挤压设计说明书修改后资料
铝型材挤压说明书
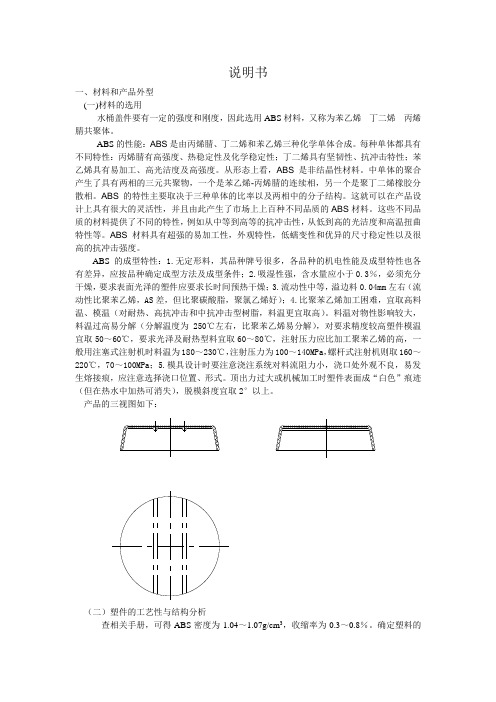
说明书一、材料和产品外型(一)材料的选用水桶盖件要有一定的强度和刚度,因此选用ABS材料,又称为苯乙烯-丁二烯-丙烯腈共聚体。
ABS的性能:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
ABS的成型特性:1.无定形料,其品种牌号很多,各品种的机电性能及成型特性也各有差异,应按品种确定成型方法及成型条件;2.吸湿性强,含水量应小于0.3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥;3.流动性中等,溢边料0.04mm左右(流动性比聚苯乙烯,AS差,但比聚碳酸脂,聚氯乙烯好);4.比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高)。
料温对物性影响较大,料温过高易分解(分解温度为250℃左右,比聚苯乙烯易分解),对要求精度较高塑件模温宜取50~60℃,要求光泽及耐热型料宜取60~80℃,注射压力应比加工聚苯乙烯的高,一般用注塞式注射机时料温为180~230℃,注射压力为100~140MPa,螺杆式注射机则取160~220℃,70~100MPa;5.模具设计时要注意浇注系统对料流阻力小,浇口处外观不良,易发生熔接痕,应注意选择浇口位置、形式。
顶出力过大或机械加工时塑件表面成“白色”痕迹(但在热水中加热可消失),脱模斜度宜取2°以上。
挤压成型模具设计手册

挤压成型模具设计手册一、模具设计基础模具设计是挤压成型工艺中的重要环节,它涉及到产品的形状、尺寸、精度和生产效率等方面。
在进行模具设计时,需要充分了解产品的用途和性能要求,同时考虑到生产条件和制造成本等因素。
二、材料选择与处理模具材料的选择和处理对于模具的寿命和性能至关重要。
常用的模具材料包括钢材、硬质合金、陶瓷等,具体选择应根据产品的要求和生产条件来确定。
材料处理包括热处理、表面处理等,可以提高材料的硬度、耐磨性和耐腐蚀性等性能。
三、模具结构设计模具结构设计是模具设计的核心,它决定了模具的功能和生产能力。
结构设计应充分考虑产品的形状、尺寸、精度和生产效率等因素,同时考虑到材料的流动和排溢等条件。
此外,结构设计还应考虑到维修和保养的方便性。
四、成型工艺优化挤压成型工艺是模具设计的重要环节之一,它涉及到材料的流动、温度和压力的控制等方面。
工艺优化可以提高生产效率、降低能耗和提高产品质量。
在进行工艺优化时,需要考虑多种因素,包括材料的性能、模具的结构和尺寸等。
五、温度控制系统温度是影响挤压成型工艺的重要因素之一,因此温度控制系统的设计也是模具设计的重要环节之一。
温度控制系统应能够精确控制模具的温度,并保持温度的稳定。
此外,温度控制系统的设计还应考虑到加热和冷却的速度和时间等因素。
六、模具强度与刚性模具的强度和刚性是影响模具寿命和产品质量的重要因素。
在进行模具设计时,应充分考虑模具的强度和刚性要求,并采取相应的措施来提高模具的强度和刚性。
例如,可以采用加强筋、增加厚度等方法来提高模具的强度和刚性。
七、润滑与保养润滑和保养是保持模具性能和延长模具寿命的重要措施。
在进行模具设计时,应充分考虑润滑和保养的要求,并采取相应的措施来实现润滑和保养的目的。
例如,可以采用润滑剂、密封圈等来润滑和保养模具。
挤压作业指导书
挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于机械创造、建造工程、汽车创造等领域。
为了确保挤压作业的质量和安全,制定一份详细的挤压作业指导书是必要的。
二、任务目的本指导书的目的是为挤压作业人员提供明确的操作步骤和注意事项,以确保挤压作业的顺利进行,并最大程度地降低事故风险。
三、任务内容1. 挤压作业前的准备1.1 确定挤压作业的材料和规格要求。
1.2 检查挤压设备的状态,确保设备正常运行。
1.3 检查挤压模具的磨损情况,必要时更换模具。
1.4 确保挤压作业区域的安全和整洁。
2. 挤压作业的操作步骤2.1 将待加工材料放置在挤压设备的进料口,并调整进料机构的位置。
2.2 启动挤压设备,调整挤压速度和压力,确保材料顺利进入模具。
2.3 监控挤压过程中的温度和压力变化,根据需要进行调整。
2.4 观察挤压出来的产品质量,及时发现并处理问题。
3. 挤压作业的安全注意事项3.1 操作人员必须穿戴好安全防护装备,包括防护眼镜、手套等。
3.2 在挤压作业过程中,严禁将手或者其他物体挨近挤压设备的运动部件。
3.3 如发现挤压设备浮现异常情况,应即将停机检查并报告相关人员。
3.4 定期检查挤压设备的保养情况,保持设备的正常运行。
四、任务成果本指导书的成果是一份详细的挤压作业指导书,包括挤压作业的准备工作、操作步骤和安全注意事项。
该指导书应由专业人员编写,并经过相关部门的审核和批准。
五、任务执行时间本任务估计在一个月内完成,具体时间根据编写和审核的发展情况而定。
六、任务执行人员本任务的执行人员应包括挤压作业的专业人员、安全管理人员和相关部门的审核人员。
七、任务风险评估1. 由于挤压作业涉及到机械设备和高温操作,存在一定的安全风险,需要加强安全培训和操作规范的制定。
2. 编写指导书可能需要调研和采集相关资料,需要合理安排时间和人力资源。
八、任务评估与反馈任务完成后,应进行评估和反馈,采集相关人员的意见和建议,以进一步完善挤压作业指导书的内容和格式。
挤压模具设计书说明书

挤压模具设计书说明书1. 引言本说明书旨在提供挤压模具设计的详细指导。
挤压模具是在挤压工艺中使用的一种关键工具,它对产品的质量和生产效率具有重要影响。
本说明书将涵盖挤压模具设计的基本概念、设计要点和步骤等内容,旨在帮助设计人员更好地理解和应用挤压模具设计相关知识。
2. 挤压模具设计概述挤压是一种通过挤压机将熔融的原料挤出成型的工艺。
挤压模具是挤压过程中起到塑料流动、形成和冷却等作用的工具。
挤压模具设计需要考虑多个因素,如材料选择、模具结构、模具加工工艺等。
3. 挤压模具设计步骤3.1. 产品分析在进行挤压模具设计之前,首先需要对待生产产品进行详细分析。
这包括产品的材料、形状、尺寸、表面要求等方面的分析。
通过产品分析,可以为模具设计提供基本的设计要求和指导。
3.2. 模具结构设计模具结构设计是挤压模具设计的核心部分。
在模具结构设计过程中,需要考虑到产品的形状和尺寸要求,确定模具的结构形式、模腔布置、模具开合方式等。
合理的模具结构设计能够有效提高产品的一致性和精度。
3.3. 材料选择挤压模具的材料选择对于模具寿命和产品质量具有重要影响。
常见的挤压模具材料包括合金钢、硬质合金等。
在选择材料时,需要综合考虑材料的硬度、强度、热导率等因素。
3.4. 模具加工工艺模具加工工艺是指模具从原料到成品的全过程。
挤压模具加工工艺包括切割、车削、铣削、磨削等。
在进行模具加工时,需要根据模具的具体要求选择合适的加工工艺,保证模具的加工精度和质量。
4. 挤压模具设计要点4.1. 模具结构要点•模具结构应满足产品的外观要求,确保产品的形状和尺寸精度。
•模具结构应具备良好的冷却系统,以提高模具的散热效果,避免产品变形和模具损坏。
•模具结构应具备合理的模腔设计,以确保塑料流动的均匀性和稳定性。
4.2. 模具材料要点•模具材料应具有高硬度和耐磨性,以提高模具的使用寿命。
•模具材料应具有良好的热导率,以实现有效的模具冷却效果。
4.3. 模具加工工艺要点•模具加工工艺应具有高加工精度和稳定性,以确保模具的质量和精度。
型材挤压设计

前言本设计根据模具设计与制造专业的要求,为完成课程设计而完成的模具设计工艺流程与制造。
挤压技术作为一种高效、优质、低消耗的精密成形技术,在金属材料的塑性成形领域中得到迅速发展和广泛应用。
特别是20世纪90年代以来,工业发达国家汽车工业开始进行战略调整,逐渐加强了生产当地化、人才本土化的趋势,中国汽车工业参与全球化的重要领域就是汽车零部件生产。
汽车工业的发展促进了精密成型技术及装备的发展。
但是长期以来,我国挤压技术产业化工作没有得到良性发展,与工业先进国家相比有较大的差距,人才较为匮乏,与逐步成长的精密锻件市场不相适应,因此开设了相关专业课—挤压技术。
设计者2011-6-14一、绪论1.1 挤压加工方法挤压是有色金属、钢铁材料生产与零件成型加工的主要方法之一,也是各种复合材料、粉末材料等先进材料制备与加工的重要方法。
从大尺寸金属铸锭的热挤压开坯、大型管棒型材的热挤压加工至小型精密零件的冷挤压成型,从粉末、颗粒料为原料的复合材料直接固化成型到金属间化合物、超导材料等难加工材料,现代挤压技术得以广泛的应用。
挤压加工的方法主要有正挤压,反挤压,侧向挤压,玻璃润滑挤压,静液挤压,连续挤压。
挤压加工特点是处于强烈的三向压应力状态,这有利于提高金属的塑性变形能力,提高制品的质量,改善制品内部微观组织和性能。
除此以外,挤压加工还具有应用范围广,生产灵活性大,工艺流程简单和设备投资少的特点。
应用挤压加工工艺最多的材料是低熔点的有色合金,如铝及铝合金。
1.2 铝加工行业的分布中国的铝加工企业主要集中于沿海(广东、福建、浙江、上海、江苏、山东、河北、天津、北京、辽宁)地区,即珠江三角洲(广州一深圳为中心的经济圈)、长江三角洲(上海为中心的经济圈)、环渤海湾地区(京津经济圈)所占比例较大,许多铝加工企业都云集于此三大经济圈。
在珠三角地区,主要集中在佛山地区,其中大沥更是全国,甚至世界地区铝加工业的佼佼者。
1.3铝及铝合金的特点与应用铝及铝合金具有一系列特性,在金属材料的应用中仅次于钢材而居第二位。
挤压模具说明书

1. 绪论1. 1 挤压的定义及分类1. 1. 1 挤压的定义挤压是将挤压模具装在压力机上,将金属坯料放入模腔内,利用压力机的往返运动,在强大的压力和一定的速度之下,迫使金属在挤压模的型腔内发生塑性变形,从模腔中挤出,从而获得所需形状、尺寸以及具有一定力学性能的挤压件。
挤压是在很强的三向应力状态下的成型的过程,因而允许很大的变形量,更适于低塑性材料的成型。
显然,挤压加工是靠模具来控制金属流动,靠金属体积的大量转移来成型零件的;在整个变形过程中,其材料的体积是保持不变的[1]。
挤压成型速度范围很广,它既可在专用挤压机上进行,也可在一般的机械压力机、液压机、摩擦压力机以及高速空气锤上进行。
挤压成型温度范围也很广,它既可在常温、中温下进行,也可在高温中进行。
根据制品形状的要求,有各种与之相配的模具。
挤压模具是挤压生产中最重要的工具,它的结构形式、各部分尺寸、模具材料、模具的装配形式等,对挤压力、金属流动的均匀性、制品尺寸的稳定性、制品表面质量以及模具自身的使用寿命等都产生极大的影响[2]。
1. 1. 2 挤压的分类(1)按毛坯加热温度的不同分类1)冷挤压在室温中对毛坯进行挤压。
冷挤压的特点及应用范围;采用冷挤压法加工可以降低原材料消耗,材料的利用率高达70%~90%[4]。
在冷挤压中,金属材料处于三向不等的压应力作用下,挤压后金属材料的晶粒组织更加细小而密实;金属流线不被切断,而是沿着挤压件轮廓连续分布;同时,由于冷挤压利用了金属材料经冷加工而产生的加工硬化的特性,使冷挤压件的强度大为提高,从而提供了用低强度钢代替高强度钢的可能性[3]。
此外,冷挤压靠强大的压力来熨平毛坯表面,因此可以获得较高尺寸精度和较低表面粗糙度的冷挤压件。
冷挤压模具与一般冷冲模相比,工作时所受的压力大得多,因而在强度、刚度和耐磨性等方面的要求都较高。
冷挤模不同于冷冲模的地方主要有:●凹模一般为组合式(凸模也常常用组合式)结构;●上﹑下模板更厚,材料选择得更好,满足模具的强度要求;●导柱直径尺寸较大,满足模具的刚度要求;●工作零件尾部位置均加有淬硬的垫板;●模具易损件的更换、拆卸更方便[5]。
挤压模具说明书
1. 绪论1. 1 挤压的定义及分类1. 1. 1 挤压的定义挤压是将挤压模具装在压力机上,将金属坯料放入模腔内,利用压力机的往返运动,在强大的压力和一定的速度之下,迫使金属在挤压模的型腔内发生塑性变形,从模腔中挤出,从而获得所需形状、尺寸以及具有一定力学性能的挤压件。
挤压是在很强的三向应力状态下的成型的过程,因而允许很大的变形量,更适于低塑性材料的成型。
显然,挤压加工是靠模具来控制金属流动,靠金属体积的大量转移来成型零件的;在整个变形过程中,其材料的体积是保持不变的[1]。
挤压成型速度范围很广,它既可在专用挤压机上进行,也可在一般的机械压力机、液压机、摩擦压力机以及高速空气锤上进行。
挤压成型温度范围也很广,它既可在常温、中温下进行,也可在高温中进行。
根据制品形状的要求,有各种与之相配的模具。
挤压模具是挤压生产中最重要的工具,它的结构形式、各部分尺寸、模具材料、模具的装配形式等,对挤压力、金属流动的均匀性、制品尺寸的稳定性、制品表面质量以及模具自身的使用寿命等都产生极大的影响[2]。
1. 1. 2 挤压的分类(1)按毛坯加热温度的不同分类1)冷挤压在室温中对毛坯进行挤压。
冷挤压的特点及应用范围;采用冷挤压法加工可以降低原材料消耗,材料的利用率高达70%~90%[4]。
在冷挤压中,金属材料处于三向不等的压应力作用下,挤压后金属材料的晶粒组织更加细小而密实;金属流线不被切断,而是沿着挤压件轮廓连续分布;同时,由于冷挤压利用了金属材料经冷加工而产生的加工硬化的特性,使冷挤压件的强度大为提高,从而提供了用低强度钢代替高强度钢的可能性[3]。
此外,冷挤压靠强大的压力来熨平毛坯表面,因此可以获得较高尺寸精度和较低表面粗糙度的冷挤压件。
冷挤压模具与一般冷冲模相比,工作时所受的压力大得多,因而在强度、刚度和耐磨性等方面的要求都较高。
冷挤模不同于冷冲模的地方主要有:●凹模一般为组合式(凸模也常常用组合式)结构;●上﹑下模板更厚,材料选择得更好,满足模具的强度要求;●导柱直径尺寸较大,满足模具的刚度要求;●工作零件尾部位置均加有淬硬的垫板;●模具易损件的更换、拆卸更方便[5]。
冷挤压工艺和模具设计说明书模板

冷挤压工艺及模具设计
5.1.4 冷挤压变形程度
在冷挤压过程中,变形程度是决定使用设备压力大小及 影响模具寿命的主要因素之一,若要提高生产率,就必须增 大每次挤压的变形程度,以减少挤压次数。但变形程度越大, 其变形抗力也越大,就会降低模具的寿命,甚至引起凸模折 断或凹模开裂。因此对各种挤压材料,都应选择合适的变形 程度。
冷挤压工艺及模具设计
表5-1 碳素钢及低合金钢的许用变形程度
材料牌号 10 15 35 45 15Cr
34CrMo
反挤压εF 75~80 70~73 50 40 42~50 40~45
表5-2 有色金属冷挤压的许用变形程度
金属材料 铝
截面收缩率εF(%)
正挤压
95~99
防锈铝
反挤压
90~99
紫铜、黄铜、硬铝
单位挤压应力 /MPa
250~300 1500~2000
300~500 2000~2500
500~700 2500~3000
700~800 3000~3500
800~900 3500~4000
表5-4 冷挤压专用液压机主要技术规格
公称挤 活塞直 压力/kN 径/mm
10000
360
20000
500
30000
冷挤压工艺及模具设计
(4) 提高零件的精度,降低表面粗糙度
由于金属表面在高压、高温(挤压过程中产生的热量) 下受到模具光滑表面的熨平,因此,制件表面很光,表面强 度也大为提高。冷挤压零件的精度可达1T8~1T9级,有色金
属冷挤压零件的表面粗糙度可达Ra=1.6~0.4μm。有的冷挤
压件无需切削加工。
冷挤压工艺及模具设计
对于有些材料,为了确保冷挤压过程中的润滑层不被过 大的单位接触压力所破坏,毛坯要经过表面化学处理。例如 碳钢的磷酸盐处理(磷化)、奥氏体不锈钢的草酸盐处理、 铝合金的氧化、磷化或氟硅化处理、黄铜的钝化处理等。经 化学处理后的毛坯表面,覆盖一层很薄的多孔状结晶膜,它 能随毛坯一起变形而不剥离脱落,经润滑处理后在孔内吸附 的润滑剂可以保持挤压过程中润滑的连续性和有效的润滑效 果。
挤压造粒机毕业设计说明书[管理资料]
![挤压造粒机毕业设计说明书[管理资料]](https://img.taocdn.com/s3/m/1faab1e60b4e767f5bcfcedd.png)
摘要我国的农业生产普遍存在化肥使用过量、有机肥施用不足的问题。
在发展生态农业、走可持续化发展道路的今天,充分地利用已有的固体废弃物来发展生物有机肥技术具有相当重要的意义和前景。
本文在分析国内外多种造粒技术后,对固体物料颗粒造粒机进行设计和研究。
结合实际的有机肥造粒技术需求和功能要求,确定挤压式平模造粒机的总体设计方案,选择最优的设计方案,并对其各个功能组件的结构进行分析设计,确定各功能组件的组成,保证其功能要求和性能要求。
并利用AUTO CAD软件绘制完成整机的设计图纸。
关键词有机肥造粒机CADAbstractChina’s agricultural production widespread use of chemical fertilizer, organic fertilizer excessive the problem of insufficient. In the development of ecological agriculture sustainable development today. The emissions of solid waste are increasing,so the technology to use of solid waste to produce organic fertilizer has important significance and Combined with the actual technology needs and functional requirements of organic fertilizer granulation, determine the design program of flat die extrusion-type granulator and choose the best the flat die extrusion-type granulator structure of each functional module for different performance and functional requirements. At last ensure its functionality and performance requirements. With the Auto cad software complete the design drawings.Key word organic fertilizer granulator CAD目录1引言................................................................ - 0 - 课题的背景及意义..................................................... - 0 - 生物有机肥的作用..................................................... - 0 - 固体废弃物的处理..................................................... - 0 - 课题相关技术的国内外发展概况......................................... - 1 - 课题的研究内容....................................................... - 2 - 2 设计任务书.......................................................... - 2 - 3设计计算说明书...................................................... - 3 - ...................................................................... - 3 - 挤压式平模造粒机的总体设计........................................... - 3 - ...................................................................... - 4 - ...................................................................... - 4 - ...................................................................... - 5 - ...................................................................... - 5 - ...................................................................... - 6 - 电动机功率计算....................................................... - 6 - ...................................................................... - 9 - ...................................................................... - 9 - 传动组件的设计....................................................... - 9 - 传动组件运动参数的计算.............................................. - 10 - 锥齿轮组的设计计算.................................................. - 11 - 空心轴的校核计算.................................................... - 15 - 轴承的校核计算...................................................... - 25 - 键的选择及强度计算.................................................. - 26 - ..................................................................... - 27 -造粒组件的设计...................................................... - 27 - 出粒组件的设计...................................................... - 30 - 4使用说明书......................................................... - 31 - 5标准化审查报告..................................................... - 31 - 结论................................................................. - 31 - 参考文献............................................................. - 33 - 致谢............................................................... - 34 -1引言课题的背景及意义生物有机肥的作用生态有机肥营养元素齐全,能够改良土壤,改善使用化肥造成的土壤板结。
挤压模具课程设计资料讲解

挤压模具课程设计课题挤压模具课程设计学生姓名孙天宇 1110121103汪浩 1110121104王朝 1110121105王青 1110121106王显 1110121107王业伟 1110121108 院别机械工程学院专业班级11材控(2)班指导教师张红云、张金标、刘建二0一四年十月课程设计任务书机械工程学院11材控班指导教师:张红云,张金标,刘建。
设计课题:挤压模具设计一、设计条件:在19.6MN挤压机的Φ200mm挤压筒上生产出下列条件的合格型材,设计出相应的型材模具。
1.单模孔模具生产如下图型材。
(1,2,3组同学设计)2.双模孔生产ф12mm的圆棒材。
(4,5,6组同学设计)3.三模孔生产ф8mm的圆棒线材。
(7,8,9组同学设计)4.四模孔生产ф6mm的圆棒线材。
(10,11,12组同学设计)5.双模孔生产3*5扁线材。
(13,14,15组同学设计)6.四模孔生产3*5扁线材。
(16,17组同学设计)二、设计内容:1.模孔布置。
2.设计工作带长度。
3.型材模孔尺寸设计。
4.模子强度校核。
5.画出模具图。
三、设计时间:2014年12月27日至10月31日四、设计地点:实验楼C楼501,502五、分组情况:目录第一章概述 ........................................ 错误!未定义书签。
第二章坯料选择 . (6)2.1坯料尺寸计算 (6)2.2挤压比的计算 (6)2.3挤压机的选择 (7)第三章模孔布置 (8)3.1模孔的布置 (8)3.2工作带长度的确定 (9)3.3模孔尺寸的确定 (10)3.4模孔出口尺寸确定 (10)第四章模具外形尺寸设计 (11)4.1模角 (11)4.2模子的外形尺寸 (11)4.3入口圆角半径r (12)4.4挤压模结构形式与模具外形锥度 (12)4.5模具材质的选取 (12)第五章强度校核 (14)第六章绘制模具图 (15)设计小结 (16)参考文献 (22)第一章概述本次设计主要是在给定挤压筒和挤压机的条件下,设计挤压出3 5mm的扁线材所用的双模孔模具。
挤压作业指导书

挤压作业指导书引言概述:挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料制品等行业。
为了确保挤压作业的安全和质量,制定一份挤压作业指导书是非常必要的。
本文将从挤压作业的准备工作、操作要点、安全注意事项、常见问题及解决方法等五个方面,详细阐述挤压作业指导书的内容。
一、挤压作业的准备工作:1.1 确定挤压材料:根据产品要求,选择合适的挤压材料,如金属材料、塑料材料等。
1.2 准备挤压模具:根据产品设计图纸,制作挤压模具,确保模具的尺寸和形状符合要求。
1.3 调整挤压设备:根据挤压材料和模具的要求,调整挤压设备的参数,如温度、压力等。
二、挤压作业的操作要点:2.1 安装挤压模具:将挤压模具安装在挤压设备上,并确保模具的位置准确。
2.2 调整挤压设备:根据挤压材料的特性,调整挤压设备的参数,如温度、压力、速度等。
2.3 开始挤压作业:将挤压材料放入挤压设备的进料口,启动设备,开始挤压作业。
三、挤压作业的安全注意事项:3.1 佩戴个人防护装备:进行挤压作业时,必须佩戴安全帽、防护眼镜、防护手套等个人防护装备。
3.2 注意设备运转状态:在挤压作业过程中,要时刻关注挤压设备的运转状态,确保设备正常工作。
3.3 避免触碰热表面:挤压设备在运行时会产生高温,操作人员要注意避免触碰热表面,以免烫伤。
四、挤压作业常见问题及解决方法:4.1 产生挤压痕迹不明显:可能是挤压压力不够,需要增加挤压压力。
4.2 产生挤压裂纹:可能是挤压速度过快,需要降低挤压速度。
4.3 产生挤压尺寸偏差:可能是挤压模具尺寸不准确,需要重新制作模具。
五、总结:挤压作业指导书是确保挤压作业安全和质量的重要文件。
通过准备工作、操作要点、安全注意事项、常见问题及解决方法等五个方面的详细阐述,可以帮助操作人员正确进行挤压作业,提高生产效率和产品质量。
在实际操作中,还应根据具体情况进行调整和改进,不断完善挤压作业指导书,以适应不同的生产需求。
挤压车间设计说明书
B工模具预热
目的:为了避免挤压时产生的热效应,造成模具的损坏。所以需要对挤压筒、模具等进行预热。
预热温度:350~450度
3.2.2挤压
对于实心铝型材,挤压速度一般不大于60m/s,空心型材不大于30m/s。一般来说提高挤压速度,则要降低挤压温度,增大挤压力,减少模具寿命。
~30
>60
~100
>100
~150
>150
~200
1栏
2栏
3栏
4栏
5栏
6栏
7栏
8栏
9栏
1
≤1.00
0.13
0.18
0.18
—
—
—
—
—
2
>1.00~2.00
0.15
0.23
0.22
0.26
—
—
—
—
3
>2.00~3.00
0.18
0.28
0.26
0.30
—
—
—
—
4
>3.00~4.00
0.20
0.38
0.30
0.83
—
9
>25.00~38.00
0.38
—
0.61
0.66
0.75
0.84
0.95
—
10
>38.00~50.00
0.45
—
0.70
0.75
0.89
1.01
1.14
1.34
11
>50.00~100.00
0.77
—
0.98
1.09
1.36
1.58
1.87
挤压模具设计说明书

由于B0=1.4㎜.本设计△=0.1
故Tk=1.4+0.1=1.5㎜
7.模孔工作带长度hg的确定
由于本型材制品的对称性较好,外形相对较小,一般可取2~6㎜,生产实践中对铝合金常用6~15㎜
本设计取hg=6mm
8.模芯的设计
一般伸出下模工作带3-5mm,本设计取4mm,模腔外形按空心型材的空心部分确定。
序号
(mm)
(mm)
单重wd
填充系数K
填充后长度Le
压余厚hy
(mm)
切压余后的有效长度Ld
挤压比
λ
制品长
L制
(m)
成品数
nx6
(m)
成品重
W制(kg)
成材率
W制/Wd
(%)
1
Φ95
Φ90
270
4.64
1.114
242
20
222
54.65
13.512×6m3.89 Nhomakorabea83.84%
2
Φ95
Φ90
320
5.50
因为本设计采用孔道式分流组合模
故:取H上=48H下=40模垫厚10㎜
5.组合模相关参数的确定:
1).分流孔的个数取4个,形状为扇形
2).扇形面积的确定:
因为分流孔面积与制品断面积的比值∑F分/F型=K,K即为分流比,,一般K对于空心型材时,取K=10~30。本设计取K=10
分流孔的面积∑F分=K. F型=10×241=2410 mm2
图7
依据经验a一般取2~5㎜,有的取8㎜.本设计取8㎜
图8
关于α的计算,由上图知
h=H/2+8=38.1/2+8=27.05㎜
毕业设计(论文)-冷挤压模具设计说明书

毕业设计(论文)-冷挤压模具设计说明书摘要阶梯形零件是多种复杂形状的组合,其成形工艺较难,在工艺设计和变形方案的制定上,有其独自的特点。
这类零件一般可采用板料多道拉深来成形。
但是对于本设计中的阶梯方铝罩零件来说,其内外都呈现阶梯状且形状不一致辞,并且由于中间过渡部分形状不规则,因此不可能用板材成形工艺成形,而只能采用挤压等其他方法成形。
对于复杂的阶梯形零件,一次挤压不容易达到预期成形效果。
因此,一般采用有预成形的多道次挤压工艺。
其中的关键是如何合理分配材料变形程度,控制材料流动,减少过度变形,从而得到合格的零件。
本文探讨了阶梯方铝罩挤压的可行性,通过对产品零件图的分析,制定了几种工艺方案并进行分析比较,在选择最优方案的同时也制定了工艺流程。
在此基础上详细地介绍了阶梯方铝罩挤压模具的设计过程。
采用冷挤压工艺加工后,提高了零件的精度和表面质量,改善了强度和韧性,减少了切削加工量,节约了原材料,提高了生产效率,也改善了零件的组织性能。
关键词:阶梯方铝罩,成形工艺,冷挤压,模具设计IABSTRACTMulti-step part is a combination, which is composed with various complicated shapes. Its forming craft is more difficult. So it has its own characteristic in the technological design and the distortion plan formulation. Generally, this kind of components can be formed with the technology of multi-drawing the sheet. However, the product in this paper is not so regular. Its shape has steps both in exterior andinterior and the shape is irregular. At the same time, the middle transition part is so complex that it is impossible to adopt the drawing technology to form. Therefore, we need to consider the cold extrusionand other way to get the shape. It is no easy to achieve the anticipated formed effect with only one extrusion, because the step-shape is so complex. It should use multi-extrusion craft with pre-form forging. So the key is how to distribute rationally the distortion degree, control material flow, reduce the excessive deformation and obtain the qualified components. The feasibility of extrusion forming of multi-step part was discussed in this article. With the analysis of several technological programs, the optimal plan was made and selected, the technological process was determined. Based on the pre-discussion, the extrusion die was design and the design process is presented detailedly. By using the cold extrusion craft process, the precision and the surface quality of the product is improved, the intensity and toughness is got better, the cutting process is reduced, the raw material is saved. Not only does it enhanced the production efficiency, but also improve the organization of component.Keywords: multi-step part,forming technique,cold extrusion,die designII目录第1章冷挤压技术的介绍 .............................................11.1冷挤压工艺的实质 .................................................11.2冷挤压工艺的优点 .................................................11.3冷挤压工艺的缺点 .................................................21.4冷挤压工艺的应用范围 .............................................31.5冷挤压工艺的的发展方向 ...........................................3 第2章工艺分析及制定 ...............................................42.1产品零件的分析 ...................................................42.2工艺方案的分析 ...................................................5 第3章毛坯制备及处理 ..............................................113.1冷挤压件毛坯的制备 ..............................................113.2冷挤压件材料的软化热处理 ........................................133.3冷挤压件的表面处理与润滑 ........................................14 第4章冷挤压力 .....................................................164.1影响冷挤压压力的主要因素 ........................................164.2变形程度 ........................................................164.3冷挤压力的计算 ..................................................17 第5章冷挤压设备的选择 ............................................185.1冷挤压设备的基本要求 ............................................185.2冷挤压设备的选择 ................................................18 第6章冷挤压模具设计 ..............................................206.1冷挤压模具特点 ..................................................206.2冷挤压模架设计 ..................................................206.3凸、凹模设计 ....................................................216.3.1反挤压凸模的设计 (21)6.3.2反挤压凹模的设计 (23)6.3.3反挤压凸、凹模制造公差 (25)第7章模具结构部件设计 (26)7.1上模具部分结构设计 ..............................................267.2卸件装置设计 ....................................................27III7.3下模具部分结构设计 ..............................................297.4模具结构和工作原理 ..............................................307.5成形模具三维图 ................................ 错误~未定义书签。
挤压工艺设计资料

第一章 坯料及挤压工艺参数设计1.1选择坯料挤压示意图如图1-1所示1.1.1坯料直径的确定已知挤压制品为黄铜棒(DIN_CuZn40Pb2),规格为18mm Φ。
由表7-1]1[,查得黄铜的挤压比为300~10=λ,取65=λ,则可得212212010D D R R F F ===ππλ mm 145186510=⨯==D D λ其中,0F ——挤压筒横断面积;1F ——制品横断面积;0D ——挤压筒内径;1D ——制品直径。
为了便于把热态锭坯顺利送入挤压筒,必须使两者的直径差控制在mm 15~1范围。
再由表7-12[1],选用卧式挤压机,则取直径差mm 5=∆D 。
所以坯料的直径为挤压模坯料挤压筒挤压垫D 1D 0D pd 2d 3D 2l 1l 2L tL m a xΔtrl 4l 5l 3D d a图1-1 挤压示意图mm 14051450=-=∆-=D D D p1.1.2坯料长度的确定对于重金属棒型材锭坯最大长度0max )5.3~2(D L =[1],则有m m 508~290145)5.3~2()5.3~2(0max =⨯==D L取坯料的长度mm 300max =L 。
1.2设计挤压工艺参数1.2.1摩擦系数的确定根据设计要求、所选工模具和坯料材料以及挤压温度,设定挤压垫与坯料之间、挤压筒与坯料之间、挤压模与坯料之间的摩擦系数都为0.3。
1.2.2挤压速度的确定热挤压允许的挤压速度与金属再结晶和塑性区的温度范围有关,当变形和再结晶速度不协调或金属与模壁有大的摩擦时,挤压件将出现横向裂纹,所以挤压速度的选取要有一定范围。
由表2-31[2] ,查得黄铜的允许挤压速度为1s mm 51~25-⋅,本设计挤压速度取为1s mm 40-⋅。
1.2.3工模具预热温度工模具温度过低,坯料与挤压工模具间的温差则较大,会产生较大的热传递,从而使坯料的温度分布不均匀,金属外层变形抗力高于内层,这势必导致流动不均匀,最终影响成品棒的性能。
挤压模具设计说明书资料

二.总设计过程概论1.挤压工艺流程:铸锭加热→挤压→切压余→淬火→冷却→切头尾→切定尺→时效→表面处理→包装→出厂2.挤压工艺条件1)铸锭的加热温度6063铝的最高允许加热温度为550℃,下限温度为320℃,为了保证制品的组织,性能,挤压时锭坯的加热温度不宜过高,应尽量降低挤压温度2)挤压筒的加热温度模具的成分多为合金钢,由于导热性差,为避免产生热应力,挤压前挤压筒要预热,为保证挤压制品的质量,并且具有良好的挤压效应,挤压筒温度可取400℃~450℃。
3)挤压温度热挤压时,加热温度一般是合金熔点绝对温度的0.75~0.95倍,本设计挤压温度为450℃~500℃,挤压过程中温度控制在450℃左右4)挤压速度考虑金属与合金的可挤压性,制品质量要求及设备的能力限制,本设计的挤压速度取0.7~0.8m/s5)工模具的润滑因本设计采用热挤压,故不采用润滑6)模具模具应具有足够的耐高温疲劳强度和硬度,较高的耐回火性及耐热性,足够的韧性,低的膨胀系数和良好的导热性,可加工性,及经济性,本设计采用4Cr5MoSiV1作为模具的材料,热处理的硬度为HRC45~507)切压余根据所选的设备:500T,切压余厚为20mm;800T,切压余厚为25mm8)淬火本工艺过程中,制品挤出后可通过设置风扇对制品进行吹风来达到风淬的目的9)冷却直接露置在空气中冷却,达到自然时效的目的10)切头尾本工艺过程统一去头尾各300mm三.实心型材模设计1.所要设计的实心型材制品本制品的形状和尺寸如下图1牌号XC111(L 型)制品的截面积F 制=116.42mm模孔外接圆直径D 外=46.28mm 现有设备(如下表):设备吨位500T800T 1630T 挤压筒直径0D Φ95 Φ125 Φ187 挤压截面积0F 70851226627451锭坯尺寸ddD L Φ90x270/320Φ120X400/450Φ178X540/600/660冷床长26m 32m 44m 填充系数 1.114 1.085 1.104 压余厚20 25 30 最大挤压比97.4 8273.6加工范围最大外接圆直径Φ65 Φ95 Φ147挤一根最小制品断面积F 制min72 150 3722.选坯和选设备根据加工范围要求(F 制≥F 制min,及D 外≤D 外max )只有500T 的可用,按成才率最高的原则,进一步优化,计算列表序号0D d D (mm ) dL (mm ) 单重wd 填充系数K 填充后长度Le 压余厚hy (mm) 切压余后的有效长度Ld挤压比λ制品长L 制(m) 成品数nx6 (m) 成品重W 制(kg)成材率W 制/Wd (%)1 Φ95 Φ90 270 4.64 1.114 242 20 222 54.65 13.51 2×6m 3.8983.84%2 Φ95 Φ90 320 5.50 1.114 287 20 267 54.65 16.25 2×6m 3.8970.73%最后选择成才率最高的83.84%对应的方案 1 即:500T 的挤压机设备锭坯尺寸为:dd D L =Φ90X270mm λ=54.653.挤压力的计算根据经验系数公式:211.7750.8bD PDd, D 为挤压筒内径,d 为制品等面积直径,b为某温度下坯料的抗拉强度,450℃下6063的b≈12MPa带入数据求得:29511.7750.89512253.812.2PTF <额定吨位500T ,设备选择符合要求,即理论技术可行4.实心型材模具体结构设计模组的结构如下图图21.模子2.模垫3.前环4.后环5.保护垫板6.前机架7.模座8.模套9.剪刀 10.挤压筒模组的结构:对于不同吨位的挤压机,下图中的主要结构尺寸都是配套设置的,可以从有关资料中查得。
挤压模具设计书说明书
铜合金压气缸的热挤压工艺及模具设计摘要铜合金压气缸的生产方法常见的有管料的切削加工,离心铸造后切削加工,热挤压法。
热挤压法生产材料利用率最高,生产效率最高,产品质量最高。
本文分析热挤压工艺及模具设计。
热挤压工艺分析综述:铜合金的热挤压温度根据经验可以定为730℃。
压气缸的毛坯件属于杯形件的一种,因此采用的是反挤压。
若采用一次挤压成形则所需挤压力和变形程度太大。
因此采用两次反挤压,第一次将棒料挤压成为杯形件,切削加工成空心圆柱形。
再经过第二次反挤压将内孔扩大,外径不变。
经过两次反挤压得到挤压件成形毛坯。
模具设计分析综述:两序挤压则需要两套挤压模具。
两套模具采用通用凹模,结构简单。
第一套模具凸模采用一般的反挤压凸模结构。
第二套模具需要有模芯结构,模芯可以是固定式的也可以是活动式的。
本次设计将模芯设计为固定式的即凸模和模芯一体式的。
设计成整体式的好处是结构简单,生产效率高。
与此同时,顶件器只需设计成中空的即可,当凸模压下时,模芯正好进入顶件器的内腔中。
关键词:反挤压,压气缸,模具设计,模芯Copper Alloy Cylinder Pressure of Hot Extrusion Technologyand Die DesignABSTRACTCopper alloy pressure cylinder production methods common pipe material cutting processing, machining after centrifugal casting, hot extrusion method. Hot extrusion method is the highest utilization rate of materials, the highest production efficiency,and the highest quality of product . In this paper, hot extrusion technology and die design is analysed.Hot extrusion technology analysis were reviewed: Copper alloy can be classified as 730℃hot extrusion temperature according to the experience. Pressure cylinder of a blank parts belong to the cup, so the backward extrusion is used. If using an extrusion forming ,the needed extrusion and deformation degree is too large. so the backward extrusion shoud be used twice.The first extrusion will make the bar become the cup, and then, make the cup become the hollow cylindrical by machining. After second backward extrusion will enlarge the inner hole, and the outside diameter is constant.After twice backward extrusion,we can get the bloom.Mold design analysis were reviewed: The two order squeezing requires two sets of extrusion dies Two sets of mould adopt general concave die. The first set of mould punch adopts general backward extrusion punch die structure. A second set of mould need a mold core structure, mold core can be stationary or activities. This design will design for fixed the punch mold core and mold core one-piece. Design into integral advantage is simple structure, high production efficiency at the same time, top pieces simply designed to be hollow, when the convex mold, mold core right into the lumen of top pieces.KEY WORDS: backward extrusion, cylinder pressure, mold design, mold core目录前言 (1)第一章热挤压技术的介绍 (2)§1.1 热挤压工艺的实质 (2)§1.2 热挤压工艺的特点 (2)§1.3 热挤压工艺的主要过程: (3)第二章工艺分析及制定 (4)§2.1 产品零件分析 (4)§2.2 挤压件图制定 (4)§2.3 工艺方案分析 (5)§2.4 毛坯形状及尺寸选择 (6)第三章坯料的处理 (8)§3.1 坯料加热方法 (8)§3.2 加热温度 (8)§3.3坯料润滑 (9)第四章变形量和挤压力 (11)§4.1 影响挤压力主要因素 (11)§4.2 变形程度 (12)§4.3 挤压力 (12)§4.4 热挤压设备选用原则 (13)§4.5 热挤压设备选用 (14)第五章模具结构设计 (15)§5.1 挤压模具设计的基本要求 (15)§5.2 反挤压凸模的设计 (16)§5.3热反挤压凹模的设计 (17)§5.4热挤压凸模固定板的设计 (19)§5.5 顶出装置的设计 (20)§5.6模具结构原理 (21)§5.7模具材料的选择 (22)结论 (25)参考文献 (26)致谢 (28)前言压气缸户外断路器中的关键零件,要求“三高”即高的导电率、高的硬度和高的强度,以降低能耗和提高产品的可靠性。
挤压课程设计摘要

挤压课程设计摘要一、教学目标本节课的教学目标包括三个部分:知识目标、技能目标和情感态度价值观目标。
知识目标:通过本节课的学习,学生需要掌握课本中关于挤压的基本概念、原理和应用。
具体包括挤压的定义、挤压的过程、挤压的原理及其在实际生产中的应用。
技能目标:培养学生运用挤压原理解决实际问题的能力。
通过案例分析和实际操作,使学生能够将挤压原理运用到实际生产过程中,提高生产效率。
情感态度价值观目标:培养学生对挤压技术的兴趣和热情,使其认识到挤压技术在现代工业中的重要性,激发学生学习挤压技术的积极性。
二、教学内容本节课的教学内容主要包括挤压的基本概念、挤压的过程、挤压的原理及其在实际生产中的应用。
1.挤压的基本概念:介绍挤压的定义、挤压的特点及其与其它加工技术的区别。
2.挤压的过程:讲解挤压过程中的各个阶段,包括挤压前准备、挤压过程和挤压后处理。
3.挤压的原理:阐述挤压原理,包括挤压力的作用、挤压过程中的应力与应变关系等。
4.挤压在实际生产中的应用:通过实际案例分析,介绍挤压技术在金属加工、塑料加工等领域的应用,及其在提高生产效率和产品质量方面的优势。
三、教学方法为了提高教学效果,本节课将采用多种教学方法相结合的方式进行教学。
1.讲授法:教师通过讲解挤压的基本概念、原理和应用,使学生掌握相关知识。
2.讨论法:学生分组讨论挤压过程中的关键技术问题,培养学生的团队协作能力和解决问题的能力。
3.案例分析法:通过分析实际生产中的典型案例,使学生了解挤压技术在实际生产中的应用,提高学生的实践能力。
4.实验法:安排学生在实验室进行挤压实验,亲身体验挤压过程,增强学生的实践操作能力。
四、教学资源为了保证教学质量,本节课将采用以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统、全面的知识体系。
2.参考书:提供相关的参考书籍,丰富学生的知识视野。
3.多媒体资料:制作精美的PPT,生动形象地展示挤压过程,提高学生的学习兴趣。
挤压作业指导书

挤压作业指导书一、任务背景挤压作业是一种常见的加工工艺,广泛应用于金属加工、塑料加工等领域。
为了确保挤压作业的质量和效率,制定一份详细的挤压作业指导书是非常必要的。
二、任务目的本指导书的目的是为挤压作业提供准确、详细的操作指导,包括挤压设备的准备、材料的准备、挤压工艺参数的设定、挤压作业的操作步骤等,以确保挤压作业的质量和效率。
三、任务内容1. 挤压设备的准备1.1 设备清洁和维护在进行挤压作业之前,需要对挤压设备进行清洁和维护,确保设备处于良好的工作状态。
1.2 设备调试根据挤压作业的要求,对挤压设备进行调试,包括调整挤压机的压力、温度、速度等参数,以确保设备能够正常运行。
2. 材料的准备2.1 材料选择根据挤压作业的要求,选择适合的材料,包括金属材料、塑料材料等。
2.2 材料切割和准备将选定的材料按照要求进行切割和准备,确保材料的尺寸和形状符合挤压作业的要求。
3. 挤压工艺参数的设定3.1 模具选择和安装根据挤压作业的要求,选择合适的模具,并将模具安装到挤压设备上。
3.2 挤压机的参数设定根据挤压作业的要求,设定挤压机的压力、温度、速度等参数,以确保挤压作业的质量和效率。
4. 挤压作业的操作步骤4.1 材料的进料将准备好的材料放置到挤压设备的进料口,并确保材料能够顺利进入挤压机。
4.2 开始挤压作业根据设定的挤压工艺参数,启动挤压机,开始挤压作业。
4.3 监控挤压过程在挤压作业过程中,需要不断监控挤压机的运行状态,确保挤压作业的质量和效率。
4.4 挤压作业结束当挤压作业完成后,停止挤压机的运行,并将挤压好的产品取出。
四、任务要求1. 本指导书应具备清晰、简洁、易懂的特点,以便操作人员能够迅速掌握挤压作业的操作方法。
2. 指导书中的操作步骤应具体、详细,包括每个操作步骤的要求、注意事项等。
3. 指导书中的参数设定应准确,确保挤压作业的质量和效率。
4. 指导书中的安全注意事项应明确,确保操作人员的人身安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Kf-――材料在挤压温度下的变形抗力(查表),MPa
υ――摩擦系数
L――铸锭敦粗后额长度,mm,即填充后长度Le
Kf查表取16
υ取0.30
故P=1.1×16(㏑41.90+4×0.30×485/187)
=120.3175MPa
F=120.3175*∏*187*187/4=3308285.52N
Φ165/Φ175×25~30
Φ250/Φ260×30~40
h1
12
12~13
12~13
5.实心模尺寸数据设计
1).选坯和选择设备
根据前面的计算
挤压筒内直径D0=187㎜锭坯尺寸:DdXLd=Φ178mm×540mm
挤压比λ=41.90mmα=90°
2).模组及模子尺寸外形的计算
根据前面计算,从表5选取
6063AL的成分: GB/T3190-1996:
表1
牌号
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
其它元素
每种
总量
6063
0.2~0.6
≤0.35
0.10
0.1
0.45~0.9
0.10
0.1
0.10
0.05
0.15
6063机械性能:
表2
合金
状态
弹性模
量
E
剪切模量
G
屈服强
度
σ0.2
抗拉强度σb
伸长率
δ
泊松系
数
挤压速度快虽然可以提高生产力,但挤压速度过快会影响材料的挤压性和使挤压温度过高,因此必须控制好挤压速度。考虑金属与合金的可挤压性,制品质量要求及设备的能力限制,本设计的挤压速度取40~60m/min。
5).工模具的润滑
因本设计采用热挤压,故不采用润滑。
6).模具
模具应具有足够的耐高温疲劳强度和硬度,较高的耐回火性及耐热性,足够的韧性,低的膨胀系数和良好的导热性,可加工性,及经济性,本设计采用3Cr2W8V作为模具的材料,热处理的硬度为HRC44~47。
尺寸5±0.3的模孔尺寸为:
h=5+0.3+(0.015+0.015+0.007)×5=5.485mm
型材的圆角及圆弧没有偏差要求,故可按名义尺寸设计.
由于这种角材在挤压的过程中出现并口现象,角度取91°
模孔尺寸如下图所示
4).孔形在模子端面位置的确定
(由于本型材为等壁厚的型材,故型材的几何重心在置模子的中心)
178
540
36.30
1.104
485
30
455
41.90
19.06
3
31.72
87.38
4
φ187/
178
600
40.30
1.104
544
30
514
41.90
21.53
3
31.72
78.71
5
φ187/
178
660
44.40
1.104
598
30
568
41.90
23.80
3
31.72
71.44
最后选择成才率最高的87.38%对应的方案3
2).挤压筒的加热温度
模具的成分多为合金钢,由于导热性差,为避免产生热应力,挤压前挤压筒要预热,为保证挤压制品的质量,并且具有良好的挤压效应,挤压筒温度可取400℃~450℃。
3).挤压温度
热挤压时,加热温度一般是合金熔点绝对温度的0.75~0.95倍,挤压过程中温度控制在500℃左右。
4).挤压速度
u
布氏硬度
Kg/mm2
密度
g/cm2
6063
淬火自然时效
7100
2700
12
22
22
0.31
65
2.69
二总设计过程概论
1.挤压工艺流程:
铸锭加热→挤压→切压余→淬火→冷却→切头尾→切定尺→时效→表面处理→包装→出厂
2.挤压工艺条件
1).铸锭的加热温度
6063铝的最高允许加热温度为550℃,下限温度为320℃,为了保证制品的组织,性能,挤压时锭坯的加热温度不宜过高,应尽量降低挤压温度。
7).切压余
根据所选的设备:500T,切压余厚为20mm;800T,切压余厚为25mm。
8).淬火
本工艺过程中,采用在线淬火,制品挤出后可通过设置风扇对制品进行吹风来达到风淬的目的。
9).冷却
直接露置在空气中冷却,达到自然时效的目的。
10).切头尾
本工艺过程统一去头尾各300mm~500mm。
三.实心型材模设计
压力中心的计算:用CAD制图计算得:
以型材的底部为X轴,以型材纵向的对称轴为Y轴,x=0,y=19.7476
5).定径带长度的确定
由于是等壁厚型材,故定径带长度h定各处相等,本次设计取
h定=4㎜。
6).出口直径.dch
由于模子的出口直径一般应比工作带直径大3~6mm,以免因过小而划伤表面。
本设计出口直径dch=6mm。
课程设计评语:
成绩:
设计指导教师_________
_____年_____月____日
目录
一:绪论………………………………………………………5
二:总设计过程概论…………………………………………8
三:实心型材模设计…………………………………………10
四:空心型材模设计…………………………………………19
铝材在挤压过程中,如挤压模具不是很好或模具挤压铝材过多,铝材表面会产生挤压痕,用手可能触摸到铝材表面不平,因此,在现代化大生产中实施挤压加工技术,其成败的关键是模具,,模具设计以及其质量,事关产品的质量,成本。
在挤压设计的过程中挤压工艺条件:应考虑挤压温度、挤压速度、润滑、模具(种类、形状、尺寸等)、切压余、淬火、冷却、切头切尾等多方面的因素。其中,选择挤压筒直径D0是一个最核心的问题,有以下的选择原则:
五:后记………………………………………………………28
一绪论
铝被誉为仅次于钢铁的第二大金属,由于具有密度低、强度适中、加工性能好等一系列优点,被广泛应用于建筑、包装、交通运输等行业,铝及铝材的消费已经成为一个国家工业发展水平的重要标志。近年来工业铝型材应用于交通行业呈上升趋势。
铝合金在国民经济中起着非常重要的作用。随着科学技术的进步和现代经济的高速发展,铝合金型材正向着大型整体化、薄壁扁宽化、尺寸高精化、形状复杂化、外廓美观化的方向发展,品种规格不断增多,应用范围不断拓展,已由民用建筑门窗型材为主体推广到了航天航空、汽车船舶、交通运输、电子电力、石油化工、机械制造、家用电器等各行各业和人民生活各个方面。据不完全统计,目前世界上每年需要的大型铝合金型材约4o万吨,而且增涨势头不减。为了适应这种市场需求趋势,各国都在加速建设重型挤压机或大型材挤压生产线。近年来,随着科技的进步和经济的发展,特别是交通运输的现代化、高速化和轻量化,需要大量的大型特种型材。为了实现大型材国
H2=100 H3=60 H1=30
模子外形尺寸的确定(如下图4)
图4
依据表6的数据可以确定
d1=250㎜d2=260㎜h1=12㎜h2=40㎜
3)模子内形尺寸的确定
挤压比λ=41.90<λMAX=73.6,所以不需要多孔挤压
确定模孔尺寸:由公式
A=A0+M+( +KT)A0
KT=tα-t1α1
对于3Cr2W8V钢,取α1=0.000014/C,t1=400℃
1.所要设计的实心型材制品
本制品的形状和尺寸如下
图1
牌号(XC311-20)
用CAD计算得:制品的截面积F制=655.1294mm2
以型材的底部为X轴,以型材纵向的对称轴为Y轴,得出重心的位置(0,19.7476)
模孔外接圆直径D外=71.45mm现有设备
表3
设备吨位
500T
800T
1630T
挤压筒直径D0
7).阻碍角
由于h定≤10~15㎜,故不采用阻碍角。
8).校核
(1)挤压力的校核
挤压力为337.58吨,远远低于额定吨位1630吨,所以符合要求。
(2)模子强度的校核
对于槽形模的突出部分,可以认为是一个悬臂梁,可按下述步骤校核其危险面I-I处的模子最小厚度。
危险面I-I处在挤压是所受的弯矩为:
1)保证产品表面质量原则
2)保证挤压模强度的原则
3)保证产品内在质量的原则
4)经济上的优化原则-生产成本最低;成材率最大;产量最高。
这次的设计任务是设计一个实心型材和一个空心型材模,实心型材模采用单模,空心型材模采用分流组合模,挤压制品所有的材料是6063。由于其强度高,质量轻,加工性能好,在退火状态下,该合金有优良的耐蚀性及物理机械性能,是一种可以时效强化的AL-Mg-Si系合金,广泛应用于基础性建筑行业以及一些机械制造业。其化学成分表示如下:
锭坯尺寸为:Dd*Ld=Φ178*540mm
λ=41.90
α=90°
3.挤压力的计算
根据经验系数公式
P=α*Kf(㏑λ+4υL/D)
F=A*P
α表征挤压难易程度的经验系数,对于实心型材取α=1.0~1.1,本设计取α=1.1
P――为单位挤压力,MPa
F――为最大挤压力, N
A――挤压筒内孔的面积,mm2
切压余后的有效长度Ld
挤压比
λ
制品长
L制
(m)
成品数
nx6
(m)
成品重
W制(kg)
成材率
W制/Wd
(%)
1
φ125/
120
400
12.20