PID控制在中密度纤维板施胶中的应用
PID在工业自动控制中的应用
PID在工业自动控制中的应用作为工业生产中最常用的一个控制形式,PID技术在工业自动控制中发挥着至关重要的作用。
随着我国工业自动化水平的逐渐提高,PID技术也已经成为了衡量各个行业现代化水平高低的主要标准,其控制理论也历经了古典控制理论、现代控制理论和智能控制理论。
目前市场中已经出现了多款PID控制、控制器以及智能控制器仪表等工业自动化产品并都得到了广泛的应用。
笔者首先介绍了PID工作的原理,接着对PID在工业自动控制中的应用进行了分析。
标签:PID;工业自动控制1 PID工作的原理PID控制器发展至今已经走过了约70年的历程,它之所以能够成为工业自动控制的主要技术之一,主要在于其自身所具备的结构简单、稳定性能强、调节方便、可靠等优点。
在工业自动控制过程中,一旦出现无法完全掌控被控制对象的结构以及参数的情况,此时应用便利的PID控制技术可以对系统控制器的结构及参数进行判断,而判断的主要依据则是经验和现场调解。
PID控制和PID调节是目前国内外工业自动控制中使用最为普遍的调节器控制规律,它们也被称之为比例、积分和微分控制。
2 选定PID被控参数选择被控参数在设计控制方案的过程中是尤为重要的一环,对于工业企业生产的稳定、产品产量与质量的提升都起着决定性的作用,在自动控制的过程中,不管选用哪一种先进过程检测控制设备,也不管构成哪一种控制系统,只要没有正确选择被控参数,控制方案中所提出的控制成果都无法得到实现。
影响控制参数值变化的因素比较多,但并不需要控制所有影响因素,精确地选定被控参数在这一系列过程中至关重要。
在选择被控参数时,技术人员需深入分析生产工艺要求与过程,进而找出能够决定产品质量、产量、安全生产并能够将工艺生产状态较好体现出来的参数,这些被控参数一般而言难以通过人工控制来满足要求。
在实际应用过程中,PID参数的选择并不是唯一的,当然也不是任意的,只有对生产工艺过程的特殊性进行深入地分析,才能够选定正确的PID参数。
中密度纤维板施胶过程伺服系统的设计与仿真
( D ) w ihcnoecm h a n ol er r l sd r gtepoeso p i leadi poetecnrl M F , hc a vro etel adn ni a po e u n rcs fa l n g n rv ot g n bm i h pyg u m h o
维普资讯
第3 6卷 第 4期
20 0 8年 4月
东
北
林
业
大
学
学
报
Vn. 6 No 4 13 .
J OURN ORT AL OF N HEA T F RES RY UNI ERS T S O T V IY
Ap . 2 08 r 0
Ke r s S r o s se ;Mah nai a d l :S mu ai n y wo d e v y tm t e lt lmo es i lt ;G u —p l ig c o l e a p yn
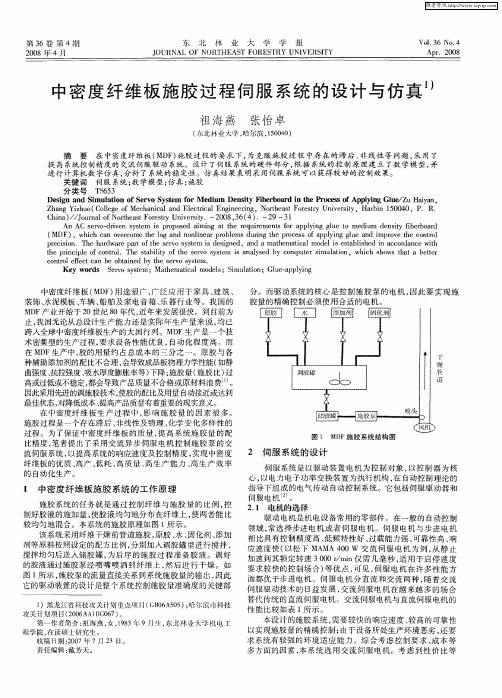
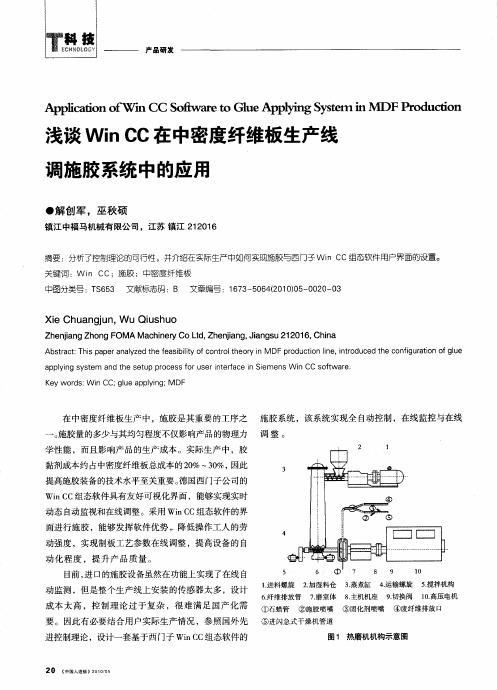
中密 度纤 维 板 ( F 用 途 很 广 , 泛 应 用 于 家 具 、 筑 、 MD ) 广 建 分 。 而 驱 动 系 统 的核 心 是 控 制 施 胶 泵 的 电 机 , 此 要 实 现 施 因 装饰、 水泥模板 、 车辆 、 船舶及家 电音箱、 器行业等 。我 国的 胶量的精确控制必须使 用合 适的电机。 乐 MD F产业开始于 2 0世纪 8 0年代 , 近年来发展很快。到 目前为 止 , 国无 论从 总 设计 生 产 能 力 还 是 实 际年 生 产 量 来 说 , 已 我 均 跨人 全 球 中密度 纤 维 板 生 产 的 大 国 行 列 。 MD F生 产 是 一 个技 术密集型的生产过程 , 要求设备性能 优 良, 自动化程度 高。而 在 M F生产 中, D 胶的用 量约 占总成 本的三分之 一。原胶与各 下 种辅助添加剂 的配 比不合理 , 会导致成品板物理力学性能( 如静 燥 管 曲强度 、 抗拉强度、 吸水厚度膨胀率等) 下降; 施胶量( 施胶 比) 过 道 高或过 低或 不稳 定 , 会 导致 产 品质 量不 合 格 或 原 材 料 浪 费… 。 都 因此采用先进的凋施胶技术 , 使胶的配比及用量 自动接近或达到 最佳状态, 对降低成本 、 提高产品质量有着重要的现实意义。 在 中密度纤维 板生 产过 程 中, 响施 胶 量 的 因素很 多 。 影 施 胶 过 程 是 一 个 存 在 滞 后 、 线 性 及 物 理 、 学 变 化 多 样 性 的 非 化 过程 。为 了保证 中密度纤维 板 的质 量 , 提高 系统 施胶 量 的配 图 1 MD F施胶 系统 结 构 图 比精度 , 笔者提 出了采用交 流异 步伺服 电机控 制施胶 泵 的交 流伺服系统 , 以提高系统 的响应速度及控制精度 , 实现 中密度 2 伺 服 系统 的设计 纤维板的优质、 高产 、 低耗 、 高质量 、 高生 产能 力 、 高生产 效率 伺 服 系 统 是 以 驱 动 装 置 电机 为 控 制 对 象 , 控 制 器 为 核 以 的 自动 化 生 产 。 心, 以电力电子功率变换装 置为执行 机构 , 自动控制理论 的 在 指导下组成 的电气 传动 自动控制 系统 。它包括伺服驱动 器和 1 中密度 纤维 板施胶 系统 的工 作原 理 伺服 电机 。 施 胶 系 统 的任 务 就 是 通 过 控 制 纤 维 与 施 胶 量 的 比 例 , 控 2 1 电机的选择 . 制好胶液 的施加量 , 使胶 液均匀 地分 布在纤维上 , 两者能 比 使 驱动 电机是机 电设备 常用的零部件。在一般的 自动控制 较均匀地混合 。本系统 的施胶原理如 图 1所示 。 领域 , 常选择 步进 电机或 者伺 服电机 。伺 服 电机 与步进 电机 该系统采用纤维干燥前管道施胶 , 原胶 、 、 水 固化剂 、 添加 相 比具 有控制精度高 、 低频特性好 、 载能力 强 、 过 可靠性高 、 响 剂等原料按照设 定的配方 比例 , 分别加入调胶罐里进行 搅拌 , 应速度快 ( 以松 下 MA 0 交 流 伺 服 电 机 为 仞 , 静 止 MA 4 0W J从 搅拌均匀后 送人储胶罐 , 为后序 的施胶 过程 准备胶 液。凋好 加速到其额 定转速 3 0 mn仅 需几毫秒 , 0r i 0 / 适用 于启 停速 度 的 胶 液 通 过 施胶 泵 经 喷 嘴 喷 洒 到 纤 维 上 , 后 进 行 干 燥 。 如 要求较快 的控制场合) 然 等优 点 , 见, 可 伺服 电机在许 多性 能方 图1 所示 , 施胶泵的流量直接关系到系统施胶量的输 出, 因此 面都优 于步进 电机。伺服 电机分 直流 和交 流两 种 , 随着交 流 它的驱 动装 置的设 计是整个 系统控制施胶 量准确度的关键部 伺服驱动技术 的 日益发展 , 交流 伺服 电机在越 来越 多的场合 替代传统 的直流伺 服电机。交流伺服电机与直流伺服 电机 的 1 )黑龙 江省科技攻关 汁划重点项 目( 0 A 0 ) 哈尔滨 巾科技 GB 6 5 5 ; 性能 比较如表 l 所示 。 攻关计划项 目(0 6 Al G 6 ) 20A 07 。 B 本设计 的施胶 系统 , 需要较快 的响应速 度 、 较高 的可靠性 第一作者简介 : 祖海燕 , ,9 3年 9月生 , 女 18 东北林 业大学机 电工 以实现施胶量 的精确控制 ; 由于设备所处生产环境 恶劣 , 还要 程 学 院 , 读 硕 士研 究 生 。 在 收稿 F期 :0 7年 7月 2 口。 1 20 3 求系统有较强 的环境 适应 能力 。综合 考虑 控制要求 、 本等 成 责任编辑 : 戴芳天。 多 方 面 的 因 素 , 系 统 选 用 交 流 伺 服 电 机 。 考 虑 到 性 价 比等 本
毕业设计(论文)-基于plc的中密度纤维板生产线监控系统设计[管理资料]
![毕业设计(论文)-基于plc的中密度纤维板生产线监控系统设计[管理资料]](https://img.taocdn.com/s3/m/0716601ef8c75fbfc77db2ff.png)
摘要中密度纤维板是目前市场上主要的建材及装饰材料。
目前我国共有100多条中密度纤维板生产线,但是普遍自动化水平不高,与国外同类生产线相比,无论从质量上还是效率上都存在很大的差距。
本文的研究就是致力于提高国产中密度纤维板生产线的自动化水平和生产效率,提高中密度纤维板的质量。
首先,结合实际对MDF生产线的自动控制系统进行程序设计。
并提供了大部分的梯形图。
以生产率为目标,对生产线的热压工段装板机装板程序进行了改进。
实际的应用表明,这种改进大大提高了生产线的生产效率。
在本研究中,首次将模糊控制理论应用于国内中密度纤维板生产线热压机的压力控制,为改善纤维板的质量进行了尝试。
设计了模糊控制器和模糊控制软件,系统结果表明对热压机的压力进行良好的控制,跟原有的开关量控制相比,开关量控制的压力是等幅振荡过程,具有较大的最大动偏差。
而模糊控制系统是较理想的衰减过程,能够把被控参数调节在设定值周围,参数的波动小,控制的品质好,具有良好的适应性。
论文通过剖析PLC面向生产的编程、控制、和通讯特点,运用实时系统的开发技术、面向对象的设计策略、直接操纵的界面风格,全面考虑到平台设计的可重用,胜、可扩展性的要求,注意突出人在应用系统中的地位和作用,提出了多台PLC实时监控软件平台的信息控制模式。
利用现代计算机编程新技术一面向对象技术,采用Microsoft公司的开发工具Visual C++,提出了基于Visual C++,利用通信控件Microsoft Communication Control ,根据OMRON C200H PLC的专用通信协议,以OMRON C200H PLC 为下位机,完成了中密度纤维板生产线监控系统的结构和程序模块设计。
文中还论述了多台PLC控制器与上位机之间实时通讯的机制及设计策略,多任务协调,消息的分组传递方式,系统前后台设计的相对独立性及协同工作的信息机制。
根据实际中的应用,自动控制系统的设计是稳定的。
中密度纤维板热压中VDP影响因素的控制系统研究

摘
要 : 中密度 纤 维板 的 剖 面 密度 形 成 于 热 压过 程 ,影 响剖 面 密度 的 热 压 温 度 、 热 压 压 力 、压 机 速 度 以及 压 板 间 距 和
板 坯含 水 率 ,也 是 连 续 热 压控 制过 程 中的 主要 控 制 对 象 。本 文 通过 不 同 的检 测手 段 对 其 影 响 因素 进 行 检 测 ,建 立 以 P L C为
Z h a o Y i f e i ,C a o J u n ,S u n L i p i n g
( C o l l e g e o f Me c h a n i c a l a n d E l e c t r i c a l E n g i n e e r i n g ,N o r t h e a s t F o r e s t r y U n i v e r s i t y ,Ha r b i n 1 5 0 0 4 0 )
文 献 标 识 码 :A
文 章 编 号 :1 0 0 1一 O 0 5 X ( 2 0 1 4 )0 2— 0 0 3 4— 0 4
Re s e a r c h o n Co n t r o l S y s t e m o f VDP I n lu f e n c e Fa c t o r s Du r i n g M e d i u m De n s i t y Fi b e r Bo a r d Ho t Pr e s s i n g
通过plc实现数据采集控制核心将上述板材密度影响因子的检测结果作与实时控制将含水率检测系统中的板坯含水率电为系统输入量按照模糊pid控制算法对热压工艺信号作为干燥系统与热压系统的输入量以热压温参数智能调节从而有效改善产品性能与质量提度与热压时间为系统的输出量实现通过含水率信高板材加工工艺
温控器PID控制原理及在塑料机械上的应用
台达温控器PID控制原理及在塑料机械上的应用中达电通公司温控产品处徐永军摘要:塑料制品在生产生活中无处不在。
塑料生产设备多种多样。
多数利用热塑性原理工作的塑料生产设备的设备都会用到温度控制器。
本文以塑料挤出机为例介绍台达温控的PID控制原理及应用。
关键词:台达温控器PID 塑料机械1 引言塑料有其独特的热塑性物理化学特性。
在塑料行业的生产过程中,加工温度的控制,是决定产品质量最重要的环节之一。
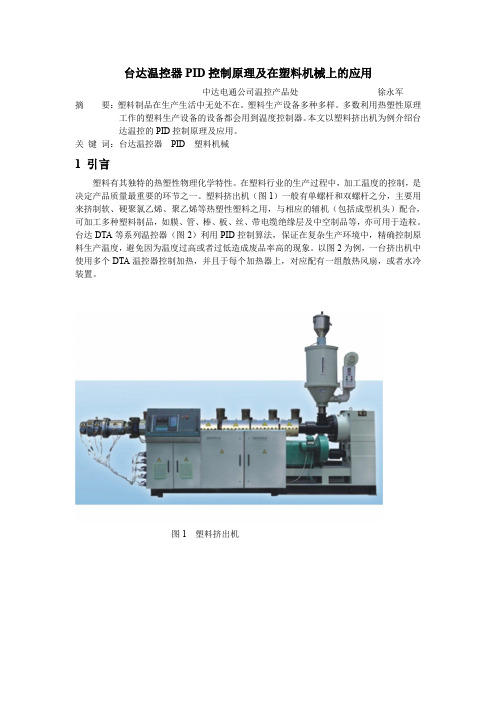
塑料挤出机(图1)一般有单螺杆和双螺杆之分,主要用来挤制软、硬聚氯乙烯、聚乙烯等热塑性塑料之用,与相应的辅机(包括成型机头)配合,可加工多种塑料制品,如膜、管、棒、板、丝、带电缆绝缘层及中空制品等,亦可用于造粒。
台达DTA等系列温控器(图2)利用PID控制算法,保证在复杂生产环境中,精确控制原料生产温度,避免因为温度过高或者过低造成废品率高的现象。
以图2为例,一台挤出机中使用多个DTA温控器控制加热,并且于每个加热器上,对应配有一组散热风扇,或者水冷装置。
图1 塑料挤出机图2 台达温控器2塑料挤出机温度控制原理2.1控制要求基于原材料的物理物理化学特性,要求控制温度不能超过设定温度正负2摄氏度。
温度过低,挤出口出料不畅,造成前端挤出机构负载过大;温度过高,则可能改变原料特性导致成品报废。
2.2 控制方法分析1 控制方法效果比较。
根据对象特性与现场考察,如果控制方式选择较为容易操作的ON-OFF控制方式,此方式会导致目标温度振荡超差(图3)。
在理想的工艺控制范围,ON-OFF 控制是无法达到稳定的,而PID控制会比ON-OFF更加的精确。
图3 控制方法效果比较2 PID控制参数自整定的适用性分析。
虽然台达DTA系列温控器具有智能化PID参数自整定功能,但是由于不支持双程对象控制,因此当选择PID自整定控制方式时,反而会造成精度误差更大。
原因是DTA温控器不支持双输出的功能,所以只可单选加热,挤出机上方配备的冷却风扇则是利用DTA的警报输出来触发,作为冷却输出。
MDF施胶系统的神经网络逆复合控制器设计

SUN Lip ng WANG Yi -i , ng
( e t f c ai l n Eetcl n ier g r esF rsy nvri , ab 50 0 hn ) D p. Meh nc a d l r aE g ei Not at oet U iesy H ri 0 4 C ia o a ci n n h r t n1
c nr le sc le e r ln t r n e s o o iec nr l r Th n t r u h M alb smu ai n , ts o st a h o to lri ald n u a ewo k i v rec mp st o to l . e h o g ta i l t e o i h w h t e t
Ⅸ 动 技 与 用 21年 3卷 1 自 化 术 应 》01 第 O 第1期
控 制 理 论 与 应 用
Co tol eo yan pl a i s nr Th r dAp i t c on
MDF施胶 系统 的神 经 网络 逆复合 控 制器设 计 ★
孙丽萍 , 王 颖
( 东北林业大学 机 电工程学 院 , 黑龙江 哈尔滨 1 0 4 ) 5 0 0
s s e . e c n r le o s ss o e e a i e e r ln t r n e s y t m n D o to l ru e s s p l me t r y t m Th o to l rc n it fg n r lz d n u a e wo k i v r e s se a d PI c n r le s d a u p e n a y
粘剂( 石蜡) 和其他添加剂( 如防水剂 、固化剂 、缓冲
中密度纤维板检验与质量控制

中密度纤维板抽样与判定表面外观质量抽样和判定数规格尺寸抽样和判定数中密度纤维板检验中密度纤维板(简称MDF)是以木质纤维或其他植物纤维为原料,施加脲醛树脂胶或其他适用的胶粘剂制成密度为0.50~0.80g/cm的板材。
按密度分为三种类型,见表5-1。
中密度纤维板的国家标准GB11718.1~11718.10 是国家技术监督局发布实施的。
中密度纤维板产品的检验就是依据该标准进行的。
其检验类型分为两种:一是出厂检验,包括以下项目:(1)外观质量检验;(2)规格尺寸检量;(3)物理性能测定;(4)力学性能测定项目:静曲强度、平面抗拉强度、正面握螺钉力。
二是形式检验,当有下列情况之一时,应进行形式检验:(1)当原辅材料及生产工艺发生较大变动时;(2)长期停产恢复生产时;(3)正常生产时,每年检验不少于四次。
形式检验除了包括出厂检验的全部项目外,增加以下项目: (1)力学性能测定项目:弹性模量、侧面握螺钉力;(2)板内甲醛释放量测定。
(1)外观质量检验,采用GB2828 中的一次抽样方案,其检查水平为|,合格质 量水平为4.0,见表5—8。
依据表5—5 规定判定合格与不合格。
偏差带范围之内的缺陷不计。
局部松软是指铺装不良或胶接不佳而产生的局部疏松;边角缺损是指板的角或边缘被损坏而造成的缺损;分层是指不加 外力,板侧边即见裂缝的缺陷;鼓泡是指板内部出现空穴,造成板表面局部凸 起的缺陷;炭化是由于热压温度过高,造成板面纤维过度降解,并引起强度明 显下降的缺陷。
(2)规格尺寸检量,采用GB2828 中的一次抽样方案,其检查水平为s—4,合 格质量水平为6.5,见表5—6。
依据规格尺寸技术要求判定合格与不合格。
中密度纤维板分为特级品、一级品、二级品三个等级。
厚度规格为:;6、 (8)、9、12、15、(16)、(19)、21、24、(25)⋯⋯等。
厚度尺寸偏差不得超过表5-2规定。
幅面规格及其尺寸偏差如表5-3 所示。
基于神经网络PID的纤维板调施胶控制系统的设计
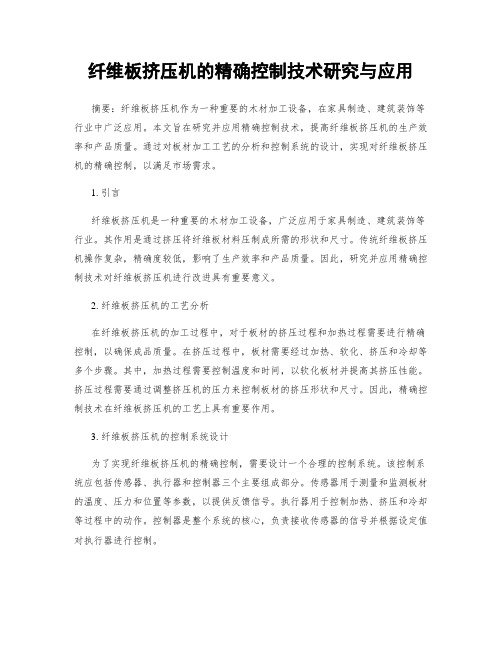
3 神 经 网络在 调施胶 系统 中的应用
在 调施胶 系统中 , 被测参量繁多 , 场环境 总在不 断的波 现 动, 不确定 因素的干扰较多 。尽管试 图建立起系统模型 , 由 但
于限制 因素较多 , 并不能精确描述整个调施胶 的过程。 神经网络所接触的各种对 象具有复杂的非线性和不确定 性, 尤其擅长处理模式识 别与 空间映射 的问题 。对 于一些 很 难 用文字表述的规则 , 其学 习和适 应能力较 之其他 人工智 能
图 3 神 经 网络 修 正 PD模 型 I
4 仿真
. 技 术要 高出许多。因此 , 对于过 程复杂 、 这 信息 众多 、 模型 不 4 1 神 经网络作为主控制器的仿真 精确 的调施 胶系统 的控制 是很 有利的。本文将利用神 经网络 本文采用 3层 B P神经 网络 , 用实 验室 测得 的数 据对 网
生 产效率 低。不同物料 的黏稠 度不 同 , 经管道时会 有粘 挂 流
现象 , 甚至堵塞管道。一旦出现停产事故 , 调好 的胶液将 会 未
造成 浪费。针对 以上缺 点 , 文将 采用如 图 1所示 的并行 在 本 线调胶方 式 , 即将各种固化剂 、 原胶 、 、 水 添加剂分别按 比例经 过各 自的管道 同时向调胶罐 中添加 , 边搅拌边施胶 , 实现了调 多少胶施多少胶 。这样 不仅提 高了调胶 效率 , 而且一旦 出现
w 的最优值 , 即
W (+ ) £ t =W( ) o a W) O 。 t一l E( / W) ( () 1
胶 阶段是将各 种不 同的 固化 剂 、 胶 、 、 加剂按配 方 比例 原 水 添 进行 混合搅拌 , 之后将调好 的胶液 贮存 在贮胶罐 中。传 统 的 办法 是依 次加 入各 种物料 , 即添加 完一 种物料之后 再加入另
中密度纤维板干燥机的智能控制系统研究
许戴铭 ( 苏 州 工 业 职 业 技 术 学 院
摘要 : 文 章介 绍 了一种 基于 单 片机 的中 密度 纤维 板 干 燥 机 的智 能 P l C l 6 C 7控 制 系统 设计 方案 , 阐述 了控 制 系统 的工 作 过 程和 原 理 , 通 过模 糊 控 系 , 去 除 了不常 用 的指令 , 比起其 他 单 片机来 , P I C 这个 系 制 算 法 实 现 了 对干 燥 机 参数 的 自动 调 整 ,有 效 保 证 了干燥 品质 并 降 列单 片机 运行 速度 较 快。 P I C 1 6 C 7 3单 片机还 自带 5路 8
低 了能 耗 。
位A / D 转换 通 道 。 D 转换 器 采 用 逐 次逼 近 法进 行 D 转换 , 足 够满 足 系统采 集 干燥 机 各 处温度 与含 水量 的检 测 0 引言 需求。 近 年来 , 伴 随着 房地 产 业 的持 续 火 热 , 建 筑 装饰 以及 2 . 2 数据 采集 系统 的数据 采集 是 由温 度传 感器 、 水 家具行 业 对木材 的需求量 增长 强劲 , 中密度 纤维板 以其 低 分传 感器 分别 采集热 空气 温度和 纤维 的含水 温度传 感 廉 的价 格 、 不 易变形 的优 点也 得到 了广 泛应 用。 中 密度纤 器 选用 D S 1 8 B 2 0 , 其检 测范 围在 一 5 5一+1 2 5 ℃ 之间 , 精 度 维 板 主 要是 以木材 加 工过 程 中 的剩 余 边 角废 料 以 及其 他 较高 , 对 比传 统 采 用 的热 敏 电阻更加 耐 磨 耐碰 , 而 且 可 以 植 物纤 维 为原 料 , 共 要经 过 打碎 、 纤维 分 离 、 干燥 、 添 加 胶 直接读 出被 测量 的温度值 。 水 分传 感器则 选用 德 国阿尔 邦 粘 剂、 热压 等 几个 操作 环 节 制 成 , 其 中干燥 是 生 产 环节 中 公司 生产 的 F H A 6 9 6 MF传感 器。 数据 检测 按 照设定 时 间 最 为关键 的工 序之 一 , 木质纤 维 的干燥 程度 直接 影 响到最 定时 采样 , 采 样数据 经 D转换 后送控 制 系统并 同时在 显 终成 品 的质 量。 为此 , 本文 针对 现有 的 中密度 纤维板 生 产 示屏 上显示 。 线所 使 用干燥 机设计 了一套 基于 单 片机 的智 能控制 系统 , 2 . 3 l / O 模块 及 报警模 块 设定 采 用按键 输入 , 键 盘 选 用 以实现 对 纤维 干燥 过 程 的 自动 控制 , 改 变传统 干燥 技术 用3 3的扫描键 盘 , 可 以输 入设定 干燥 机温 度 等参 数。 显 能量利用 率低 的 问题 , 降低 干燥 成本 , 提高经济 效 益。 示模 块 用 于显 示 纤维 在 干燥 过 程 中 的温 度 与含 水 率 的设 1 中密度 纤维板 干燥机 及控 制 系统 工 作原理 定 值 以 及 实 际 测 得 的 数 值 ,显 示 模 块 选 用 普 通 的 纤维 的 干燥过 程 主要采 用气 流 干燥 方式。 工作 时 , 首 MS 1 2 8 6 4 R液 晶屏 。报警 电路设计 较 为简单 , 当干燥 机 温 先 由上 道工 序将 木材 边角 料等原 材 料磨 成湿 纤维 , 通过 进 度 出现过 高时 通过一 个蜂 鸣器和 发光 二极 管发 出警告。 料 管 进入 干燥 机 , 与 干燥 的热 空 气 混合 , 由热 空 气将 湿 纤 2 . 4 执行模 块 单片机 通过 D A C O 8 3 2输 出模 拟信 号 , 维 中 的水 分 蒸发 带走 , 干燥 好 的纤维 通过 干燥 管 末端 的干 由 日本 三 垦 S AMC O— i 变 频器根 据模 拟信 号 变频输 出 , 控 燥旋 风 分离 器 出 口送 出至 干纤 维料 仓 , 热 气流 则通 过 分离 制鼓 风 机 的转速 , 控制 并 改变通 过加 热器 的热 空气 的风量 器 顶部排 出。 和 风速 。 设计 方案 中在 干燥 管 进 口与 出 口处 分别 各 安 装温 度 3 控制 系统软 件设 计 传 感器 采集 热 空气 的温度 , 在 进料 口与 出料 口处安装 水 分 3 . 1 控制 系统 设计 思 路 系统软 件 首 先是 对单 片 机 的 传感器 , 检测 纤 维 的水 分含 量 , 并将 信 息 经 A / D转 换 为 电 初始化 , 输 入 设定 参 数 , 然后 开 始 对各 个 测量 通 道 进 行扫 信 号送 至控 制 系统 , 并 同时 显示在 显示 屏上 。根据 实践证 描, 将 温度 或水 分传 感器 检测 到 的模 拟信 号送 入 A / D转换 明, 影响纤 维 干燥效 果 的主要 取决 于 干燥 管入 口处热 气流 器 进行 模 / 数 转换 ,转换 为数 字信 号 后送 入控 制 系统 , 同 的温 度值和 气流速 度 。 温度 高低会 直接 影 Ⅱ 向 到干燥 的品质 时把检 测 到 的数 据 送显 示模块 , 显 示 当前干 燥机 实 际温 度 和时间, 温 度如 果较 高 , 固然 能够 缩短 干燥 时 间 , 但也 会导 与纤 维含 水率 的 实时数据 , 并显 示相 关 的设定值 。控 制 系 致纤 维 中添 加 的脲醛树 脂胶 提前 凝 固 , 严 重影 响产 品 的质 统调 用数据 处理 程 序 , 将 检 测到 的入 口热 空气 温度 的信号 量。 控制 系统 为此设 置 了温 度 的报警 电路。 值送模 糊 控制器 处理 , 干燥 用 的热 空气 由室外 空气 经加 热器 加热 , 由鼓 风机 与 设定值 进行 比较 , 根 送入 干燥机 。改变鼓 风机 的转速 可调 节进入 干燥 管的热 风 据 结 果 进 行 相 应 模 糊 风量 与 速度 。本 设计 中 的控 制 系统 主要采 用 了模糊 算 法 , 处理 , 并 将 处理 结 果经 通过 控制 鼓 风机 风量 ,来调 整 干燥 管 内温度 与气流 速 度 , D / A 转 换 为 模 拟 量 输 保 证纤维 干燥 的品质 与干燥 效率 。 出, 控制 变频 器及 继 电 2控 制 系统硬件 设计 器 驱 动 鼓 风 机 等 执 行 本 次设计 的控制 系统 采 用 P l C l 6 C 7 2单片 机 为核 心 , 机 构 的动作 , 改 变热 风 由数据 采样 模块 、 输入 / 输 出模 块 、 报警 电路、 执 行 动作 模 风量 , 从 而调 整 干燥 机 块 等几部 分构 成。 的 温度 与 气 流 速 度 满 燥 干 — 信 号 采 样 卜 一 信 号 处 理 { - _ - . 堕 — L E D 显 示 足干燥 机 的控制 需 求。 片 ( 见 图 2) 机 — 执 行 机 构 卜 一 D / A 转 换 ~ 机 . . . l 键 盘 输 入 3 . 2 模 糊 控 制 算 图 1 系统 组 成 框 图 法 设计 中密度 板 纤维 2 . 1单 片 机 选 型 系 统 选 用 Mi c r o c h i p 公 司 生 产 的 在整 个干 燥过 程 中 , 受 图 2 主程序流程图
中密度纤维板生产减排技术研究与应用
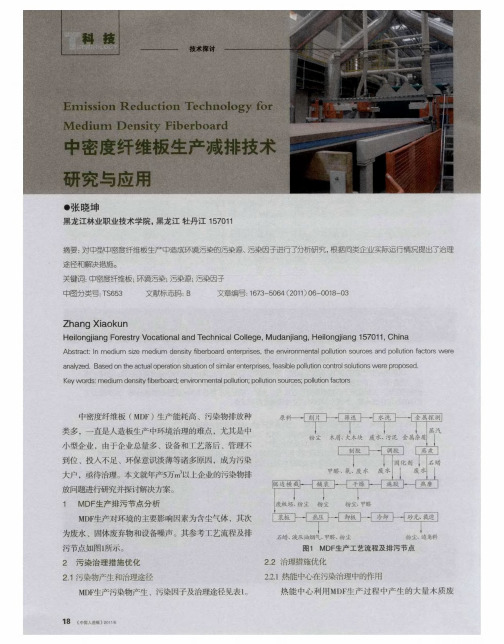
工艺废水依工艺不同 ,可能来 自木片清洗水 、热磨
热能 中心的结构特点要求控制燃料含水率 ,减少燃 机木塞螺旋挤 出水 、调制胶设 备洗涤水 ,这类废水 因其 料 中的水分在燃烧过程 中因蒸发 而吸收热量 ,从而降低 水质差 、水量大 ,是重点治理对象 ;另外还有一定量的 燃烧室温度 。当燃料的含水率为4 %~5%时,最合适的 职工洗浴污水 、车间卫生污水及循环冷却水排水。 0 O 燃烧温度为1 0 ,最有利于热能中心安全可靠运行。 0 0 1 无水洗工艺的废水治理。 )
风分离器能处理高粉尘负荷的气流 ,但难 以分离 1 I 艺可 以提高产品质量 、减少设备磨损 ,但 同时增加废水 0 l l
以下 的细微粉尘 ,布袋式除尘器则可分离细微粉尘 ,生 处理费用 。生产经营要遵循 “ 清洁生产 、总量控制 、以 产中应根据废气特性合理选择 。纤维干燥排放 的废气 因 新带老 、达标排放 ”原则,污染物处理设施要实现 “ = _ 二 含有大量蒸汽 ,常用旋风分离器除尘 ,不宜用布袋式除 同时”。
装置 ,该装置综合 了旋风分离器 和布袋式 除尘器 的优
对于生活污水 、车 间卫 生污水 、热磨 机冷却水排 点 ,有 较高 的综合分 离效率 ;废板坯 回收废气 含水 率 水 ,其 中的污染物含量较低 ,可采用地埋式污水处理装 低 ,粉尘颗粒大 ,适合使用布袋式除尘器。 置,处理后用于丁厂绿化用水或少量排人市政管 网。 2 有水洗工艺的废水治理。 ) 2 .同体废弃物治理措施优化 .4 2 M F D 生产中同体废弃物主要分为两类 :可燃性同废
热压尾气是污染物中废气的主要污染源 ,污染物种 部门测试 ,设备噪声源强 可以达到15 BA,见表1 0 d f1 。 类多 ,属 于无组织排放 。资料显示 ,8 %的游 离甲醛在 0 对强噪声设备加设隔振基础 ,尽量将强哚声设备安
超雾化蒸喷自动施胶系统在中密度纤维板生产线上的应用
Ap p l i c a t i o n s a n d E f i c a c y o f Ul t r a 。 - — s t e a m。 _ 。 a t o mi z e d Au t o ma t e d Re s i n I n j e c t i o n
e ic f a c y o f i t s a p p l i c a t i o n s f o r f o u r d i f f e r e n t M DF p r o d u c t i o n l i n e s i n C hi n a we r e pr e s e n t e d a n d a n a l y z e d . F r o m p i l o t p l a n t
中密度纤 维板 ( MD F)生产 中 ,施 胶是根 据工艺 胶 与纤 维之 间的进 一步混合 主要通 过排料管 内的纤 维 要求 ,按 绝干纤维质量 某一 比例计 量 ( 按 同体 量计 ) 间摩擦 碰撞 实现 。这种机械压力施 胶 由于排料管压 力
的胶黏剂 ( 一般 为脲醛 树脂 ) 与纤维 混合 ;施 胶方式 波动 导致胶压力不稳 定 ,进而导致胶 在排料管 内不 能 有干燥前施 胶和干燥后 施胶两种 ,目前普遍采 用干燥 形成稳 定的流动 ,其 后果就是排料 管经常发生堵 管或 前施胶 。干燥前施胶是 在纤维进 入干燥管之前 ,一般 积碳 现象 。更为重要 的是 ,这种传 统的施胶方式不 能 用螺杆泵将计 量好 的胶 液经过机 械喷头打压喷 入热磨 使胶液 充分雾化 ,胶滴 大且不均匀 ,严重影响施胶效
A b s t r a c t : A b r i e f t h e o r e t i c a l i n t r o d u c t i o n t o u l t r a ・ — s t e a m・ - a t o mi z e d a u t o ma t e d r e s i n i n j e c t i o n s y s t e m a n d a f e a s i b i l i t y a n d
MDI胶在纤维板生产中的应用
MDI胶在纤维板生产中的应用马 路,吴德伟广西三威林产工业有限公司,广西 梧州 543000摘要:介绍MDI胶特性和MDI胶纤维板生产的工艺控制,分析使用MDI胶生产纤维板常见问题及其解决措施,以期为工厂更好地使用MDI胶生产纤维板提供指导。
关键词:MDI;工艺控制;生产问题中图分类号:TS653 文献标志码:B 文章编号:1673-5064(2020)05-0013-04Application of MDI in Fiberboard ProductionMa Lu, W u DeweiGuangxi Sunway Forest Products Industry Co. Ltd., Wuzhou Guangxi 543000, ChinaAbstract: The characteristics of MDI and the process control of the production of MDI fiberboard were introduced. The common problems and solutions in the production of fibreboard with MDI were analyzed. It could provide guidance for the factory to use MDI to produce fibreboard.Key words: MDI; process control; production problem目前,纤维板生产用胶黏剂以脲醛树脂胶应用最为广泛,这类胶黏剂以甲醛为合成原料。
甲醛系胶黏剂粘结的产品在生产和使用过程中有游离甲醛释放,危害人们的身体健康。
随着人们环保意识的增强和对居住环境要求的提高,对人造板甲醛释放限量的要求也越来越高。
除了市场对更加环保的低甲醛释放限量的人造板及无醛人造板更加关注外,产品标准对人造板环保要求也越来越高,国家强制性标准GB 18580—2017《室内装饰装修材料 人造板及其制品中甲醛释放限量》已于2018年5月1日正式实施,规定甲醛释放量限值为0.124 mg/m3。
浅谈Win CC在中密度纤维板生产线调施胶系统中的应用
A p ct no W' C S f r l p Mn s m p lao m C i eoG u A p g yt i MDFPo u t n i i f o wa t e S e n rd co i
浅谈 Wi C n C在 中密度纤维板生产线
调施胶系统 中的应 用
旋输送 给磨盘 的木 片量 与运输螺旋转速接近正 比关系 。 ④ 接木 片运 输螺旋 在实 际生产 时 , 热磨机 的蒸 煮缸并不是一直有足够
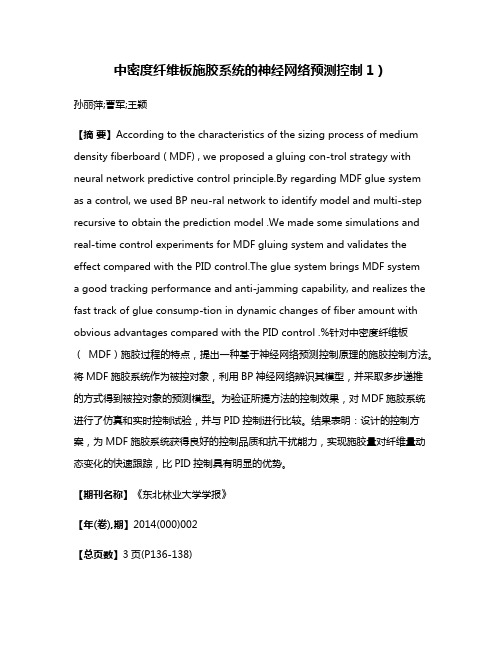
图 2 施胶 系统 设 备 布 置 图
的料位 ,运输 螺旋 中没有 木片或填充 率较低 时 ,运输
在图2 , 中 采用 2 台单螺杆泵分别施加脲醛树脂胶
蒸煮缸至少有 3 %以上木片 , 0 蒸煮缸底部有搅拌机构不
施 胶 单 元 固 化荆施加单元
’
。 …
‘ ‘
石蜡施加单元
‘。 。 ‘ ‘ ‘
装 置 2调 胶 罐 3 过 滤 网 4 管 路 5 电磁 阀 . . . . .
6单螺杆泵 7流量计 8喷 嘴 9固化剂搅拌装置 l. . . . . O固化剂罐
1. 石蜡输送管 1 . 1 2活塞泵 1 . 3 温度计 1 . 4石蜡融槽 ①接脲 醛树脂胶储罐 ②接 固化剂储罐 ③纤维排放 管
停运转 ,使 运输螺旋 中木片填充率 相对恒定 ,运输螺
在中密度纤维板生产 中 ,施胶 是其重要 的工序之 施胶 系统 ,该系统实现全 自动控制 ,在线监控与在线
一
。
施胶量 的多少与其均匀程度不仅影 响产品 的物理力 调 整 。
学性能 ,而且影 响产 品的生产成本 。实际生产 中 ,胶
黏剂成本约 占中密度纤维板总成本的2 % ~ 0 因此 0 3 %, 提高施胶装备 的技术水平至关重要。 德国西 门子公司的 Wi C 组 态软件具有友好可视 化界面 ,能够实现实时 n C 动态 自动监视和在线调整 。采用 Wi C 组态软件的界 n C
中密度纤维板调施胶技术的应用和发展趋势
K y rs Me im D n i ieb ad ( e wod : du e s yFb ro r MDF ;lema i n p ln ;o t l t ) gu k g a d a py g c nr n i o
中密度纤维板 ( D ) 以木质纤维 或其他植 M F是 物纤 维 为 原 料 , 加 胶 粘 剂 制 成 密 度 在 O 施 .5~ O 8/m .8 gc 的人 造 板 , 本 世 纪 六 十 年 代 末 期 首 是 先 由美 国推 向市 场 的 一 种 新 型 的人 造板 材 , 产 该 品性能优越 , 它不 仅具有轻质 高强、 结构 细密、 质 地均匀、 表面光洁 、 隔音绝 热、 不易变形 等优点, 而 且还能进行 曲面铣型 和雕 刻, 尤为适合 各种机械 加 工和进行 表 面装 饰 。所 以被 广 泛 地 用 于家 具 制
造、 电视机及音响外壳 的制作 , 同时也是车厢 、 船 舶及建筑物 内部装修 的理想材料¨ 。生产 中密度 J 纤维板的过程包 括木 片制 备 、 纤维 制备 、 板坯铺
装、 热压、 分板 、 品制备 、 成 砂光等工段。而纤维制 备工 段包括 热 磨 、 燥 、 胶 、 胶 及 纤 维 贮 存 等 干 调 施 工序 。在 MD F生 产 中 , 的用 量 约 占总成 本 的三 胶 分之 一 , 因此 调 施 胶 是 中 密 度纤 维 板 生 产 非 常关 键的工序之一 , 它直接影 响产 品的性能 和成本价 格。要生产优质低耗 的纤 维板 , 就必须使胶液 的 配比准确’ 工艺要 求对 纤维 按 比例定量施 胶。 , 按 原胶 和各种 辅 助 添 加 剂 的 配 比不 合 理 , 导 致 成 会 品板物理力学性 能下 降 , 如静 曲强度 、 抗拉强度、 吸水厚度、 膨胀率等 ; 施胶 ( 施胶 比) 过高、 过低或
纤维板挤压机的精确控制技术研究与应用
纤维板挤压机的精确控制技术研究与应用摘要:纤维板挤压机作为一种重要的木材加工设备,在家具制造、建筑装饰等行业中广泛应用。
本文旨在研究并应用精确控制技术,提高纤维板挤压机的生产效率和产品质量。
通过对板材加工工艺的分析和控制系统的设计,实现对纤维板挤压机的精确控制,以满足市场需求。
1. 引言纤维板挤压机是一种重要的木材加工设备,广泛应用于家具制造、建筑装饰等行业。
其作用是通过挤压将纤维板材料压制成所需的形状和尺寸。
传统纤维板挤压机操作复杂,精确度较低,影响了生产效率和产品质量。
因此,研究并应用精确控制技术对纤维板挤压机进行改进具有重要意义。
2. 纤维板挤压机的工艺分析在纤维板挤压机的加工过程中,对于板材的挤压过程和加热过程需要进行精确控制,以确保成品质量。
在挤压过程中,板材需要经过加热、软化、挤压和冷却等多个步骤。
其中,加热过程需要控制温度和时间,以软化板材并提高其挤压性能。
挤压过程需要通过调整挤压机的压力来控制板材的挤压形状和尺寸。
因此,精确控制技术在纤维板挤压机的工艺上具有重要作用。
3. 纤维板挤压机的控制系统设计为了实现纤维板挤压机的精确控制,需要设计一个合理的控制系统。
该控制系统应包括传感器、执行器和控制器三个主要组成部分。
传感器用于测量和监测板材的温度、压力和位置等参数,以提供反馈信号。
执行器用于控制加热、挤压和冷却等过程中的动作。
控制器是整个系统的核心,负责接收传感器的信号并根据设定值对执行器进行控制。
在控制器的设计中,可以采用PID控制算法来实现对纤维板挤压机的精确控制。
PID控制算法可以根据当前的反馈信号和设定值计算出控制量,并通过对执行器的控制来稳定系统。
此外,还可以使用模糊控制、遗传算法等先进的控制算法来提高控制精度和鲁棒性。
4. 精确控制技术在纤维板挤压机中的应用精确控制技术在纤维板挤压机中的应用可以提高生产效率和产品质量。
通过精确控制温度和时间,在加热过程中可以更好地控制板材的软化程度和挤压性能,从而提高挤压效果。
中密度纤维板施胶系统的神经网络预测控制1)
中密度纤维板施胶系统的神经网络预测控制1)孙丽萍;曹军;王颖【摘要】According to the characteristics of the sizing process of medium density fiberboard ( MDF) , we proposed a gluing con-trol strategy with neural network predictive control principle.By regarding MDF glue system as a control, we used BP neu-ral network to identify model and multi-step recursive to obtain the prediction model .We made some simulations and real-time control experiments for MDF gluing system and validates the effect compared with the PID control.The glue system brings MDF systema good tracking performance and anti-jamming capability, and realizes the fast track of glue consump-tion in dynamic changes of fiber amount with obvious advantages compared with the PID control .%针对中密度纤维板(MDF)施胶过程的特点,提出一种基于神经网络预测控制原理的施胶控制方法。
将MDF施胶系统作为被控对象,利用BP神经网络辨识其模型,并采取多步递推的方式得到被控对象的预测模型。
基于零相差前馈跟踪的中密度纤维板连续热压系统 PID 控制1)
基于零相差前馈跟踪的中密度纤维板连续热压系统 PID 控制1)刘亚秋;朱良宽;黄晓舟;石广宇;曹军【摘要】For non-linear characteristic , pure delay and time varying characteristics and model parameters uncertainty of MDF continuous hot pressing control system, we introduced a zero phase feed-forward compensation control algorithm for conven-tional PID controller to improve the performance of the PID controller.Under the Matlab 7.0 simulation environment, the proposed controller can significantly improve the dynamic tracking accuracy and the response speed of the system, reduce the phase error in high-frequency response and improve the control performance of the system.The control performance of the system was improved.%针对中密度纤维板连续热压控制系统非线性、迟滞、时变性及模型参数不确定性问题,在传统PID基础上引入零相差前馈补偿控制策略,完善了PID控制器的性能。
在Matlab7.0环境下进行了仿真,结果表明:与常规PID控制器相比较,该控制器明显提高了热压位置伺服控制系统的跟踪精度和响应速度,减少了在高频响应的相位误差,改善了系统的控制性能。
Step7中PID控制器(FB41)在重介密度控制中的应用
Step7中PID控制器(FB41)在重介密度控制中的应用【摘要】可编程序控制器(PLC)在控制领域具有强大的功能,为了充分发挥PLC的功能,相应的编程软件也在不断地改进,本文在阐述西门子编程软件STEP7功能模块在密度控制中自动加水,调节密度的应用时间,着重量介绍了PID参数的作用及常用方法。
【关键词】PID连续控制器;密度控制系统一、引言自动控制理论与实践的发展,为人们设计自动化程度高的系统提供了很好的方法,自动控制,就是指在没人直接参与的情况下,利用外加的设备(控制器)操作被控制对象(电机、执行机构或生产过程)的某个状态或参数(控制量),使其按控制器预先设定的控制量规律的自动运行。
从而提高设备的运行性能、改善工作效率。
密度控制是重介选煤的核心部分,密度控制的好坏,直接影响产品的质量,介耗的大小,系统工艺的稳定,进而影响选煤生产的经济效益。
孔庄煤矿选煤厂密度控制系统为2003年重介工艺改造建立的控制系统,主要完成重介洗煤的密度调节,系统采用单片机,利用A/D转换技术,完成密度控制系统的数据采集与控制。
数据采集、转换精度不高,密度控制波动较大,造成产品质量稳定性较差,介耗高,生产系统经常性混乱,给重介系统带来很大的压力。
另外密度控制系统相对独立,与生产集中控制系统没有构成网络,形成了脱节,造成生产滞后。
图1 PID连续控制为改善密度控制系统对洗煤生产造成的影响,我厂从根本上修改了原有的控制方式,推倒重来,首先在硬件上增加了一个ET200西门子I/O分站,接入现场所有的开关量信号、模拟量信号,利用总线技术与原有的S7-300 315DP连接,从而与原有控制系统形成一体。
其次在控制方式上,考虑到密度控制中控制加水阀门开度大小来完成测量密度值与设定密度值的跟踪,从而控制重介生产密度在一个有效的范围内保持相对稳定,保证产品质量的稳定。
因此,控制方式要求要有快速度性与稳定性,所以,我们采取PID控制方式来实现控制。
中纤板生产工艺的控制和改进
中纤板生产工艺的控制和改进刘以华侯胜阳中密度纤维板(简称中纤板)因其优异的产品性能,广泛的用途和可观的经济效益,发展速度十分惊人。
从1981年我国第一条年产1万m3的国产中纤板生产线投产至今,中纤板厂已增加到一百多家,同时引进国外成套设备的生产厂家也有20 多家,虽然中纤板的市场不断扩大,市场需求不断增加,但由于生产厂家众多,市场竞争越来越严峻,尤其是国产设备生产的中纤板和引进国外成套设备生产的中纤板之间的竞争更加激烈。
国产设备由于其自身的技术水平的限制,在。
加工能力、原料利用率和生产效率方面与国外先进设备相比存在较大差距。
如何提高生产效率,从而达到量降低生产成本和提高市场竞争力的目的,是每个国产设备中纤板生产厂家需要解决的首要问题。
1 关于纤维质量的控制1.1纤维质量的好坏直接影响成品的质量,因此,要生产出合格的产品必须首先生产出合格的纤维。
1.1.1木片质量的好坏是生产合格纤维的保证,要控制纤维质量,首先要控制木片的质量。
1 . 1 .2木片的质量要求:大小均一,切口平滑,无毛刺,无锯齿形,长1 6~30mm,宽15~25mm,厚3 ~5mm。
这里关键是长度,如果长度过长,在进料过程中易架桥,造成不下料,产生反喷,同时给纤维分离造成困难,易产生粗大纤维。
1.1.3木片的含水率要求在40% ~50%之间,含水率低于40%要加水,否则会影响蒸煮的效果和纤维质量。
1.1.4树皮含量要控制在20%以内,最高不允许超过25%,否则会影响成品的静曲强度,使之降低约6%-8%,同时对成品的吸水厚度膨胀率也会产生严重影响。
1.1.5木片中的腐朽材的比例应控制在5%以内,原因是腐朽的木片易磨出细碎的纤维,过多则影响成品的质量。
1.2要控制好木片的质量就要做好如下工作:1.2.1保证原料在进削片机前含水率在30%~40%之间,含水率过低,木片发脆,碎片增多,刀具磨损大; 过高则厚片增多,造成蒸煮困难。
123保证刀片的锋利程度,一般2-4h换一次刀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图7中( 8 9)为纤维变量经测量后传送来的信号, ( : 9)为胶流量经测量后反馈回来的信号; 5 为比值系 统,其体现根据工艺要求的纤维量与胶量的理想配比 情况, 比值环节的输出 ( ; 9)就是被调节变量 ( : 9)的 给定值。
,#$! ( % ") -#( -#*0! ( % ") *! ( % "*.) 2 &% " )
量和纤维输出量达到理想配比状态。 关键词: !"# 控制;施胶;中密度纤维板 中图分类号: ./0’, 文献标识码: 1 文章编号: ( %))*) $))$2**0% )$2))*%2),
!
问题的提出 在中密度纤维板施胶中,控制纤维与胶的供应比
它是从比例、积分和微分三个环节来实现对系统控制 的。常规 !"# 控制系统原理框图如图 $ 所示, 该系统由 模拟 !"# 控制器和被控对象组成。
推广应用
林 业机械与木工设备 林业机械与木工设备
!"# 控制在中密度纤维板施胶中的应用
兰柳根 $, 陈松实 $, 韩玉杰 $, 唐喜波 % ( $&东北林业大学, 黑龙江 哈尔滨 $’()*) ;%+ 吉林省敦化市建设监理公司, 吉林 敦化 $,,-)) ) 摘 要: 利用增量式 !"# 控制算法实现对施胶量的控制, 使胶流量能随纤维输出量的变化而改变, 从而使施胶
图! 增量式 "#$ 控制系统
确定 % 和 4% 的值, 即可得到最佳 控 制 输 出 , 实现施胶 量随纤维排放量变化 =自动达到理想配比。
主要参考文献:
[ . ] 张 双 保 = 周 海 滨 6 防 潮 型 中 密 度 纤 维 板 的 研 制[ > ] " 林产工 , +) 业, 1??+( " [ 1 ] 郭森民 " 刨花板、 中密度纤维板生产技术的发展 [ >] " 林产工 业, , 3) 1??+( " [ ! ] 袁可湘 " 浅议年产 +"7 万 @! 中密度纤维板生产技术 改 造 [ >] " 林业建设, , 7) 1??+( "
"’.
林 业机械与木工设备 林业机械与木工设备
存在着有规则或不规则的干扰信号,如果加上微分作 用, 会使干扰的影响得到加强等特点, 所以, 在整个系 统调节过程中, 瞬时纤维流量检测后, 施胶控制采用的 调节模型, 即以比例调节为主, 积分调 是比例积分 ( $%) 节用来消除稳态偏差值, 见图 7。
+
图’
位置式 "&$ 控制系数
位置式 /$& 算法的缺点是每次输出均与过去的状 态有关, 计算时要对 ( 计算机运算工作 ( ;)进行累 加 , 量大。 而且因为计算机输出与 ( < ;)对应的是执行机构 的 实 际 位 置3如 果 计 算 机 出 现 故 障 , ( < ;)的 大 幅 度 变 化, 会引起执行机构位置的大幅度变化, 这种情况是生
%4"9:&’ !4"9; $ ()
在模拟控制系统中, 控制器最常用的是 !"# 控制,
"
-*4"9 !*4"9<"; + -" #
, )
"
( %)
& "’$ 控制原理
收稿日期: %)),2$)2%%
或写成传递函数形式:
$ ;( / .4/9: 04/9 :&’ $; , +)2 14/9
$
%
( ,)
=$—积分系数, =$1="# ! #$; =&—微分系数, =&1="#& ! #。
由 > 变换的性质得: ( /5 & %4.) 61/4.( 0 /)
%
0 /) ( /5" & () 61 ( .1/4. ( 1 2
式 ( :) 的 > 变换式为:
0 /)8* 5( ( 2 /) 1*+( 0 /) 8*$ ( 4/4.( 0 /) 6 ( ?) - 0 /) 4. .1/
( 9) 或:
%
( ( ( ( ( ) %) 1*+ & %) 8*. " & () 8*- 5 & %) 4 & %4.) 6
( 1 2
( :) 式中: ;— 采样序号, ;12, ., 0…;
产实践中所不允许的 ( 因在某些场合, 可能造成重大的 生产事故) 。
第 !+ 卷
!"
%(() 年
第*期
!6!
施胶控制设计 施胶控制过程是一个流量调节过程。依据其纯滞
后及纯惯性滞后较小、 响应灵敏, 而且在生产中管路还
&’’( 年
第)期
!!
第 *& 卷
图!
模拟 "#$ 控制系统原理框图
它根据给定输入值 !"# 控制器是一种线性控制器,
3456 与实际输出值 7859 构成控制偏差。
( ( ( ! ") : # ") 2 $ ") ( $) 、 积分 ( ") 、 微分 ( #)通过线性 将偏差的比例 ( !) 组合构成控制量, 对被控对象进行控制, 故称 !"# 控制 器。其控制规律为:
用计算机输出的 ( ( 如 < ;)直 接 去 控 制 执 行 机 构 阀门) 时, ( ( 如阀门开度) < ;)的值与执行机构的位置 是一一对应的,所以,通常称其为位置式 /$& 控制算 法, 如图 , 所示。
!
表达式为: ( ) %) 1*+ ( & %) 8$
*Leabharlann %$,& "(
( 1 2
( ( () 8 $- 5 & %) 4 & %4.) 6 $
( A)
数 字 ’$& 控 制 算 法 通 常 又 分 为 位 置 式 和 增 量 式 两 种 。 此外, 还有一些其它改进的 ’$& 算法。
数字 /$& 控制器如图 0 所示。
,-.
位置式 /$& 控制算法 由于计算机控制是一种采样控制,它只能根据采
样时刻的偏差值计算控制量。因此, 式 )0+ 中的积分和微 分项不能直接使用, 需要进行离散化处理。按模拟 /$& 控制算法的算式 ( 0) , 可作如下近似变换:
&(() 年
第*期
!"
第 +& 卷
林 业机械与木工设备 林业机械与木工设备
式中: !"—比例系数;
推广应用
( < ;)—第 ; 次采样时刻的计算机输出值; ( ( ;)—第 ; 次采样时刻输入的偏差值; ( ( ;4. ) 次采样时刻输入的偏差值; ( ;4.)—第
#$—积分时间常数; %&—微分时间常数。
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&
%
国内应用情况 目前, 国内大部分企业使用的还是国外进口的码垛 设备, 现已超期服役。 虽然自 !" 世纪 #" 年代国内的码垛设备已开始研 制生产。但能够整线配套, 技术实力雄厚的只有哈尔滨 工业大学机器人研究所及其下属的哈尔滨博实自动化 设备有限责任公司。其生产的包装、 码垛生产线已经广 泛应用在山东齐鲁石化、 天津联化、 大庆石化、 吉林石 化、 兰州石化、 茂名石化、 金山石化、 安庆化肥厂等厂 家, 已经完全可以替代进口设备。
例, 实现最佳胶液比例用量, 对中密度纤维板的质量及 成品性能影响很大。目前, 在我国的多数中密度纤维板 生产厂中,主要依赖操作人员按照工艺参数进行人工 控制施胶, 其控制方法较为落后, 且采用的生产线自动 化程度低, 不利于及时管理和调控, 使中密度纤维板的 质量与性能难以达到预期的效果。 由于从热磨机出来的纤维被立即送往干燥工段, 纤维量基本不受跟踪控制, 因而通过配比调节后, 胶的 流量不是固定值,而是随着纤维量的变化而变化。因 此, 及时准确地测量纤维量的输出量, 对于动态地调节 胶液的施加量具有决定性作用。可通过控制变频器调 整剂量泵电机的转速来控制胶流量,由于此系统是一 个单输入、 单输出的小型系统, 考虑到实际应用效果, ( 即比例 2 积分 2 微分)控 在控制器选择上, 采用了 !"# 制。
换。此外, 当计算机发生故障时, 由于输出通道或执行 装置具有信号的锁存作用, 故能仍然保持原值。 ( $ 算式中不需要累加。控制增量 ! ’ ()的确定与 所以, 较容易通过加权处理而 最近 ( 次的采样值有关, 获得比较好的控制效果。 根据本系统的实际工作对象特点及控制效果, 增 量式控制算法对施加胶量的控制更为有效。
简单来说, ’$& 控制器各控制环节的作用如下: 可即时成比例地反映控制系统的偏差 ! 比例环节。 信号 ()*+, 偏差量一产生, 控制器立即产生控制作用, 以 减少偏差。 提高系统的无差 " 积分环节。主要用于消除静差, 度。积分作用的强弱取决于积分时间常数, 其越大, 积 分作用越弱; 反之则越强。 并能在 # 微分环节。能反映偏差信号的变化趋势, 偏差信号值变得太大之前,在系统中引入一个有效的 早期修正信号, 从而加快系统的动作速度, 减小调节时 间。