第五章 表面缺陷、表面粗糙度及测量
表面粗糙度测量

2、双击图标或者单击OK按钮,系统便在当前设计 数据管理器中创建一个新原理图元件库文档 “Schlib1.Lib”,如下图所示,此时用户可以修改 文档名。
3、双击原理图元件库文档图标,就可以进入原理 图元件库编辑工作界面,如下图所示。
二、 元件库编辑器界面简介
原理图元件库编辑器界面主要由元件管理器、 主工具栏、菜单、常用工具ห้องสมุดไป่ตู้、编辑区等组成。
上一页 下一页 返回
课题二 表面粗糙度的评定
二、表面粗糙度的主要评定参数
1.与高度特性有关的参数(幅度参数) 1)评定轮廓的算术平均偏差Roc
Ra即在一个取样长度lr内,轮廓上各点至基准线的距离的绝 对值的算术平均值。如图5一8所示。用公式表示为
其近似值为
上一页 下一页 返回
课题二 表面粗糙度的评定
上一页 下一页 返回
课题二 表面粗糙度的评定
4.基准线(中线m) 基准线是用以评定表面粗糙度参数大小所规定的一条参考线,
据此来作为评定表面粗糙度参数大小的基准。该线具有几何轮廓 形状并划分实际轮廓,在整个取样长度内与实际轮廓走向一致。 基准线有如下两种: 1)轮廓的最小二乘中线
在取样长度内,使轮廓上各点至一条假想线距离的平方和为最 小。这条假想线就是最小二乘中线,如图5 -4所示 2)轮廓算术平均中线
在该对话框中,可以设定查找对象、查找范 围,可以查找的对象为包含在*.ddb和*.lib文件 中的元件。
(1)Find Component操作框:用来设定查 找的对象;
(2)Search操作框: 用来设定搜索方位, 查找元件时可以根据情况设定查找的路径、目 录和文件后缀等。
(3)Found Libraries操作框:在描述列表框 中将显示所搜索到元件所属的元件库,
第五章 表面粗糙度与检测
5
2、表面粗糙度评定方向、基准、评定长度: ⑴ 横向轮廓:与实际表面加工纹理方向垂直的轮廓。
6
⑵ 基准线:评定表面粗糙度参数值大小的参考线。
GB/T1031-2009规定:以轮廓最小二乘中线——取样长度内, 使被测轮廓上各点偏距平方和为最小的基准线,按最小二乘法拟定。 分 为:粗糙度轮廓中线、波纹度轮廓中线和原始轮廓中线
1 8
★ 表面粗糙度表面特征的经济加工方法:
★ 粗加工非结合面: Ra>10 ★ 半精加工结合面:
10>Ra>2.5
★ 精加工结合面、工作面:
2.5>Ra>1.25
★ 精加工配合面:
1.25>Ra>0.32
★ 精密配合面:
0.32>Ra>0.08
★ 镜面:
1 9
0.04>Ra>0.01
★ 轴、孔表面粗糙度大小推荐值:
① 最大轮廓峰高Rp ③ 轮廓最大高度Rz :Rz=Rp+Rv
1 0
② 最大轮廓谷深Rv ④ 轮廓单元平均高度Rc:
RC
1
m
m
Z ti i
1
⑤ 轮廓算术平均偏差Ra
Байду номын сангаас
一个取样长度lr内,被测轮廓线上各点距中线距离的算术平均值
Z
Z1
Z2
算术平均偏差Ra
Ra
Z3
Zi
Zn
x
1 lr Ra Z ( x) dx lr 0
一般应包含五个以上的轮廓峰、谷;
⑷ 评定长度:评定轮廓表面粗糙度所必须的一段表面长度。 标准评定长度ln:一般按五个取样长度确定ln=5lr ;被测表面比较均匀 时,可选ln<5lr;若均匀性差,则选ln>5lr。
表面缺陷与表面粗糙度的区分及计算
表面缺陷与表面粗糙度的区分及计算表面缺陷与表面粗糙度是我们日常生产过程中常常会碰到的一些话题,他们之间有着很多的区别。
一、表面缺陷的定义表面缺陷指的是表面的垂直尺寸和表面状态不符合成型要求的一种缺陷,它可能是因为机器不够准确,模具松动或者是材料质量的原因造成的。
二、表面粗糙度定义表面粗糙度表示某个表面在分辨率下的孔洞、凹陷、抬升、磨损等表面细节特征,可以通过采用机械测量仪器、手触头、光学放大器等进行测量,获得某个表面的粗糙度数值。
三、区分表面缺陷和表面粗糙度1. 根据量化参数不同来区分:表面缺陷是指表面形状精度和尺寸形变,可以采用诸如直径、长度、外形等参数进行量化;表面粗糙度是指表面的凹陷、抬升、磨损等表面微细节,可以通过采用机械测试仪器、手感头触及光学放大器等进行量化。
2. 根据检测方法及仪器不同进行区分:表面缺陷一般使用全自动、手动或气动模板检测仪检测,也可以使用X射线检测仪等进行检测;而表面粗糙度一般使用机械测试仪器、手触头或光学放大器等对表面孔洞、凹陷进行测量。
三、表面缺陷和表面粗糙度的计算1. 表面缺陷的计算:基于图像的表面检测,是一种有效的表面检测方法,可以检测出表面缺陷,并可以分析出不同类型的表面缺陷,如瘦边、脱落、圆角棱角、错切等。
2. 表面粗糙度的计算:表面粗糙度指标可以根据Rz、Rmr、Ra等参数,通过采用机械测量仪器对表面进行检测,进而获取其粗糙度数值。
其计算过程一般是采用移动平均法或者方差法等方式,来实现表面粗糙度的量化。
四、表面缺陷和表面粗糙度的影响1. 表面缺陷会影响颜色、硬度和耐磨性等技术特性,使得产品的外观变差,从而影响产品的销量和口碑。
2. 表面过于粗糙会降低表面光泽,粉刺明显,色泽发生变化,影响表面白度,这样就会增加污染物和微生物吸附,影响产品的抗菌性和耐候性能。
光学面型检测标准

光学面型检测标准一、检测标准概述光学面型检测是光学元件质量检测的重要环节,其目的是确保光学元件的表面质量符合设计要求和实际应用需求。
本标准主要规定了光学面型的检测标准,包括表面粗糙度、表面平整度、表面缺陷和表面镀膜等方面的检测要求和方法。
二、光学面型检测标准1. 光学面型应符合设计要求,表面光滑、平整,无划痕、裂纹、气泡等缺陷。
2. 光学面型的尺寸精度应符合相关标准,如《光学零件尺寸公差》等。
3. 光学面型的表面粗糙度应符合设计要求,一般要求在Ra 0.05-0.2之间。
4. 光学面型的表面平整度应符合设计要求,一般要求在λ/4以内(λ为测试波长)。
三、表面粗糙度检测标准1. 表面粗糙度应采用轮廓仪进行测量,测量范围应覆盖整个表面。
2. 测量时应选用合适的测量参数,如采样长度、评定长度等,确保测量结果的准确性。
3. 表面粗糙度的合格标准应符合设计要求,一般要求在Ra 0.05-0.2之间。
四、表面平整度检测标准1. 表面平整度应采用干涉仪进行测量,测量时应避免外界干扰,如振动、气流等。
2. 测量时应根据不同的表面形状和材料选择合适的测试条件,如干涉仪型号、光源波长等。
3. 表面平整度的合格标准应符合设计要求,一般要求在λ/4以内(λ为测试波长)。
五、表面缺陷检测标准1. 表面缺陷应采用显微镜或自动外观检测设备进行观察和检测。
2. 检测时应根据不同的缺陷类型和大小选择合适的放大倍数和观察角度。
3. 表面缺陷的合格标准应符合设计要求和相关标准,如《光学零件外观缺陷公差》等。
六、表面镀膜检测标准1. 表面镀膜应采用光谱仪、电子显微镜等设备进行检测,了解膜层的厚度、硬度、反射率等性能指标。
2. 检测时应选择合适的测试条件和测试点分布,确保测试结果的代表性。
3. 表面镀膜的合格标准应符合设计要求和相关标准,如《光学零件表面镀膜技术条件》等。
七、光学面型检测方法1. 采用轮廓仪进行表面粗糙度测量时,应按照仪器使用说明书进行操作,并选择合适的测量参数。
表面缺陷与表面粗糙度的区分及其评定

表面缺陷与表面粗糙度的区分及其评定
表面缺陷与表面粗糙度是表面质量的两个关键指标,它们在产品质量控制和工程设计中具有重要的意义。
虽然它们都与表面特征相关,但是它们之间有着明显的区别。
表面缺陷是指在产品表面上出现的不符合设计要求或规格的瑕疵或
不良现象。
它们可能是由于制造过程中的误差、材料缺陷或外力作用等原因引起的。
常见的表面缺陷包括划痕、裂纹、气孔、凹坑等。
表面缺陷对产品的外观质量和功能性能都有着直接影响,因此需要通过适当的评定方法进行检测和评估。
表面粗糙度是指表面上的微小不平整度或纹理特征。
它是由于材料的粒子或切削工具的运动引起的。
表面粗糙度主要是通过测量表面的垂直高度差来描述的,常用的参数有Ra、Rz等。
表面粗糙度的大小对
产品的摩擦、密封性、润滑性和光学性能等方面都有着重要的影响。
因此,在设计和制造过程中,需要合理控制和评定表面粗糙度。
为了评定表面缺陷和表面粗糙度,常用的方法有目视检查、光学显微镜观察、扫描电子显微镜观察、触觉检测、表面轮廓仪测量等。
这些方法可以对表面进行定性和定量的评定,从而判断产品是否符合要求。
此外,为了更精确地评定表面缺陷和表面粗糙度,还可以使用表面缺
陷评定标准和表面粗糙度参数进行定量分析。
例如,ISO 4287标准可以用于评定表面粗糙度,而ISO 8785标准则可以用于评定表面缺陷。
总之,表面缺陷和表面粗糙度是表面质量的两个重要指标,它们的评定可以通过多种方法进行,从而保证产品的质量和性能。
在工程设计和生产制造中,合理控制和评定表面缺陷和表面粗糙度对于提高产品的竞争力和市场价值具有重要的意义。
表面质量分级与缺陷检验的方法
表面质量分级与缺陷检验的方法一、引言表面质量分级与缺陷检验是在制造过程中对产品表面质量进行评估和检查的重要手段。
合理的分级与检验方法可以有效地提高产品质量,确保产品符合标准要求。
本文将介绍表面质量分级的基本原则以及常用的缺陷检验方法。
二、表面质量分级原则1. 表面质量分级的基本原则是根据产品使用要求和外观要求,将表面质量分为不同等级,以便于对产品进行评估和检验。
2. 表面质量分级通常包括外观缺陷、尺寸偏差和表面粗糙度等指标。
外观缺陷是指产品表面的可见缺陷,如划痕、气泡、凹陷等;尺寸偏差是指产品尺寸与设计要求之间的差异;表面粗糙度是指产品表面的光滑程度。
3. 表面质量分级应根据产品的使用要求和外观要求确定,以保证产品的功能和外观符合标准要求。
分级时应考虑产品的重要性、使用环境和客户的需求等因素。
三、表面质量缺陷检验方法1. 目视检验:目视检验是最直观和常用的缺陷检验方法之一。
通过肉眼观察产品表面,检查是否存在明显的外观缺陷。
目视检验适用于表面缺陷较大且易于观察的产品。
2. 人工触感检验:人工触感检验是通过手触产品表面,检查是否存在凹凸不平、粗糙等缺陷。
这种方法适用于对产品表面质量要求较高的情况,但对操作人员的要求也较高。
3. 光源照明检验:光源照明检验是利用光源照射产品表面,通过观察光线反射情况来判断表面质量。
这种方法适用于检验产品表面的光滑度和反光性。
4. 仪器检测:仪器检测是利用专业仪器设备对产品表面进行定量分析和检测。
常用的仪器包括显微镜、光学投影仪、三坐标测量仪等。
仪器检测可以准确地测量表面缺陷的大小、形状和位置等信息。
5. 磁粉检验:磁粉检验是一种常用的金属表面缺陷检验方法。
通过在产品表面涂布磁性粉末,然后施加磁场,观察磁粉在表面缺陷处的聚集情况,来判断表面是否存在缺陷。
6. 超声波检测:超声波检测是一种利用超声波传播特性来检测材料内部和表面缺陷的方法。
通过超声波的传播速度和反射信号来判断表面缺陷的位置和大小。
第5章-表面粗糙度

表面粗糙度在图样上的标注:在图样上标注表面粗糙度符
号,一般应注在可见轮廓线,也可注在尺寸界线、引出线或其延长线上。符 号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸 数字方向一致。当零件的某些表面的粗糙度要求相同时,可统一标注在图样 的右上角,并加注“其余”两字。
29
5.4 表面粗糙度的测量
第5章表面粗糙度
本章要点
基本概念 表面粗糙度的评定 表面粗糙度的选用及标注 表面粗糙度的测量
计划学时:1.5学时
1
5.1表面粗糙度的概念
在机械零件切削的过程中,刀具或砂轮遗留 的刀痕、切屑分离时的塑性变形和机床高频 振动等因素,会使零件的表面形成微小的峰 谷。这些微小峰谷的高低程度和间距状况就 叫做表面粗糙度,也称为微观不平度,它是 一种微观几何形状误差。
23
5.3 表面粗糙度的选择和标注
2.评定参数值的选择
常采用:类比法。 设计要考虑因素: 同一个零件上,工作表面比非工作表面的粗糙度数值小。 摩擦表面比非摩擦表面、滚动摩擦表面比滑动摩擦表面的粗糙度数 值小。 易产生应力集中的沟槽、圆角部位应选用较小的粗糙度数值。 要求配合稳定、可靠时,粗糙度参数值应小些。如,小间隙配合表 面、受重载作用的过盈配合表面,都应选用较小的粗糙度数值。 对防腐性、密封性要求高、外观美观等表面粗糙度应小些。 凡标准已对表面粗糙度作了规定的(如与轴承配合的孔/轴颈、量 规、齿轮等),应按规定来选取。
9
3、基准线 评定表面粗糙度参数值大小的一条参考线。 包括两种: 1)轮廓最小二乘中线:最小二乘中线是 在取样长度内使轮廓上各点的轮廓偏距的 平方和为最小的一条基准线。 2)轮廓的算术平均中线:轮廓算术平均 中线则是划分轮廓上下面积相等的一条基 准线
表面处理粗糙度检验

表面处理粗糙度检验表面处理粗糙度检验表面处理粗糙度检验(Surface roughness inspection)是一项重要的制造质量控制措施,用于衡量工件表面的粗糙度。
它可以帮助制造商确保产品达到预期的质量标准,并满足客户的需求。
下面是一份关于如何进行表面处理粗糙度检验的逐步思考过程。
1. 确定检验标准:首先,需要明确产品的设计要求和相关标准。
这些标准包括表面粗糙度的最大允许值以及检验方法。
2. 选择适当的检测工具:根据产品的尺寸和形状,选择合适的粗糙度检测仪器。
常见的检测工具包括表面粗糙度计、光学仪器和电子显微镜等。
3. 准备测试样品:从生产线中抽取一些产品样品作为检验样本。
确保样本的数量足够代表整个批次的产品。
4. 清洁待测表面:在进行粗糙度检验之前,必须确保待测表面清洁无杂质。
使用适当的清洁剂和工具,彻底清洁样品表面。
5. 校准检测仪器:准备测试前,及时校准检测仪器。
校准过程可以通过使用校准样品来进行,以确保仪器的准确性和可靠性。
6. 进行测试:将样品放置在检测设备上,按照仪器的使用说明进行测试。
通常,需要将仪器探头放置在待测表面上,并记录所得的粗糙度数值。
7. 分析测试结果:将测试结果与产品设计要求和标准进行比较。
如果检测结果符合标准,说明产品表面粗糙度在可接受范围内。
否则,需要查找原因并采取相应的纠正措施。
8. 记录和跟踪结果:对每次的粗糙度检验结果进行记录,并建立一个跟踪系统,以便将来的参考和分析。
这有助于制造商了解产品质量的变化趋势,并采取适当的质量改进措施。
9. 进行必要的调整:根据检验结果和记录的数据,制造商可以评估并调整生产流程以改善产品表面质量。
10. 持续改进:表面处理粗糙度检验是一个持续的过程,制造商应该不断关注产品质量,并根据市场需求和技术发展来更新和改进检验方法。
总之,表面处理粗糙度检验是制造业中至关重要的质量控制步骤。
通过遵循以上逐步思考过程,制造商可以确保产品表面质量符合设计要求,提高产品的市场竞争力。
机械加工表面粗糙度解释及测量

較低的光潔度對于盡快加工零件和盡量減 少輔助工作量有明顯的經濟效益。何況 在某些用途中﹐一定的粗糙性可以提高 零件的功能﹐有些零件甚至明確規定了 最大和最小粗糙度的值。舉例來說﹐具 有一定粗糙度的表面常常可以增加漆層 或其它涂敷層的黏附性。
有些多功能零件要求很復雜的表面﹐才能 最好地發揮作用。比如發動機的汽缸內 壁必須足夠光滑﹐以便為活塞環提供良 好的密封表面﹐利于壓縮﹐並防止漏氣 。同時﹐表面上還必須具有尺寸﹑數量 和分布都合適的凹點﹐為的是保持潤滑 油。
Ry(ISO,JIS)
全粗糙度高度(最大高度)---Ry(ISO,JIS); Ry=(Peakmax-Valleymin)sampling
length
Ry(DIN)
全粗糙度高度(最大高度)--Ry(DIN); 在各取樣長度內, 求出各Zi, 而在各 Zi中最大值稱為Ry(DIN)=Rmax;
•Rmax對零件表面的劃傷﹑毛刺之類的缺 陷非常敏感﹐很適合于檢驗這樣的狀態 。然而﹐由于生產過程中的個別劃痕或 毛刺往往不具有代表性﹐所以Rmax不適 于監控工序的穩定性
.(Rmax)
Rq
粗糙度幾何(平方)平均值 (Root mean square roughness, Rq)
下圖所示, Rq=(1/N Σyi2)1/2
Rt
最大高度---Rt, 由全體評價長度算出, Rp 和Rv之和. Rt=(PeakmaxValleymin)assessment length
b. Shoe/Skid VS Skidless type stylus 之用法不同: 如圖所示
Shoe/Skid type:滑動器半徑比波峰間隔 (Sm)大很多,使其運動幾乎成一直線。 若Sm過大則可用Shoe來支撐。優點易 於歸零.
互换性第5章表面粗糙度(新标准讲稿)
■ 基本图形符号
去除材料
不去除材料
H2 H1
60° 60°
H1 ≈1.4h h —— 字高
数字与字母高度
2.5
3.5
5
7
10
符号的线宽
0.25 0.35 0.5
0.7
1
高度H1
3.5
5
7
10 14
高度H2(最小值)
7.5 10.5
15
21 30
2020/11/29
31
■ 完整图形符号
第5章 表面粗糙度及检测
疱疤
飞边
夹杂物 凸缺陷
氧化皮
6
第5章 表面粗糙度及检测
环形坑
划痕 混合表面缺陷
切削残余
腐蚀
2020/11/29
裂纹 区域和外观缺陷
斑点
7
第5章 表面粗糙度及检测
5.1.3 表面轮廓(surface profile)
一个指定平面与实际表面相交所得到的轮廓。
λ>10mm ——形状误差 λ=1~10mm ——表面波纹度 λ<1mm ——表面粗糙度
2020/11/29
4
第5章 表面粗糙度及检测
5.1.2 表面缺陷(surface imperfection)
在加工、使用或储存期间,非故意或偶然生成的实际表 面的单元体、成组的单元体或不规则体。
毛孔
裂缝
擦痕
砂眼
2020/11/29
窝陷 凹缺陷
破裂
5
第5章 表面粗糙度及检测
树瘤
缝脊
2020/11/29
2020/11/29
17
取样长度 lr 和评定长度 ln
第5章 表面粗糙度及检测
第五章 机械加工表面质量讲解
影响零件的耐磨性。
15
5.2 加工表面质量对零件使用性能的影响 (二)表面质量对零件疲劳强度的影响
1. 表面粗糙度对疲劳强度的影响
表面粗糙度越大,抗疲劳破坏的能力越差。 对承受交变载荷零件的疲劳强度影响很大。
(一)加工 表面层的冷作硬化
1.表面层冷作硬化的产生
冷作硬化:机械加工时,工件表面层金属受到切 削力的作用产生强烈的塑性变形,使晶格扭曲,晶 粒间产生剪切滑移,晶粒被拉长、纤维化甚至碎化, 从而使表面层的强度和硬度增加,这种现象称为加 工硬化,又称冷作硬化和强化。
34
5.4 影响加工表面层物理机械性能的因素
机械加工中,表面粗糙度形成的原因大致可归纳为几 何因素和物理力学因素两个方面。
(一)切削加工时表面粗糙度的影响因素
1. 几何因素
••刀主尖偏圆角弧kr、半副径偏rε 角kr′ •进给量f
22
残留面积高度H的计算:
当刀尖圆弧半径rε=0时,残留面积高度H为
H
f
cotkr cotkr
f: 进 给 量 , Kr主 偏 角 , Kr'副 偏 角
(一)表面质量对零件耐磨性的影响 1. 表面粗糙度对耐磨性的影响
零件耐磨性的影响因素: 摩擦副的材料;润滑条件;表面质量(接触面积)。
零件磨损三个阶段:初期磨损阶段;正常磨损阶段;剧烈磨损阶段
图5-1 磨损过程的基本规律
11
5.2 加工表面质量对零件使用性能的影响
(一)表面质量对零件耐磨性的影响
1. 表面粗糙度对耐磨性的影响
表面粗糙度太大和太小都不耐磨 表面粗糙度太大,接触表面的实际压强增大,粗
表面粗糙度与检测
课题一 表面粗糙度及其评定标准
二、表面粗糙度对零件使用性能的影响
3. 对耐疲劳性的影响
粗糙的钢质零件表面,在交变载荷作用下,对应力集中很敏感,因而影响 零件的疲劳强度。表面越粗糙,则表面微观凹谷越深,在交变应力作用下, 应力集中越严重,疲劳裂纹扩展的几率越大,抗疲劳强度越低。
4. 对抗腐蚀性的影响
3. 表面轮廓参数定义 (3)间距参数 轮廓单元的平均宽度Rsm 是指在一个取样长度内轮廓单元宽度Xs的平均值
Rsm
1 m
m i 1
X siHale Waihona Puke 课题一 表面粗糙度及其评定标准
三、表面粗糙度的评定标准 3. 表面轮廓参数定义 (4)混合参数 ①轮廓支承长度率Rmr(c) 是指在给定水平截面高度c上轮廓的实体材料长度Ml(c)与评定长度的比率
二、表面粗糙度的标注 1. 表面结构代号及示例 在标注过程中,应注意以下几个问题: (3)加工余量的标注
课题二 表面粗糙度的符号及标注
二、表面粗糙度的标注
1. 表面结构代号及示例
在标注过程中,应注意以下几个问题:
(4)极限值判断规则的标注
①16%规则。运用本规则时,当被检表面测得的全部参数值中,超过极限值 的个数不多于总个数的16%时,该表面是合格的。16%规则是所有表面结 构要求标注的默认规则。当参数代号后未注写“max”字样时,均默认为应
课题一 表面粗糙度及其评定标准
三、表面粗糙度的评定标准 3. 表面轮廓参数定义 (4)混合参数 ②轮廓支承长度率曲线 表示轮廓支承长度率随水平截面高度c变化关系的曲线
课题二 表面粗糙度的符号及标注
一、表面粗糙度的符号
课题二 表面粗糙度的符号及标注
二、表面粗糙度的标注 1. 表面结构代号及示例
第5章表面粗糙度
Ra 的数值
0.12 0.025 0.050 0.100 0.20 0.40 0.80 1.60 3.2 6.3 12.5 25 50
Rz 的数值
0.025 0.40 6.3 100 1000
0.050
0.100 0.20
0.80
1.60 3.2
12.5
25 50
200
400 800
调整时应考虑的 因素: 1) 同一零件上,工作表面的粗糙度值应比非工作表面小。 2) 摩擦表面的粗糙度值应比非摩擦面小。 3) 运动速度高,单位面积压力大的表面数值要小。 4) 配合性质要求越稳定,数值应小。同一公差等级轴
=
3.2
(3)上限值和最大值区别:
上限值: 允许有不超过16%的实 测值大于规定的上限值 最大值: 所有的实测值皆不能超 过允许值
3.2max
(4) 其余标注与全周标注
图上所有未标注的表面粗糙 度Ra的允许值皆为25μm
图上所有 表面粗糙度Ra的允 许值皆为6.3μm
表面粗糙度的图样标注实例
表面粗糙度的图样标注实例
5.2
表面粗糙度评定
1、高度特性参数----主参数 (特点;客观反映实际表面。) (1) 轮廓算术平均偏差Ra: 在一个取样长度内,被测实际轮 廓上各点至基准线的距离 的绝对值的算术平均值。
1 l Ra z x dx l 0
近似为
n 1 Ra1 zi z xi n i n 1 i 1
第 5章
表面粗糙度
本章主要内容
一、表面结构的基本概念 二、表面粗糙度的评定参数 三、轮廓粗糙度的应用及图样标注
重点要求
评定参数的含义,图样标注方法。
难点:取样长度、评定长度和轮廓中线的概念及
表面粗糙度测量
课题一 概述
3.对疲劳强度的影响 零件表面越粗糙,对应力集中越敏感,疲劳强度就越低;尤其
在交变应力的作用下,零件更可能发生疲劳损坏 4.对接触刚度的影响
表面越粗糙,两表面间的实际接触面积就越小,单位面积受力 就越大,在外力作用下容易产生接触变形,接触刚度降低,从而 影响机器的工作精度和抗振性。 5.对耐腐蚀性能的影响
上一页 下一页 返回
课题二 表面粗糙度的评定
4.基准线(中线m) 基准线是用以评定表面粗糙度参数大小所规定的一条参考线,
据此来作为评定表面粗糙度参数大小的基准。该线具有几何轮廓 形状并划分实际轮廓,在整个取样长度内与实际轮廓走向一致。 基准线有如下两种: 1)轮廓的最小二乘中线
在取样长度内,使轮廓上各点至一条假想线距离的平方和为最 小。这条假想线就是最小二乘中线,如图5 -4所示 2)轮廓算术平均中线
轮廓谷深即轮廓最低点到中线的距离。 8Fra bibliotek轮廊单元高度ZL
轮廓单元的高度即一个轮廓单元的峰高和谷深之和。 9.轮廊单元的宽度Xs
轮廓单元的宽度即中线与轮廓单元相交线段的长度。
上一页 下一页 返回
课题二 表面粗糙度的评定
10.在水平位置c上轮廊的实体材料长度ML(c) ML(c)即在一个给定水平位置c上用一条平行于中线的线与轮廓
下一页 返回
课题二 表面粗糙度的评定
2.取样长度lr 取样长度是指用于判别具有表面粗糙度特征的一段基准线长度,
如图5一3所示。标准规定取样长度按表面粗糙程度合理取值,通 常应包含至少五个轮廓峰和五个轮廓谷。这样规定的目的是既要 限制和减弱表面波纹度对测量结果的影响,又要客观真实的反映 零件表面粗糙度的实际情况。
粗糙的表面容易使腐蚀性物质附着于零件表面的微观凹谷中, 且向零件表层渗透,加剧零件表面的腐蚀。因此,提高零件表面 粗糙度质量,可以增加其抗腐蚀能力。
机械测量技术-表面缺陷、表面粗糙度及测量
第五章 表面缺陷、表面粗糙度及测量
二、表面粗糙度 表面粗糙度的产生主要是由于切削加工中的刀痕、刀具与零件
表面的摩擦、切屑与工件分离时的塑性变形、工艺系统的高频振动 等因素造成的。 三、表面粗糙度对零件使用性能的影响
第五章 表面缺陷、表面粗糙度及测量
图5-1 表面粗糙度的概念 a)放大的实际工作表面示意图 b)实际工作表面波形分解图1—实际工作表面 2—表面粗糙度 3—波度
图5-7 轮廓算术平均偏差Ra图
第五章 表面缺陷、表面粗糙度及测量
(2)轮廓最大高度Rz
图5-8 轮廓最大高度Rz示意图
第五章 表面缺陷、表面粗糙度及测量
三、一般规定 国标规定采用中线制来评定表面粗糙度,粗糙度的评定参数一般从 Ra、Rz、Ry中选取,参数值见表5⁃1、表5⁃2。
表5-1 轮廓算术平均偏差的数值(GB/T 1031—1995)(单位:μm)
第五章 表面缺陷、表面粗糙度及测量
4)尺寸精度和形状精度要求高的表面,粗糙度数值应小一些。 5)要求耐腐蚀的零件表面,粗糙度数值应小一些。 6)有关标准已对表面粗糙度要求作出规定的,应按相应标准确定表 面粗糙度数值。
第五章 表面缺陷、表面粗糙度及测量
表5-9 常用零件表面的表面粗糙度推荐值
表面缺陷表面粗糙度及测量
本章要点: 1.掌握判别工件表面缺陷和表面粗糙度的区分方法,学会使用粗糙度样块。 2.掌握表面粗糙度的基本概念及代号的标注、选用原则。
3.学会根据图样或技术文件,判别工序间(或成品)工件表面缺陷的可接受性。 教学时数参考:4 授课方式所用教具:1.教材中本章有关表面缺陷工件及表面粗糙度工件实物,2.电子 课件。a)表面粗糙度样块 b)便携式粗糙度测量仪 、
1.表面缺陷的特征 表面缺陷具有尺寸大小、深度、高度要求,有缺陷面积、总面积,有缺陷 数量、单位面积上缺陷数等要求,以上各参数是一个规定的表面上允许的最大极限值。 2.常见的缺陷类型 (1)凹缺陷类 (2)凸缺陷类 如铸件表面产生的毛孔、砂眼,模锻件的裂缝、缺损等。 如冲压件的氧化皮、飞边,模铸或模锻模具挤出的缝脊。
6)“传输带”是两个定义的滤波器间的波长范围——取样长度。使用传输带的优点,使测量 的不确定度大为减少。
7)旧版本与新版本图形标注的演变见表5-7。 8)鉴于标准、图样、接触式轮廓仪器正处于替代与过渡中,国标GB/T 131-2006指出标准、
图样、仪器三者应配套与正确使用
。
根据各院校不同情况选择
Rz常用于不允许有较深加工痕迹如受交变应力的表面,或因表面很小不宜采用 Ra时用Rz评定的表面。Rz只能反映表面轮廓的最大高度,不能反映微观几何形 状特征。Rz常与Ra联用。
图5-8 轮廓最大高度Rz 示意图
三、 1.
一般规定
国标规定采用中线制轮廓法来评定表面粗糙度,粗糙度的评定参数一般从Ra、 Rz中选取,参数值见表5-1、表5-2。表中的“系列值”应得到优先选用。
教学难点:
对工件表面质量(不论去掉材料与否)的要求,不仅学会用Ra、Rz数值评定表面粗糙度。 而且对工件表面缺陷,制定相应的检测、检验技术要求,同样予以关注。 对于表面缺陷的检验与评定,可用经验法目测,需进一步判断、分析其原因则用各仪器 测定,控制产品质量。 表面缺陷、表面粗糙度,是两类最常见的表面质量控制环节基本要求,这是确保零件发挥 使用功能的基本要求。
表面粗糙度 测量方法
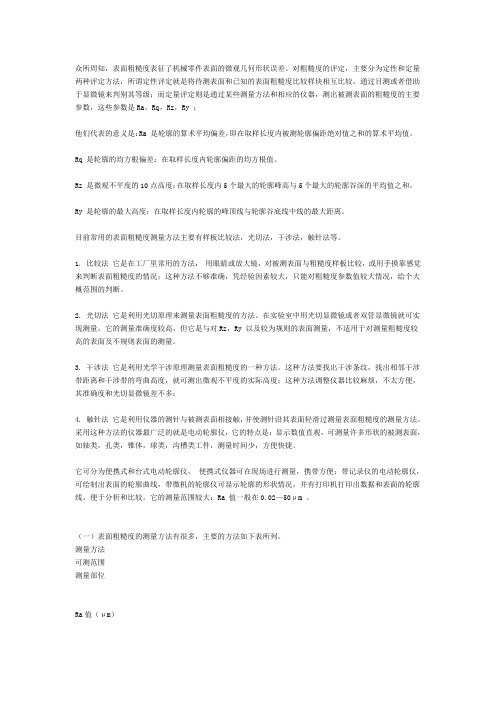
众所周知,表面粗糙度表征了机械零件表面的微观几何形状误差。
对粗糙度的评定,主要分为定性和定量两种评定方法,所谓定性评定就是将待测表面和已知的表面粗糙度比较样块相互比较,通过目测或者借助于显微镜来判别其等级;而定量评定则是通过某些测量方法和相应的仪器,测出被测表面的粗糙度的主要参数,这些参数是Ra,Rq,Rz,Ry ;他们代表的意义是:Ra 是轮廓的算术平均偏差,即在取样长度内被测轮廓偏距绝对值之和的算术平均值。
Rq 是轮廓的均方根偏差:在取样长度内轮廓偏距的均方根值。
Rz 是微观不平度的10点高度:在取样长度内5个最大的轮廓峰高与5个最大的轮廓谷深的平均值之和。
Ry 是轮廓的最大高度:在取样长度内轮廓的峰顶线与轮廓谷底线中线的最大距离。
目前常用的表面粗糙度测量方法主要有样板比较法,光切法,干涉法,触针法等。
1. 比较法它是在工厂里常用的方法,用眼睛或放大镜,对被测表面与粗糙度样板比较,或用手摸靠感觉来判断表面粗糙度的情况;这种方法不够准确,凭经验因素较大,只能对粗糙度参数值较大情况,给个大概范围的判断。
2. 光切法它是利用光切原理来测量表面粗糙度的方法。
在实验室中用光切显微镜或者双管显微镜就可实现测量,它的测量准确度较高,但它是与对Rz,Ry 以及较为规则的表面测量,不适用于对测量粗糙度较高的表面及不规则表面的测量。
3. 干涉法它是利用光学干涉原理测量表面粗糙度的一种方法。
这种方法要找出干涉条纹,找出相邻干涉带距离和干涉带的弯曲高度,就可测出微观不平度的实际高度;这种方法调整仪器比较麻烦,不太方便,其准确度和光切显微镜差不多;4. 触针法它是利用仪器的测针与被测表面相接触,并使测针沿其表面轻滑过测量表面粗糙度的测量方法。
采用这种方法的仪器最广泛的就是电动轮廓仪,它的特点是:显示数值直观,可测量许多形状的被测表面,如轴类,孔类,锥体,球类,沟槽类工件,测量时间少,方便快捷。
它可分为便携式和台式电动轮廓仪,便携式仪器可在现场进行测量,携带方便;带记录仪的电动轮廓仪,可绘制出表面的轮廓曲线,带微机的轮廓仪可显示轮廓的形状情况,并有打印机打印出数据和表面的轮廓线,便于分析和比较。
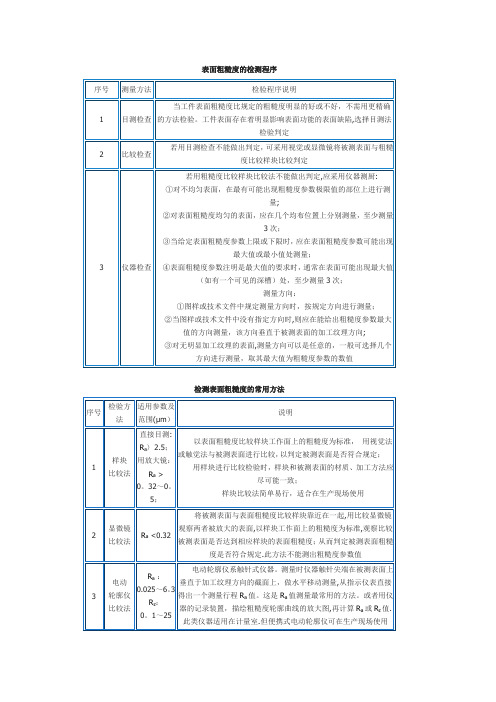
表面粗糙度检测方法
序号
测量方法
检验程序说明
1
目测检查
当工件表面粗糙度比规定的粗糙度明显的好或不好,不需用更精确的方法检验。工件表面存在着明显影响表面功能的表面缺陷,选择目测法检验判定
2
比较检查
若用目测检查不能做出判定,可采用视觉或显微镜将被测表面与粗糙度比较样块比较判定
3
仪器检查
若用粗糙度比较样块比较法不能做出判定,应采用仪器测厨:
①对不均匀表面,在最有可能出现粗糙度参数极限值的部位上进行测量;
②对表面粗糙度均匀的表面,应在几个均布位置上分别测量,至少测量3次;
③当给定表面粗糙度参数上限或下限时,应在表面粗糙度参数可能出现最大值或最小值处测量;
④表面粗糙度参数注明是最大值的要求时,通常在表面可能出现最大值(如有一个可见的深槽)处,至少测量3次;
序号
检验方法
适用参数及
范围(μm)
说明
1
样块
比较法
直接目测:
Ra〉2.5;
用放大镜:
Ra>
0。32~0。5;
以表面粗糙度比较样块工作面上的粗糙度为标准,用视觉法或触觉法与被测表面进行比较,以判定被测表面是否符合规定;
用样块进行比较检验时,样块和被测表面的材质、加工方法应尽可能一致;
样块比较法简单易行,适合在生产现场使用
测量法
Rz:
0.8~100
光切显微镜(双管显微镜)是利用光切原理测量表面粗糙度的方法.从目镜观察表面粗糙度轮廓图像,用测微装置测量Rz值和Ry值。也可通过测量描绘出轮廓图像,再计算Ra值,因其方法较繁而不常用。必要时可将粗糙度轮廓图像拍照下来评定。光切显微镜适用于计量室
5
干涉
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、试说明下面6个SR代号的意义
第五章 表面缺陷、表面粗糙度 及测量
主要内容:
第一节、概述; 第二节、表面粗糙度的评定参数; 第三节、表面特征代号及标注; 第四节、表面粗糙度数值的选择; 第五节、表面粗糙度的测量;
本章要点:
1.掌握判别工件表面缺陷和表面粗糙度的区分方 法,学会使用粗糙度样块。 2.掌握表面粗糙度的基本概念及代号的标注、选 用原则。
2.表面粗糙度高度参数标注方法 Ra只标数值,省略“Ra”;Rz、Ry数值、代号都标。 同一符号上可同时标出两个参数值。单位为μm 表示用任何方法获得的表面,Ra的上限值为3.2μm 表示用任何方法获得的表面,Rz的上限值为3.2μm 只注一个值时,表示为上限值; 注两个值时,表示为上限值和下线值。 表示用去除材料的方法获得的表面,Ra的上限值 为3.2μm,下限值为1.6μm
2.微观不平度十点高度Rz 在取样长度内,被测实际轮廓上5个最大轮廓峰高的平均
5 1 5 值与5个最大轮廓谷深的平均值之和。R z yPi yVi 5 i 1 i 1
Rz越大,表面越粗糙。因测点小,只能反映轮廓 高度,不能反映峰顶的尖锐或平钝的几何特征。
3.轮廓最大高度Ry 在取样长度内,轮廓峰顶线与轮廓谷底线之间的距离。 Ry = RP+ Rm
吃刀量过大造成的不可去除的刀痕残余;
4.区域和外观缺陷类:如磨削进给量过大引起表面 网状和鳞片;切削热造成的表面烧伤。
一、表面粗糙度SR
1.定义: 表面粗糙度SR指零件在加工过程中,因不同方 法、机床与工具的精度、振动及磨损等因素在加工 表面上所形成的具有较小间隔和较小峰谷的微观状 况。属于微观几何误差。 2.产生原因: 主要是由于切削加工中的刀痕、刀具与零件表面 的摩擦、切屑与工件分离时的塑性变形、工艺系统 的高频振动等引起。
一、主要术语及定义(GB/T 3505-2000)
1.取样长度lr:用于判别具有表面粗糙度特征的一段基准 线长度。一般有5个以上的波峰、波谷。 若lr过短,不能反映SR的实际情况; 其目的 是限制、 过长,SR的测量值会含有表面波度的成分。 减弱波 纹度、 形状误 差的影 响
图5-2
取样长度和评定长度
a)内外表面的标注;b)多边形的标注
2)在同一图样上每一表面一般只标注一次符号、代 号,并尽可能靠近有关的尺寸线,位臵狭小或不便标注 时,符号、代号可引出标注,如下图所示。
3)当零件所有表面只有相同的表面粗糙度要求时, 其符号、代号可在图样的右上角统一标注,见下图:
4)当零件的大部分表面具有相同的表面粗糙度要求 时,对其中使用最多的一种符号、代号,可以统一注在 图样的右上角,并加注“其余”两字,
y
i 1
n
2 i
min
图5-3
轮廓最小二乘中线示意图
2)轮廓算术平均中线 在取样长度内,由基准线将实际轮廓分成上下两部分,
且使上、两部分面积相等,即:
F1 F3 ... F2n1 F2 F4 ... F2n
注:用最小二乘中线确定的中线是唯一的,但比较费事; 用算术平均中线确定中线,较为简便,应用较广。
第五节、表面粗糙度的测量
一.比较法 将被测表面和表面粗糙度样板直接 进行比较,通过视觉、触觉、放大镜、 显微镜来判断被测表面粗糙度的一种检 测方法。 特点:使用方便,常用在车间的车、 磨、镗、铣、刨。 缺点:评定的可靠性很大程度取决 于检验人员的经验。 不能精确得出表面的粗糙度数值。 场合:仅适用于评定表面粗糙度要求 不高的工件。
区别?
用去除材料的方法 获得的表面,Ra上 限值为3.2μm, 下限值为1.6μm
用去除材料的方法 获得的表面,Ra上 最大值为3.2μm, 最小值为1.6μm
要求所有实测值中 超过该值的个数少 于总数的16%
要求所有实测值都 不超过该值。
3.表面粗糙度在图样上的标注 1)图样上SR代(符)号一般标注在可见轮廓线上、尺寸 界线引出线或其延长线上。符号的尖端必须从材料外指向 表面,数字及符号的方向必须按下图进行标注。
Ry常用于不允许有较深加工痕迹的表面;或不宜采用 Ra、Rz评定的表面。只能反映表面轮廓的最大高度,不 反映微观几何形状特征。
三、表面粗糙度轮廓评定参数的选择 在常用值范围内(Ra为0.025~6.3μm,
Rz为0.1~25μm),优选选用Ra作为评定参数。
采用Ra作为评定参数的原因是: 一方面,由于触针式轮廓仪功能的限制,不适应于极 光滑表面和粗糙表面; 另一方面,对测量部位小、峰谷少或有疲劳强度要求 的零件表面,选用Ra作为评定参数,方便、可靠。
4)对接触刚度的影响 表面越粗糙,实际接触面积就越小,使峰顶处的局部 塑性变形加剧,接触刚度降低,影响工作精度和抗振性。
5)对耐腐蚀性能的影响
粗糙的表面易使腐蚀性物质附着表面的微观凹谷, 并深入金属表面,造成表面腐蚀。 故在设计零件时,必须有表面粗糙度的要求,是几 何精度设计的一个重要内容。
第二节 表面粗糙度的评定
第三节、表面特征代号及标注
1.表面粗糙度符号 GB/T131-1993规定:
1) a1、a2为SR高度参数的最大或最小允许值(μm); 2) b处标注加工方法、镀涂或其它表面处理; 3) c处标出取样长度(mm); 4) d处标出加工纹理方向符号; 5) e处标出加工余量(mm);
6) f处标出间距参数值(mm)或轮廓支承长度率。
二、表面粗糙度评定参数(GB/T1031-1995)
1.轮廓算术平均偏差Ra:在取样长度内,被测实际轮 廓上各点至基准线距离绝对值的算术平均值。
1 lr Ra | Zi | dx l 0
1 n 可近似为: Ra | Z i | n i 1
算术平均偏差Ra越大,表面越粗糙。能客观反映表 面微观几何形状特征。用的较多。
第一节、概述
一、表面缺陷
是零件表面不仅在加工中,而且在运输、储存或 使用过程中生成的无一定规则的单元体。 (一)表面缺陷特征 具有尺寸大小、深度、高度要求,有缺陷面积、总 面积、有缺陷数量、单位面积上缺陷系数等要求。这 些参数是一个规定表面上允许的最大极限值。
(二)常见表面缺陷类型及分类 1.凹缺陷类:如铸件表面的毛孔、砂眼等; 2.凸缺陷类:如冲压件的氧化皮、飞边等; 3.混合缺陷类:如滚压或锻压出现的皱皮、折叠;
4、针描法(感触法) 是一种接触式测量SR的方法 常用仪器:电动轮廓仪
优点:能够直接读出表面粗
糙度的数值,还能测量平面、 轴、孔和圆弧面等各种形状 的表面粗糙度。 Ra测量范围:0.01~6.3μm 电动轮廓仪
单元练习
一、填空题 1.表面粗糙度是指 ____ 所具有的 ____和 ____ 不平度。
二.光切法
是利用光切原理测量表面粗糙度的一种方法。
常用仪器:光切显微镜。 光切法一般用于测量表面粗糙 度的高度参数Rz和Ry, 一般范围为:0.8~100μm 不适于内表面和大工件测量。
双管显微镜(9J)
3、干涉法 是利用光波干涉原理来测量SR的一种方法。 常用仪器:干涉显微镜。 主要用于测量SR的Rz和Ry值; 测量范围一般为:0.03~ 1μm
6.表面粗糙度代号在图样上应标注在_____、_____或其延长 线上,符号的尖端必须从材料外___表面,代号中数字及 符号的注写方向必须与____一致。 7.同一零件上,工作表面的粗糙度参数值___非工作表面的 粗糙度参数值。 8. 测量SR时, Ra值易用 用 测量 测量,Rz和Ry值易
二、判断题 1. 取样长度过短不能反映表面粗糙度的真实情况、因 此越长越好。 2. 算术平均中线是唯一的,而最小二乘中线可能有多条。 3. 同一公差等级时,轴的粗糙度值应比孔的小。 4. 配合性质相同时,小尺寸结合面的粗糙度值应比大尺 寸结合面小。 5. 如果被测表面的均匀性较好,表面粗糙度的取样长度 即为评定长度。 6. 表面粗糙度符号的尖端可以从材料的外面或里面指向 被注表面。 7. 光切法既可测量外表面,也可用于测量内表面。
2.表面粗极度评定参数中,轮廓的高度特征参数有3个(填名称和 代号) 、 、 。一般情况下,应优先选用 。 3.取样长度用__表示,评定长度用__表示;轮廓中线用___表示。 4.表面粗糙度用铣削的方法获得,Ra的最大允许值3.2μm, Ry的最大允许值为12.5,其符号记为 。 5. SR用冲压变形的方法获得,Ra的最大允许值为6.3μm , 其符号记为 。
5)齿轮、渐开线花键、螺纹等工作表面没有齿形时, 表面粗糙度代号可按简化标注在节圆线上或螺纹大径上。
6)同一表面上各部位有不同的要求时,应以细实 线画出界限,并注出相应的表面粗糙度代号和尺寸。
第四节、表面粗糙度数值的选择
1.选择方法:类比法
2.选择的一般原则:
1)在满足零件表面功能要求的情况下,尽量选用大一些的 数值。 2)一般情况下,同一个零件上,工作表面的粗糙度数值小 于非工作面的数值。 3)摩擦面、承受高压和交变载荷的工作面的SR应小一些。 4)尺寸精度和形状精度要求高的表面,SR数值应小一些。 5)要求耐腐蚀的零件表面,SR数值应小一些。 6)有关标准已对SR作出规定的,按相应标准确定SR数值。
3.分类:
按照波距λ与波高h的比值划分: (1)SR:比值<40。 属微观几何形状误差。 (2)波度误差: 比值范围40~1000 (3)宏观几何形状误差: 比值>1000
4.粗糙度SR对零件的影响: 1)对摩擦和磨损的影响 零件表面越粗糙,摩擦系数就越大,两相对运动 的表面磨损就越快。 2)对配合性质的影响 对间隙配合,表明越粗糙易磨损,使工作过程中的 间隙变大,配合精度降低。 对过盈配合,装配的峰顶被挤平,使有效过盈变 小,从而降低了联接的强度。 3)对疲劳强度的影响 粗糙的零件,在交变载荷作应下,集中就会严重, 疲劳强度就会将低。
2、评定长度ln : 是评定轮廓表面粗糙度所必须的一段长度。一般ln=5lr 。