磨床的电气控制
M7130平面磨床电气控制原理电路图解

M7130平面磨床电气控制原理电路图解磨床是利用砂轮的周边或端面进行加工的精密机床。
砂轮的旋转是主运动,工件或砂轮的往复运动为进给运动,而砂轮架的快速移动及工作台的移动为辅助运动,磨床的种类很多,按其工作性质可分为外圆磨床、内圆磨床、平面磨床、工具磨床以及一些专用磨床等,其中尤以平面磨床应用最广。
如下图所示的是M7130平面磨床电气控制电路,下面的表格是与之对应的主要电气元件表。
其机械结构由床身、工作台、电磁吸盘、砂轮箱、滑座等部分组成,工作台上装有电磁吸盘,用以吸附工件。
工作台在液压传动机构作用下,沿着床身的导轨作往返运行,砂轮箱在电动机M4的驱动下可在主导轨上作垂直运行。
其电气设备主要安装在床身后部的壁龛盒中,控制按钮安装在床身前部的电气操纵盒上。
电气控制电路可分为主电路、控制电路、电磁吸盘控制电路和机床照明电路等部分。
M7130平面磨床电气控制电路图(点击图片看大图)M7130平面磨床主要电气元件表:主电路分析装有三台电动机,其中M1为砂轮电动机,M2为冷却泵电动机,M3为液压泵电动机。
电动机都采用直接起动,单方向旋转控制。
其中M1、M2由接触器KM1控制,M2再经接插器X1供电,M3由接触器KM2控制。
三台电动机共用熔断器FU1作短路保护,M1、M2由热继电器FR1作长期过载保护,M3由热继电器FR2作长期过载保护。
电动机控制电路分析由按钮SB1、SB2与接触器KM1组成砂轮M1单向旋转起动一停止控制电路;按钮SB3、SB4与接触器KM2构成液压泵M3单向旋转起动——停止控制电路。
但电动机的起动必须在下列条件之一成立时方可进行:1.电磁吸盘YH工作,并且欠电流继电器KA线圈得电吸合后;2.若电磁吸盘YH不工作,但转换开关SA1置于“去磁”位置,其触点SA1 (3-4)闭合。
电磁吸盘控制电路M7130平面磨床的电磁吸盘装在工作台上,用于固定加工工件。
当电磁铁线圈通电时,电磁铁心就产生磁场,吸住铁磁材料工件,便于磨削加工。
M1432型万能外圆磨床电气与PLC控制要点
M1432型万能外圆磨床电气与PLC控制要点M1432型万能外圆磨床是一种重要的机床设备,广泛应用于机械加工领域。
该设备采用电气控制和PLC控制技术,能够实现高效、精度高的加工操作。
本文将重点介绍M1432型万能外圆磨床的电气控制和PLC控制要点。
一、电气控制要点1. 电气元件选择在设计M1432型万能外圆磨床电气控制时,需要选择高质量、可靠性强的电气元件,以确保设备的正常运行。
首先,应选用符合国家标准的电气元件。
其次,应选用品牌知名度高、信誉好的电气元件,如西门子、施耐德等。
2. 电气控制系统设计M1432型万能外圆磨床的电气控制系统应设计合理、安全可靠。
在设计时需要考虑以下几个方面:•电气系统的可靠性、安全性和稳定性;•各电气元件之间的匹配和配合;•方便使用、维修、保养的设计。
3. 电气保护措施为保证M1432型万能外圆磨床电气控制系统的正常运行和设备的安全可靠,需要采取必要的电气保护措施,包括过流保护、过载保护、短路保护和接地保护等。
二、PLC控制要点1. PLC选型M1432型万能外圆磨床的PLC控制系统应选用功能强大、稳定可靠的PLC。
一般来说,要选用适合控制要求的PLC,如西门子、三菱等,保证其能够满足设备的控制要求。
2. PLC程序设计M1432型万能外圆磨床的PLC程序设计应遵循以下几个原则:•按照设备的加工工艺和要求,编写PLC程序;•设计良好的逻辑架构和程序框图,确保程序的可读性和可维护性;•充分利用PLC的硬件资源,有助于提高设备的运行效率。
3. PLC信号采集和输出M1432型万能外圆磨床的PLC控制系统需要采集各类信号,并输出控制信号,以实现对设备的控制。
在采集和输出信号时,需要注意信号的准确性和可靠性,保证设备的正常运行和加工质量。
三、M1432型万能外圆磨床的电气控制和PLC控制是设备正常运行的重要保障,其优化设计有助于提高设备的加工效率和加工质量。
因此,在设计和使用设备时,需要重视电气控制和PLC控制的要点,以确保设备的安全可靠和高效运行。
3.3磨床控制线路(共53张)

1、认识M7120型平面磨能的床掌安使握全铣操用床作的元器能的进 维件行 护铣 和,床 保能描述其
基本功能、结构和应用特点规程
养
2、能正确识读电气原理图,分析控制器件的动作过程
和电路的控制原理
3、能正确绘制元件布置图和接线图
4、能根据任务要求和实际情况,合理制定工作计
划
2021/12/28
14
23
第23页,共53页。
M7130平面磨床电气控制线路
3.电磁吸盘控制电路分析
知识凝聚力量 技能成就未来
电磁吸盘是利用线圈通电时产生磁场的特性吸牢铁磁材料工件的一种工具, 相对于机械夹紧装置,它具有夹紧迅速、工作效率高、在磨削中工件发热时能自 由(zìyóu)伸缩等优点。的结构如图所示。它的外壳由钢制箱体和盖板组成,在箱 体内部均匀排列的多个芯体上绕有线圈,盖板则用非磁性材料(如铅锡合金)隔 离成若干钢条。当线圈通入直流电后,突出的芯体和隔离的钢条均被磁化形成磁 体当工件放在电磁吸盘上时,就将被磁化并吸牢。
磁化,采用点动控制。
按下SB9 KM6线圈得电并自锁 KM6主触点闭合 110直流提供反向去磁电流
(3)保护装置
将欠电压继电器KV与吸盘线圈并联,防止电源电压过低时,吸盘吸力不足,导致工件 飞离吸盘的事故。当电压过低时,KV串联在KM1、KM2控制电路中的常开点断开,使线
圈断电,液压泵电动机M1、砂轮电动机M2停止工作,避免事故发生。 此外,在吸盘线圈两端并联的电阻R和电容C,形成过电压吸收回路,因为电磁吸盘的
电磁吸盘电路包括整流电路、控制电路和保护电路三部分。
(1)整流装置 由整流变压器T1将220V交流电压降为145V,然后经
桥式整流器VC后输出110V直流电压供给吸盘线圈,
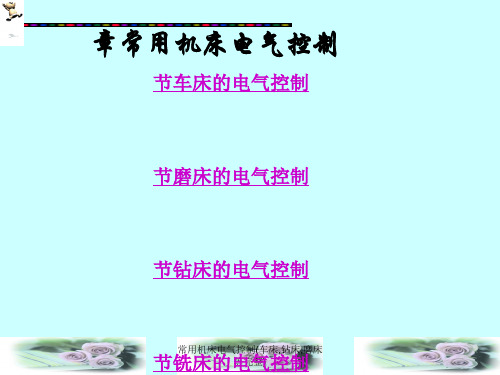
4.3.4 M1432A型万能外圆磨床电气控制电路_怎样识读电气控制电路图_[共4页]
![4.3.4 M1432A型万能外圆磨床电气控制电路_怎样识读电气控制电路图_[共4页]](https://img.taocdn.com/s3/m/3bfbcbc9a76e58fafab003df.png)
第 章 机床电气控制电路4电源总开关QS 闭合,电磁吸盘整流电源就输出110V 直流电压,接点25为电源正极,接点24为电源负极。
当SA 1扳到“充磁”位置时,电磁吸盘获得110V 直流电压,其电流通路为:电源正极接点25→已闭合的开关SA 1的触点SA 1(25-27)→欠电流继电器KID 线圈→接点29→经插座X 3→YH 线圈→插座X 3→接点26→已闭合的开关SA 1的触点SA 1(24-26)→电源负极24。
欠电流继电器KID 线圈通过插座XS 3与电磁吸盘YH 线圈串联。
若电磁吸盘电流足够大,则欠电流继电器KID 动作,其动合触点KID (5-7)[6]闭合,表示电磁吸盘吸力足以将工件吸牢,这时才可以分别操作控制按钮SB 1和SB 3,从而启动砂轮电动机M 1和液压泵电动机M 3进行磨削加工。
当加工结束后,分别按下停止按钮SB 2和SB 4,则M 1和M 3停止旋转。
为了便于取下工件,需将SA 1开关从“充磁”位置迅速扳向“去磁”位置,再迅速扳向断开状态,这样就使电磁吸盘正向磁化到反向励磁,瞬间打乱了磁分子的排列,使剩磁减少到最低限度,以便轻松地卸下工件。
当SA 1扳至“去磁”位置时,电磁吸盘线圈通入反向电流,即接点26为正,接点29为负,并串入电位器RP ,用以调节反向去磁电流的大小,既达到去磁又不被反向磁化的目的。
去磁结束后,将SA 1扳到“失电”位置,便可取下工件。
若工件对去磁要求严格,则在取下工件后,还要用交流去磁器进行处理。
交流去磁器是平面磨床的一个附件,在使用时,将交流去磁器插在床身备用插座X 2上,再将工件放在交流去磁器上来回移动若干次,即可完成去磁要求。
② 电磁吸盘保护环节。
电磁吸盘线圈的欠电流保护:为了防止在磨削过程中,电磁吸盘回路出现失电或线圈电流减小,引起电磁吸力消失或吸力不足,造成工件飞出,引起人身与设备事故,因此在电磁吸盘线圈电路中串入欠电流继电器KID 作欠电流保护。
磨床的电气控制(M7120)

执行机构
根据控制系统发出的指令,驱动磨床各部分 制
安全保护
通过电机控制系统,实现磨床主轴、工作 台等的精确运动,确保加工精度。
通过传感器系统实时监测磨床工作状态, 当出现异常时,控制系统自动采取措施, 如停机、报警等,确保设备和人员安全。
故障诊断与排除
工作效率优化
磨床的电气控制(M7120)
目录
• 磨床概述 • M7120磨床介绍 • M7120磨床的电气控制系统 • M7120磨床的电气控制电路分析 • M7120磨床的电气控制系统的维
护与保养
01
磨床概述
磨床的定义与分类
总结词
磨床是一种利用磨料和磨具对工件进行磨削加工的机床,根据加工方式和应用领域不同,可分为多种类型。
详细描述
磨床是一种广泛应用于机械制造领域的机床,其主要利用磨料和磨具对工件进行磨削加工,以达到精确的尺寸和 表面粗糙度要求。根据不同的加工方式和应用领域,磨床可分为平面磨床、外圆磨床、内圆磨床、无心磨床、工 具磨床等类型。
磨床的应用领域
总结词
磨床广泛应用于汽车、航空、能源、模具、刀具等领 域,是精密加工和高效加工的关键设备之一。
详细描述
磨床作为一种高精度和高效率的加工设备,被广泛应用 于汽车、航空、能源、模具、刀具等领域。在汽车工业 中,磨床主要用于发动机零件、变速器零件、刹车系统 零件等的加工;在航空工业中,由于对材料和加工精度 要求极高,磨床成为不可或缺的加工设备;在能源领域 ,核电、风电等大型零部件的加工也离不开磨床;在模 具和刀具领域,磨床更是关键的加工设备,用于提高工 件的精度和寿命。
一步向智能化、高效化方向发展,实现更加高效、精准的加工。
02
M7120磨床介绍
磨床的电气操作与故障分析演示文稿(详细介绍“电磁”共10张)

当SA117 / SA119间有电压而电磁吸盘不充磁,则表明从此二端至电磁吸盘回路中有故障 (T1、KA、线路和接点等环节的某处有问题)。
第6页,共10页。
3)、SA (冲消磁控退制消开关磁)是---原----充----磁-关的闭位D。C电压经控制开关SA的另一组端 (SA119 / SA115) 及消磁限流电 磨床工作的电阻路分R析2完成对电磁吸盘的反向充磁。由于充磁电流受R2的限阻,因而此反充磁强度远 磨床的电气操小作与于故工障分作析时演,示文加稿上时间短,因此既达到了消去原来磁性,又不会残留太大的剩磁。
这一方面为保护电磁吸盘绕组不被击穿; 另一方面也可降低或消除尖峰电压对整个回路及元件的危害。
这里仅增加了一个由消SA磁开关过的程另中一组可端能与R出2构现成的的辅故助障限类流回型路及。 原因与充磁基本类同,排除方法也相似。这里 52) )、、当砂油轮泵电供机仅油控增油制压由加正K了M常1一后的,常个按开由下接S点SB(A3钮1开5,、关砂1的7轮)机另动(一M合2后组)和与端冷启与却停泵R按(2钮M构3(S)同B成3时、启的S动B辅4。)、助接限触器流KM回2组路成。另一组电磁继电启动系统。
3)、消磁:为使工件磨削结束后能顺利提取并消除工件加工造成的磁性, 必需对磨床工作台(电磁吸盘)进行退消磁操作,先将电磁吸盘控制开关SA 转至关闭位后迅速转至退磁位置,直流电 (DC110v) 经105 + F U 3 → 121 S A消→ 119 K A线圈→ T1 +电磁吸盘-→ 117 R 2 → 115 S A充 → 109 -构成退
M7120型平面磨床电气控制

第二章 典型机床电气控制线路 二、M7120型磨床电路工作原理
6 M712精0型选平课面件磨机床床电电气气控控制制线》路
第二章 典型机床电气控制线路
M7120型平面磨床电气元件明细表
7 精选课件机床电气控制》
第二章 典型机床电气控制线路
8 精选课件机床电气控制》
第二章 典型机床电气控制线路
的精密机床,它不仅能加
工普通的金属材料,而且
能加工淬火钢或硬质合金
等高硬度材料,使用范围
十分广泛。
M7120型平面磨床外形图
2 精选课件机床电气控制》
第二章 典型机床电气控制线路
知识探究
一、M7120型平面磨床的运动形式和电气控制要求 二、M7120型平面磨床电路工作原理
3 精选课件机床电气控制》
按下停止按钮SB4,KM2线圈失 电,M2停转。
14 精选课件机床电气控制》
第二章 典型机床电气控制线路
(2)砂轮电动机M2及冷却泵电动 机M3的控制 在插上插头X1后,冷却泵电动
机M3与砂轮电动机M2同时启动、 停止。 如果不需要冷却液,拔下插头 X1即可。
15 精选课件机床电气控制》
第二章 典型机床电气控制线路
第二章 典型机床电气控制线路
一、M7120型平面磨床的运动形式和电气控制要求
1.M7120型平面磨床运动形式
磨床的主运动:砂轮的旋转运动。 磨床的辅助运动:工作台的左右往返运动和砂轮架的前后 上下进给运动。 工作台的往返运动采用液压传动,能保证加工精度。 砂轮升降电动机使砂轮在立柱导轨上作垂直运动,用以调 整砂轮与工件的相对位置。
10 精选课件机床电气控制》
第二章 典型机床电气控制线路
常用机床电气控制(车床,钻床,磨床等完整)
工作特点 /watch/8625370925730401883.html?page=videoMulti Need
4)抓住各机床电气控制的特点,深刻理解电路中各电器元件、 各触点的作用,学会分析的方法,养成分析的习惯。
常用机床电气控制(车床,钻床,磨床 等完整)
图 普通车床的结构示意图
1-进给箱;2-挂轮箱;3-主轴变速箱;4-溜板与刀架; 5-溜板箱;6-尾架;7-丝杠;8-光杠;9一床身
常用机床电气控制(车床,钻床,磨床 等完整)
常用机床电气控制(车床,钻床,磨床 等完整)
上一页 下一页 返回
C650 -2型普通车床的电气控制原理图
常用机床电气控制(车床,钻床,磨床 等完整)
返回
C6520-2车床电气控制功能
1.SB4主轴正转点动 2.按SB2主轴电动机正转全压起动运行 3.按SB4主轴电动机反转全压起动运行 4.按SB1停车,串电阻限流反接制动 5.按SB6,冷却泵电动机起动,连续运转,按SB5,冷却泵
1)对机床的基本结构、运动情况、加工工艺要求等应有一定的 了解,做到了解控制对象,明确控制要求。
2)应了解机械操作手柄与电器开关元件的关系;了解机床液压 系统与电气控制的关系等。
3)将整个控制电路按功能不同分成若干局部控制电路,逐一分 析,分析时应注意各局部电路之间的连锁与互锁关系,然后再 通观整个电路,形成一个整体概念。
(5)车床的电力拖动必须有过载、短路、失压保护。照明装置 须使用安全电压。
常用机床电气控制(车床,钻床,磨床 等完整)
2.4 普通车床的电气控制线路
• 三、C650-2型普通车床的电气控制 • 如图2-33所示为0650-2型普通车床的电气控制原理图。 • 1.控制特点 • (1)主轴电动机M1采用电气正反转控制。 • (2)M1容量为20 kW,惯性大,采用电气反接制动。 • (3)为便于对刀操作,主轴可做点动调整。 • (4)刀架能快速移动。 • (5)用电流表A检测主轴电动机负载情况。
M7120型平面磨床的电气控制电路及工作原理
M7120型平面磨床的电气控制电路及工作原理M7120型平面磨床主要由主线路、控制线路、照明及指示灯线路及电磁工作台线路等组成,如图8.4所示。
下面按线路的几大部分分别对其工作原理及用途作简单介绍。
图8.4M7120型平面磨床的电气控制电路M7120型平面磨床的主线路有四台电动机,M1为液压泵电动机,它在工作中起到工作台往复运动的作用;M2是砂轮电动机,可带动砂轮旋转起磨削加工工件作用;M3电动机做辅助工作,它是冷却泵电动机,为砂轮磨削工作起冷却作用;M4为砂轮机升降电动机,用于调整砂轮与工作件的位置。
M1、M2及M3电动机在工作中只要求正转,其中对冷却泵电动机还要求在砂轮电动机转动工作后才能使它工作,否则没有意义。
对升降电动机要求它正反方向均能旋转。
控制线路对M1、M2、M3电动机有过载保护和欠压保护能力,由热继电器FR1、FR2、FR3和欠压继电器完成保护,而四台电动机短路保护则需FU1做短路保护。
电磁工作台控制线路首先由变压器T1进行变压后,再经整流提供110V的直流电压,供电磁工作台用,它的保护线路是由欠压继电器、放电电容和电阻组成。
线路中的照明灯电路是由变压器提供36V电压,由低压灯泡进行照明。
另外还有5个指示灯:HL亮证明工作台通入电源;HL1亮表示液压泵电动机已运行;HL2亮表示砂轮机电动机及冷却泵电动机已工作;HL3亮表示升降电动机工作;HL4亮表示电磁吸盘工作。
M7120型平面磨床的工作原理是,当电源380V正常通入磨床后,线路无故障时,欠压继电器动作,其常开触点KA闭合,为KM1、KM2接触器吸合做好准备,当按下SB1按钮后,接触器KM1的线圈得电吸合,液压泵电动机开始运转,由于接触器KM1的吸合,自锁点自锁使M1电动机在松开按钮后继续运行,如工作完毕按下停止按钮,KM1失电释放,M1便停止运行。
如需砂轮电动机以及冷却泵电动机工作时,按下按钮SB3后,接触器KM2便得电吸合,此时砂轮机和冷却泵电动机可同时工作,正向运转。
《机床电气线路安装与维修》普通磨床控制电路安装教案
教法
教学方法 学法
教师主要以任务驱动法为主,并辅以其他多种教学方法,引导学生应用己学的正转控制电路,整合出按钮互锁正反转控制电路,让他们在这个过程中完成线路工作原理的学习。
项目教学法、演示法、仿真教学法、讲授
学生则以小组合作的形式,以任务分解的思维导图为引领,在自主、有序的过程中、通过对比、观察,应用所学,整合出新的知识,并分析归纳出知识要点。
教学资源 智慧校园 腾讯会议直播平台
授课PPT 电子教案
教学活动 一、课前自学阶段
教学内容 教部活动 学习M7120磨L 教师利用网络平台发床电气控制布学习任务,并将课前学线路安装与习资源“授课PPT”、“调试 电子教案”、“微课”视
学生活动
设计意图和思政目标 1.学生接受学习任务,复习电动机的接触器自锁控制,整流的基本知识,并上网搜 频上传到智慈校园 索电磁吸盘的相关内 1.让学生互为学习资源,培
养自主学习习惯。
2、巩固旧知,掌握新知,为
学习本课题做好知识储备。
2 .教师提出具体的学习要求:回CA6140型普通车床
的相关内容,了解电路的工
作原理,观看学习视频,进行课前测验。
3 .教师发起课前测验,并查
看学生答题情况
容,观看学习视频,完成课前测验。
2 .任务实施:查看并学习平台上的“微课”、“电子教案”、“栩迎PPT ” 3 .完成老师°发起的课。
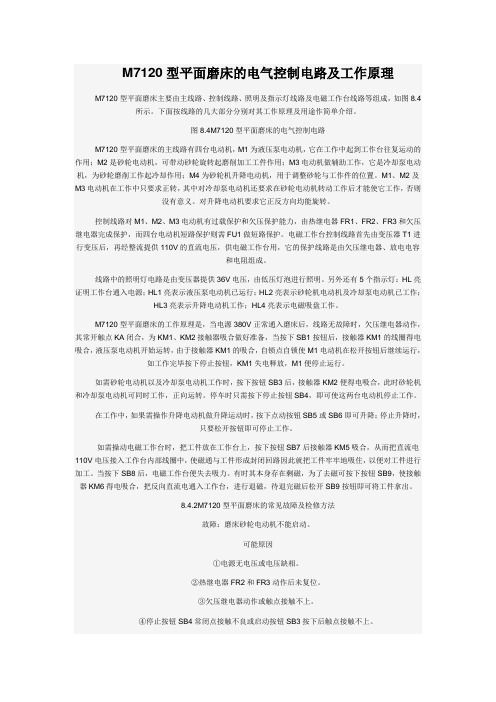
4.3.2 M7120型平面磨床电气控制电路_怎样识读电气控制电路图_[共6页]
![4.3.2 M7120型平面磨床电气控制电路_怎样识读电气控制电路图_[共6页]](https://img.taocdn.com/s3/m/394a363de009581b6bd9ebe0.png)
4第章机床电气控制电路不工作的情况下,允许砂轮电动机与液压泵电动机开动,机床作调整运动。
④电磁吸盘励磁线圈具有吸牢工件的正向励磁、松开工件的断开励磁,以及抵消剩磁便于取下工件的反向励磁控制环节。
⑤具有完善的保护环节。
各电路的短路保护,各电动机的长期过载保护,零压、欠压保护,电磁吸盘吸力不足的欠电流保护,以及线圈断开时产生高电压而危及电路中其他电气设备的过压保护等。
⑥机床安全照明电路与工件去磁的控制环节。
4.3.2 M7120型平面磨床电气控制电路M7120型平面磨床电气控制电路如图4.3.3所示,其电气元件明细见表4.3.1。
表4.3.1 M7120平面磨床电气元件表符号名称及用途符号名称及用途M1液压泵电动机1.1kW 1410r/min TR 整流变压器M2砂轮电动机3kW 2860r/min TC 照明变压器M3冷却泵电动机0.12kW SB1液压泵停止按钮M4砂轮升降电动机0.75kW 1410r/min SB2液压泵启动按钮QS1电源开关SB3砂轮停止按钮QS2照明灯开关SB4砂轮启动按钮KM1接触器,液压泵电动机用SB5~SB6砂轮升降按钮KM2接触器,砂轮电动机及冷却泵电动机用SB7~SB9电磁吸盘控制按钮KM3、KM4接触器,砂轮升降电动机用XS1电磁吸盘插头插座KM5、KM6接触器,电磁吸盘用XS2冷却泵电动机插头插座FR1~FR3热继电器R、C 保护用电阻、电容FU1~FU4熔断器HL 电源指示灯UR 硅整流器HL1~HL4电动机、电磁吸盘工作指示灯YH 电磁吸盘EL 照明灯KV 欠电压继电器【看图思路】(1)电动机配置情况及其控制主电路共有4台电动机。
其中M1[2]为液压泵电动机,实现工作台的往复运动,由接触器KM1的主触点控制,单向旋转。
M2[3]为砂轮电动机,带动砂轮转动来完成磨削加工工作。
M3[4]为冷却泵电动机,M2和M3同由接触器KM2的主触点控制,单向旋转,冷却泵电动机M3只有在砂轮电动机M2启动后才能运转。
磨床的电气控制

上一页 下一页 返回
知识训练
(3)电磁吸盘控制电路的分析。电磁吸盘又称电磁工作台,是 平面磨床的重要组成部分。它用以吸持工件,代替装夹工件, 便于砂轮进行磨削。电磁吸盘外形有长方形和圆形两种,矩 形平面磨床采用长方形电磁吸盘,圆台平面磨床采用圆形电 磁吸盘。 电磁吸盘的结构如图3-5所示,它由盘体、线圈、盖板3部 分组成。盘体由铸钢制成,在其中部凸起的心体上绕有线圈。 钢制盖板中有非磁性材料制成的隔磁层,当线圈通电时,磁 力线不能通过隔磁层,而只能通过放在盖板上面的工件构成 闭合回路,从而使工件被吸牢在盖板上。 电磁吸盘线圈不能通以交流电,只能通以直流电。交流电 会使工件产生振动和涡流,振动会影响加工的正确性,涡流 会导致工件发热。
磨床的电气控制
Байду номын сангаас
知识训练 技能训练 知识拓展
知识训练
知识训练一电流继电器概述
电流继电器的线圈阻抗小、导线粗、匝数少,串接在被测 量的电路中(或通过电流互感器接入),用于检测电路中电流 的变化,通过与电流设定值的比较自动判断工作电流是否越 限。常用的电流继电器有过电流继电器和欠电流继电器两种。 1.过电流继电器 线圈电流高于整定值时动作的继电器称为过电流继电器, 其动断触点串在接触器的线圈电路中,用作电路的过流保护, 动合触点一般用作对过电流继电器的自锁和接通指示灯线路。
上一页 下一页 返回
知识训练
欠电流继电器的吸引电流为线圈额定电流的30%~65%,释 放电流为额定电流的10%~20%,因此,在电路正常工作时, 衔铁是吸合的,只有当电流降低到某一整定值时,继电器释 放,控制电路失电,从而控制接触器及时分断电路。
M7130型平面磨床电气控制

用途 电源总开关 充磁退磁转换开关 电源总短路保护 控制电路总短路保护 电磁吸盘短路保护 工作照明短路保护 控制砂轮电动机 控制液压泵电动机 砂轮电动机过载保护 液压泵电动机过载保护 驱动砂轮 驱动冷却泵 驱动液压泵 提供工作照明电源 提供电磁吸盘电源 欠电流保护 砂轮起动 砂轮停止 液压泵起动 液压泵停止 连接冷却泵 连接电磁吸盘 吸合工件 整流
M7130型平面磨床常见电气故障。
一、M7130型平面磨床主要结构和 运动形式
1. M7130型平面磨床主要结构
一、M7130型平面磨床主要结构和运动 形式
2. M7130型平面磨床的运动形式
(1)主运动 砂轮的旋转运动。 (2)进给运动 有垂直进给、横向进给、纵向进
给三种形式 。 (3)辅助运动 包括砂轮箱在滑座水平导轨上
1. 主电路
代号 QS1 QS2 FU1 FU2 FU3 FU4 KM1 KM2 FR1 FR2 M1 M2 M3 TC1 TC2 KA SB1 SB2 SB3 SB4 XP1 XP2 YH VC
名称
规格或型号
1. 主电路 开关
开关
HZ10-25/3 HZ10-10P/3
熔断器
PL1-60/10
第二节 M7130型平面磨床电气控制
【课堂练习】 • 针对M7130型平面磨床常见故障,分析
故障产生原因。
第二节 M7130型平面磨床电气控制
【课堂小结】 • 1、M7130型平面磨床主要结构和运动形
式 • 2、M7130型平面磨床电力拖动特点及要
求 • 3、M7130型平面磨床的电气控制电路 • 4、M7130型平面磨床常见故障分析
第二节 M7130型平面磨床电气控制
【课后作业】 • 第五章复习思考题5-3、5-4题
M1432万能外圆磨床电气原理

M1432万能外圆磨床电气原理
控制系统是实现磨床各种工作过程的核心部分,包括工作台移动、主
轴转速、磨削进给速度等参数的控制。
在M1432万能外圆磨床中,通常采
用PLC(可编程逻辑控制器)作为控制核心。
PLC通过读取传感器信号和
操作面板的输入信号,根据程序进行逻辑运算和控制输出。
同时,PLC还
可以采集和记录加工数据,为操作员提供关键的工作指导。
电动机系统是驱动磨床各个部件的动力源,包括主轴电动机、台面电
动机以及磨床进给轴的驱动电动机。
主轴电动机负责带动磨削刀具旋转,
台面电动机用于实现工作台的移动,而进给轴的驱动电动机则控制磨削的
进给速度。
这些电动机通常是交流异步电动机,采用变频器进行调速,并
且进行了绝缘和保护等措施,以确保其正常运行和安全稳定。
除了上述基本的电气系统之外,M1432万能外圆磨床还配备了防护装
置和过载保护器。
防护装置用于确保操作人员的安全,例如装有感应器的
防护罩和安全门等。
过载保护器主要用于避免机床在磨削过程中发生过载,尤其是在磨削切削力过大时,它能够自动切断电源,防止机床受损。
综上所述,M1432万能外圆磨床的电气原理涉及到电源系统、控制系统、电动机系统以及防护装置等多个方面。
这些系统相互配合,共同完成
磨削过程中的各项工作。
通过合理的电气设计和控制,可以实现高效、安
全和稳定的加工过程,提高工件加工质量和生产效率,满足用户的需求。
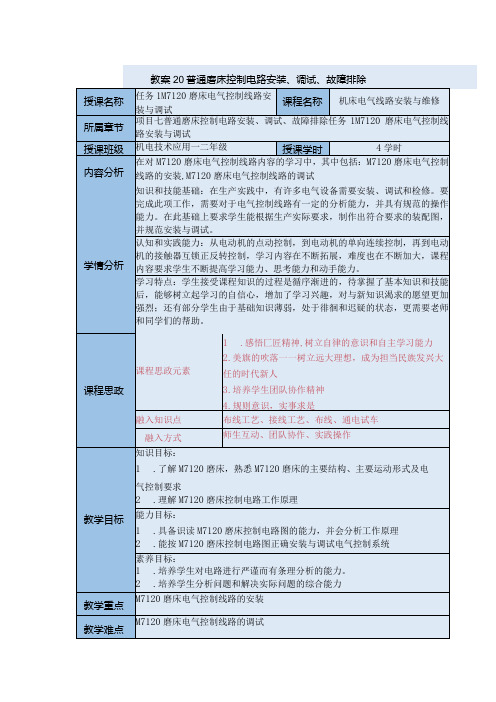
4.3.3 M7130型平面磨床电气控制电路_怎样识读电气控制电路图_[共4页]
![4.3.3 M7130型平面磨床电气控制电路_怎样识读电气控制电路图_[共4页]](https://img.taocdn.com/s3/m/9b6ce79de45c3b3567ec8bdf.png)
第 章 机床电气控制电路4③ 保护装置。
保护装置由放电电阻R 和电容C 以及欠电压继电器KV 组成。
电阻R 和电容C 的作用是:电磁吸盘是一个大电感,在充磁吸牢工件时,存储了大量磁场能量。
当它脱离电源时的一瞬间,吸盘YH 的两端产生较大的自感电动势,会使线圈和其他电气元件损坏,因此用电阻和电容组成放电回路。
利用电容C 两端的电压不能突变的特点,使电磁吸盘线圈两端电压变化趋于缓慢,利用电阻R 消耗电磁能量。
如果参数选配得当,此时R-L-C 电路可以组成一个衰减振荡电路,对去磁将是十分有利的。
欠电压继电器KV 的作用是:在加工过程中,若电源电压不足,则电磁吸盘将不能吸牢工件,导致工件被砂轮打出,造成严重事故。
因此,在电路中设置了欠电压继电器KV ,将其线圈并联在直流电源上,其动合触点KV (2-4)[7]串联在液压泵电动机和砂轮电动机的控制电路中,若电磁吸盘不能吸牢工件,KV 就会释放,使液压泵电动机和砂轮电动机停转,保证了安全。
(5)照明和指示灯电路(见图4.3.3的图区16~22)EL 为照明灯,其工作电压为36V ,由变压器TC 供电。
QS 2为照明负荷隔离开关。
HL 、HL 1~HL 4为指示灯,其工作电压为6V ,也由变压器TC 供给,其作用是:HL 为控制电路指示灯,HL 1为M 1运转指示灯,HL 2为M 3及M 2运转指示灯,HL 3为M 4工作指示灯,HL 4为电磁吸盘工作(充磁或去磁)指示灯。
4.3.3 M7130型平面磨床电气控制电路M7130型平面磨床电气控制电路如图4.3.7所示。
【看图思路】(1)电动机的配置情况及其控制主电路共有3台电动机,其中M 1[2]为砂轮电动机,M 2[3]为冷却泵电动机,M 3[4]为液压泵电动机,均要求单向旋转。
电动机M 1和M 2同时由接触器KM 1的主触点控制,而冷却泵电动机M 2的控制电路接在接触器KM 1主触点下方,经插座XS 1实现单独关断控制。
平面磨床电气控制线路

X YH
X2 退放吸
203
磁松合
101 SA
102 EL
1
2
3
4
5 6 7 8 9 10 11 12 13
14 15
16 17
M7130平面磨床电路图
电源开关 及保护
砂轮 电动 机
冷却泵电 液压泵
动机
电动机
控制 砂轮 电路 控制 保护
液压 泵控 制
整流 整流器 变压 器
电磁吸盘
照明
L1
L2
L3
FU1
合上QS1
SB15 KM1 7
X1
M
M
6
SB3 8
KM2
3~
3~
M2
M3
KM1 KM2
27
49
2
4
2
4
FU3 XS
T1 201
KA
209 210
T2
I<
R2 205207
R1
204
R3
VC
QS2
202 206
C
208
X YH
X2 退放吸
203
磁松合
101 SA
102 EL
1
2
3
4
5 6 7 8 9 10 11 12 13
工作台
砂轮
电磁吸盘
床身
二 M7130平面磨床的主要运动形式和控制要求
运动种类 主运动
进给运动
运动形式
控制要求
砂轮的高速 旋转
(1)为保证磨削加工质量,要求砂轮有较高的转速,通常采 用两极笼型异步电动机 (2)为提高主轴的刚度,简化机械结构,采用装入式电动机 ,将砂轮直接装到电动机轴上 (3)砂轮电动机只要求单向旋转,可直接启动,无调速和制 动要求