部が相応の<品質異常改善要求書>出す。
2.この表中のパトロール検査率:5件/一回、初物検査率:各機種の第1件の基板、自備注:1.品質異常定義:プロセス文書COP8.3を参照。
(1).品質異常が発生した時は品質部が相応の<品質異常改善要求書>出す。
2.この表中のパトロール検査率:5件/一回、初物検査率:各機種の第1件の基板、自備注:1.品質異常定義:プロセス文書COP8.3を参照。
(1).品質異常が発生した時は品質部が相応の<品質異常改善要求書>出す。
2.この表中のパトロール検査率:5件/一回、初物検査率:各機種の第1件の基板、自備注:1.品質異常定義:プロセス文書COP8.3を参照。
(1).品質異常が発生した時は品質部が相応の<品質異常改善要求書>出す。
2.この表中のパトロール検査率:5件/一回、初物検査率:各機種の第1件の基板、自備注:1.品質異常定義:プロセス文書COP8.3を参照。
(1).品質異常が発生した時は品質部が相応の<品質異常改善要求書>出す。
2.この表中のパトロール検査率:5件/一回、初物検査率:各機種の第1件の基板、自備注:1.品質異常定義:プロセス文書COP8.3を参照。
(1).品質異常が発生した時は品質部が相応の<品質異常改善要求書>出す。
2.この表中のパトロール検査率:5件/一回、初物検査率:各機種の第1件の基板、自己検査:各25件に1件自己検査する。
抜取り検査:受入/出荷時の抜取り検査は<抜取り計画>によって行う。
―STD―105E AQL値CRI=0/1、Maj=0.4、Min=1.0、b.c=0、AQL値:0.4;製作流程中抜き取り検査数量は決めてない:客先から要求がある場合は要求の通りにする。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Class/分类
Product
Process
Characteristics 产 Characteristics Class/分类
品特性
过程特性
Specification/规格 Specification/规格
Check Method 检 测方法
Methods/方 法
Sample/样本 Frequency/频率
Control Method 控制方法
NG Reaction Plan/ 异常反应计划
反应计划
下料尺寸
B
520*360*1.6
千分尺、卷尺
10PCS/每批
进货检验记录
隔离、评审
材料性能
B
DC52D+ZF 50/50
材料保证书
每批
产品质量证明书
隔离、评审
1
成型
400T机台
型面 外观
2
落料
400T机台
外观 毛刺 孔数、孔形 防错
Quality Control / QC工程表
■ Prototype/样件 □ Pre-Launch/试生产 □ Production/生产 Control Plan Number/控制计划编号 Part Number/Latest Change Level/ 零件编号/最新更改水平
Part Name/Description / 零件名称/描述 : Type/车型: Supplier/Plant/供方/工厂
隔离、评审
第 1 页,共 2 页
冲孔
400T机台
4
检验 TAL072-60
毛刺 防错
产品尺寸
B
B
封闭高度
B
B
5
入库
铲车
外观
B
6
出货
汽车
外观
B
1、“产品/过程规范/公差”中的尺寸位置见检查基准书 备 2、每班首件同上一批合格的末件作比较
3、CC/SC特性每8周做一次过程审核,一般特性每年至少做一次过程审核。
外观
封闭高度 压力
封闭高度
冲孔
400T机台
孔径
孔位及相对位置 3
孔形孔数
B
清晰、到位
目测压印标记/目 测
3PCS(1/500)首 、中、末班
首、中、末
检单
隔离、调整、修模、 评审
SC
无起皱、波纹、缩颈、 拉伤、划伤
目测/手感
3PCS (1/500)首 、中、末班
首、中、末
检单
隔离、调整、修模、 评审
B
有防反腰形销
目测
连续
首、中、末
检单
隔离、调整、修模、 评审
B
700mm
数显
首次
首பைடு நூலகம்单
调节高度
B
无反拔/变形/未切断
目测
100%/连续
首、中、末
检单
隔离、调整、修模、 评审
2项(φ 30+0.2/0)
卡尺
3PCS(1/500) 首 、中、末班
首、中、末 检单
隔离、调整、修模、 评审
SC
4项(φ 10±0.4/±0.5)
Key Contact/Phone/主要联系人/电话: Core Team/核心小组 Supplier/PlantApproval/Date 供方/工厂批准日期
Date(Orig.)/日期(编制) 'Date(Rev.)日期(修改)
Client Project Approval/Date 顾客工程批准/日期
1项(φ 6.6±0.4/±0.5)
卡尺
3PCS(1/500) 首、中、末班
首、中、末 检单
隔离、调整、修模、 评审
符合检具
检具、卡尺
3PCS (1/500) 首、中、末班
首、中、末 检单
隔离、调整、修模、 评审
B
无变形、反拔,共5个 孔
样件对比
3PCS (1/500) 首、中、末班
首、中、末 检单
Other Approval/Date(If Req'd.)其它批准(如需要) REQ'D/
APPROVE 批准:
Check 审核:
Make 作成:
Item/项目
Process Number 过程编号
Process Name/ Machine,Device 过程名
称/机器设备
生产设备
Characteristics 特性
1(首件) 100%全检 100%全检
检验报告
隔离/评审/修模
搬运、储存、包装 、防护和交付程序
隔离、评审 隔离、评审
第 2 页,共 2 页
B
700mm
数显
首次
首检单
调节高度
B
上压:360T
气压表
首次
首检单
调节气压
B
无反拔/变形/未切断
B
毛刺 <0.2
目测 目测
100%/连续 100%/连续
首、中、末
检单
隔离、调整、修模、 评审
首、中、末
检单
隔离、调整、修模、 评审
B
检查基准书
目测/与样件对比
3PCS/连续
首、中、末
检单
隔离、调整、修模、 评审
注 4、中间件的检查可用目测的方法,必要时用检(量)具检查 5、每年至少一次实施全尺寸检验
< 0.2 有防反腰形销
700mm 检查基准书
无锈蚀 无磕碰
目测、手感 目测 数显 卡尺 目测 目测
3PCS(1/500) 首、中、末班
连续
首次
首、中、末 检单 隔离、评审
隔离、调整、修模、 评审
首检单
调节高度