Moldflow介绍
Moldflow最全面的介绍

Moldflow最全面的介绍Moldflow 公司为一家专业从事塑料计算机辅助工程分析(CAE)的跨国性软件和咨询公司。
自从1978年美国Moldflow公司发行了世界上第一套流动分析软件,几十年来以不断的技术改革和创新一直主导着CAE 软件市场。
Moldflow以市场占有率87%及连续五年17%的增长率成为全球主流分析软件。
公司有遍布全球60个国家超过8000家用户,在世界各地都有Moldflow的研发单位及分公司。
Moldflow拥有自己的材料测试检验工厂,为分析软件提供多达8000余种材料选择,极大提高分析准确度。
从设计到加工-----Moldflow为您提供全套解决方案-----Moldflow让您轻松拥有高品质产品-----Moldflow是您的企业面向世界的必经之路Moldflow的产品用于优化制件和模具设计的整个过程, 提供了一个整体解决方案。
Moldflow软硬件技术为制件设计、模具设计、注塑生产等整个过程提供了非常有价值的信息和建议。
Moldflow系列产品包括:MPA:Moldflow Plastic Advisers(快速试模分析)MPI:Moldflow Plastic Insight(高级成型分析)MMS:Moldflow Manufacturing Solution (专家试模系统)Moldflow Plastic Advisers(塑件顾问系列)MPA直接从CAD输入实体分析,让您在短时间内掌握问题所在,并为您提供实际的解答和忠告。
Moldflow Plastics Advisers包括Moldflow Part Adviser(产品顾问)和Moldflow Mold Adviser(模具顾问)两个产品。
MPA提供初步设计的引导方案,预测问题点并提供实际的解决方案和忠告。
它直接转入CAD实体做分析,大幅减少前期分析模型修整时间。
使用工程师能快速获得分析结果,对产品或模具加以修正。
moldflow介绍-精华
3、 Moldflow的主要工作内容 在注塑模设计与制造方面: 3.1、优化塑料制品形状和结构 3.2、优化模具结构 3.3、优化注塑工艺参数
主流道
塑件
分流道
冷却系统组成结构
冷却系统
基于Moldflow软件的浇注系统创建
1、浇注系统创建应用示例 2、浇口设置 3、流道设计
4、浇口与流道网格划分
18
浇注系统创建应用示例
STEP1:打开工程
选择“case.mpi” 双击工程视窗中的“dengzhao”子工程
STEP2:创建一模两穴
体
积
收
缩
大部分较均匀, 红色及黄色的区 域稍稍大一点, 将会有缩影,因 产品的外表是圆 弧状的,所以缩 影不会明显,注 塑时注意保压的 控制
凝 固 层 矢 量
圆圈内有缩影 ,因 此处的壁稍厚一点, 但产品的外表的圆 弧状的,所以不会 明显,注塑时注意 保压的设置
冷
却
温
度
注意圆圈区域 的水道冷却问 题,因此处下 模的水道不好 制造。
注 注塑机参数:
Machine maximum clamp force: 90 tonne Maximum pressure: 192.00 MPa
塑
工 艺 保压参数:
填充条件:
Mold temperature : 85.00 deg.C Melt temperature(Hot Runner): 280.00deg.C
moldflow 案例

moldflow 案例Moldflow案例是指使用Moldflow软件进行塑料注塑成型分析的实例。
Moldflow是一款由Autodesk公司开发的塑料模具设计和分析软件,它可以帮助工程师在模具制造之前预测和优化塑料零件的成型过程。
以下是一个简单的Moldflow案例:1. 导入模型:首先,在Moldflow中导入一个三维塑料零件模型,该模型可以是自行设计的,也可以是从其他软件(如Autodesk Inventor、SolidWorks等)导入的。
2. 模型准备:对导入的模型进行必要的简化,以减少计算复杂度。
这包括删除不必要的特征、合并面、修整边等。
3. 材料选择:根据塑料零件的性能要求,选择合适的塑料材料。
Moldflow软件中包含了大量的塑料材料库,可以根据实际需求进行选择。
4. 模具设计:根据塑料零件的尺寸和成型要求,设计合适的模具结构。
这包括模具类型、腔数、冷却系统、顶出器等。
5. 网格划分:对模型进行网格划分,以便进行后续的分析。
Moldflow会自动进行网格划分,但用户可以根据需要对网格进行手动调整。
6. 分析设置:设置分析参数,包括成型条件(如注射速度、注射压力、模具温度等)、分析类型(如填充时间、冷却时间、保压时间等)以及结果输出选项。
7. 分析结果:运行分析后,Moldflow会生成一系列的分析结果,如填充曲线、压力分布图、翘曲变形图等。
这些结果可以帮助工程师评估塑料零件的成型性能,找出可能存在的问题,并进行相应的优化。
8. 结果分析与优化:根据分析结果,对模具设计和成型条件进行优化。
这可能包括修改模具结构、调整材料参数、改变成型条件等。
9. 报告生成:最后,根据分析结果和优化方案,生成相应的报告,以供后续的模具制造和生产过程参考。
这个案例仅供参考,实际的Moldflow案例可能会根据具体需求和行业领域有所不同。
总之,Moldflow案例旨在帮助工程师通过模拟塑料零件的成型过程,提高模具设计质量和生产效率。
7材料成型过程的计算机模拟——MOLDFLOW
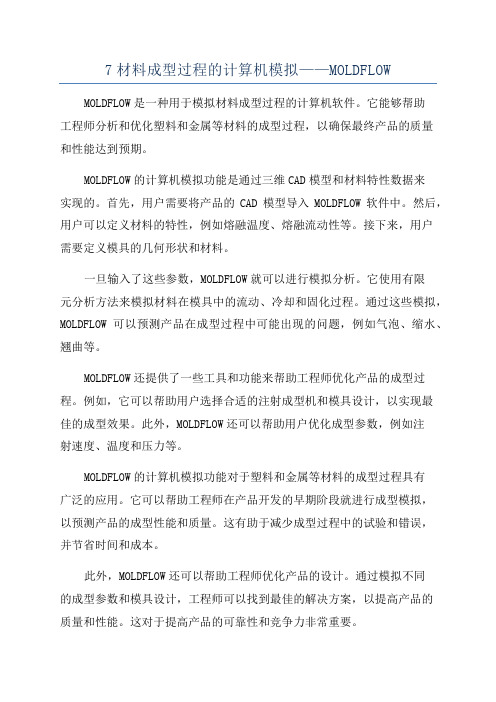
7材料成型过程的计算机模拟——MOLDFLOW MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它能够帮助工程师分析和优化塑料和金属等材料的成型过程,以确保最终产品的质量和性能达到预期。
MOLDFLOW的计算机模拟功能是通过三维CAD模型和材料特性数据来实现的。
首先,用户需要将产品的CAD模型导入MOLDFLOW软件中。
然后,用户可以定义材料的特性,例如熔融温度、熔融流动性等。
接下来,用户需要定义模具的几何形状和材料。
一旦输入了这些参数,MOLDFLOW就可以进行模拟分析。
它使用有限元分析方法来模拟材料在模具中的流动、冷却和固化过程。
通过这些模拟,MOLDFLOW可以预测产品在成型过程中可能出现的问题,例如气泡、缩水、翘曲等。
MOLDFLOW还提供了一些工具和功能来帮助工程师优化产品的成型过程。
例如,它可以帮助用户选择合适的注射成型机和模具设计,以实现最佳的成型效果。
此外,MOLDFLOW还可以帮助用户优化成型参数,例如注射速度、温度和压力等。
MOLDFLOW的计算机模拟功能对于塑料和金属等材料的成型过程具有广泛的应用。
它可以帮助工程师在产品开发的早期阶段就进行成型模拟,以预测产品的成型性能和质量。
这有助于减少成型过程中的试验和错误,并节省时间和成本。
此外,MOLDFLOW还可以帮助工程师优化产品的设计。
通过模拟不同的成型参数和模具设计,工程师可以找到最佳的解决方案,以提高产品的质量和性能。
这对于提高产品的可靠性和竞争力非常重要。
总之,MOLDFLOW是一种强大的工具,可以帮助工程师模拟和优化材料成型过程。
它能够预测产品在成型过程中可能出现的问题,并提供解决方案。
通过使用MOLDFLOW,工程师可以提高产品的质量和性能,减少成本和时间,从而在市场上取得竞争优势。
Moldflow 操作培训教材

文字
小圆角
几何结构对充填压力的影响
最大二面角最好能<178°
Connectivity Regions连通区域
一组连接在一起的单元组合 一个模型所有单元类别必须只有一个连接区域 如果此案例有冷却模型或者多腔时网格统计将报告超过一个区域
Element Orientation 单元取向
定义单元的正法线方向为“Top”,反向为“Bottom” Fusion
料温均匀进入模型
塑胶的冷却是靠其将热 量传给模具
Frozen Layer
elements
nodes Fountain Flow Region
如何提高匹配率
Reciprocally Matched
1
3
Matched but not
reciprocally matched
1
3
2
4
2
4
1. 网格匹配对于“双层面纤维翘曲”分析尤其重要,因为在两 个表层上由网格异常(而非型腔中真正的流动特性)引起的 不一致纤维取向可对翘曲预测产生不利影响
Moldflow 操作培训教材
什么是moldflow?
Moldflow是一种注塑成型仿真工具,能够帮助您验证和优化塑料零件、 注塑模具和注塑成型流程。该软件能够为设计人员、模具制作人员、工 程师提供指导,通过仿真设置和结果阐明来展示壁厚、浇口位置、材料、 几何形状变化如何影响可制造性。
通俗的讲moldflow就是机上试模,通过软件把实际试模搬到电脑上来, 通过软件的分析在前期尽可能的暴露可能存在的缺陷(如充填是否平衡、 产品是否有短射、过保压、成型压力是否过高、锁模力够不够、熔接线 位置、包风、缩水、变形等。)从而在生产之前有足够的时间优化产品 设计、热流道系统设计、模具设计最终达到减少试模次数,提高一次试 模成功率,缩短交期,降低成本提高公司品牌竞争力的目的。
MOLDFLOW模流分析

MOLDFLOW简介
优化制品形 状和结构
优化模具结构
优化注塑工艺 参数
18
MOLDFLOW简介 功能1
最佳浇口位置分析
根据塑件的形状结构,分析出最佳的胶口位置。
19
MOLDFLOW简介 功能2
填充过程动态模拟
通过填充、保压、冷却、开模等模拟来推算制品成型周期 可以看出是否出现缺胶或者短射现象。
自由边数量。 自由边是指一个三角形或3D单元 的某一边没有与其他单元共用。 Fusion和3D网格此项必须是”0”。
交叉边数量。
非折叠边是指由两个以上的三角 形或3D单元共用一条边。 Fusion网格此项必须是“0”。
共用边数量。 折叠边是指两个三角形或3D单元 共用一条边。 Fusion网格中只能存在折叠边。
35
STEP5-网格修补
经过网格信息统计, 一般都会发现网格中出现 问题,这就需要对网格进 行后期处理,使网格质要 符合分析要求。
MoldFlow提供了丰富 的网格诊断工具和处理工 具,这两种工具结合使用 就可达到提高网格质量的 目的。
Mesh Tools 网格处理工具
网格诊断工具
网格的划分和处 理
14
目录
11 MOLDFLOW简介 23 MOLDFLOW分析流程介绍 43 产品缺陷判定及优化对策
15
MOLDFLOW简介
Autodesk Moldflow是欧特克公司 开发的一款用于塑料产品、模具的 设计与制造的行业软件。 Moldflow 为企业产品的设计及制造的优化提 供了整体的解决方案,帮助工程人 员轻松的完成整个流程中各个关键 点的优化工作。
单击生成 网格
双击创建网格
29
STEP4-生成模型网格
moldflow第一主方向残余应力

moldflow第一主方向残余应力摘要:1.引言2.Moldflow 软件介绍3.第一主方向残余应力的概念4.Moldflow 中第一主方向残余应力的计算方法5.Moldflow 在第一主方向残余应力分析中的应用案例6.总结正文:【引言】在现代工业生产中,注塑成型技术被广泛应用于各种产品的生产制造过程中。
然而,在注塑成型过程中,由于模具、材料及成型工艺的诸多因素影响,产品表面及内部可能会产生残余应力。
为了提高产品质量和减少生产成本,有必要对注塑成型过程中的残余应力进行分析和优化。
Moldflow 软件作为一种专业的注塑成型模拟软件,能够有效地辅助工程师进行残余应力分析。
本文将介绍Moldflow 软件在第一主方向残余应力分析中的应用。
【Moldflow 软件介绍】Moldflow 是由Autodesk 公司开发的一款专业的注塑成型模拟软件,能够模拟塑料在注射成型过程中的流动状态、冷却过程以及成型后的残余应力分布。
通过Moldflow 软件,工程师可以预测和优化注塑成型过程中的各种问题,如缩短、翘曲、熔痕等,从而提高产品质量和降低生产成本。
【第一主方向残余应力的概念】在注塑成型过程中,由于冷却收缩和成型过程中产生的内应力,产品表面及内部会产生残余应力。
残余应力分为第一主方向残余应力和第二主方向残余应力。
第一主方向残余应力是指沿着产品成型方向的最大应力。
在实际应用中,第一主方向残余应力通常是影响产品性能的主要因素。
【Moldflow 中第一主方向残余应力的计算方法】Moldflow 软件中,第一主方向残余应力的计算方法主要采用有限元分析(FEA)技术。
通过将模具和产品划分为有限元网格,计算每个网格节点处的应力分布,从而得到第一主方向残余应力分布。
Moldflow 软件提供了丰富的计算参数和选项,以满足不同用户的需求。
【Moldflow 在第一主方向残余应力分析中的应用案例】假设一个电子产品的塑料外壳,采用聚酰亚胺(PI)材料进行注塑成型。
第4章初识Moldflow介绍
4.3.6 结果操作
在案例项目管理栏中,很详细的列出了分析得到的结果。尽管这 样,有时也不能用户的需要。因此,在结果菜单中,可以通过适 当的处理,得到不同于AMI默认显示方式而符合个人需要的结果。 命令用于创建新的结果图。用户可以从AMI提供的列表中选出需 要显示的结果,同时选择显示的类型是“可动态显示的结果”还 是“在两个坐标轴组成的平面上拟合得到的曲线”。
4.3.3 建模操作
用于Insight分析的案例模型可以先在PRO/E、UG、AutoCAD等主 流CAD软件中创建好,然后导入Insight中进行处理和分析。也可 以直接在Insight中创建,得到的模型为中面模型。建模菜单在 Insight提供的建立CAD模型的一项功能。利用Insight提供的建模工 具可以很方便在图形编辑窗口创建点、线、面等基本图形元素, 从而设计出复杂的CAD模型。下面将分别介绍这些基本图形元素 的创建。
4.3 Moldflow的操作界面介绍
Moldflow的用户界面如图4.1所示。其典型界面可以分为主窗口, 图形编辑窗口,日志窗口,菜单栏,工具栏,状态栏,项目管理 栏,任务栏,工作层管理栏等组成。
4.3.1 文件操作
在文件菜单中,用户可以新建、打开或者关闭项目;在当前项目 中新建方案、报告和文件夹,导入、导出CAD模型;对项目进行 管理;设置Moldflow的一些常用操作和显示功能。下面介绍两个 主要命令。Moldflow中的文件菜单与其它应用软件常见菜单操作 和功能相类似的,不再作介绍。 1.项目管理命令 2.参数设置命令
1.点的创建
3.区域的创建 5.嵌件的创建 7.查询实体 9.流道系统向导 11.模具表面向导
2.曲线的创建
4.孔的创建 6.移动/复制 8.型腔复制向导 10.冷却回路向导
(完整版)MOLDFLOW分析报告2024

引言概述:MOLDFLOW分析是一种重要的工具,广泛应用于塑料制品设计和生产过程中。
它可以提供关于模具充填、冷却和固化的详细信息,帮助设计师优化模具设计,提高产品质量和生产效率。
本文将通过分析报告的方式,详细介绍MOLDFLOW分析的应用和意义。
正文内容:一、模具充填分析1.熔体流动模拟:对熔体在模具中的流动进行模拟,可以分析熔体的充填情况、充填时间和充填压力等参数,以及可能出现的缺陷,如短充、气泡等。
2.塑料充填模拟:通过模拟塑料在模具中的充填过程,可以评估模具的设计是否合理,以及可能存在的充填不良、厚薄不均等问题。
3.充填时间分析:根据模具充填模拟的结果,可以计算出塑料充填的时间,从而优化生产周期和工艺参数。
二、冷却系统分析1.冷却效果模拟:通过模拟冷却系统的布局和工艺参数,在模具充填结束后,对模具进行冷却效果的分析。
可以评估冷却系统的设计是否合理,以及可能存在的冷却不均、温度过高等问题。
2.温度分布模拟:根据冷却系统分析结果,可以计算出模具内部的温度分布,帮助优化冷却系统的设计和工艺参数。
3.冷却时间分析:根据冷却系统模拟的结果,可以计算出模具冷却的时间,从而优化生产周期和工艺参数。
三、固化模拟分析1.熔体固化分析:通过模拟塑料在模具中的固化过程,可以评估模具冷却效果和固化时间,避免可能出现的缺陷,如收缩、变形等。
2.温度变化分析:根据固化模拟分析结果,可以计算出模具内部的温度变化曲线,帮助优化冷却系统和固化参数的设计。
3.固化时间分析:根据固化模拟分析的结果,可以计算出模具固化的时间,从而优化生产周期和工艺参数。
四、缺陷分析1.模具缺陷预测:通过模拟模具充填、冷却和固化的过程,可以预测可能出现的缺陷,如短充、气泡、收缩等,并给出相应的解决方案。
2.缺陷修复优化:根据缺陷分析结果,可以优化模具设计和工艺参数,减少缺陷的发生,并提高产品质量和生产效率。
五、效果验证与总结1.效果验证:通过对MOLDFLOW分析结果与实际生产产品进行对比,验证分析的准确性和可靠性,并修正和改进分析模型。
Moldflow软件

Moldflow软件是一款为注塑模具设计和生产提供全面解决方案的仿真软件。
它可以模拟注塑过程,通过分析模具的填充、冷却和收缩等情况,提供预测性设计和行业标准分析。
已成为目前全球最受欢迎和应用广泛的模具工程软件之一。
可以帮助企业有效降低其产品的质量成本和时间成本,同时提高其产品的质量和生产效率。
其独特的模拟功能和分析工具可以帮助企业改进其设计,减少生产成本和提高产品质量。
它不仅适用于企业的研发阶段,还可以在遇到生产问题时提供可靠的解决方案。
的仿真功能非常强大,可以在模拟过程中实时分析模具的填充、冷却和收缩等情况。
通过对注塑过程进行详细的建模、仿真和预测,可以确保产品的质量和性能。
还可以为模具的设计和生产提供大量的数据支持和分析结果,有利于企业更好地了解其产品设计的弱点和优点,进一步改进其产品设计方案。
除了仿真功能外,还有丰富的辅助工具,比如数据库、预处理器和后处理器。
数据库可以存储和管理模具的数据,从而优化模具的设计和生产过程。
预处理器可以对数据进行处理和翻译,使它们可以被正确地识别和分析。
后处理器可以对分析结果进行可视化和展示,从而提供直观的数据分析和判断。
此外,的优势还在于其卓越的技术支持和培训服务。
它提供全面的用户支持和培训,使企业能够更好地理解和应用该软件。
同时,的开发团队也会不断更新技术和服务,以满足客户的需求和要求。
总之,是一款非常实用和优秀的模具设计和生产解决方案。
它可以帮助企业更好地设计和生产其产品,提高其产品的质量和生产效率。
如果您是一个模具生产商或注塑产品设计师,那么是您不可或缺的利器。
它完全符合市场的需求和要求,在未来的市场竞争中将起到越来越重要的作用。
常用模流分析软件简介【精选】

常用模流分析软件简介Moldflow美国MOLDFLOW上市公司是专业从事注塑成型CAE软件和咨询公司,自1976年发行了世界上第一套流动分析软件以来,一直主导塑料成型CAE软件市场。
MOLDFLOW一直致力于帮助注塑厂商提高其产品设计和生产质量,MOLDFLOW的技术和服务提高了注塑产品的质量,缩短了开发周期,也降低了生产成本,MOLDFLOW已成为世界注塑CAE 的技术领袖。
利用CAE技术,可以在模具加工前,在计算机上对整个注塑成型过程进行模拟分析,准确预测熔体的填充、保压和冷却情况,以及制品中的应力分布、分子和纤维取向分布、制品的收缩和翘曲变形等情况,以便设计者能尽早发现问题并及时进行修改,而不是等到试模后再返修模具。
这不仅是对传统模具设计方法的一次突破,而且在减少甚至避免模具返修报废、提高制品质量和降低成本等方面,都有着重大的技术、经济意义。
塑料模具的设计不但要采用CAD技术,而且还要采用CAE技术,这是发展的必然趋势。
模流分析:MOLDFLOW。
模流分析(Mouldflow)早期主要应用于结构体强度计算与航天工业上,而各领域的CAE应用功能不尽相同。
但应用于塑料注射与塑料模具工业的CAE在台湾被称为模流分析,这最早是由原文MOLDFLOW直译而来。
MOLDFLOW是由此领域的先驱Mr. Colin Austin在澳洲墨尔本创立﹐早期(1970~)只有简单的2D流动分析功能,并仅能提供数据透过越洋电话对客户服务﹐但这对当时的技术层次来说仍有相当的帮助﹐之后开发各阶段分析模块, 逐步建立今日完整的分析功能。
同一年代﹐美国Cornell大学也成立了CIMP研究项目,由华裔教授Dr.K.K.Wang所领导﹐针对塑料射出加工做系统理论研讨,产品名为C-MOLD。
自1980年代起,随着理论基础日趋完备,数值计算与计算机设备的发展迅速,众多同类型的CAE软件渐渐在各国出现﹐功能也不再局限于流动现象探讨。
7材料成型过程的计算机模拟——MOLDFLOW
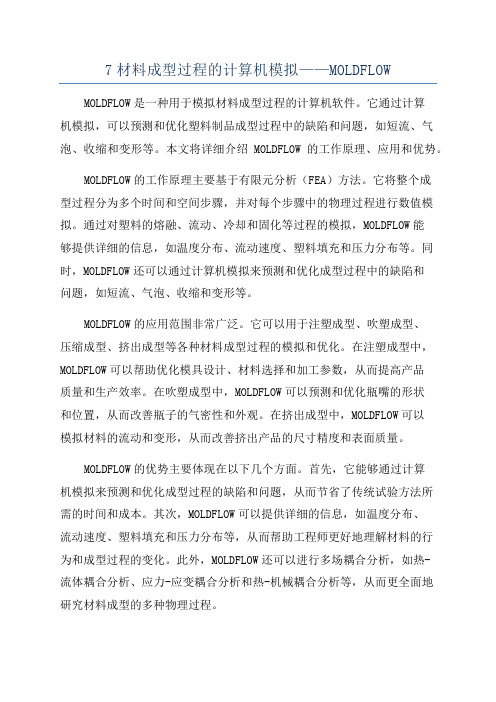
7材料成型过程的计算机模拟——MOLDFLOW MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它通过计算机模拟,可以预测和优化塑料制品成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
本文将详细介绍MOLDFLOW的工作原理、应用和优势。
MOLDFLOW的工作原理主要基于有限元分析(FEA)方法。
它将整个成型过程分为多个时间和空间步骤,并对每个步骤中的物理过程进行数值模拟。
通过对塑料的熔融、流动、冷却和固化等过程的模拟,MOLDFLOW能够提供详细的信息,如温度分布、流动速度、塑料填充和压力分布等。
同时,MOLDFLOW还可以通过计算机模拟来预测和优化成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
MOLDFLOW的应用范围非常广泛。
它可以用于注塑成型、吹塑成型、压缩成型、挤出成型等各种材料成型过程的模拟和优化。
在注塑成型中,MOLDFLOW可以帮助优化模具设计、材料选择和加工参数,从而提高产品质量和生产效率。
在吹塑成型中,MOLDFLOW可以预测和优化瓶嘴的形状和位置,从而改善瓶子的气密性和外观。
在挤出成型中,MOLDFLOW可以模拟材料的流动和变形,从而改善挤出产品的尺寸精度和表面质量。
MOLDFLOW的优势主要体现在以下几个方面。
首先,它能够通过计算机模拟来预测和优化成型过程的缺陷和问题,从而节省了传统试验方法所需的时间和成本。
其次,MOLDFLOW可以提供详细的信息,如温度分布、流动速度、塑料填充和压力分布等,从而帮助工程师更好地理解材料的行为和成型过程的变化。
此外,MOLDFLOW还可以进行多场耦合分析,如热-流体耦合分析、应力-应变耦合分析和热-机械耦合分析等,从而更全面地研究材料成型的多种物理过程。
总之,MOLDFLOW是一种用于模拟材料成型过程的计算机软件。
它通过计算机模拟,可以预测和优化塑料制品成型过程中的缺陷和问题,如短流、气泡、收缩和变形等。
MOLDFLOW的工作原理基于有限元分析方法,它能够模拟塑料的熔融、流动、冷却和固化等过程,并提供详细的信息。
模流分析(moldflow)从入门精通教程
模流分析(moldflow)从入门精通教程
什么是moldflow:
在以往的模具设计行业中,都是一些在一线制造模具,修理模具的一些老师傅,他们都是凭借自己多年的经验,设计出来的模具并不能达到理想的要求,塑件的表面粗糙,凹陷等现象时有发生,导致企业生产效率较低,整个模具市场制造成本较高。
现在我们运用Moldflow软件对塑件进行分析,从材料、最佳浇注位置、-模几腔、流道、冷却系统的对比分析,结合零件本身的性质,从而选择出最佳方案,为接下来的模具.设计提供理论基础。
本次案例设计运用Moldflow软件对调色盘注塑的填充、冷却等行为进行了动态模拟,为该制品的模具设计和注塑工艺参数的确定提供理论依据,从而改善制品的成型质量。
运用Moldflow软件对各主要参数进行对比,选择最佳方案,从而达到边设计边改进的效果。
总结:此零件的材料为ABS,由充填时间、冻结层因子、气穴分析等分析,得知调色盘适合使用点浇口,为不影响塑件的表面质量,方便塑件顶出,所以选择点浇口且在零件内表面。
面上的全局边长为2mm时,最佳浇口位置为点1323.综合零件产量,以及零件对表面的光滑度要求所以选择一模四腔。
选择管道直径为10mm, 水管与零件距离为50mm,管道数为8,管道中心之间距为30,零件之外距离为100mm。
Moldflow简介

MPI/Cool
MPI/Cool 可以建立冷却水路,并分析冷却系统 的效率。通过冷却模拟,可以优化模具及冷却系统 设计,从而获得均匀的制品冷却,缩短冷却时间, 消除由于冷却原因造成的翘由,进而降低整个制造 成本。
MPI/Warp
MPI/Warp 可使用户了解在注射成型过程中制 品收缩和翘曲的原因,并且预测变形发生的区域。 其结果可使用户在模具制造之前,就可优化设计, 选择适当的材料和工艺条件。
MPI/Shrink
MPI/Shrink 基于工艺条件和具体的材料参数, 能预测制品收缩,并且能预测出独立于翘案例
填充时间分析
案例
冷却分析
MPI/Gate Location
MPI/Gate Location 对塑料制品的进浇口的位置 进行分析,以图片形式将最佳浇口的位置显示出来, 作为模具设计时的参考。
MPI/Flow
MPI/Flow 可以模拟注射时的充模和保压,使 用户可以改进制品和模具设计,选择合适的材料和 工艺条件,以取得质量、成本和时间的最佳平衡点。
Moldflow简介 Moldflow简介
目录
Moldflow公司简介 Moldflow的功能 Moldflow的主要产品 MPI/Gate Location MPI/Flow MPI/Cool MPI/Wrap MPI/Shrink 案例
Moldflow公司简介 公司简介
★1978成立,NASDAQ上市公司 ★世界上唯一的高档注塑成型CAE技术供应商 ★注塑成型CAE技术的领导者和革新者 ★2000年与同类公司C-Mold公司合并
moldflow公司简介moldflow的功能moldflow的主要产品mpigatelocationmpiflowmpicoolmpiwrapmpishrink案例moldflow1978成立nasdaq上市公司世界上唯一的高档注塑成型cae技术供应商注塑成型cae技术的领导者和革新者2000年与同类公司cmold公司合并moldflow利用计算机技术模拟注塑成型全过程预测制品最终可能出现的缺陷找到缺陷产生的正确原因在模具加工之前得到最优化的制品设计模具设计方案和最适宜的成型工艺条件确保产品以最短的周期最低成本投入市场增强市场竞争能力
Moldflow简介
Moldflow软件简介一、概述Moldflow软件可以模拟整个注塑过程以及这一过程对注塑成型产品的影响。
Moldflow软件工具中溶合了一整套设计原理,可以评价和优化组合整个过程,可以在模具制造之前对塑料产品的设计、生产和质量进行优化。
二、主要功能模块1.MF/Flow流动分析MF/Flow分析聚合物在模具中的流动,并且优化模腔的布局、材料的选择、填充和压实的工艺参数。
可以在产品允许的强度范围内和合理的充模情况下减少模腔的壁厚,把熔接线和气陷定位于结构和外观上允许的位置上,并且定义一个范围较宽的工艺条件,而不必考虑生产车间条件的变化。
2.MF/Cool冷却分析MF/Cool分析冷却系统对流动过程的影响,优化冷却管路的布局和工作条件。
MF/C ool与MF/Flow相结合,可以产生十分完美的动态的注塑过程分析。
这样可以改善冷却管路的设计,从而产生均匀的冷却,并由此缩短成型周期,减少产品成型后的内应力。
3.MF/Warp翘曲分析MF/Warp分析整个塑件的翘曲变形(包括线性、线性弯曲和非线性),同时指出产生翘曲的主要原因以及相应的补救措施。
MF/Warp能在一般的工作环境中,考虑到注塑机的大小、材料特性、环境因素和冷却参数的影响,预测并减少翘曲变形。
4.MF/Stress结构应力分析MF/Stress分析塑料产品在受外界载荷的情况下的机械性能,在考虑到注塑工艺条件下,优化塑料制品的强度和刚度。
MF/Stress预测在外载荷和温度作用下所产生的应力和位移。
对于纤维增强塑料,MF/Stress根据流动分析和塑料的种类的物性数据来确定材料的机械特性,用于结构应力分析。
5.MF/Shrink模腔尺寸确定MF/Shrink可以通过对聚合物的收缩数据和对流动分析结果来确定模腔尺寸大小。
通过使用MF/Shrink,可以在较宽的成型条件下以及紧凑的尺寸公差范围内,使得模腔的尺寸可以更准确地同产品的尺寸相匹配,使得模腔修补加工以及模具投入生产的时间大大缩短,并且大大改善了产品组装时的相互配合,进一步减少废品率和提高产品质量。
moldflow介绍

冷却系统创建应用示例
STEP2:创建冷却系统
冷却系统创建应用示例
STEP2:创建冷却系统
冷却水道
7、实例项目分析介绍
产品名称: 电子钥匙外壳 分析时间:2010.3.5
模
57mm
型
指
示
35mm
16mm
模型尺寸
厚度
浇 注 系 统 设 计
Ø3.5-Ø5 Ø1-Ø5 Ø5
本方案为一模二穴,采用冷流道系统设计。
体
积
收
缩
大部分较均匀, 红色及黄色的区 域稍稍大一点, 将会有缩影,因 产品的外表是圆 弧状的,所以缩 影不会明显,注 塑时注意保压的 控制
凝 固 层 矢 量
圆圈内有缩影 ,因 此处的壁稍厚一点, 但产品的外表的圆 弧状的,所以不会 明显,注塑时注意 保压的设置
冷
却
温
度
注意圆圈区域 的水道冷却问 题,因此处下 模的水道不好 制造。
,
放 大 图
STEP4:连通性检查
【网格】→【网格诊断】→【连通性诊断】
,
基于Moldflow软件的 冷却系统创建 1、冷却系统创建应用示例
2、冷却系统手工创建方法
3、冷却系统网格划分
4、冷却系统进水口设置
27
冷却系统创建应用示例
冷却系统创建应用示例
STEP1:打开工程
选择“case.mpi” 复制工程并重命名
冷却系统设计
Ø8
材
ABS+PC
1. Melt density 1.1665 g/cu.cm 2. Solid density 1.3869 g/cu.cm 3. Ejection temp. 160 deg.C 4. Recommend mold temp. 85 deg.C 5. Recommend melt temp. 280 deg.C 6. Degradation temp. 300 deg.C
MOLDFLOW 应用简介

1. MOLDFLOW模塊介紹 · · · · · · 1-2 2. MPI分析模組· · · · · · · · · · · · · · 3 3. MOLDFLOW 操作流程· · · · · · 4-19 4. 分析案例 · · · · · · · · · · · · · · · · · 20-19
٧ MIDPLANE 是中面模型﹐即將產品的3D模型簡化為 中間面模 型。 ٧ FUSION 模型是雙層面模型﹐即將產品的3D模型簡化為外表 面和內表面藕合而成雙面流模型。 ٧ SOLID(3D)就是實體模型﹐有限元網格不同于MIDPLANE模型 和FUSION模型所采用的二維角面元﹐而采用能夠真正反映實際 流動狀態的三維四面體單元。 ٧ 此三種模型在分析時間上MIDPLANE最短﹐SOLID分析時間 最長
網格划分及優化
1.網格划分﹕Mesh→Generate Mesh· · · · 2.網格診斷﹕Mesh→Mesh Statistics· · · · 3.優化目的﹕網格的質量影響到分析的准確性 4.優化項目﹕ ♥ Aspect Ratio (縱橫比) ♥ Overlapping Elements(重疊單元) ♥ Orientation(配向) ♥ Connectivity(連通性) ♥ Free Edges(自由邊) ♥ Match Ratio(匹配率)
成型條件設置
常用树脂的建议熔胶温度与模具温度
分析
1. 分析模式選擇﹕Analysis→Set Analysis Sequence→Fill(Cool 、 Cool+Flow+Warp….) 1.1 分析流程﹕ 1.1.1 對模型進行初步分析(包括打開模型﹐ 選擇材料 選擇澆口位置﹐進行成型分析) 1.1.2 查看分析結果﹐找出塑件成型中可能出 現的問題 1.1.3選新的材料或工藝參數重新分析 1.1.4查看分析結果﹐檢查塑件成型過程中是 否還有問題 1.1.5 重復以上几步至滿意
Moldflow模流分析

第十页,1共016页。
3.1 分析前的准备
• 决定分析路径
1. 新的模具:避免可能的问题及忧虑 2. 已有的模具:解决目前存在的问题 • 搜索正确的输入资料,包括: 1. 产品
2. 模具
3. 原料
4. 制程
11 第十一页,共16页。
3.2 输入的资料
模型
原料
1.是否在数据库内
2.使用替代材料 3.进行材料测试
的模具型腔内作注塑流动时该缺点便暴露无遗。
第十四页,1共416页。
第十五页,1共516页。
Thanks for your attention!
16 第十六页,共16页。
第十二页,1共216页。
成型条件
3.3 相关分析图片
第十三页,1共316页。
4、Moldflow的缺点
Moldflow技术具有明显优点的同时也存在着明显的缺点:
1. 分析数据的不完整,双面流技术在模拟过程中虽然计算了每一流动前沿沿厚度方 向的物理量,但并不能详细地记录下来。
2. 数据的不完整,造成了流动模拟与冷却分析、应力分析、翘曲分析集成的困难。 3. 熔体仅沿着上下表面流动,在厚度方向上未作任何处理,缺乏真实感。当在透明
司
达到最佳的生产效率
竞
避免生产中可能出现的错误及
争
缺陷
力
及
为公司提供了更高效的生产效 率,节约成本
收
拥有强大的材料数据库,为产
益
品成型模拟分析提供强大的后
盾
第三页,共316页。
2、Moldflow辅助分析功能大盘点
功能1: 最佳浇口位置分析
左视图
俯视图
4 第四页,共16页。
根据塑件的形状
Moldflow学习指南

冷却过程模拟
冷却过程模拟是Moldflow分析流程中的另一个关键环节,用于模拟塑料在模具中的冷却固化过程。
在冷却过程中,需要考虑模具的温度分布、冷却水路的流动和温度等因素,以及塑料的传热性能和结晶 性能。
Moldflow学习指南
目录
• Moldflow软件介绍 • Moldflow基础操作 • Moldflow分析流程 • Moldflow结果解读 • Moldflow进阶应用 • Moldflow常见问题与解决 • Moldflow案例分享
01 Moldflow软件介绍
软件特点与优势
高效仿真
02 Moldflow基础操作
文件操作与项目管理
01
打开、保存、另存为等文件操作,方便用户对 Moldflow软件进行交互。
02
项目创建与打开,便于管理多个分析项目。
03 导入、导出数据,实现与其他软件的协同工作。
网格划分与处理
01
自动、手动划分网格,满足不同分析需求。
02
网格质量检查与修复,确保分析准确性。
3. 尝试调整收敛标准或采用更高级的求解 器进行计算。
07 Moldflow案例分享
实际产品模拟案例
案例一 手机壳模具设计
案例二 汽车保险杠模具设计
案例三 家电外壳模具设计
案例四 玩具模具设计
成型工艺优化案例
案例一
优化注射工艺,提高产 品质量
案例二
调整模具温度,减少成 型周期
案例三
改进模具排气,减少产 品缺陷
通过冷却过程模拟,可以预测塑料制品的冷却时间和温度分布,分析可能出现的冷却不均、结晶取向和 内应力等问题,并优化模具设计和工艺参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MPI 产品
快速整合CAD & CAE
CAD Model
MPI 3.1 Result
STL Expert or MPI/Synergy
Mesh Model
MPI 产品
* 能适用于市面上的 CAD/CAM系统
* 在模拟分析时,模型的建构将不会超过2~4小时
* 计算分析时间在10小时之内
* 在24小时内就能去完成一个严谨的模具分析
三维网格3D Tetrahedral
专业型 CAE分析
MPI 产品
传统射出成型 共射成型 气体辅助射出成型 射压成型 IC封装成型 覆晶封装成型 反应成型 . .
Gas-assisted Injection
Advanced Products
Reactive Molding RTM/SRIM
Injection
三维(3D)网格分析
针对厚壳三维产品 CAD实体(Solid)模型直接分析 CAD 模型 四面体网格分析解法 比一般分析时间较为长 可作分析项目
充填分析(Filling) 保压分析(Post-Filling) 冷却分析(cool) 翘曲分析(warp)
MPI 分析功能一览表
公司简介
•于1978年成立 •总公司现位于美国 •为全球化的国际公司 •塑胶射出成型CAE分析软件的领导品牌 •于2000年4月合并主要竞争对手C-MOLD •于2000年4月在美国NASDAQ挂牌上市 •现今致力于:
•整合Moldflow与C-MOLD合并版本(MPI 3.0), 于2001年12月份正式上市 •与合作伙伴的整合
Injection /Compression
Co-Injection
Underfill Encapsulation
Microchip Encapsulation
MPI 模块 (Modules)
流动分析MPI/FLOW 三维MPI/ 3D 厚件模拟 冷却分析MPI/COOL MPI/FUSION以 翘曲分析MPI/WARP 双层模拟三维 应力分析MPI/STRESS 热固性分析MPI/CENCAP 气体辅助分析MPI/GAS 纤维配向分析MPI/FIBER 制程条件最佳化MPI/OPTIM
输入 CAD 档案格式
In Synergy MPI/Synergy Steredithograpy (*.stl ) Iges (*.igs ) Nastran (*.nas) Patran (*.pat ) Translator MPI/Synergy: Ansys (*.ans ) Wizard : 转变成网格、检 转换Moldflow Moldflow (*.mfl ) 查与修补网格 所需之有限元 C-MOLD ( *.cmf) 素网格 Fem (*.fem) Ideas (*.unv ) Step AP203 (*.stp, *.step) Parasolid (*.x_t, *.x_b, *.xmt, *.xmb, *.xmt_txt) Pro-engineer (*.prt)
MPX 硬件与软件连结
MOLDFLOW
易源科技www.5cax.om
Moldflow公司全球分布
Europe - 43%
Asia Pacific - 26%
Americas - 31%
在世界的任何地方都有Moldflow的客户服务及技术支援
Direct Sales Offices
Operating facilities
Moldflow Plastics Xpert (MPX) 射出成型现场程序控制摹拟
普及型 CAE分析
The Plastics Advisers
Part Adviser 针对产品工程师 For Part Designers July ‘97
Mold Adviser 针对模具工程师 For Mould Designers March ‘99
与CAD完美的结合
三维实体基准
不需转换 ! 不需网格 ! 不需中央帄面 ! 不需额外整理模型 !
Moldflow & C-MOLD
( MPI)
专业型 CAE分析
MPI 全新界面
MPI整合各种网格环境 提供深入分析选择
双层网格 (Dual Domain)
中间面网格 Midplane Mesh
•CAD软件厂商 •射出成型机厂商 •塑胶材料制造商
全球化的客户
Chemical...
Automotive...
Computers...
Consumer Goods... Medical... Toys...
模具制造的过程
模具设计
零件设计
模具制造
零件生产
处理广泛的塑胶问题
Moldflow Plastics Advisers (MPA6.0) 普及型CAE模流分析 Moldflow Plastics Insight (MPI 4.1) 专业型CAE模流分析
双层(FUSION)网格分析
针对薄壳三维产品 采用双层有限元素技术 不需中间帄面(midplane)网格技术 使用 CAD 模块档案 ( STL file) 可作分析项目
流动分析(Flow) 冷却分析(Cool) 纤维配向性分析(Fiber) 收缩翘曲分析(Warp) 制程条件最佳化分析(Optim)
网格 型式
可作分析
三维(3D)
(Tetrahedral)
双层
(Dual Domain)
中间面
(Midplane)
流动 冷却 翘曲 Moldflow Plastics Xpert (MPX)
整合硬件与软件专家系统,直连接现场射出机的控制器 参数化设定射出机 使用现场射出结果 建议最佳成形条件 建立建全完整的处理视窗 监督生产程序并修正生产问题点
* 在模具分析中,提供最完善的建构工具
中间面(Midplane)网格分析
针对所有薄壳产品 使用中间帄面模式 可分析项目
流动(Flow) 充填(Filling) 保压(Packing) 冷却(Cool) 翘曲(Warp) 收缩(Shrink) 应力(Stress) 纤维(Fiber) 气辅(Gas) 最佳化(Optim) 热固性(Reactive )