FXGPWIN编程软件的使用
第5章FXGP软件使用

(6) 将PLC设置为“RUN”状态,此时PLC 的Y0输出 指示灯亮一秒、灭一秒,不停闪烁。
(7) 执行监控/测试菜单命令,监控T0及Y0元件。 (8) 选定梯形图编辑时,执行【监控/测试】-【改
(2) 执行【窗口】-【窗口水平排列】菜单命令,在 屏幕上下分成三个编辑区,用鼠标点击指令表编 辑区,选定为指令表编程方式。
(3) 用键盘输入指令语句,使之覆盖NOP 。
例5.1 方波发生器,指令表和梯形图如图5.3所示。 LDI T0 OUT T0 K10 LD T0 ANI Y0 LDI T0 AND Y0 ORB OUT Y0 END
5.2 FXGP-WIN-C编程软件的界面介绍
双击SWOPC-FXGP-WIN-C图标,屏幕显示如图5.1 所示,屏幕分为5个区域:标题栏、菜单栏、工具栏、状 态栏和工作区。
图5.1 FXGP-WIN-C编程软件的界面
• 当选用指令表编程方式时,用鼠标点击指令表编 辑区,其标题栏变为蓝色,成为当前工作区。
(4) 遥控运行/停止――运行程序/停止运行程序, 操作方法是: 执行【PLC】-【遥控运行/停止】菜单命令。
6. 监控/测试
• 当点击指令表程序编辑区时,可以完成如下监控:
(1) 进入元件监控――执行【监控/测试】-【进入 元件监控]】的菜单命令后,出现一个元件监控对 话框,在此对话框中可以依次输入元件名。当元 件工作时,该元件旁将出现一个绿色的小方块, 表示该元件或触点线圈已工作。
2. 梯形图编辑程序
梯形图是目前使用最广泛的PLC图形编程语言 。
FXGPWIN编程软件使用

图09 帮助文件界面
一 程序编制 1.编制语言的选择 FXGPWIN软件提供三种编程语言,分 别是:梯形图、语句表和功能逻辑图 (SFC)。打开“视图”菜单,如图10所 示。 选择对应的编程语言。
图10 编制语言选择界面
• 2.采用梯形图编写程序 • (1)按以上步骤选择梯形图编程语言。选 择“视图”菜单下的“工具栏”,“状态 栏”,“功能键”和“功能图”子菜单, 如图11所示。
图21 寄存器数据传送界面
• 2.“选项”菜单的使用 • “选项”菜单的内容如图22所示。
图22 “选项”菜单界面
• (1)可编程控制器EPROM的处理 • 打开“EPROM传送”子菜单有三项内容:“读 入”,“写出”和“核对”。按“读入”键,即 可从可编程控制器读出EPROM的内容。按“写 出”键,即可将编写的程序写入可编程控制器中。 “核对”键用于验证编写的程序和EPROM中的 内容是否一致。 • (2)单击“选项”菜单下的“字体”子菜单,即 可设置字体式样、大小等有关内容,如图23所示。 • (3)“窗口”菜单的使用 • 双击“窗口”菜单下的“视图顺排”子菜单,就 可层铺编程环境。双击“窗口水平排列”子菜单, 就可水平铺设编程环境。双击“窗口垂直排列” 子菜单,就可垂直铺设编程环境。
图03 端口设置菜单窗口界面 选择好串行口后,打开图02“PLC”菜单下的“程序 读入”子菜单,即可进入如图04所示的界面。正确 选择可编程控制器型号,按确认键后等待几分钟, 可编程控制器中的程序即下载到计算机的FXGPWIN 文件夹中。程序下载后界面如图05所示。
图04 PLC型号选择界面
图05 PLC程序下载后界面
图07 打开新文件界面
图08 编制程序界面
• 5.设置页面和打印 • 打开“文件”菜单下的“页面设置”子菜单即可 进行编程页面设置。打开“文件”菜单下的“打 印机设置”子菜单,即可进行打印设置。 • 6.退出主程序 • 打开“文件”菜单下的“退出”子菜单或按右上 角的×按键,即可退出主程序。 • 7.帮助文件的使用 • 打开“帮助”菜单下的“索引”子菜单,寻找所 需帮助的目录名,如图09所示,双击目录名即可 进入帮助文件的内容。“帮助”菜单下的“如何 使用帮助”告诉你如何使用此帮助文件
(完整word版)三菱编程软件使用方法
组织教学:班级人数出勤人数缺勤人数教学方法:讲解法,演示法教学目的:1. 了解SWOPC-FXGP/WIN—C编程软件的使用方法2。
基本掌握SWOPC-FXGP/WIN—C编程软件的使用方法授课内容概述:SWOPC-FXGP/WIN—C编程软件的使用方法重点、难点:WOPC—FXGP/WIN—C编程软件的使用方法教学准备:SWOPC—FXGP/WIN—C编程软件电脑1、WOPC-FXGP/WIN-C编程软件的使用方法2、注意事项.巡回指导程序、要点:1、WOPC—FXGP/WIN-C编程软件的使用方法2、注意事项。
作业(课堂练习作业及课外作业):课堂:软件使用课外:书上习题。
复习要点:PLC的结构学生实习台位分配:2人一组安全操作规程;1、设备的正确实用2、电工安全操作规程总结,小结SWOPC—FXGP/WIN-C编程软件的使用(一)概述1.SWOPC—FXGP/WIN-C编程软件的功能SWOPC—FXGP/WIN—C是应用于FX系列PLC的编程软件,可在Windows下运行。
在该软件中,可通过梯形图、指令表及SFC符号来编写PLC程序,建立注释数据及设置寄存器数据等。
创建的程序可在串行系统中与PLC进行通讯、文件传送、操作监控以及完成各种测试功能。
也可将其存储为文件,用打印机打印出来。
2.编程系统的构成与配置SWOPC-FXGP/WIN—C主要由以下部分构成:系统操作软件(用两张1。
44MB的3.5英寸软盘装载)、操作手册、软件登记卡、接口单元及电缆线(任选)。
可供选择的接口单元与电缆线有:1)FX-232AWC型RS-232C/RS-422转换器(便携式);2)FX—232AW型RS-232C/RS-422转换器(内置式);3)F2-232CAB型RS—232C缆线(用于PC—9800,25针D型接头,3米);4)F2—232CAB-2 型 RS—232C 缆线(用于PC—9800,14针接头,3米);5)F2—232CAB-1 型 RS-232C 缆线(用于PC/AT,9针D型接头,3米);6)FX-422CAB0型RS—422缆线[用于 FX0, FX0S, FX0N型PLC, 1。
三菱PLC软件Fxgpwin简介
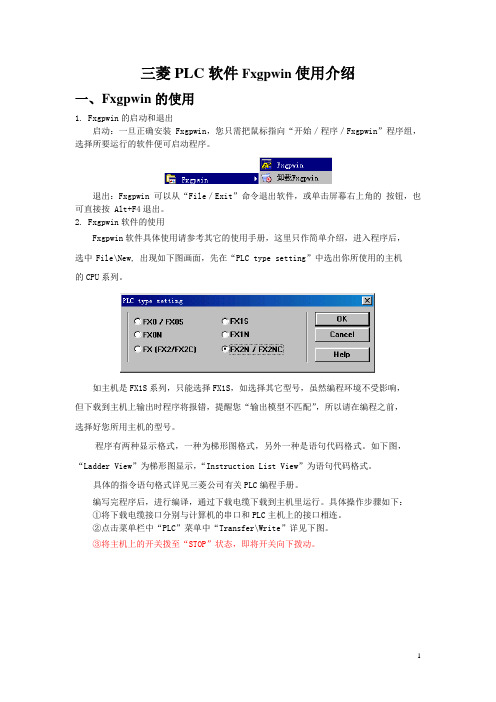
三菱PLC软件Fxgpwin使用介绍一、Fxgpwin的使用1. Fxgpwin的启动和退出启动:一旦正确安装Fxgpwin,您只需把鼠标指向“开始/程序/Fxgpwin”程序组,选择所要运行的软件便可启动程序。
退出:Fxgpwin可以从“File/Exit”命令退出软件,或单击屏幕右上角的按钮,也可直接按 Alt+F4退出。
2. Fxgpwin软件的使用Fxgpwin软件具体使用请参考其它的使用手册,这里只作简单介绍,进入程序后,选中File\New, 出现如下图画面,先在“PLC type setting”中选出你所使用的主机的CPU系列。
如主机是FX1S系列,只能选择FX1S,如选择其它型号,虽然编程环境不受影响,但下载到主机上输出时程序将报错,提醒您“输出模型不匹配”,所以请在编程之前,选择好您所用主机的型号。
程序有两种显示格式,一种为梯形图格式,另外一种是语句代码格式。
如下图,“Ladder View”为梯形图显示,“Instruction List View”为语句代码格式。
具体的指令语句格式详见三菱公司有关PLC编程手册。
编写完程序后,进行编译,通过下载电缆下载到主机里运行。
具体操作步骤如下:①将下载电缆接口分别与计算机的串口和PLC主机上的接口相连。
②点击菜单栏中“PLC”菜单中“Transfer\Write”详见下图。
③将主机上的开关拨至“STOP”状态,即将开关向下拨动。
④弹出对话框“Program Write”(见下图),在“Range setting”中填写初始步数(Start Step),一般我们以0步为初始步数,结束步数(End Step)一般以实际步数稍多为好,如编程指令步数为122步,那么结束步数为130步,步数太大会影响执行程序的时间。
填写完后,单击“OK”按钮,程序进行编译装载(见下图)。
⑤将开关拨动至“RUN”状态,即将开关向上拨动。
运行您所编写的程序,通过DSG-PLCB 可编程实验仪,将您所编写的程序结果在实验仪上体现出来。
FXGP编程软件的使用
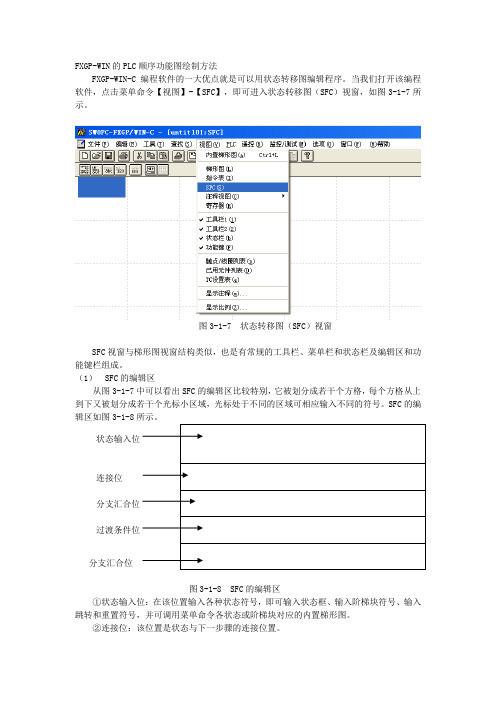
FXGP-WIN的PLC顺序功能图绘制方法FXGP-WIN-C编程软件的一大优点就是可以用状态转移图编辑程序。
当我们打开该编程软件,点击菜单命令【视图】-【SFC】,即可进入状态转移图(SFC)视窗,如图3-1-7所示。
图3-1-7 状态转移图(SFC)视窗SFC视窗与梯形图视窗结构类似,也是有常规的工具栏、菜单栏和状态栏及编辑区和功能键栏组成。
(1)SFC的编辑区从图3-1-7中可以看出SFC的编辑区比较特别,它被划分成若干个方格,每个方格从上到下又被划分成若干个光标小区域,光标处于不同的区域可相应输入不同的符号。
SFC的编辑区如图3-1-8所示。
图3-1-8 SFC的编辑区①状态输入位:在该位置输入各种状态符号,即可输入状态框、输入阶梯块符号、输入跳转和重置符号,并可调用菜单命令各状态或阶梯块对应的内置梯形图。
②连接位:该位置是状态与下一步骤的连接位置。
③分支汇合位:光标区域3和光标区域5都是分支汇合位,在该位置可画各种分支汇合线,即并行分支和选择分支在该处汇合。
另外,我们的FXGP软件可以自动识别并行分支线或选择分支线,结果取决于缩写符号的位置。
④过渡条件位:该位置用于输入转移条件,并可通过菜单命令建立相应的内置梯形图。
(2)功能键在SFC的视窗最下方有如图3-1-9所示的一行功能键,点击它们可在SFC的编辑区输入各种SFC图的符号。
图3-1-9 SFC视窗下方的功能键图3-1-9为各功能键的符号及各功能键与快捷键F1~F10对应关系,点击各个功能键与按F1~F10的效果是一样的。
按住Shift键后,各功能键如图3-1-10所示图3-1-10 SFC视窗下方的功能键各功能键的意义如表3-1-2所示。
例题用FXGP编程软件画出如图3-1-11所示的控制洗衣机清洗的SFC图。
其对应的SFC图、指令语句表及梯形图分别如图3-1-12(a)、(b)、(c)所示。
3-1-11 控制洗衣机清洗的SFC图基本步骤(1)进入SFC编辑窗口,通过点击功能键先确定SFC流程。
使用SWOPC-FXGP-WIN-C
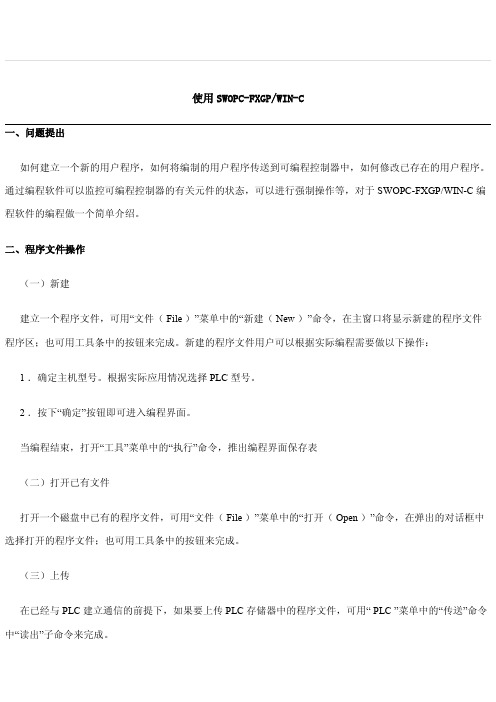
使用SWOPC-FXGP/WIN-C一、问题提出如何建立一个新的用户程序,如何将编制的用户程序传送到可编程控制器中,如何修改已存在的用户程序。
通过编程软件可以监控可编程控制器的有关元件的状态,可以进行强制操作等,对于 SWOPC-FXGP/WIN-C 编程软件的编程做一个简单介绍。
二、程序文件操作(一)新建建立一个程序文件,可用“文件( File )”菜单中的“新建( New )”命令,在主窗口将显示新建的程序文件程序区;也可用工具条中的按钮来完成。
新建的程序文件用户可以根据实际编程需要做以下操作:1 .确定主机型号。
根据实际应用情况选择 PLC 型号。
2 .按下“确定”按钮即可进入编程界面。
当编程结束,打开“工具”菜单中的“执行”命令,推出编程界面保存表(二)打开已有文件打开一个磁盘中已有的程序文件,可用“文件( File )”菜单中的“打开( Open )”命令,在弹出的对话框中选择打开的程序文件;也可用工具条中的按钮来完成。
(三)上传在已经与 PLC 建立通信的前提下,如果要上传 PLC 存储器中的程序文件,可用“ PLC ”菜单中的“传送”命令中“读出”子命令来完成。
(四)下载在已经与 PLC 建立通信的前提下,如果要下载到 PLC 存储器程序文件,可用“ PLC ”菜单中的“传送”命令中“传送”命令中“写出”子命令来完成,同时为了提高传送程序的效率,可以在下载前设置传送的范围。
三、编辑程序编辑和修改控制程序时程序员利用 SWOPC-FXGP/WIN-C 编程软件要做的最基本的工作,就是软件的编辑功能,现以梯形图编辑器为例介绍一些基本的编辑操作。
1 .输入编程元件梯形图的编程元件(编程元素)主要有线圈、触点、指令盒、标号及连接线。
输入方法有两种:方法 1 :功能图输出。
首先在编辑窗口中光标定位,在功能图中选择元件类型,输入元件编号,按下“确定”按钮,就算完成某一元件的输入,若有错误,如元件编号非法、违反梯形图规则等,编程软件马上拒绝输入。
FX系列PLC编程软件FXGP-WIN-C编程界面的学习

FX系列PLC编程软件FXGP-WIN-C编程界面的学习FX系列PLC实际应用利用计算机编程时,使用FXGP-WIN-C (FX group program windows china)编程软件,意为WINDOWS操作系统下中文提示FX系列PLC编程设计软件。
该软件可以利用梯形图和指令语句表两种方式编制FX系列PLC的用户程序,梯形图和指令语句表二者可相互转换,编制操作过程中有中文提示,使用比较方便。
该软件可以脱机独立编制PLC 用户程序,再经传输电缆,对PLC主机写出或者读入用户程序,并且能对运行中的PLC主机进行监控。
编程界面:启动FXGP_WIN-C软件,点击工具拦1的“新文件”按钮(见界面介绍),选择LPC 型号(FX2N)并确定,显示下图所示梯形图编程界面,界面显示左右母线、编程区、光标位置、菜单栏、工具栏1、工具栏2、功能图、功能键、状态栏以及标题栏等。
编程区:上图为梯形图编程界面左右母线之间为编程区,用于编制梯形图过程中放置元件、指令等。
光标:光标当前位置是放置或删除元件、指令的位置,利用键盘的上下左右四方向键移动光标,也可用鼠标左键点击移动光标。
菜单栏:点击(点击是指用鼠标左键单击,下同)各菜单按钮,显示其下层菜单项,选则菜单项并确认以后,将实现菜单项所描述功能。
当鼠标指针指向工具栏1或工具栏2的各个按钮时,均有中文提示该按钮作用。
有关的菜单后面将有详细介绍。
工具栏1 :如下图所示。
各工具按钮从左至右依次介绍如下:1)新文件:编制新的程序文件,也可用于清屏。
2)打开:打开原有的PLC用户程序文件(扩展名为. PMW性能监视器文件)。
3)保存:保存正在编制或修改的程序文件。
4)打印:经打印机打印输出梯形图或者指令语句表。
5)剪切:剪切部分程序并保存到剪切板。
6)拷贝:将选中的内容拷贝到剪切板。
7) 粘贴:将剪切板的内容粘贴到光标处。
8) 转换:将梯形图转换成指令语句表。
9)到顶:光标跳到最顶端。
SWOPC-FXGP-WIN-C-PLC编程软件

2016-11-17 来源:网络或本站原创
1.概述 SWOPC—FXGP/WIN—C 为一个可应用于 FX 系列可编程控制器的编程软件,可在 Windows3.1 及 Windows95、98 等平台下 运行。 在 SWOPC—FXGP/WIN—C 中,你可通过线路符号,列表语言及 SFC 符号来创建顺控指令程序,建立注释数据及设置寄存 器数据。创建顺序控制指令程序以及将其存储为文件,用打印机打印。该程序可在串行系统中与可编程控制器进行通讯、文件传 送、操作监控以及各种测试功能。 2。产品构成 SWOPC—FXGP/WIN—C 主要由下列几部分构成: ①SWOPC—FXGP/WIN—C 系统操作软件,装在两张容量为 1.44MB 的 3.5 英寸软盘上。 ②操作手册、软件登记卡。 ③可选部分 接口单元及缆线为可选。接口单元及缆线有: FX-232AWC 型 RS-232C/RS-422 转换器(便携式) FX-232AW 型 RS-232C/RS-422 转换器(内置式) [RS-232Ccable][RS-232 缆线] F2-232CAB 型 RS-232C 缆线(用于 PC-9800,25 针 D 型接头,3 米) F2-232CAB-2 型 RS-232C 缆线(用于 PC-9800,14 针接头,3 米) F2-232CAB-1 型 RS-232C 缆线(用于 PC/AT,9 针 D 型接头,3 米) FX-422CAB0 型 RS-422 缆线[用于 FX0,FX0S,FX0N 型可编程控制器,1.5 米) FX-422CAB 型 RS-422 缆线[用于 FX1,FX2,FX2C 型可编程控制器,0.3 米) FX-422CAB-150 型 RS-422 缆线[用于 FX1,FX2,FX2C 型可编程控制器,1.5 米) ④操作环境:可运行 SWOPC-FXGP/WIN-C 的 PLC 环境如下: 要有 PLC 及内存:机型为 IBM PC/AT (兼容) ;CPU 为 I486SX 或更高;内存为 8 兆或更高(推荐 16 兆以上)。同时要有硬盘、 软驱、鼠标、显示器、打印机、操作系统等,解析度要有 800x600 点、16 色或更高、 3。SWOPC-FXGP/WIN-C 操作指南 本节描述了 SWOPC-FXGP/WIN-C 的功能及操作。如图 1 所示,即为 SWOPC-FXGP/WIN-C 的 编辑窗口。 编辑菜单 剪切 功能:将电路块单元剪切掉。 操作方法:通过[编辑] - [块选择]菜单操作选择电路块。在通过[编辑] - [剪切]菜单操作或[Ctrl] + [X]键操作,被选中的电路块 被剪切掉。被剪切的数据保存在剪切板中。
习题十七FX-PCSWIN-C微机编程软件及其使用
习题十七 FX-PCS/WIN-C微机编程软件及其使用
一、填空题。
1. FXGPWIN编程时可以同时打开三种窗口,即编辑窗口、编辑窗口和编辑窗口。
2. 指令可以从可编程序控制器中读出程序,将程序写入可编程序控制器中,或者比较程序数据。
3.在梯形图编辑屏编程,就是用功能键和浮动工具栏中的符号画图,分
为、、三种方式。
4.PLC操作传送功能包括、及。
5.PLC程序内存必为。
二、判断题。
1.在指令表编辑屏中,可用键盘直接输入指令和元件地址。
()
2.编辑修改一个已经存在的文件或从计算机传输一个文件到PLC时,都必须打开文件。
()
3.PLC的输出线圈可以放在梯形图逻辑行的中间任意位置。
()
4.PLC的软继电器编号可以根据需要任意编写。
()
5.在设计PLC的梯形图时,在每一逻辑行中,并联触点多的支路应放在左边。
()
三、问答题。
1. 简述FXGPWIN-C软件的主要特点。
2. 简述FXGP/WIN-C界面由哪些部分组成?。
FXGPWIN使用说明书
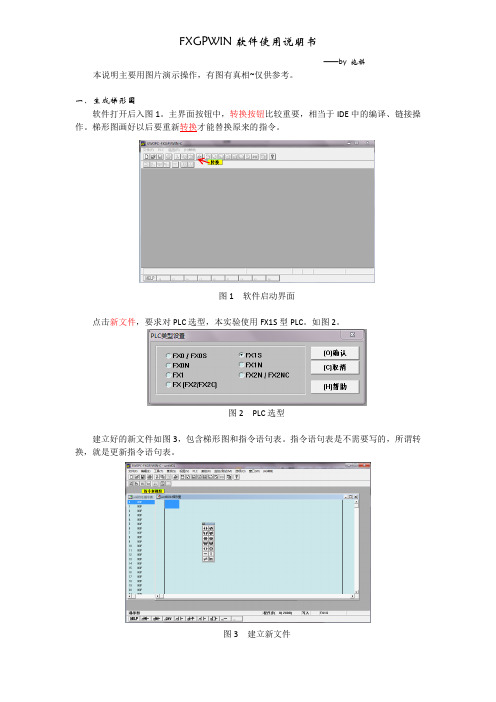
FXGPWIN软件使用说明书——by 施祺本说明主要用图片演示操作,有图有真相~仅供参考。
一.生成梯形图软件打开后入图1。
主界面按钮中,转换按钮比较重要,相当于IDE中的编译、链接操作。
梯形图画好以后要重新转换才能替换原来的指令。
图1 软件启动界面点击新文件,要求对PLC选型,本实验使用FX1S型PLC。
如图2。
图2 PLC选型建立好的新文件如图3,包含梯形图和指令语句表。
指令语句表是不需要写的,所谓转换,就是更新指令语句表。
图3 建立新文件二.元件放置实验中常用到的元件在功能图对话框(视图->功能图)中都能找到,常用元件注释如图4。
图4 功能图对话框放置触点和继电器等元件,点击相应按钮,输入对应参数即可。
如图5。
图5 放置触点要看元件的使用范围,点击参照,从可选元件范围中选定一种,并定义使用几号元件。
如图6。
图6 元件说明生成好的元件如图7,待转换的部分自动标灰色。
灰色区域可以自由跨行复制,而转换后只能单行复制,因此如有相同的模块,应在转换前复制好,以节省时间。
图7 生成元件三.定时器和计数器定时器定义格式如图8,T代表定时器,K代表延时时间。
这里,延时时间=0.1*10=1s。
串联常开触点并联常开触点串联常闭触点并联常闭触点继电器指令框添加并联竖线写入PLC 删除竖线图8 定时器计数器定义格式如图9,需要分别定义复位端和输入端。
图9 计数器经过转换的元件及指令语句表如图10。
(图示程序仅供参考原件外形)图10 经过转换的元件及指令语句表实验内容基本只需要以上操作就可以完成了。
要连接PLC,先将PLC核心上的开关拨到烧写模式,点功能图对话框上的写出按钮(或者:PLC->传送->写出)。
写出前先转换,否则程序不更新。
由于本软件产生于Windows3.1年代,是近20年前的软件,难免有许多Bug,用户界面不够友好,请大家耐心些。
需要注意的是,文件在保存前一定要先转换,否则保存不上。
项目4 FX系列编程软件及使用

统编教材二年级下册“快乐读书吧”
读读儿童故事
故事里的儿童,有的顽皮、可爱,有的 懂事、善良;有的过着跟我们相似的生活, 有的会有意想不到的奇遇……
神笔马良
《七色花》 《愿望的实现》
郑春华,著名作家,曾 获得中国作家协会儿童文学 奖、陈伯吹儿童文学园丁奖 。她创作的《大头儿子和小 头爸爸》系列读物被改编为 动画片,深受读者的喜爱。
图书推荐:
《汤姆·索亚历险记》
内容简介:汤姆幼年丧母,由姨妈收养。聪明顽皮的汤姆受不了 姨妈和学校老师的管束,常常逃学闯祸。一天深夜,他与好朋友 哈克贝里·芬到墓地玩耍,无意中目睹了一起凶杀案的发生。因 为害怕被凶手发现他们知道这件事,汤姆、哈克贝里带着另一个 小伙伴一起逃到一座荒岛上做起了“海盗”,弄得家里以为他们 被淹死了,结果他们却出现在了自己的“葬礼”上。经过激烈的思
想斗争,汤姆终于勇敢地站出来,指证了凶手。不久之后,在
Hale Waihona Puke 一次野餐活动中,他与他心爱的姑娘贝姬在一个岩洞里迷 了路,整整三天三夜饥寒交迫,面临着死亡的威胁。后来 终于成功脱险,和好友哈克一起找到了凶手埋藏的宝藏。
生活里没有书籍,就好像没有阳光;智慧里没 有书籍,就好像鸟儿没有翅膀。
——莎士比亚
快乐读书吧
快乐读书吧
我花了10天时间读《弗朗兹的故事》这本书, 这本书的作者是奥地利作家克里斯蒂娜·涅斯特 林格。弗朗兹是一个天真、可爱而又善良的小男 孩,这本书就讲了弗朗兹从从6岁到8岁这三年间 发生的故事。等你读完这本书,你就会发现弗朗 兹做过的很多事我们也亲身经历过,所以,大家 赶快来读这本书吧!
我很喜欢《弗朗兹的故事》这本书, 书中的故事都很有趣。弗朗兹虽然是一个 小男孩,可他有着一头金黄色的卷发、天 蓝色的眼睛、樱桃似的小嘴,还有那玫瑰 红的小脸蛋,这一切让他看起来像个小美 女,他也为这事心烦。但我很喜欢他。
FX的编程器和编程软件使用方法

W
▲
3)元件的写入。 元件的写入。
LD BIN K2X D
M8000 19 010 0
在基本指令和功能指令输入中,往往要涉及元件的写入, 在基本指令和功能指令输入中,往往要涉及元件的写入, 例如要写入功能指令MOV ZD1时 变址存储器Z 例如要写入功能指令MOV K1 X10 ZD1时,变址存储器Z附加 在元件号上一起输入,其操作方法是:[写入功能] → FNC → 在元件号上一起输入,其操作方法是: 写入功能] 1 → 2 → SP → K → 1 → X→ 1 → 0 → Z → SP → D GO。 → 1 → GO。
a)根据步序读出 b)根据指令读出 c)根据指针读出 d)根据元件读出 程序读出的基本操作
3、程序修改
包括程序的改写、删除、 包括程序的改写、删除、插入等操作 (1) 程序改写 指令输入过程中修改基本操作如图5 所示。 1) 指令输入过程中修改基本操作如图5-6所示。
2、编程软件 三菱MELSEC MEDOC编程软件 MELSEC三菱MELSEC-MEDOC编程软件
这是在DOS操作系统上运行的编程软件。目前已不使用。 这是在DOS操作系统上运行的编程软件。目前已不使用。 DOS操作系统上运行的编程软件
FXGPWIN编程软件使用解析
图09 帮助文件界面
一 程序编制 1.编制语言的选择 FXGPWIN软件提供三种编程语言,分 别是:梯形图、语句表和功能逻辑图 (SFC)。打开“视图”菜单,如图10所 示。 选择对应的编程语言。
图10 编制语言选择界面
• 2.采用梯形图编写程序 • (1)按以上步骤选择梯形图编程语言。选 择“视图”菜单下的“工具栏”,“状态 栏”,“功能键”和“功能图”子菜单, 如图11所示。
FXGPWIN编程软件使用方法
• (一)概述 • FXGPWIN编程软件供对FX0S,FX0N,FX2和 FX2N系列三菱可编程控制器编程以及监控可编程 控制器中各软元件的实时状态。 • 进入FXGPWIN的编程环境 • 将存有MELSEC-F/ FX系统编程软件的软盘插入 软驱,在WINDOWS条件下起动安装进入 MELSEC-F/ FX系统,选择FXGP-WIN-C文件双 击鼠标左键,出现图01界面即可进入编程。
图07 打开新文件界面
图08 编制程序界面
• 5.设置页面和打印 • 打开“文件”菜单下的“页面设置”子菜单即可 进行编程页面设置。打开“文件”菜单下的“打 印机设置”子菜单,即可进行打印设置。 • 6.退出主程序 • 打开“文件”菜单下的“退出”子菜单或按右上 角的×按键,即可退出主程序。 • 7.帮助文件的使用 • 打开“帮助”菜单下的“索引”子菜单,寻找所 需帮助的目录名,如图09所示,双击目录名即可 进入帮助文件的内容。“帮助”菜单下的“如何 使用帮助”告诉你如何使用此帮助文件
图01 FXGPWIN编程环境界面
• 2.可编程控制器程序下载 • 可编程控制器程序下载的方法是:首先应 使用编程通讯转换接口电缆SC-09连接好计 算机的RS-232C接口和PLC的RS-422编程 器接口,然后打开图01中的“PLC”菜单, 即为图02所示界面。
FXGPWIN操作入门

授课时间: 授课地点: 授课班级: 授课课时: 授课教师:
三菱PLC编程软件的基本操作
本课要点
1.复习知识 2.新授知识 3. 课堂练习 4.本课小结 5.作业布置
复习知识
1. 请同学们回忆,PLC的编程方 法有哪几种?
2.PLC的编程语言有哪些?各有什 么特点?
(
软件打开后的主界面
新授知识3:编程文件的保存
在建立编程文件之后,最好先对文件进行一 次保存,点击“文件”-“保存”,会弹出一个文 件保存界面,如下图所示
!注意:在以后 的编程练习中, 大家要养成经常 保存文件的习惯, 防止计算机出现 意外的时候造成 程序丢失。
在“文件名(N)”下的文本框中输入编程文件的名字,注意文 件的后缀名一定要使用“.PMW”,不然,以后软件不能识别该文 件。在”文件夹“下面的树形列表”中选择文件的保存位置,然 后点击“确定”就可以保存该文件。
使用计算机对PLC编程
三菱PLC的编程电缆
使用手持编程器对PLC编程
问题2解答 PLC的编程语言有哪些?各 有什么特点?
答:PLC的编程语言有多种,主要有梯形图 编程语言、指令表编程语言、顺序功能图编 程语言、逻辑状态图编程语言和高级语言五 种,但是各个厂家生产的PLC对编程语言的 支持不一,三菱PLC主要支持梯形图编程语 言、指令表编程语言和顺序功能图编程语言 三种,对于初学者,一般只需掌握前面两种。
1.菜单栏简介
2.工具栏简介 3.视图工具栏简介
课堂练习
请同学来画出下列梯形图,将其转换 成指令表,并以“自己的名字.PMW”保 存在D盘根目录下。其他同学观察有无错 误。
本课小结
1.掌握软件的打开方法: 双击软件图标
三菱PLC编程软件简介
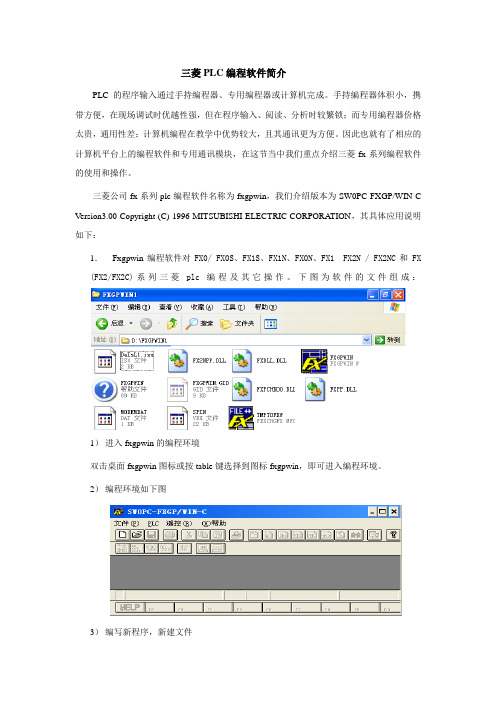
三菱PLC编程软件简介PLC的程序输入通过手持编程器、专用编程器或计算机完成。
手持编程器体积小,携带方便,在现场调试时优越性强,但在程序输入、阅读、分析时较繁锁;而专用编程器价格太贵,通用性差;计算机编程在教学中优势较大,且其通讯更为方便。
因此也就有了相应的计算机平台上的编程软件和专用通讯模块,在这节当中我们重点介绍三菱fx系列编程软件的使用和操作。
三菱公司fx系列plc编程软件名称为fxgpwin,我们介绍版本为SW0PC-FXGP/WIN-C Version3.00 Copyright (C) 1996 MITSUBISHI ELECTRIC CORPORATION,其具体应用说明如下:1.Fxgpwin编程软件对FX0/ FX0S、FX1S、FX1N、FX0N、FX1 FX2N / FX2NC和 FX (FX2/FX2C)系列三菱plc编程及其它操作。
下图为软件的文件组成:1)进入fxgpwin的编程环境双击桌面fxgpwin图标或按table键选择到图标fxgpwin,即可进入编程环境。
2)编程环境如下图3)编写新程序,新建文件出现PLC选型界面选择好PLC型号后按确认键即可进入编辑界面,在视图中可以切换梯形图、指令表等建立好文件后就可以在其中编写程序了。
4)程序的保存在“文件“菜单下的“另存为“下即可。
5)PLC程序上载,传入PLC。
当编辑好程序后可以就可以向PLC上载程序,方法是:首先必须正确连接好编程电缆,其次是PLC通上电源(POWER)指示灯亮,打开菜单“PLC“——“传送“——“写出“确认。
出现程序写入步数范围选择框图,确认后即可:6)PLC程序下载一样,在上述操作中选择“读入“,其他操作不变。
7)程序打开打开菜单“文件““打开“,出现界面,选择要打开的程序,确定即可。
8)退出主程序ALT+F4或点击文件菜单下的“退出“。
2.程序的编写1)编程语言的选择FXGPWIN软件提供三种编程语言,分别为梯形图、指令表、SFC状态流程图。
SWOPC-FXGPWIN-C 编程试验
FXGP编程实验一、FX2N编程软件SWOPC- FXGP/WIN-C是应用于FX2N系列PLC的编程软件,可在Windows操作系统下运行。
在该软件中,可通过梯形图、语句指令及SFC符号编写 PLC程序、建立注释数据及设置寄存器数据等。
SWOPC-FXGP/WIN-C软件可与PLC进行通讯、文件传送、操作监控以及完成各种测试功能,也可将编制的PLC程序存储为文件,用打印机打印程序。
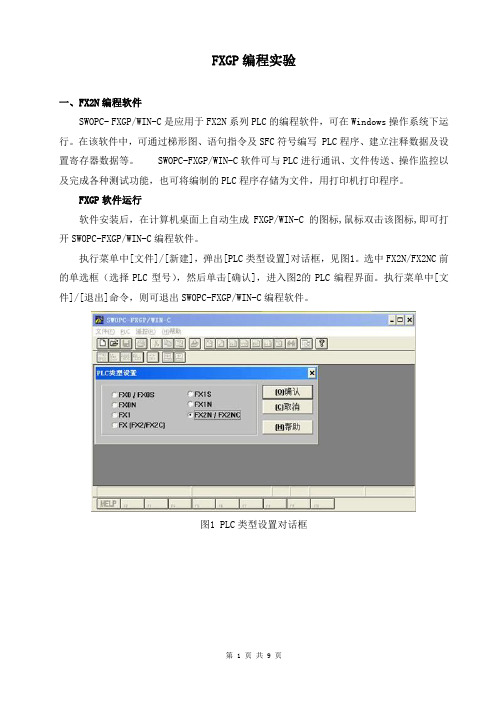
FXGP软件运行软件安装后,在计算机桌面上自动生成FXGP/WIN-C的图标,鼠标双击该图标,即可打开SWOPC-FXGP/WIN-C编程软件。
执行菜单中[文件]/[新建],弹出[PLC类型设置]对话框,见图1。
选中FX2N/FX2NC前的单选框(选择PLC型号),然后单击[确认],进入图2的PLC编程界面。
执行菜单中[文件]/[退出]命令,则可退出SWOPC-FXGP/WIN-C编程软件。
图1 PLC类型设置对话框图2 SWOPC-FXGP/WIN-C编程工作界面二、实验仪器设备介绍FX2N-48MR机2台/1生,电脑2台/1生(内装FXGP软件),教学仪电气控制柜2台/1生。
三、位左移位控制梯形图1.位左移位指令控制灯程序图3是使用位左移位指令SFTL控制两盏灯Y10、Y11的梯形图。
当第1支路初始脉冲继电器M8002仅在PLC开机运行后自动接通一个扫描周期,即使辅助继电器M0接通。
M0接通后,第11支路在内部100ms时钟脉冲继电器M8012的作用下使灯Y10闪烁(0.1s亮、0.1s熄),同时第7支路的计时器T0开始50*100ms=0.5s的计时,计时到后接通第2支路,发生一次位左移位。
注意,STL的输入:用鼠标选择位置后直接输入“SET S0”。
位左移位指令管理M0、M1、M2、M3等 4个辅助继电器状态数据的移位,PLC上电时,各自的状态见图4。
PLC上电后,M0置为1,而M1、M2、M3均置为0,第1次位左移位后,M0中的数据左移至M1,使M1置为1,其余左移位结果为M1%26reg;M2、M2%26reg;M3、M3%26reg;M0,结果M2、M3、M0被置为0。
FXGP-WIN-C编程软件的应用教学
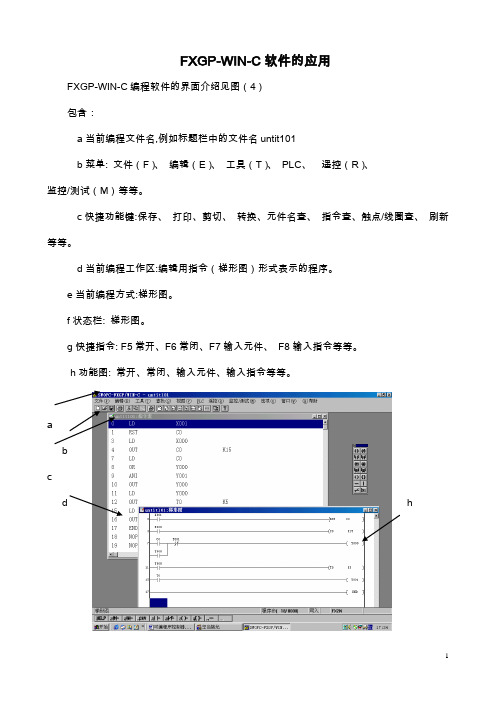
FXGP-WIN-C软件的应用FXGP-WIN-C编程软件的界面介绍见图(4)包含:a当前编程文件名,例如标题栏中的文件名untit101b菜单: 文件(F)、编辑(E)、工具(T)、 PLC、遥控(R)、监控/测试(M)等等。
c快捷功能键:保存、打印、剪切、转换、元件名查、指令查、触点/线圈查、刷新等等。
d当前编程工作区:编辑用指令(梯形图)形式表示的程序。
e当前编程方式:梯形图。
f状态栏: 梯形图。
g快捷指令: F5常开、F6常闭、F7输入元件、 F8输入指令等等。
h功能图: 常开、常闭、输入元件、输入指令等等。
d hLLKJHHHHeKKfg图(4)编程软件界面菜单操作:FXGP-WIN-C(以下统一用简称FXGP)的各种操作主要靠菜单来选择,当文件处于编辑状态时,用鼠标点击想要选择的菜单项,如果该菜单项还有子菜单,鼠标下移,根据要求选择子菜单项,如果该菜单项没有下级子菜单,则该菜单项就是一个操作命令,单击即执行命令。
四.设置编辑文件的路径首先应该设置文件路径,所有用户文件都在该路径下存取。
假设D:\PLC*设置为文件存取路径。
操作步骤:首先打开Windows界面进入“我的电脑”,选中D盘,新建一个文件夹,取名为[PLC1]确认,然后进入FXGP编程软件。
五.编辑文件的正确进入及存取正确路径确定后,可以开始进入编程﹑存取状态。
1、假设首次程序设计:首先打开FXGP编程软件,点击〈文件〉子菜单〈新文件〉或点击常用工具栏弹出[PLC类型设置]对话框,供选择机型。
本实验指导书提供的为FXON、FX2N二种机型,实验使用时,根据实际确定机型,若FX2N即选中FX2N,然后[确认],就可马上进入编辑程序状态。
注意这时编程软件会自动生成一个〈SWOPC-FXGP/WIN-C-UNTIT***〉文件名,在这个文件名下可编辑程序。
2、文件完成编辑后进行保存:点击〈文件〉子菜单〈另存为〉,弹出[File Save As]对话框,在“文件名”中能见到自动生成的〈SWOPC-FXGP/WIN-C-UNTIT***〉文件名,这是编辑文件用的通用名,在保存文件时可以使用,但我们建议一般不使用此类文件名,以避免出错。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FXGP/WIN -C 编程软件的使用(简易说明)操作步骤:1、利用 PC-09 编程电缆,连接 PLC 与微机。
2、启动 FXGP/WIN — C 软件运行 SWOPC — FXGP/WIN — C 软件后,将出现初始启动画面,点击初始启动界面菜单栏中“文件”菜单并在下拉菜单条中选取“新文件”菜单条,即出现图 1-1 所示的界面,PLC 类型选择对话框图1-1选择好机型,鼠标点击“确认”按钮后,则出现程序编辑的图 1-2 所示的主界面。
主界面含以下几个分区:菜单栏(包括 11 个主菜单项),工具栏(快捷操作窗口),用户编辑区,编辑区下边分别是状态栏及功能键栏,界面右侧还可以看到功能图栏。
以下分别说明。
图1-2( 1 )菜单栏菜单栏是以下拉菜单形式进行操作,菜单栏中包含“文件”、“编辑”、“工具”、“查找”、“视图”、“ PLC ”、“遥控”、“监控及调试”等菜单项。
用鼠标点击某项菜单项,弹出该菜单项的菜单条,如“文件”菜单项包含新建、打开、保存、另存为、打印、页面设置等菜单条,“编辑”菜单项包含剪切、复制、粘贴、删除等菜单条,这两个菜单项的主要功能是管理、编辑程序文件。
菜单条中的其他项目,如“视图”菜单项功能涉及编程方式的变换,“ PLC ”菜单项主要进行程序的下载、上传传送,“监控及调试”菜单项的功能为程序的调试及监控等操作。
( 2 )工具栏工具栏提供简便的鼠标操作,将最常用的 SWOPC — FXGP/WIN — C 编程操作以按钮形式设定到工具栏上。
可以利用菜单栏中的“视图”菜单选项来显示或隐藏工具栏。
菜单栏中涉及的各种功能在工具栏中都能找到。
( 3 )编辑区编辑区用来显示编程操作的工作对象。
可以使用梯形图、指令表等方式进行程序的编辑工作。
使用菜单栏中“视图”菜单项中的梯形图及指令表菜单条,实现梯形图程序与指令表程序的转换。
也可利用工具栏中梯形图及指令表的按钮实现梯形图程序与指令表程序的转换。
( 4 )状态栏、功能键栏及功能图栏编辑区下部是状态栏,用于表示编程 PLC 类型,软件的应用状态及所处的程序步数等。
状态栏下为功能键栏,其与编辑区中的功能图栏都含有各种梯形图符号,相当于梯形图绘制的图形符号库。
3、程序编辑操作( 1 )采用梯形图方式时的编辑操作采用梯形图编程是在编辑区中绘出梯形图,打开“文件”菜单项目中的新文件,菜单条时,主窗口左边可以见到一根竖直的线,这就是梯形图中左母线。
蓝色的方框为光标,梯形图的绘制过程是取用图形符号库中的符号,“拼绘”梯形图的过程。
比如要输入一个常开触点,可点击功能图栏中的常开触点,也可以在“工具”菜单中选“触点”,并在下拉菜单中点击“常开触点” 的符号,这时出现图 1-3 的对话框,在对话框中输入触点的地址及其他有关参数后点击“确认”按钮,要输入的常开触点及其他地址就出现在蓝色光标所在的位置。
图1-3如需输入功能指令时,点击工具菜单中的“功能”菜单或点击功能图栏及功能键中的功能按钮,即可弹出如图 1-4 所示的对话框。
然后在对话框中填入功能指令的助记符及操作数,点击“确认”即可。
图1-4这里要注意的是功能指令的输入格式一定要符合要求,如助记符与操作数间要空格,指令的脉冲执行方式中加的“ P ”与指令间不空格, 32 位指令需在指令助记符前加“ D ”且也不空格。
梯形图符号间的连线可通过工具菜单中的“连线”菜单选择水平线与竖线完成。
另外还需注意,不论绘制什么图形,先要将光标移到需要绘这些符号的地方。
梯形图符号的删除可利用计算机的删除键,梯形图竖线的删除可利用菜单栏中“工具”菜单中的竖线删除。
梯形图元件及电路块的剪切,复制和粘贴等方法与其他编辑类软件操作相似。
还有一点需强调的是,当绘出的梯形图需保存时要先点击菜单栏中“工具”项下拉菜单的“转换”成功后才能保存,梯形图未经转换点击保存按钮存盘即关闭编辑软件,编绘的梯形图将丢失。
( 2 )采用指令表方式的编程操作采用指令表编程时可以在编辑区光标位置直接输入指令表,一条指令输入完毕后,按回车键光标移至下一条指令,则可输入下一条指令。
指令表编辑方式中指令的修改也十分方便,将光标移到需修改的指令上,重新输入新指令即可。
程序编制完成后可以利用菜单栏中的“选项”菜单项下“程序检查”功能对程序做语法及双线圈的检查,如有问题,软件会提示程序存在的错误。
请完成以下程序的输入:4、程序的下载程序编辑完成后需下载到 PLC 中运行,这时需点击菜单栏中“ PLC ”菜单,在下拉菜单中再选“传送”及“写入”即可将编辑完成的程序下载到 PLC 中,传送菜单中的“读入”命令则用于将 PLC 中的程序读入编程计算机中修改。
PLC 中一次只能存入一个程序。
下载新程序后,旧的程序即行删除。
5、程序的调试及运行监控程序的调试及运行监控是程序开发的重要环节,很少有程序一经编制就是完善的,只有经过试运行甚至现场运行才能发现程序中不合理的地方并且进行修改。
SWOPC-FXGP/WIN-C 编程软件具有监控功能,可用于程序的调试及监控。
( 1 )程序的运行及监控程序下载后仍保持编程计算机与 PLC 的联机状态并启动程序运行,编辑区显示梯形图状态下,点击菜单栏中“监控 / 测试”菜单项后,选择“开始监控”菜单条即进入元件的监控状态。
此时,梯形图上将显示 PLC 中各触点的状态及各数据存储单元的数值变化。
如图 1-5 所示,图中有长方形光标显示的位元件处于接通状态,数据元件中的存数则直接标出。
在监控状态时点击菜单栏中“监控 / 测试”菜单项并选择“停止监控”则终止监控状态,回到编辑状态。
图1-5元件状态的监视还可以通过表格方式实现。
编辑区显示梯形图或指令表状态下,点击菜单栏中“监控 / 测试”菜单后再选择“进入元件监控”,进入元件监控状态对话框,这时可在对话框中设置需监控的元件,则当 PLC 运行时就可显示运行中各元件的状态。
( 2 )位元件的强制状态在调试中可能需要 PLC 的某些位元件处于 ON 或 OFF 状态,以便观察程序的反应。
这可以通过“监控 / 测试”菜单项中的“强制 Y 输出”及“强制ON/OFF ”命令实现。
选择这些命令时将弹出对话框,在对话框中设置需强制的内容并点击“确定”即可。
( 3 )变 PLC 字元件的当前值在调试中有时需改变字元件的当前值,如定时器、计算器的当前值及存储单元的当前值等。
具体操作也是从“监控 / 测试”菜单中进入,选择“改变当前值”并在弹出的对话框中设置元件及数值后点击“确定”即可FXGP_WIN-C编程软件的使用(详细说明)FXGP_WIN-C编程软件是FX系列PLC专用的编程软件,其编程界面和帮助文档均已汉化,占用空间小,安装好后仅占用1MB的空间,功能较强,在Windows98/2000/XP系统下均可运行。
1.项目的管理(1)打开编程软件打开FXGP_WIN-C编程软件一般使用以下两种方法:①点击“开始”→“所有程序”→“MELSEC-F FX Applications”→“FXGP_WIN-C”,打开FXGP_ WIN-C编程软件的编程界面,如图1.3.1所示。
图1.3.1 从“开始”打开编程界面②在桌面上选中FXGP_WIN-C编程软件的快捷图标,按动鼠标右键,出现下拉菜单,点击下拉菜单中的“打开”,或者在桌面上用鼠标双击FXGP_WIN-C编程软件的快捷图标,如图1.3.2所示。
图1.3.2 用桌面的快捷图标打开编程界面(2)新建项目文件在编程界面,点击“文件”→“新文件”,如图1.3.3所示,在出现的画面中选择项目中使用的PLC型号,如图1.3.4所示,然后在图1.3.4中点击“确认”按钮,出现FXGP_WIN-C 编程软件的编程界面,如图1.3.5所示。
图1.3.3 新建项目文件图1.3.4 选择项目中使用的PLC型号图1.3.5 FXGP_WIN-C编程软件的编程界面(3)保存项目文件在FXGP_WIN-C编程软件的编程界面中,点击“文件”→“保存”,如图1.3.6所示,在出现的画面中选择保存项目文件的路径并写上项目文件的名称,如图1.3.7所示,然后在出现的画面中写上项目文件的题目,如图1.3.8所示。
图1.3.6 保存项目文件图1.3.7 选择保存项目文件的路径并写上项目文件的名称图1.3.8 写上项目文件的题目名称从保存的路径“我的电脑”→“(D:)”,找到保存的文件“入门到精通”,包含4个文件:文件保存类型为“PMW”的是项目程序文件,“COW”是注释文件,“PTW”是打印页眉文件,“D MW”是数据储存器文件,如图1.3.9所示。
图1.3.9 保存的4种文件类型(4)打开原来保存的项目文件在FXGP_WIN-C编程软件的编程界面,点击“文件”→“打开”,如图1.3.10所示,在出现的画面中选择打开路径及项目文件名称,如图1.3.11所示,在出现的画面中确认无误点击“确定”按钮打开后的界面如图1.3.12所示。
图1.3.10 打开原来保存的项目文件图1.3.11 选择打开路径及项目文件图1.3.12 打开后的界面如果要求把项目保存到另外的地方可以选择“另存为”,在FXGP_WIN-C编程软件的编程界面,点击“文件”→“另存为”,在出现的画面中选择保存项目文件的路径并写上项目文件的名称,然后在出现的画面中写上项目文件的题目,最后确认即可。
2.放置元件把光标(默认为深蓝色的矩形框)放置在欲放置功能图的地方,然后点击“工具”→“触点”(或“线圈”、“功能”、“连线”),如图1.3.13所示,在弹出的“输入元件”窗口中用键盘直接输入软元件号,如“X10”,如图1.3.14所示,如果有多项,各项之间用空格键隔开,如“T10 K1 00”,如图1.3.15所示。
触点、线圈、功能和连线的功能图如图1.3.16所示。
图1.3.13 选择软元件图1.3.14 “输入元件”窗口(只需输入一项)图1.3.15 “输入元件”窗口(需输入多项)图1.3.16 编程中常用的4种元件在刚学习编程时,在“输入元件”窗口中还不熟练输入多少项或具体输入些什么元件时,在图1.3.14和图1.3.15中,可以点击“参照”键,在弹出的元件“参照”输入窗口中按照各项“参照”的元件限制范围分别选择输入,如图1.3.17所示。
图1.3.17 元件参照输入窗口线圈和功能放置在每行的最后,触点放在线圈和功能之前,触点、线圈或功能之间用连接线接起来。
3.放置与删除连线连线分两种,一种是水平连线,另外一种是垂直连线。
放置水平连线的方法是先把光标放到欲放置水平线的地方,然后点击“工具”→“连线”→“-”即可,如图1.3.18所示。
图1.3.18 放置水平线放置垂直连线的方法是先把光标放到欲放置垂直线的上方,然后点击“工具”→“连线”→“”即可,如图1.3.19所示。