热轧无缝方管微张力定减径工艺研究
14机架微张力定(减)径过程壁厚分布的有限元研究

备 ,微张力定 ( 径时没有 内部工具 ,3 减) 个轧辊构 成的孑 型对金属流动进行约束 .在减径的同时实现 L 减 壁 …。钢 管 在 微 张 力 定 ( ) 时 受 到 孑 型 形状 、 减 径 L 张力分布、机架间距等多种复杂因素的影响 ,容易 产生横向壁厚不均、头尾端增厚等产品质量缺陷[ 2 ] 。 由于微 张力定 ( ) 减 径过 程金属 变形发 生在三维 空 间 , 金属流动规律难以掌握 .使得减径技术带有较强的
维普资讯
撇
1 7
1 4机架微 张力定 ( ) 减 径过 程壁 厚分布 的有 限元研究
于 辉 ,杜 凤 山 ,臧 新 良 ,汪 飞 雪
( 山大学机械工 程学 院 ,河北 秦皇 岛 0 6 0 燕 6 0 4)
B一~ ~_山 一~一 ¨. 一~一 ~一_ 一. h ~川 .一 n甜 戛~ £ n堇 Ⅲ
(Ma hn r n ie r gC l g ,Ya s a nvri ,Qih a g a 6 0 4 hn c ieyE gn ei ol e n e n h nU ies y t n u n d o0 6 0 ,C ia)
一~一一 ~一~~
一一一一 Ⅻ . CShw 一~~ 一儿kS S _ 呈
析,或对相关的经验公式进行修正 ,建立适 当的数 学解 析模 型 .定性 分 析各 参数 对头 尾 端壁 厚 增厚 的
影响 .对 热 轧壁厚 生 产线 进行 控制 ,以减 小 管端 切
损。对于横向壁厚不均问题 ,文献[ ] 由 1 个机 6对 1 架组 成 的微 张力定 ( ) 机组 前 面 6架进 行 连 轧模 减 径 拟研究 .分析孑 型对横向壁厚分布的影响。 L 利 用 MS . r 件 对 1 CMac软 4机 架 三 辊 微 张力 定
张减机工艺

轧制力
140kN(最大)
入口速度
0.5~1.4m/s
出口速度
0.51~7m/s(最大)
2.1 定径前的除鳞设备
高压水压力: 25Mpa
喷水环类型:
a
5
3 传动设备
电机数 6
主电机I (1~8架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机(1~8架) 名义输出功率25/250——250KW
最大输入功率45/450——450KW
输出速度80/800——1600 n/m
主电机II (9~14架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机II(9~14架) 名义输出功率25/250——250KW
最大输入功率45/450——450KW
输出速度80/800——1600n/m
主电机Ⅲ(15~24架) 名义输出功率90/900——900KW
最大输入功率162/1620——1620KW
输出速度80/800——2000 n/m
叠加电机Ⅲ(15~24架) 名义输出功率63/630——630KW
最大输入功率113.4/1134——1134KW
入口辊道
除鳞箱
入口导嘴
24机架张减
出口导嘴
预留热飞锯
测量装 置
a
4
1 产品特性
入口荒管外径(热态) 175mm(132mm)
入口荒管壁厚(热态) 4.2~22.1mm(3.3~18.2mm)
入口荒管长度
10.2m~27.5m
定(减)径机工艺设计的软件实现
c mp trz ld sg ft etc n lg c lp r mee , tu r vd n h te ie e u p n k r t i h o ue ie e in o h e h oo ia a a tr h sp o i i gt ese lpp q i me tma e swih ah g e f i n n eib e d sg y t m fr p s e in, sr th s ti g a t ma in c nr lp o e u e a a tr f c e ta d r la l e in s se o a sd sg i tec etn , u o t o to r c d r p r me e o
度 ,保证产品的质量。但是 ,定 ( ) 减 径机工艺参数
难 以准确把握 ,通常依据经验进行设计 ,给生产带 来诸多不便。 本系统综合并进一步开发已有各种工艺参数 的
设计思路和方法 .设计成一套方便快捷 的计算机设 计系统 ,提高设计和生产效率 。缩短设计周期 。
Th f e So t war o e r o r ce s e Pr c du e f rP o s o i ts r t du ig Mi fSl - te ch Re cn l gh l
Wa gS i e。Z a g eqn h a gY a h a n hj h n iig。S u n u n u i P (1 D p r n f tr l ce c n n ie r g ay a iest o ce c n e h ooy . e at t ei in ea dE 。 me o Ma a S n y S
s ti g a d S n e tn n O o .
K e r s S a e sse ltb ; S ih-tec e c n l;T c n l gc l a a t r S fwa e CAD ywo d : e ml s t e u e lg t r thrdu i gmil e h oo ia r mee ; ot r ; s p
张力减径过程管端增厚的CEC控制模型
0 引 言
管材 的张力减径 过程属于无 芯棒 、 多道次 的连
续 轧制过程 ,主要 用于扩大钢 管品种 范围 ,由一种
建 立 了管端 增 厚数学 模 型 ,并编 制 了速 度控 制软 件 ,包钢集 团的郭庆 富等 利用最 / b- - 乘 法和三
次插值 法建立 了管 端增厚设 定计 算模型 , 衡 阳钢管
1 C E C 控 制 原 理
C E C 控制 的 目的是在钢 管的头端 咬钢 和尾端 抛钢 时,使金属 的应力 、应变状态尽 可能接近稳态 变 形条件 , 在管坯 咬钢 阶段和抛钢 阶段动态调整入
成部 分管段壁 厚超标 而被 切除 [ 5 - 6 1 。为 了减少 头尾
切损 ,对张 力减 径机 电机 转速进行调 整 ,即为管端 增厚控制 ( C r o p E n d C o n t r o 1 ) , 简称 C E C控制 [ 7 1 。
第3 7 卷 第 3期 2 0 1 3年 5月
燕 山大 学学 报
J o u na r l o fY a n s h a n Un i v e r s i t y
Vb1 .37 N o.3
Ma v 2 0 1 3
文章编号 :1 0 0 7 - 7 9 1 X( 2 0 1 3 )0 3 — 0 2 2 3 - 0 5
收稿 日期 : 2 0 1 2 - 0 8 — 1 4 基金项 目:国家 自然科学基金资助项 目( 5 1 2 7 5 4 4 5 ) ; 秦皇岛市科 学技术研究与发展计划项 目 ( 2 0 1 2 0 2 1 A0 8 4 ) 作者简介:+ 于 辉 ( 1 9 7 4 一 ) ,男,山东泰安人 ,博士 ,副教授,主要研 究方 向为钢管热连轧过程的工艺理论及过程仿真,E ma i h y u h u i @y s u .e d u . c n 。
微张力定(减)径机轧辊机架的装配与调整
aeteasmbigp o es h du t n eh d n h to r ei igo easm l ga c rc f r h se l rc s,tea jsme t to ,a dtemeh df r yn f h se bi cua yo n m ov f t n
m ent
微 张力定 ( ) 减 径机 是热 轧无 缝钢 管生 产 中的主
中 .轧 辊机 架为 内传 动 ,由 1 主动 轧辊通 过 2对 个
要 变形 设备 之一 ,它使 荒 管在微 张力 状态 下实 现减 径 、定 径 ,从而 得到 多种 规格 的成 品钢管 。现 代微
张力定 ( ) 减 径机 的轧 辊机 架一般 采用 三辊 式 ,其在
s if he de a o ro r duc ype ats y t m nd f rva i us p o tt s, no m al e r ly a gr atnumbero o lsan r o i d f rs h m ilby fr l t ds a e pr v de o uc l t i he p pe make .Ba e he TZ3 o lsa r s d on t 55 r l t nd, t o ls a t u u a har c ersi ft ai szng mili he r l t nd sr ct r lc a t i tcso he s d i i l s
1 轧 辊 机 架 的结 构 分 析
微 张力定 ( ) 减 径机 的轧 辊机 架安装 在 C型机 座
2 轧辊机架技术参数及影响装配精度 的因素
21 轧辊机 架技 术参 数 .
( )3个 轧辊 相 互 间 的辊 缝 要均 匀 ,误 差不 超 1
X70钢级热轧无缝管线钢热处理工艺研究
收稿 日期 :o5—1 —1 20 1 0
作者简介: 天兵(9 4 , . 徐 1 一)男 高级工程师 , 事轧钢工艺技术 、 6 从 材料分析及新产品技术开发工作 。
维普资讯
热处理技术与装备
第 2 卷 7
2 试验 用 X 0钢的化 学成 分和热 处理工 艺 7
X 0钢 级 热 轧 无缝 管 线钢 热 处 理 工 艺研 究 7
徐 天 兵 方 剑2彭 国 良3 , ,
( 阳华菱钢管有限公 司 术中心 , 衡 技 湖南 衡 阳 4 10 ) 20 1
摘 要: 分析 了 X 0 级 热轧调 质无缝 管 线钢热 处理 工 艺及 性 能和组 织 的 变化 , 管线 钢 的性 能 能 7钢 该
维普资讯
第 2 卷第 1 7 期
2O 06年 2 月
热处理技术 与装备
R c 『IJs E HI I删 I Y 珊 U yN ^ G阳
v 12 N . 0 . 7。 o 1 Fb 20 e。06
文章 编号 :6 3 9 120 ) 1 0 1 3 17 —4 7 (0 6 0 —0 3 —0
XU Ta - ig , AN in , E i bn F G Ja z P NG Q h n a
( egagH a n t l ueC .Ld.eh i l et e ̄agH nn 2 0 1) H nyn ul gS e T b o ,t T cnc n eH n , u a 4 10 i e ac r n
工艺 流程 :0吨 E T电 炉一 4 3 B 0吨 (F+V 真 L D)
加工调质热处理一电磁超声探伤一管端磁粉探伤一 人工 检验一 标 志一 包 装一 入库 。
’ ,
张力减径机理论资料

计算管端增厚的方法很多,我认为德国 Meer 厂和考克斯公司的的方法是较为
实用的计算方法。
德国 Meer 厂计算方法介绍如下。
1》 已 知
机 架 间 距 (m): A
毛管 外 径(mm):D0、毛管壁厚(mm):S0;
钢管 外 径(mm):D 、钢管壁厚(mm):S
2》 计 算
1) 延 伸 系 数
µ= S0*(D0- S0)/[ S*(D- S)]
3
△ D= (D0- D)/D0 Zm— — 所 有 机 架 中 钢 管 总 的 平 均 张 力 系 数
3、 减 径 的 几 个 工 艺 问 题
3、1 管端增厚
1) 产生管端增厚的机理和特征
在 钢 管 头 部 出 了 第 一 机 架 但 还 没 有 进 入 第 二 机 架 时 ,这 一 段 钢 管 就 没 有 张 力 的
2) 毛 管 壁 厚 系 数
ν 0= S0/D0
3) 钢 管 壁 厚 系 数
ν = S/D
4) 平 均 壁 厚 系 数
ν m=[(ν0+ν)/2+(S0+S)/(D0+D)]/2
4
5) 减 径 率
ρ = 1- D/D0
6) 轴 向 对 数 变 形
Φ e= LN(µ)
7) 切 向 对 数 变 形
Φ t= LN((D- S)/(D0- S0))
δ i= 1- (1- ρ i)ε ε = [2Zi(ν i-1- 1)+ (1- ν i-1)]/[Zi(1- ν i-1)- (2- ν i-1)] δ i— — 第 机 架 中 钢 管 的 相 对 减 壁 量
δ i= (Si-1- Si)/Si-1 ρ i— — 第 机 架 中 钢 管 的 相 对 减 径 量
张力减径过程管形预报的有限元模型

钢管 在张减 时产生弹 塑性变 形 不 仅存在材料
,
上 的非线 性 , 还存在 大位移变 形所引起 的几 何非线
基 金 项 目: 国 家 自然 科 学 基 金 资 助项 目 (0 4 0 6 5343)
作者简介:于
辉 (9 4 ) 17 一 ,男,山东泰安人 。博士研究生 。主要研 究方 向为轧制过程工 艺理论及数值模拟 。
式 中,[ 圈 为单元 刚度矩 阵 ;
] 为纯变 形矩 阵 ;
[] 为应力校 正矩 阵;[ ] 为等体积变 形矩阵 。
张量[. L g n e Q] ar g 应力张量[ 的张量积。 与 a △
单元 刚度 矩阵 由 3部分构 成,即
[ = ] [ ] [ ] 豳 [ + + () 2
图 3 钢 管 横 断 面单 元 划 分
Fi g.3 Tu e to lm e tm e h bes c i n ee n s
型 [] 6。 - 7
本文 针 对 无缝 钢管 1 8机架 三 辊 张 力减 径 过
程 ,进行 系统三维弹 塑性有 限元 建模分析 , 模拟 钢
管减径 过程 中的金 属变形 , 量分析横 向壁厚 ̄  ̄ 定 HI - 径分 布 , 管断面 出现 了 内六方 ,并与现 场实测 数 钢 据进 行对 比, 证模型 的准确性 ,为提 高无缝钢 管 验 产 品质 量具有重 要指导作用 。
图 1 张力 减 径 工 作 原 理
Fi. 1 S h ma i o -o l t t hr d cn l n g c e tc f r l s e c e u i gr l g 3 r oi
1 有 限元 模 型 建 立
微张力减径过程的数值模拟

, 已 在
知其 中任意两参数的情况下 , 可计算第三参数的大小 。分析 了动 弧角 曲面 , 究当量摩擦 系数对动弧角 曲面 的影响 , 研 曲面中三参 数之 间的重要关系。 这些研究将对皮带传动的设计理论起一定的
动弧 角 d 度 ) (Ⅸ
指导作用。
图 5动弧角 曲面俯视特性 图
关键 词 : 张 力减径 ; 限元 法 ; 力应变 ; 微 有 应 轧制 力
【 s at B sdo dcn cnl yo emiis e hrdcn i, ercuigpoesW Abt c】 ae nr uigt hoo t n—t t uigml t dcn rcs a r e e g fh rc e lh e s s le i N Ys S D N .t sfedads an ldw r otie ynmeia s linTe i a dwt A S / — Y ASr s l n t if e ee band b u r l i ao.h mu t h L e i r i c mut rln freW nl e ntebs emesrdrsl.i le eut aeago gemet i oig oc a aa zdo aio t aue eutSmua drsl r odare n wt l s y h sf h s t s h teata rsl.h fet i em dl a vr e. hsm dl rv e o e u to fro- h cu utT ee ci t o t oe W ei d T i oepoi sapw r l hd o n l e s f vyf h s f d f m e l gad萨 l esec dcn. i nn i t thr uig n r e
集中差速传动微张力减径机的生产工艺设计(下)

De i fM a u a t o e s o i ts r t h s gn o n f c u e Pr c s fSl r gh — te c
4 生 产 工 艺
4 1 轧制 表 .
与计算如下 :
p= 1 (-/O )] 10 X [一 1pl0 x 0 % p [一 1p l0 ] 10 = 1 (-d O ) x 0 % 生产车间各轧管机合理的变形分配虽不属减径 工艺 ,但有必要提一下 。在配置 ( ) 微 张力减径机 式 中 m—— 等效机架数。 对微 张力 减径 机 而 言 ,m 『 部 工作 机 架数 一 = 全 后 ,整个 轧管机组 的变形分 配应主要考虑 以下要 1 ~ . ]( 5 0 。 求 :①减径机合理 的总( 单架 ) 减径率和孔型系列 (. 2 ) 单架减径率小 ,则取小值) ()最 大单架 ( ) 2 总 减径 率 的确定 ( 确定外径时) ;②切头损失 ( 确定壁厚时 ) ;③“ 内
o ema uatr rc s ,temao c n lgc l ac lt na dted s nmeh d Al ecie r h f h n fcuepo es h jr e h oo ia c luai n h e i to . s d s r daete t t o g o b
R d cn l t e t l e ie e t l r eS se P r ) e u igMi wi C nr i d Df rni i y tm( atⅡ、 l h az f aD v
Q uYo ga i n ti
无缝钢管张力减径张力系数的理论计算与分析

无缝钢管张力减径张力系数的理论计算与分析李金锁;吕庆功【摘要】通过推导钢管张力减径塑性方程,提出了表征钢管张力减径时纵向、径向和切向变形的指标,计算和分析了张力系数对张力减径变形的影响特点,并定量分析了临晃张力系数的特点.分析结果表明:增大张力系数有利于促进钢管的纵向延伸变形和减壁变形,不利于减径变形;在3个方向的变形中,张力系数对壁厚变化的影响最为明显;钢管张力减径时,临界张力系数的大小只受钢管径壁比的影响,径壁比越大,临界张力系数越大;理论计算的临界张力系数的范围为0.35~0.50,任何情况下临界张力系数小于0.50.通过生产应用实例证实,根据钢管径壁比选择张力系数具有实用性和有效性.【期刊名称】《钢管》【年(卷),期】2015(044)003【总页数】4页(P40-43)【关键词】无缝钢管;张力减径;张力系数;塑性变形;径壁比【作者】李金锁;吕庆功【作者单位】天津冶金集团中兴盛达钢业有限公司,天津301616;北京科技大学高等工程师学院,北京100083【正文语种】中文【中图分类】TG333.8张力减径机是现代化的生产机组,可以实现钢管的增壁厚、等壁厚和减壁厚变形,在热轧无缝钢管生产过程中得到广泛使用[1-2]。
一般的减径机上单机架减径量只有3%~5%,而张力减径机的单机架减径量可达7%(甚至更高),总减径量可达85%,总减壁量可达38%[3-4]。
因此,张力减径机前面的轧管机可以只生产少数几种规格的荒管,通过张力减径机来得到各种规格的成品管,从而大大提高热轧无缝钢管机组的生产效率、扩大产品规格范围[5-6]。
张力系数是控制钢管壁厚变化的关键参数,其设定和控制水平对于成品钢管的壁厚精度具有重要的影响[7]。
通常情况下,张力减径机应尽可能采用大的张力系数,以强化张力减径工序的减壁变形能力,但必须结合具体工艺条件进行合理设定。
一般张力减径的张力系数为0.34~0.50时为等壁减径,张力系数为0~0.33时为增壁减径,张力系数大于0.50时为减壁减径,实际生产中的最大张力系数可取到0.65~0.85[8-10]。
无缝钢管的热轧工艺综述

无缝钢管1.无缝钢管的制造加工方法:(1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库(2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库2.热轧(1)热轧的概念:热轧(hot rolling)是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。
(2)热轧的优缺点优点:a.热轧能显著降低能耗,降低成本。
热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗。
b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
c.热轧通常采用大铸锭,大压下量轧制,不仅提高了生产效率,而且为提高轧制速度、实现轧制过程的连续化和自动化创造了条件。
缺点:a.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。
分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。
焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多。
b.不均匀冷却造成的残余应力。
残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。
残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。
如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。
c.热轧不能非常精确地控制产品所需的力学性能,热轧制品的组织和性能不能够均匀。
其强度指标低于冷作硬化制品,而高于完全退火制品;塑性指标高于冷作硬化制品,而低于完全退火制品。
d.热轧产品厚度尺寸较难控制,控制精度相对较差;热轧制品的表面较冷轧制品粗糙Ra值一般在0.5~1.5μm。
三辊微张力减径过程金属变形行为模拟与分析
力应 变分 布 结 果 能 够较 好 地 解 释 钢 管 定 减 径 过 程 中 出 现 的 壁 厚 不 均 等 现 象 , 拟 结 果 与 实 际 生 产 中钢 管 变 模
形 行 为状 态基 本 一 致 。
关键词 : 管 ; 钢 三辊微张 力定减径 ; 有限元
中 图 分 类 号 :G 3 . 1 T 35 7 文献标志码 : A 文章 编 号 :6 2— 0 0 20 )3— 2 7— 4 17 3 9 (0 6 0 0 3 0
在 无缝 钢管 生 产 工 艺 中 , 减 少 孑 型磨 损 及 为 L
性有 限元 法为 理论 基 础 进 行 模 拟 分 析 , 余 各 架 其
的模 拟仅需 改 变模 型 的几何 尺寸 及相 应 的边界 条
件。
管 内空 缺 陷 , 高成 品管 的尺 寸精度 , 辊定 减径 提 三 机得 到广 泛使 用 。成 品钢管 尺 寸精度 受 到减径 前 尺寸、 减径 量 、 L 形状 、 孑型 摩擦 条 件 及 张 力大 小 等 因 素的影 响 , 因此 , 研究 该成 型过 程 中的金 属变 形 行 为 , 于充分 提 高产 品质量 具有 较重 要 的意义 。 对
( . h n qn nv r t , h n qn 0 0 4, h a 1 C o g igU ie i C o g i 4 0 4 C i ; sy g n
2 i unU i r t o cec n nier g Zgn 30 , h a 、S h a nv sy f i e dE g ei , i g6 0 0 C i ) c e i S n a n n o 4 n
d ni a o t a n p a t a r d c in. e t lt h ti r ci lp o u to c c Ke y wor : te u ds se lt be;3 r l tn —e so e u i g;F 一o l i y t n 荷 并 求 解 、 果 后 处 理 分 施 结 析 。在 建立 模 型时 , 充 分 考 虑 所 需 的建 模 参 要
无缝钢管张力减径过程中内六方的成因分析及解决办法
及 传 动上 的方便 , 邻 机架上 下倒 置摆 放 , 相 这相 当 于将 轧辊 每 次 旋 转 6 。 正 是 这 种 布 置 使 钢 管 的 0, 壁 厚变 化趋 势 叠 加 。如 果 采 用 不 同角 度 布 置 , 最
机 架叠 加后 , 管 金 属 在 沿 轧辊 孔 型 方 向流 动 不 钢 均 匀 。钢管 在 减 径 过程 中 , 薄 的部 位 在 不 断 减 减
2 解 决措 施
薄 , 厚 的部 位 在不 断增 厚 。如果 钢 管 此 时 能 产 增
生 一定 角度 的旋 转 , 则增 厚 和减 薄趋 势不会 叠 加 , 这 样金 属在 沿 轧 辊孔 型方 向 的流 动 趋 于 均 匀 , 内 六 方 问题将 得 到根本 上 的解决 。
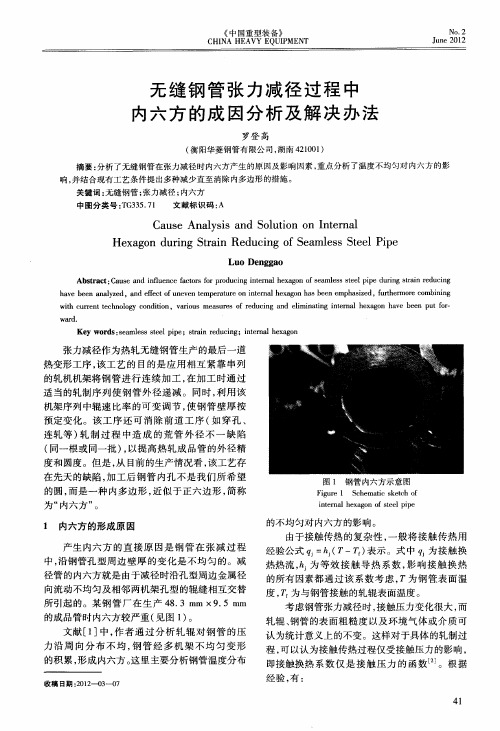
中, 沿钢 管孔 型 周 边 壁 厚 的 变 化是 不 均 匀 的。减
的不 均 匀对 内六 方 的影 响。
由于接触传热的复杂性 , 一般将接触传热用
经验 公式 q =h( ) 示 。式 中 g 为 接触 换 iT— 表 i
热热 流 ,; 等 效 接 触 导 热 系数 , 响 接 触 换 热 h为 影
41
No. 2
J n 0l u e2 2
《 中国重型装备》 C N E V Q IME T HIA H A Y E U P N
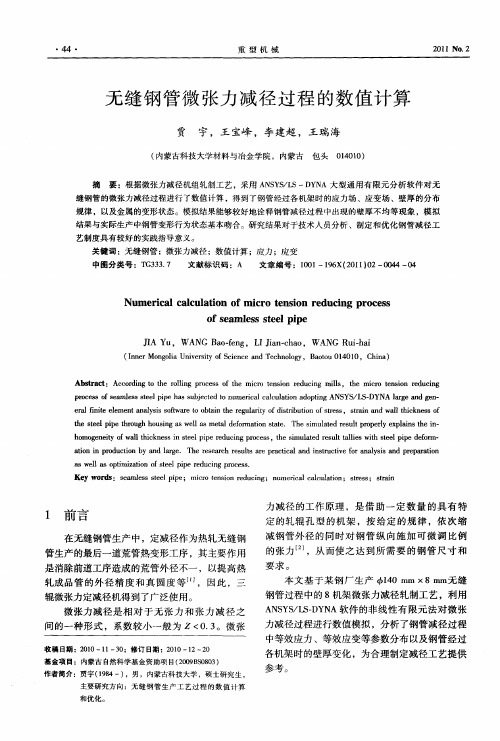
单机架 轧 制后
第 二机架 轧制 后
图 2 沿 16周长 的 q 分布 图 / ;
F g r q it b t n ao g 1 6 p rmee iue2 Jdsr u i ln / e i tr i o
wih c re e hn l g o diin, v ro s t u r ntt c o o y c n to a iu me s r s o e u i g a d e i ia i ne a h x g n a e e n p fr a u e f r d c n n lm n tng i tr l e a o h v b e uto — n
无缝钢管微张力减径过程的数值计算
JA Yu,W ANG B ofn , L in c a , W AN R ih i I a— g e IJa —h o G u —a (ne noaU i ri f c neadT cnlg ,B oo 10 0 hn ) Inr Mogl nv syo i c n eh o y atu04 1 ,C ia i e t Se o
Ke r s:s a e sse l ie;mir e s n rd cn ;n me ia ac l t n; srs ; sri y wo d e ml s te p p co tn i e u i g o u r l c u ai c l o t s t n e a
1 前 言
・
4 ・ 4
重 型 机 械
2 1 o 2 0 lN .
无 缝 钢管 微 张力 减径 过 程 的数 值计 算
贾 宇 ,王 宝峰 ,李 建超 ,王瑞 海
( 内蒙古科技大学材料与冶金学院 ,内蒙古 包头 04 1 ) 10 0
摘
要 :根据微 张力减径机组轧制工艺 ,采用 A S S L N Y / S—D N 大型通用有 限元分析软件 对无 YA
缝钢管 的微张力减径 过程进行 了数值计算 ,得到了钢管经过各机架时的应力场、应 变场、壁 厚的分布
规律 ,以及金属的变形状态 。模拟结果能够较好地诠 释钢管减径过程中出现的壁厚 不均等现象 ,模拟 结果与实际生产 中钢管变形行 为状态基本吻合。研究结果对于技术人员分析 、制定和优化钢管减径工张 力减 径是 相 对 于无 张力 和 张 力 减 径 之
的张 力 J ,从 而使 之达 到所 需 要 的钢 管 尺 寸 和
微张力减径机孔型设计和轧制表计算方法

微张力减径机孔型设计和轧制表计算方法
马辉;韩明旭;司富国;马铁丹
【期刊名称】《鞍钢技术》
【年(卷),期】2004(000)006
【摘要】根据鞍钢无缝钢管厂Φ100机组实际,详细介绍了其孔型设计方法及其应用,以及轧制表计算公式和电机转速、力能参数的计算.
【总页数】4页(P53-56)
【作者】马辉;韩明旭;司富国;马铁丹
【作者单位】鞍钢集团新钢铁有限责任公司;鞍钢集团新钢铁有限责任公司;鞍钢集团新钢铁有限责任公司;鞍钢集团新钢铁有限责任公司
【正文语种】中文
【中图分类】TF341.6
【相关文献】
1.微张力减径机孔型设计对45钢厚壁管"内六方"的影响 [J], 李秀莲;苟复钢
2.幂函数减径率的张力减径机孔型设计 [J], 丁炜;孙强;梁海泉;丁宏钧;赵杰;万碧波
3.张力减径机轧辊孔型设计方法的研究 [J], 张芳萍;孙斌煜;杜晓钟;赵春江
4.张力减径机孔型设计初探 [J], 李辉;李青
5.张力减径机双圆弧孔型设计与实践 [J], 王文强;成海涛;肖永忠;王锐;李静敏
因版权原因,仅展示原文概要,查看原文内容请购买。
张减资料

给常州减径机讲稿2004年10月17日1、前言1、1张力减径机与微张力减径机的区别总的来,张减与微张减在设备和变形原理上是完全一样的,只是在实际运用时,根据不同的条件和要求,选择的工艺参数(张力系数)不同而已。
张力减径一般机架数≥16,工艺上最大的特点是减壁减径,一般单架最大减径率>6.0%,总减径率可达到80%以上。
但同时它的切头损失非常大(最大的切头长度可超过2米)。
微张力减径的机架数≤14,过去单架最大减径率不超过3.5%、总减径率小于35%。
由于张力系数≤0.5,只能实现等壁或减壁减径,因此切头损失比张减大大减少——大多情况下,切头长度大多可控制在300MM以内。
同时,只要措施得当,中、厚壁管的“内六方”可控制在较好水平。
因此微张力减径机比较适用于荒管长度≤15米的热轧无缝钢管机组和中、厚壁管生产。
1、2介绍主要内容介绍的主要内容是减径的变形理论、几个工艺问题和生产工艺的编制、轧机调整。
2、变形理论(微张减工艺的基础)2、1基本变形理论——钢管张力减径变形的基本方程式2、1、1 推导所用的符号和定义S ——钢管壁厚D ——钢管外径F ——钢管横断面积F=πS(D-S)ν——钢管壁厚系数ν=S/DDm——钢管平均直径1Dm=D-Sζr ——径向应力ζ e ——轴向应力ζt ——切向应力Φr ——径向对数变形Φr=l nS/S0Φe ——轴向对数变形Φe=l nL/L0=ln F0/F=lnµΦt ——切向对数变形Φt=l n(D-S)/(D0-S0)2、1、2 基本出发点1)三向的应力—应变关系——圣维南塑性应力应变理论(ζr-ζm):(ζe-ζm):(ζt-ζm)=Φr:Φe:Φt 式中:ζm为平均应力ζm=(ζr+ζe+ζt)/32)屈服条件——最大切应力理论ηma x=(ζ1-ζ3)/2=Kf/2在钢管减径条件下,即为:ζe-ζt=K fKf为材料的变形抗力,主要与材料的屈服极限ζs、变形温度、变形速度以及加工硬化等有关。
微张力减径机孔型设计和轧制表计算方法
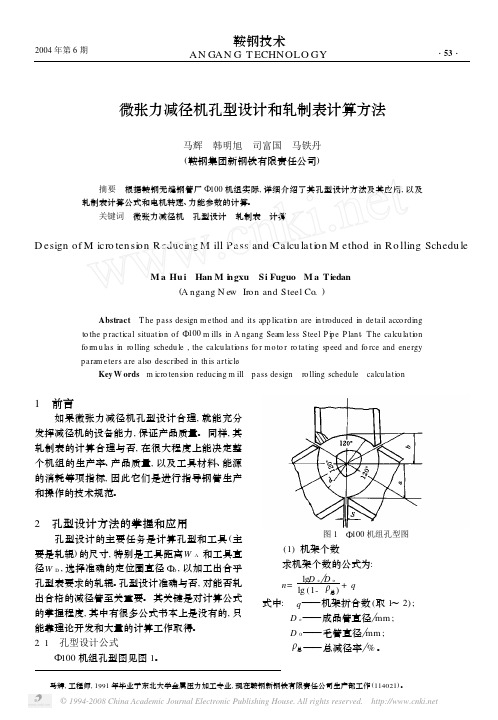
图 1 5 100 机组孔型图
(1) 机架个数 求机架个数的公式为:
n=
lgD e lg (1-
Do
Θ总)
+
q
式中: q——机架折合数 (取 1~ 2) ;
D e ——成品管直径 mm ;
D 0 ——毛管直径 mm ;
Θ总——总减径率 %。
马辉, 工程师, 1991 年毕业于东北大学金属压力加工专业, 现在鞍钢新钢铁有限责任公司生产部工作 (114021)。 © 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
D0
Θi=
Θ总m ax n- 1
Θ1= (0185~ 1) Θi
以上各式中, D 0 为 85mm 时, 系数取下限; D 0
为 100~ 105mm 时, 系 数 取 中 限; D 0 为 127mm
时, 系数取上限。 Θ2~ Θ10= Θi。
设 Θend为剩余减径率, 用于分配成品机架和成
。 S e) ]
张力系数分配曲线见图 3。
Z 1= 015Zm , Z 2~ Z 10= Zm , Z 11= 015Zm , Z 12= 0。
轧辊转速 nk= 60v 2D k 其中 D k 为轧辊直径; v 为轧制速度。
D k= D w - d ico sΗk 其中 D w 为轧辊理想直径, D w = 355mm ; Ηk = Ηk0+ ∃ Ηk0; Ηk0 = Π 6 (1- e ΛD W ) ; ∃ Ηk0 = Π 6× (d i 2ΛΓe) (Z i- Z iΚ)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Te c hn i c a l S t ud y o n S i z i n g a n d Re d uc i ng Ho t Ro l l e d S e a ml e s s Sq u a r e Tu be s t h Mi c r o Te ns i o n
fB o a o t o u S t e e l( G r o u p )C 0 . , B a o t o u 0 1 4 0 1 0 , N e i Mo n g g o l , C h i n a )
Ab s t r a c t : I n t h e p a p e r , t h e ma n u f a c t u r i n g t e c h n o l o g y , g r o o v e p a r a me t e r s a n d r o t a t i n g s p e e d o f r o l l e r s f o r h o t r o l l e d s e a ml e s s s q u a r e t u b e s a r e d e s i g n e d t h r o u g h a n a l y z i n g a n d r e s e a r c h i n g t h e s e r i e s o f l a ws f o r ro g o v e o f s i z i n g mi l l wi t h mi c r o t e n s i o n i n C o mmo n a n d S p e c i a l S t e e l T u b e s C o .L t d . . T h e d e t e c t i o n r e s u l t s o f 1 1 0 mm ×1 1 0 mm x 6 mm h o t r o l l e d s e a m— l e s s s q u a r e t u b e s s h o w t h a t b o t h o f t h e p h y s i c a l d i me n s i o n a n d me c h a n i c a l p r o p e r t i e s c o u l d me e t t h e r e q u i r e me n t s o f r e l a t i v e s t a n d a r d s S O t h a t t h e d e s i n g o f s i z i n g p r o c e s s , g r o o v e p a r a me t e r s a n d r o t a t i n g s p e e d o f r o l l e r s or f h o t r o l l e d s e a ml e s s s q u a r e t u b e s i S r a t i o n a l a n d f e a s i b l e . Ke y wo r d s: h o t r o l l e d ; s e a ml e s s s q u a r e t u b e s ; mi c r o t e n s i o n;s i z i n g a n d r e d u c i n g ;g ro o v e
第4 0卷 第 4期
2 0 1 4年 8月
包钢科技 NhomakorabeaVo 1 . 4 0. No. 4
S c i e n c e a n d Te c h n o l o  ̄ o f Ba o t o u St e e l
A u g u s t , 2 01 4
热 轧无 缝 方 管 微 张 力 定 减 径 工 艺 研 究
薛 丽华 , 高 明, 李佳瑞
( 内蒙古 包钢 西北 创业普 特 钢 管有 限公 司 , 内蒙 古 包头 0 1 4 0 1 0 )
摘
要: 文章对 内蒙古包钢西 北创业普特钢管有 限公 司微张 力定减 径机 的孔型 系列规律 进行分 析研究 , 设计 了生
产热轧无缝方 管的生产工艺 、 孔型参数及轧辊转速 。经现 场轧制规格为 1 1 0 m m×1 1 0 mm×6 mm热轧无缝 方形钢 管产 品检测结 果表明 : 热 轧无缝方 管的外形尺寸 和力学性 能均满足相关标准要求 , 热轧无缝 方管 的定径 生产工艺 、 孔 型参 数及轧辊转速设计合理可行 。 关键 词 : 热轧 ; 无缝方管 ; 微 张力 ; 定减轻 ; 孔型 中图分类号 : T G 3 3 5 . 7 1 文献标识码 : B 文章编号 : 1 0 0 9—5 4 3 8 ( 2 0 1 4) 0 4— 0 0 1 9— 4 0
方矩 形钢 管 是 用 途极 广 和最 常见 的异 型钢 管 , 也 是一 种经 济断 面 管 材 , 与 相 同截 面 积 的 其 他 非 圆 钢 管相 比, 具 有重 量轻 、 强度高、 抗 弯截 面模 量 大 、 节 省金 属 、 易 于安 装 等 优 点 … 。在 我 国 , 方 矩 管 的生
XU E L i —h u a, G AO Mi n g, L I J i a—r u i
( C o mm o n a n d S p e c i a l S t e e l T u b e s C o . L t d .o f N o r t h w e s t P i o n e e r C o .L t d