GDX1000包装机CH入口擦伤烟包的自动剔除研究
GDX1卷烟包装机CH小透明输送传动机构改进-传动比

GDX1卷烟包装机CH小透明输送传动机构改进传动比论文导读::了解GDX-1包装机组CH小透明包装机的工艺流程,分析小透明纸输送辊传动机构的工作原理,并提出通过改变小透明纸输送辊传动齿轮的传动比来缩短透明纸片的单位长度,从而降低产品成本、提高烟包透明纸包装质量的改进方案;同时,还具体介绍了改进措施及改进后的效果。
论文关键词:CH,小透明包装机,质量缺陷,传动机构,变位齿轮,传动比,提高质量,节约降耗GDX-1包装机组设备机械设计完善,生产速度快,工作效率高,包装质量稳定,是目前烟草行业生产车间主要的生产机型之一。
随着企业质量内控标准和消费者对产品质量的要求不断提高,针对出现较多的小透明底部折叠皱折缺陷,经过认真细致的研究,对小透明纸输送传动机构进行改造,缩短了单张小透明纸的长度,解决了由于小透明重复折叠而引起的皱折缺陷,并降低了产品成本。
一、小透明底部折叠皱折缺陷原因分析小透明底部折叠皱折表现形式有多种,其原因也不同,折叠通道污脏,设备调整不到位,材料问题等都会皱折。
如图1所示,A为包装合格的产品;B为较常见折角皱折缺陷。
但出现频次多,较难解决的是图1-B所示缺陷。
分析产品出现这种缺陷的原因:小透明纸包裹搭口较宽,搭口外层纸边接近烟包外边,在进行底部折叠过程中又将搭口外层透明纸重复折叠,造成皱折。
常规调整,可以通过调节输送辊、切刀、扇型辊的相位,改变透明纸的输送位置,使搭口外层纸边距离烟边远一些,来解决这个问题。
但此项调节有一定范围传动比,不能根除。
再进一步分析,发现烟包透明纸搭口处叠加部分宽度为14mm左右,而烙铁热封宽度为10mm,如果将小透明纸缩短2-3mm,也就相当于搭口宽度缩短2-3mm,即不会影响侧面热封结果,又使纸与烟边距离加大,就可以解决这个问题,还可以节约小透明纸材料。
二、改进方法1、工作原理及结构分析GDX-1包装机组是由:烟支输入部分(A400翻盘机、MATCH、MAGMATO)、X1小包机、CH小透明包装机、CT条包机、CV条包透明包装机五部分组成。
基于自动除尘系统的烟草异物智能剔除系统的研究

信息化工业科技创新导报 Science and Technology Innovation Herald6烟叶复烤企业是卷烟整个生产工艺流程的基础所在,复烤企业专门生产烟叶原材料,然后给卷烟企业进行深加工成为卷烟。
随着对卷烟食品级生产工艺的要求,对复烤企业要求也很严格。
烟草异物智能剔除系统是专门提升烟叶生产线工艺水准的系统,该系统可在线实时监测烟草中的杂物,并进行剔除。
同时为了能更好的提升监测效果,烟草异物智能剔除系统本身也有自动除尘系统,从而能更好的提升复烤企业的工艺生产水准。
1 烟草异物智能剔除系统与自动除尘系统简介1.1 烟草异物智能剔除系统烟草异物智能剔除系统是专门用于复烤企业进行烟草生产中在线实时检测烟草中杂物的系统,该系统包含机械辅助设备、电控系统、图像检测系统、剔除执行机构、自动除尘系统等系统构成,系统通过实时检测在线烟草,通过实时图像软件分析,判断杂物种类和位置,通过剔除系统将杂物剔除。
烟草经过振槽系统、摊薄系统、高速皮带系统高速均匀通过烟草图像采集区,烟草实时图像通过总线上传给电脑软件处理,软件经过图像颜色分析对比后,辨识相应的杂物区域,通过总线开启相应的气阀将杂物剔除,而正常的烟草顺利汇总生产线。
图1是烟草异物智能剔除系统效果图。
1.2 自动除尘系统烟草异物智能系统是专门用于检测烟草中杂物的系统,该系统本身也有检测精度要求,这就要求其本身有专门的除尘系统。
为了提升检测效果,系统中有检测玻璃自动除尘系统、相机镜头自动除尘系统、除尘网罩自动除尘系统。
通过这些自动除尘系统,能在系统运行中自动清理灰尘,提升检测效果,提升烟草生产的工艺水平。
如图2自动除尘系统实物图所示。
①作者简介:许成(1974,8—),男,贵州贵阳人,本科,工程师,目前从事打叶复烤工艺及设备研究和管理工作。
DOI:10.16660/ k i.1674-098X.2016.09.006基于自动除尘系统的烟草异物智能剔除系统的研究①许成1 付航1 李果1 朱云霞2 袁兴2 闻平2(1.贵州烟叶复烤有限责任公司 贵州贵阳 550005;2.南京大树智能科技股份有限公司 江苏南京 211122)摘 要:烟叶复烤企业是烟草整个生产工艺中的基础,它是卷烟制造工艺的原材料关键所在。
GDX包装机CH入口擦伤烟包的自动剔除研究
看 L D 显示屏 同时 操作其 面板上 的按 键 即可编 写程 C 方便 、灵 活 ,而且穆勒继 电器造价不 高 ,因此最终选
择 第 2种 方 案 。
进行摩擦 ,就是这 样 ,通道上就有小 盒烟包被严 重擦 序和修改参数 ,无需专用 的编程设备 ,使用起来非常
伤 ,这些 被擦伤 的小盒 烟是严 重不符 合产 品质量 的 。
二 1 3 二
C8
m
移 动 6包
【】 上 海烟 机 厂 . DX 的 使 用说 明 手 册 . 3 G
[】 Th o l rGr u 4 eM el o p.E Y5 0 c nr lrly u e e AS 0 o to ea sr
m a a1 nu .
l
平 常 工 作 中 , 都 是 靠 人 工 捡 出 这 些 被 擦 伤 的 不 合 格
烟包 ,由于靠人工捡 出这 些被擦伤 的 ,大大 降低 了设
备运 行速 度和 有效 作业 率 。 这样 不 但影 响 了生产 效
2 具 体 措 施
用C H待机 3 25 S 3 作为穆勒继 电器的 I 输入点 , l 待 机时 间为 8秒 ( 问可 以根据 具体 而定 ) 时 ,用停机 信 号 3 2 4作为穆勒继 电器的 I H7 2输入 点 ,停 机时间为 8
率 ,也 存在着极 大 的质量 隐患 I 】 2 。
为 此 , 笔者 利 用 德 国 MOE L R ( 勒 )继 电器 L E 穆
对 GDX包 装机进行设 计 、安 装 、编程 等 ,以期达 到 对 质量 缺 陷烟 包 的有效 剔 除 ,保 证 了产 品质 量和 设 备 有 效作业 率 ,同时减 轻 了操 作 工 的劳动 强度 。
GD包装机型加装条包缺包检测器的改进
GD包装机型加装条包缺包检测器的改进针对GD包装机现有的3种(原机电容式传感器检测、CT 处烟包到位检测和CH 再生料斗后端烟包堆叠检测)条包缺包检测器产生漏检和误检的原因进行了分析,介绍了光电式条包缺包检测器的工作原理及特点。
光电式条包缺包检测器利用光电传感器,通过检测传感器到烟包的距离来判断条包是否缺包。
该检测器弥补了现有3 种条包缺包检测的各种不足,可以杜绝缺包问题的产生。
标签:GD包装机;条包;缺包;检测器;光电检测器GD包装机在包装过程中产生缺包的主要原因是CH 剔除烟包时,CH 再生料斗补烟不到位。
为了防止缺包,在GD包装机组上增设了几种不同的缺包检测,主要有原机电容式传感器检测、CH 再生料斗后端烟包堆叠检测、CT 处烟包到位检测,这 3 种缺包检测对减少缺包有一定的作用,但是由于检测器本身设计上的缺陷,以及设备不断的技术改造,特别是对于安装了小包美容器的GD 包装机组,增加以上 3 种缺包检测器后仍然会出现误检和漏检。
为此,在分析了以上3 种缺包检测器失效的原因后,在GD包装机型设计加装一种新型的缺包检测器--光电式条包缺包检测器,从根本上解决条包缺包问题。
1 现有缺包检测误检和漏检a原因分析1.1 原机电容式传感器检测在实际的应用过程中,烟厂所采用的包缺包检测器主要是通过内部所携带的五个电容传感器获取香烟的包装情况的,只要有一个传感器没有感应到卷烟,则直接发送缺包信号,并通过电磁阀设备直接将其剔除出去。
而随着近年来高档香烟的发展,大量铝箔被应用于香烟包装中来,尤其是一些精品卷烟中,这种铝箔的应用是非常常见的,而现有的检测设备在实际的检测过程中,发出的检测波无法通过这层铝箔,也就是说其检测信号被直接屏蔽掉了,那么该机器所能够进行的检测范围就非常有限了,这些高档香烟的缺包现象并不能直接的被检测出来。
1.2 CH 再生料斗后端烟包堆叠检测该机器做检测过程中,主要是通过对再生料出口进行检测,同时对检测所得到的信号传送到原机中进行处理进一步的缺盒皮检测,利用CT 来对其中的缺包烟进行定点剔除。
GDX2型包装设备缺陷产品剔除确认装置的应用

GDX2型包装设备缺陷产品剔除确认装置的应用发布时间:2023-04-03T08:23:20.823Z 来源:《科技潮》2023年2期作者:郑珂丁力刘磊[导读] 通过本课题的研究,解决GDX2型包装设备在生产过程中,由于剔除装置工作异常带来的缺陷产品未能准确剔除的问题。
当设备因材料、故障等因素产生缺陷产品时,GDX2型包装设备缺陷产品剔除确认装置会实时监控缺陷产品剔除情况,并及时将缺陷产品剔除情况反馈给操作工,避免缺陷产品流入市场。
河南中烟有限责任公司安阳卷烟厂河南安阳 455004摘要:通过本课题的研究,解决GDX2型包装设备在生产过程中,由于剔除装置工作异常带来的缺陷产品未能准确剔除的问题。
当设备因材料、故障等因素产生缺陷产品时,GDX2型包装设备缺陷产品剔除确认装置会实时监控缺陷产品剔除情况,并及时将缺陷产品剔除情况反馈给操作工,避免缺陷产品流入市场。
GDX2型包装设备缺陷产品剔除确认装置的应用有效杜绝因缺陷产品未能成功剔除造成了质量隐患,同时提高设备智能化、自动化发展水平。
关键词:剔除确认;缺陷产品;包装设备;产品质量前沿:GDX2型包装设备属于行业包装设备主流机型,此机型包装工艺设计时没有对缺陷产品剔除确认功能。
在生产过程中,诸如剔除气缸活动不顺畅、剔除电磁阀老化、剔除电磁铁内部积污活动不畅等等因素会导致本应剔除的缺陷产品未能准确剔除,缺陷产品将流入下一道工序,对造成极大产品质量隐患。
功能介绍剔除确认装置功能区有六处:其中主机部分包括六轮烟包剔除确认模块,八轮烟包剔除确认模块,小包成像烟包剔除确认模块。
辅机部分包括CH出口剔除,CT条烟剔除确认模块,条烟称重剔除确认模块。
GDX2型包装设备缺陷产品剔除确认装置由剔除工位检测模组,信息处理模组,信息执行模组构成。
其剔除工位检测模组功能是采集剔除烟包到位信息和处理剔除烟包到位信息,并将其传输至信息处理模组;信息处理模组的功能是接收剔除工位检测模组采集的信息和电柜理论剔除逻辑信息,通过自主编写的逻辑程序,将信息进行对比分析,判断是否存在剔除失败情况发生,同时把判断结果传输至信息执行模组;信息执行模组接收信息处理模组发出的判断结果,并根据判断结果执行输出指令,同时将结果信息传输至前端用户界面,为操作工提供友好数据显示。
GDX1包装机主机增设质量检测器的探讨

f
惯
图 l 腺 理 图
机上, 对缺包的条烟能可靠识别并 自动进行剔除。
通 过 调 节 Wl 改 变 V V 两 探 头 间 电阻 的 允 许 来 A、 B 变化范围。 烟包 正 常 时 , 探 头 问 电阻 值 低 于 设 定 值 , 两 同
相输 入 端 电 压低 于 反相 输 入端 ,比较 器输 出端 V点 为低 电平 ; 质量 缺 陷 的 烟包 使 检 测 探 头不 能 接 触 到铝 箔 , 有 同 11 确 定 检 测方 式 . 相输 入 端 电压 高 于 反相 端 , v点输 出高 电平 , 信 号 输 入 该 在 实 践 中经 过 观 察 ,不 能 被 机 车原 检 测 检测 出 的不 移 位 电路 , 后 由剔 除 口剔 除这 包 烟 。 然 根据 机 组 控 制 方式 的不 同 ,移 位 所 用 电路 做 相 应 变 合 格 烟包 种 类是 多 种 多样 的 , 中属 严 重 质 量 问题 的有 : 其 铝箔 纸偏 移 露 出烟 支 , 纸 不 全 或折 叠 不 良 白纸外 翻 , 铝 封 化 , 辑 电路 板 控 制 的机 组 , 信 号 加 到 “ ” 口移 位 寄 逻 将 V 出 签 倾斜 超 标 , 商标 纸 偏斜 或 高 出铝 箔 超 标 等 。 通过 对 以上 存 器 的第 7 3位 。 I JJ 制 或 采 用 G X 语 言 控 制 的机 )c控 D 1 几 种 烟 进 行统 计 、 析 , 现 这些 烟 有 一个 共 同 的 特 点 , 组 , 过改 变 程序 来 完 成移 位 、 除 。 分 发 通 剔 就 是 都 有 铝箔 应 该 外 露 的地 方无 铝 箔或 销 箔 被覆 盖 , 并 2 加装 后 的效 果 且 位置 比较 集 中 。 定利 用 铝箔 的导 电性 , 设 一 个 检测 决 增 本 检测 系统 是 集 光 、 、 械 等 处 理 等技 术 于 一 体 的 电 机 装置 , 来检 测并 剔 除 这几 种 炯包 。 检 测 控制 系统 ,应 用 于 GD X1牛产 线 上 大 条 外 观质 量 的 12 加 装 检 测 . 检测 , 町以无损 在 线 检 测 生产 线 上 有 外 观缺 陷的产 品 , 并 ①通过对机车结构 的分析 ,决定检测安装在 出口圆
进口包装机检测剔除装置的创新设计与运用

肆崤
睦
足时 , 执行下一个状态器 , 依次循环执行 。当 M3 断开
时执行手动运行方式 , 所有输 出信号都是通过按钮 由
人工完成的。 5 结论
蛐
Ⅵ 下 降
叶限 艄 手动循环控制。机械手爪部也具有手动抓取和 自 位 一 工 Ⅺ, 17一)男, 讲师, 硕士, 主
要从事液压技术方 面的科研 与教 学工 作。
l I 动方式初始条件 L 自
方式有手动和 自 2 , 动 种 气动机械手的 自动运行状态 转移图控制程序如图 4 所示 。 辅助继电器 M0 M3 、 接通时 , 气动 机械手执行 自
维普资讯
6 2
液压与 气动
20 0 7年第 1 期
进 口包 装 机检 测 剔 除装 置 的创 新 设 计 与运 用
时培成 ,韦 山
An I n v t n De i n a d U s so t c i g a d Re o i g De ie n o a i sg n e fDe e t n m v n v c o n o h mp r a k g n a h n ft e I o tP c a i g M c i e
S IP i h n H e~ e g,W EIS a c hn
( 安徽工程科技学院 , 安徽 芜湖 2 10 ) 400
摘 要: 针对进 口烟叶包装机缺 包检测器难以识别小包错位、 包、 包等 自身缺陷问题 , 行创新设计 横 斜 自 了1 套独立的集机 、 气为一体的缺 包 自 电、 动检测剔除装置 , 使条盒缺 包现 象得到 了有效地控制 , 保证 了产品 质量 , 提高了设备工作效率; 为包装机条盒缺 包检测剔除装置的设计提供 了一条可行、 实用的科学方法。
烟包定位剔除技术与应用

随着 烟草工业 的不 断发展 , 以 高速 的卷接包 设 备取 代 中低速 设 备 已经成 为烟草行业 的发展趋势 。 我 厂新 引 进 的 G D X 6 S高 速软 盒 包装 机 在 日常生 产 中不可 避免 的 会 生产 出各 种有 外观 质量 缺 陷的 小包烟包 。 在设计烟包外观检测控 图 1 制系统 过程 中, 遇到如何将不 合格 烟包进行 定位 和剔 除的技术难题 。 设计 团队提 出多 个方 案进 行对 比 和评估 。 2方 案选择和 实施 2 . 1技术分析 我们 通 过试 验 对 比高 速包 装 图2 机与低速机烟包通道的特点 , 找 出关键性区别 , 我们发现 : ( 1 ) 高速机 的通 道皮带速 度 比低速机 快 , 烟包 间距 小 , 这 就要 求拍照和剔除装置的响应速度更快 。 ( 2 ) 高速机的通道运行速度随机器速度而变化 , 使得烟包在通 道上 的速度也随之变化 。 在这种 情况下 , 低速机 外观检测装置不能 实现对烟包 的定位剔 除功能 ,因此高速机的外 包装检控系统要设 计符合高速机烟的定位剔除方式。 2 . 2提出方案并 选择 图 3 通过分析高速机性 能特点 , 综合考虑工业视觉检测原理 , 我们 由于我们 的检测装置检 提 出了三个小组活动 的课题备选技 术方案 : a . 光纤检测 器定位 ; b . 变 够科 学的测算烟包外观检测系统的准确性 , 测烟包后最终 给出的结果是“ 合格 ” 或“ 不合格 ” , 并非连续 的的测量 频器测速定位 ; c . 编码器 脉冲定位 。 数据 , 属计数型测量 系统 。于是我们翻 阅《 测量系统分析( Ms A) 》 标 ( 1 ) 光纤检测器定 位方案原理框 图( 图1 ) 准手册。 寻找到一种最为合适的方法 , 即“ 假设试验分析——交叉表 将光 电检测器安装在高速烟包通道上 , 模 拟光 纤检测器测速过 法” 来判断烟包外观测量 系统 的可靠性。【 l 】 程。 用示波器观察检测器 的脉 冲信号。 试验结果 : 光 电检测器跟踪效 经过验证 , 烟包外观检测系统 中中所有检 验员之间的检测结果 率成下降趋势 , 不能完全跟 踪烟包 , 所 以用光 电检测器 , 计算烟包速 基本一致 。检验员 与设备 的“ K a p p a ” 值分别为 9 7 %、 9 6 %、 9 6 %, 也均 度从而定位 的方案不可行 。 接近于 1 , 说 明每个检验人与设备判 断之间也 同样 有着高度 的一致 ( 2 ) 变频器测速定 位原理框 图( 图2 ) 烟包外观检测系统的检测结果是可信的 。 提取 通道 电机变频 器的模拟速度信 号 ,观察 在皮带速 度变化 性。由此 我们得 出, 4 结 论 时, 模拟信号变化情况。 试验结果 : 烟包的速度信 号与通道 电机 的模 通过设计制作烟包外包装质量控制系统的烟包定位剔除装置 , 拟信号 的线性相关性差 , 所 以不可行 。 解决了高速运行烟包定位 的技术难题 , 对今后开展其他设备改造工 ( 3 ) 编码器脉冲定 位f 图3 ) 选取 编码器与通 道电机的 电机轴相 连 , 编码器通 电 , 用 示波器 作提供重要参考 。 参考文献 观察编码器 的输 出信号 , 与通道皮带运动距离 的关系。 试验结果 : 轴 【 1 】 赵庶娴, 李效伟 . 利 用假设 试验 分析 法评 价计数 型测量 系统【 J 】 . 中 编码器脉 冲信号与通道皮带运行基本吻合 , 线性相关性好。 2 0 0 8 , 3 . 经过试验和判断 , 设计 组成 员一致认 为编码器脉冲定位方案可行 国计 量 , 【 2 】 吴遵 高.测量 系统分析[ M 】 . 北京: 中国标 准出版社, 2 0 0 4 . 3 效 果 检 查 在完成定位剔除方案 的设计 和实施后 , 为尝试寻找一种方法能
浅析GDX2油封机缺陷烟包剔除系统的优化设计

浅析GDX2油封机缺陷烟包剔除系统的优化设计发布时间:2022-08-28T02:03:23.909Z 来源:《中国科技信息》2022年4月第8期作者:魏晓刚,高建华,江文勇,高津波,薛廷灿,刘宗强[导读] GDX2油封机在正常生产过程中,会生产出部分质量有缺陷的烟包,这些缺陷烟包会被移位寄存至油封机的剔除口进行剔除,但受原剔除系统能力的限制,有些缺陷烟包是不能被剔出来的。
魏晓刚,高建华,江文勇,高津波,薛廷灿,刘宗强红塔烟草(集团)有限责任公司昭通卷烟厂,云南昭通 657000)摘要:GDX2油封机在正常生产过程中,会生产出部分质量有缺陷的烟包,这些缺陷烟包会被移位寄存至油封机的剔除口进行剔除,但受原剔除系统能力的限制,有些缺陷烟包是不能被剔出来的。
依据力的作用原理,对GDX2油封机缺陷烟包剔除系统进行了优化设计,剔除成功率达到了100%,不仅杜绝了质量风险的出现,也提高了设备的质量保证能力。
关键词: GDX2油封机;力的作用原理;风力剔除装置GDX2硬包包装机额定车速为400包/分钟,是意大利G.D公司上世纪八十年代设计研发的,包含主机X2、油封机CH、条盒机CV、条盒油封机CT [1]。
长久以来,该机型都因操作简便、运行平稳、质量优秀而广受好评。
但随着使用时间的增加,与新型卷烟辅料的使用,GDX2在设备运行稳定性与质量控制方面的不足之处也显得越来越明显了。
在生产过程中,受设备位置调整、机械部件磨损、辅料更换等多重因素的影响,常常会生产出一些质量有缺陷的烟包,这些缺陷烟包大部分会被油封机的剔除系统剔除,但也存在一些特殊情况,有些变形过于严重的烟包会卡在剔除口中,而不会自由落体,设备继续运行后,补烟器就会在此工位上进行补烟,这样就会造成堵塞停机,甚至会造成传递转塔的严重走位与机械部件的变形损坏。
1 现有剔除装置简介在卷烟生产过程中,烟支组经过主机的包装后成为烟包,再经过油封机的封装后,质量合格的将进入下游条盒机,质量有缺陷的如拉线不存在、油封包裹不好、烟包挤压变形等的烟包,将会被油封机的剔除系统剔除,控制系统发现缺陷烟包后,会对其进行缺陷标记,并将位置信息进行移位寄存,当缺陷烟包到达剔除位置时,会输出一个直流使能信号给继电器,继电器常开触点接通后,输出交流电给剔除电磁铁,电磁铁吸合后带动传动机构打开挡板,质量有缺陷的烟包就会从剔除工位自由落体。
GD包装机条盒缺包检测器的设计与应用

2018年第12期1原GD包装机条盒缺包检测器介绍GD包装机在包装过程中产生缺包的主要原因是CH小包透明纸包装机在剔除时,CH小包补充料斗补烟不到位。
其次是操作工在生产过程中排除故障时拿走烟包后没有及时补回或者补烟不足。
原GD包装机组条盒缺包检测器安装在CT条盒包装机的条盒成型通道上,利用五个电容式接近开关对条盒内的烟包进行检测。
其原理是利用烟包靠近接近传感器时,两者之间的介电常数发生变化来判断是否缺包。
该电容式传感器既能检测非金属物体,也能检测金属物体,对金属物体能够获得比较大的检测距离。
由于现在的小盒烟包的内衬纸都是铝箔纸,属于金属物体,故该五个电容式接近开关主要是通过检测小盒烟包上的铝箔纸来判断烟包是否存在的。
但随着近年来金属薄膜在条盒包装纸上的应用,即使条盒出现缺包,也会因为条盒纸上金属膜的屏蔽而检测不出来,从而导致缺包、误检或者漏检的情况出现。
2新型GD机条盒缺包检测的设计新型GD机条盒缺包检测器由缺包同步检测、在线元件自检、PLC控制输出剔除信号和报警信号等部分组成。
2.1缺包同步检测利用五只带放大器的反射式光导纤维(3B1、3B2、3B3、3B4、3B5),光纤检测头分别安装在CT条盒成形机的入口毛刷压板上,分别检测五垛双包烟组是否缺包。
当五垛双包烟组完全到推烟处的毛刷压板,推烟块把五垛双包烟组推进20mm时,同步检测传感器3S1处在凸轮的检测位置上,即相位在75时,同步检测传感器输出高电平,与五只光电检测传感器同步检测烟条是否存在缺包,当某垛双包烟组出现缺包时,相对应的光电检测传感输出低电平信号送到PLC进行处理,输出缺包信号。
为确保不出现错检和漏检,光电检测传感器检测脉冲宽度比同步检测传感器脉冲宽,即光电检测脉宽包含同步检测脉宽。
安装时,一定要将五只光电检测传感器分别对准每垛烟,同时,每只光纤检测头位置之间的距离略大于一包烟的宽度。
2.2在线元件自检功能若检测元件(包括五个光电检测传感器,一个同步传感器3S1,一个移位传感器3S2)由于损坏或者状态出错导致长输出高电平或者低电平,从而将缺包条烟判断为合格条烟,会导致缺包条烟漏检。
GD包装机不合格烟支组剔除器的工作原理
培训教案12培训课题:GD包装机不合格烟支组剔除器的工作原理培训目标:通过培训,使学员了解不合格烟支组剔除器的控制理念与组成,熟悉不合格烟支组剔除器的控制原理,掌握不合格烟支组剔除机构的工作原理培训重点:不合格烟支组剔除机构的工作原理培训难点:不合格烟支组剔除器的控制原理培训进程:GD包装机不合格烟支组剔除器的工作原理卷烟包装工艺流程对不合格烟支组剔除器的要求是:如果烟支组检测器没有检测到不合格烟支组,那么该机构应一直处于静止状态;而一旦烟支组检测器检测到了不合格烟支组并发出了剔除信号,那么该机构就应在规定的工作相位和工位上将不合格烟支组从模盒内予以剔除。
为此,必须对剔除器与凸轮之间的联接关系进行有效的控制。
因为凸轮与轴之间是销固定联接,始终是随轴一起转动的。
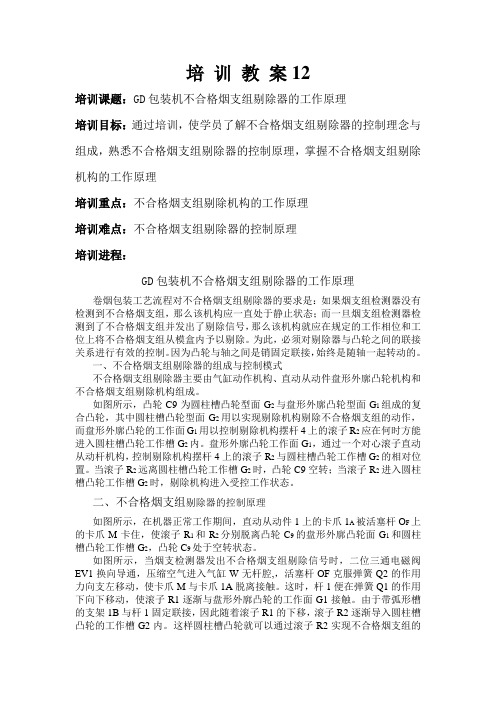
一、不合格烟支组剔除器的组成与控制模式不合格烟支组剔除器主要由气缸动作机构、直动从动件盘形外廓凸轮机构和不合格烟支组剔除机构组成。
如图所示,凸轮C9为圆柱槽凸轮型面G2与盘形外廓凸轮型面G1组成的复合凸轮,其中圆柱槽凸轮型面G2用以实现剔除机构剔除不合格烟支组的动作,而盘形外廓凸轮的工作面G1用以控制剔除机构摆杆4上的滚子R2应在何时方能进入圆柱槽凸轮工作槽G2内。
盘形外廓凸轮工作面G1,通过一个对心滚子直动从动杆机构,控制剔除机构摆杆4上的滚子R2与圆柱槽凸轮工作槽G2的相对位置。
当滚子R2远离圆柱槽凸轮工作槽G2时,凸轮C9空转;当滚子R2进入圆柱槽凸轮工作槽G2时,剔除机构进入受控工作状态。
二、不合格烟支组剔除器的控制原理如图所示,在机器正常工作期间,直动从动件1上的卡爪1A被活塞杆O F上的卡爪M卡住,使滚子R1和R2分别脱离凸轮C9的盘形外廓凸轮面G1和圆柱槽凸轮工作槽G2,凸轮C9处于空转状态。
如图所示,当烟支检测器发出不合格烟支组剔除信号时,二位三通电磁阀EV1换向导通,压缩空气进入气缸W无杆腔,,活塞杆OF克服弹簧Q2的作用力向支左移动,使卡爪M与卡爪1A脱离接触。
关于GDX2硬盒包装机CH入口处小盒烟被擦花的有效剔除
关于GDX2硬盒包装机CH入口处小盒烟被擦花的有效剔除对于九月份生产的宏声(特制硬)在CH入口处,在停机和待机的情况下被严重擦花的现象,这些被擦花的小盒烟是严重不符合产品质量的。
平常工作中,我们都是靠手动剔除这些不合格烟包,由于手动剔除会降低设备运行速度,这样不但影响了生产效率,也存在着极大的质量隐患。
在生产班长罗华福提出,希望我们能够想办法解决这一问题之后。
我们立刻对这被擦花事件进行观察和分析,发现被擦花的小盒烟包主要是在CH入口处在停机和待机的情况下被擦花的,在正常运行的情况下并没有擦花的烟包。
通过认真的观察、分析、研讨之后,我们向车间和班组提出了两种解决的方案:第一种方案:对GDX2程序的改进,对GD 语言进行编程,在CH出口处进行剔除。
第二种方案:在GDX2上加一个小型的PLC进行编程,在CH出口处进行剔除。
由于对GD语言的编程只能由专业技术人员和专业设备才能进行,作为普通的维修人员无法进行。
所以第一种方案施行起来存在一定的难度。
而第二套方案是在不需要增加任何外围检测器和改动机器本身结构的情况下,对其进行剔除,且小型的PLC的造价也不是太高,所以最终选了第二种方案。
具体实施方案为:用CH待机3S235作为I1输入点1,待机时间为8秒(时间可以根据具体而定),用停机信号3H274作为I2输入点2,停机时间为8秒(时间可以根据具体而定),用CH通道上检测烟包3S234作为同步检测信号,为I3输入点;用手动剔除信号3S279作为输出点Q1。
从输送带入口处到烟包剔除共有18包烟,也就是18步,即在18步后剔除,在输送带上有6包烟可能被擦花,所以剔除6包烟。
接线方法:I1输入点与N7 10 3S235 线号3/494并联接入;I2输入点与N13 5 3H274 线号3/749并联接入;I3输入点与N8 15 3S234 线号3/469并联接入;Q1输出点与N8 06 3S279 线号3/535并联接入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GDX1000包装机CH入口擦伤烟包的自动剔除研究
作者:甘春霖王鑫陈洁徐璐
来源:《科学与财富》2018年第09期
摘要:在设备改造后的实际运行中,笔者仔细观察发现,剔除被擦伤的烟包最多1次有5包,少的有2包,质量缺陷烟包均能有效地被剔除。
由于被擦伤烟包与材料有很大的关系,所以在实际工作中,需要根据材料来确定剔除时间。
关键词:GDX1000;包装机;入口擦伤烟
1 概述
GDX包装机是意大利GD公司生产的高速卷烟包装设备,包括主机小盒包装(软包称为X1,硬盒称为X2)和辅机小透包CH、条包CT和透条包CV等几部分,具有很高的生产能力。
在生产实际运行中,在CH入口处,停机和待机的情况下,输送带的运行时间比较长。
主要是主机运行时输送带并不停机,这样就导致在辅机CH入口处的烟包一直与输送带之间进行摩擦,就是这样,通道上就有小盒烟包被严重擦伤,这些被擦伤的小盒烟是严重不符合产品质量的。
平常工作中,都是靠人工捡出这些被擦伤的不合格烟包,由于靠人工捡出这些被擦伤的,大大降低了设备运行速度和有效作业率。
这样不但影响了生产效率,也存在着极大的质量隐患12~31。
为此,笔者利用德国MOELLER(穆勒)继电器对GDX包装机进行设计、安装、编程等,以期达到对质量缺陷烟包的有效剔除,保证了产品质量和设备有效作业率,同时减轻了操作工的劳动强度。
2 方案选择
通过认真的观察、分析、研讨之后,提出如下2 种解决方案:(I)对GDX2程序的改进,对GD语言进行编程,在CH出口处进行剔除;(2)在GDX2上加1 个穆勒继电器进行控制,在CH出口处进行剔除。
由于对GD语言的编程只能由专业技术人员和专业设备才能进行,作为普通的生产厂家维修人员无作者简介:李小建(1970一),男,汉族,重庆垫江人,助理工程师,从事电气管理和设备管理等方面的工作。
E-mail:tijl9701217@。
法进行,所以第1种方案实施起来存在一定难度。
而第2套方案是在不需要增加任何外围检测器和改动机器本身结构的情况下,对其进行剔除,笔者选用穆勒公司推出的EASY500系列中的EASY512.DC—R型号,其尺寸为71.5 mill×90.0 toni×56.5 mm,重量为200 g。
穆勒继电器集成了使用梯形图编程的功能,通过观看LCD显示屏同时操作其面板上的按键即可编写程序和修改参数,无需专用的编程设备,使用起来非常方便、灵活,而且穆勒继电器造价不高,因此最终选择第2种方案。
3 具体措施
用CH待机3S235作为穆勒继电器的Il输入点,待机时间为8秒(时间可以根据具体而定),用停机信号3H274作为穆勒继电器的12输入点,停机时间为8 秒(时间可以根据具体而定),用CH通道上检测烟包3S234作为同步检测信号,为13输入点;用手动剔除信号
3S279作为输出点Q1。
从输送带入口处到烟包剔除共有18包烟,也就是18步,即在18步后剔除,在输送带上有6包烟可能被擦伤,所以剔除6包烟。
3.1 接线方法
(1)11输入点与N7 10 3S235线号31494并联接入:(2)12输入点与N13 5 3H274线号3/749并联接入;(3)13输入点与N8 15 3S234线号3/469并联接入;(4)Q1输出点与卜『8 06 3S279线号3/535并联接人。
3.2 编程思想
由于擦伤烟包主要出现在停机和待机的情况下,笔者就通过CH待机3S235检测信号及
3H274信号来进行判断设备是否已经停机或待机。
由于擦伤烟包是延时剔除且由于在设备速度不确定的情况下,其到达剔除位置的时间也不确定。
所以不能通过简单地使用延时就能将缺陷烟包剔除。
故笔者采用3S234烟包检测信号作为同步检测信号,实行准确剔除。
将计数器当作移位寄存器来使用,由于穆勒继电器的计数器有限,所以只用了 8个。
3.3 具体参数
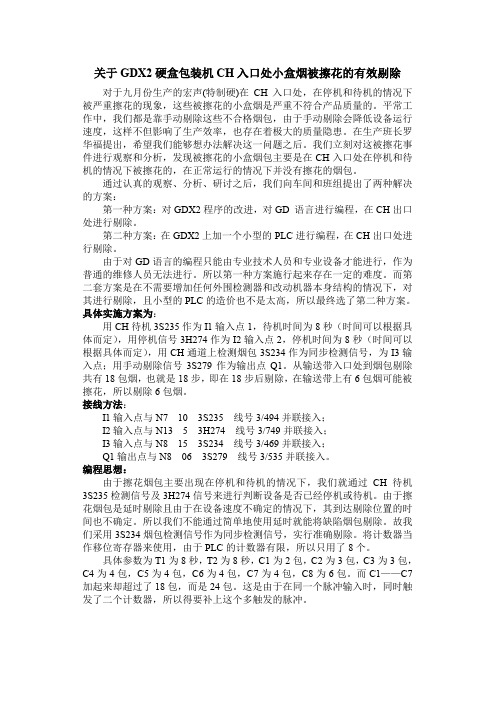
Tl为8秒,1r2为8秒,Cl为2包,C2为3包, C3为3包,C4为4包,C5为4包,C6为4包,a 为4包,C8为6包。
而C1一C7加起来却超过了 18包,达到24包。
这是由于在同1个脉冲输入时,同时触发了2个计数器,所以得要补上这个多触发的脉冲。
最初笔者只用了2个计数器,即C1为 18,C2为6,而在实际生产过程中却遇到刚运行就停机的情况,那么计数器就重新计数,这样就会有缺陷的烟包剔除不彻底,达不到设计效果141。
3.4 程序梯形刚51 见图1。
4 结论
针对GDX卷烟包装机CH入口烟包在停机或待机的情况易被擦伤的问题,利用德国MOELLER (穆勒)继电器对GDX包装机进行设计、安装、编程等,最终达到对质量缺陷烟包的有效剔除,保证了产品质量和设备有效作业率,同时减轻了操作工的劳动强度。
参考文献:
[1]李小建. GDX包装机CH入口擦伤烟包的自动剔除研究[J]. 南方农业:园林花卉版,2011, 05(1):25-26.
[2]高宏亮,侯庆明,杜劲松. GDX系列卷烟包装机数据采集技术的研究[J]. 微计算机信息, 2010, 26(25):18-20.
[3]李坤,顾立庆,高阳,等. 香烟包装机数据采集系统的设计与研究[J]. 包装与食品机械, 2017, 35(3):34-36.
作者简介:
甘春霖(1994),女,汉族,云南昭通,本科,红塔集团玉溪卷烟厂,GDH1000包装机操作工
王鑫(1993),男,汉族,云南昭通,本科,红塔集团玉溪卷烟厂
陈洁(1994)性别女,民族汉,籍贯云南昭通,学历本科,单位红塔集团玉溪卷烟厂
徐璐(1992),女,汉族,云南玉溪,本科,红塔集团玉溪卷烟厂,GDX500包装机操作工。