FANUC机器人编程
FANUC机器人如何编写程序
FANUC机器人如何编写程序Robot 为自动化设备,但在自动化运转之前,必须先告诉Robot 要自动完成哪些动作,透过「撰写Robot 程序」可达到此目的。
Robot 程序主要由「动作指令」构成,只要熟悉手动操作Robot 的方式,将Robot 移动到欲记錄的位置,即可在「教点」的同时完成动作指令与Robot 程序。
本单元将介绍如何撰写简单的Robot 程序。
一、建立新程序(CREATE)与许多计算机软件一样,首先需要「开新档案」,建立一个新的Robot 程序。
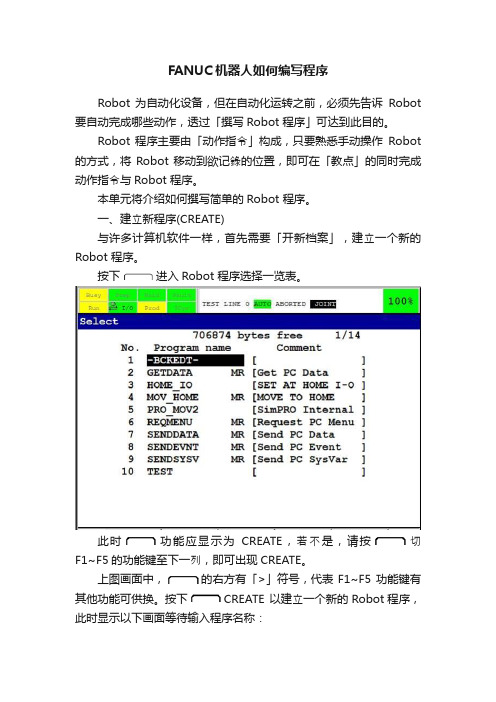
按下进入Robot 程序选择一览表。
此时功能应显示为CREATE,若不是,请按切F1~F5的功能键至下一列,即可出现CREATE。
上图画面中,的右方有「>」符号,代表F1~F5 功能键有其他功能可供换。
按下CREATE 以建立一个新的Robot程序,此时显示以下画面等待输入程序名称:程序名称有以下限制:1. 不可与其他已存在的程序名称相同。
2. 由英文大写字母、數字、_(底线)组成。
3. 共1~8 个字符。
4. 第1个字必须是英文字母。
5. 中间不可有空格。
请先将教示盘的开关切换到ON的位置,程序名称输入完成请按兩次,进入程序编辑画面。
出现此画面代表新程序建立完成。
二、点位教导(Teaching)此时功能应显示为POINT,若不是,请按切换F1~F5 的功能键至下一列,即可出POINT。
切换到手动模式,将Robot 手动移动到需求的位置。
按下POINT,将出现4 个选项。
虽然这些选项各有其不同意义,但目前请任意选其中一个,例如选。
即可记錄现在Robot 的位置,并同时撰写一行动作指令。
如上图。
接下來继续手动移动Robot 到下一个位置,按下+POINT,即可记錄第2 个位置,并撰写第2行动作指令。
+POINT 代表上述4 个选项中,沿用上次选择的选项。
如此重复进行每一个位置的点位教导,即可完成如下的程序。
此程序会使Robot 执行如下的动作,从Robot现在位置移动到第1 个记錄位置,然后移动到第2个记錄位置,再移动到第3 个记錄位置。
fanuc机器人码垛编程实例
FANUC机器人是世界上领先的工业机器人制造商之一,其产品广泛应用于汽车制造、电子设备组装、金属加工等领域。
在各种生产线中,FANUC机器人常常被用于码垛操作,将成品或半成品整齐堆放在指定位置。
码垛编程是FANUC机器人应用中的重要部分,本文将介绍基于FANUC机器人的码垛编程实例。
1. 了解码垛编程的基本原理在进行FANUC机器人码垛编程之前,首先需要了解码垛编程的基本原理。
码垛编程是指根据产品尺寸、叠放方式以及堆放位置等要求,编写机器人的运动路径和动作指令,使机器人能够准确地将产品码垛到指定位置。
在编程过程中,需要考虑到产品的尺寸、重量、堆叠方式、堆叠层数等因素,并结合机器人的动作能力和工作空间进行合理规划。
2. 准备码垛编程所需的工具和材料在进行FANUC机器人码垛编程之前,需要准备相应的工具和材料。
首先需要一台FANUC机器人以及其配套的控制系统和编程软件。
还需要准备相关的产品尺寸和堆叠方式等参数信息,以便在编程过程中进行参考和设置。
3. 进行码垛编程的基本步骤进行FANUC机器人码垛编程的基本步骤如下:3.1 确定产品堆叠方式和堆叠位置首先需要根据产品的堆叠方式(如垂直叠放、交错叠放等)和堆叠位置(如评台、货架等)确定机器人需要进行的工作任务。
在确定堆叠方式和位置之后,可以根据实际情况设置机器人的工作空间和运动路径。
3.2 设置机器人的工作空间和运动路径根据产品的尺寸、重量和堆叠方式等要求,设置机器人的工作空间和运动路径。
在设置过程中,需要考虑到机器人的动作范围和姿态能力,确保机器人能够准确地进行码垛操作。
3.3 编写机器人的动作指令根据产品的堆叠方式和位置等要求,编写机器人的动作指令。
在编写过程中,需要考虑到产品的尺寸、重量和堆垛层数等因素,并根据机器人的动作能力和工作空间进行合理规划。
3.4 调试和优化机器人的运动路径和动作指令在编写完机器人的动作指令之后,需要对其进行调试和优化。
fanuc发那科 机器人编程手册
fanuc发那科机器人编程手册Fanuc发那科机器人编程手册一、简介Fanuc发那科是世界上领先的机器人制造商之一,其机器人在工业自动化领域有着广泛的应用。
Fanuc发那科机器人编程手册是操作Fanuc发那科机器人的重要工具,通过该手册,用户可以学习机器人编程的基础知识和技巧,掌握机器人的操作方法和编程语言,实现对机器人的灵活控制。
二、机器人编程基础知识1. 机器人的结构和组成:Fanuc发那科机器人由机械臂、控制器、传感器、执行器等多个部件组成,每个部件都有特定的功能和作用。
2. 坐标系和运动控制:机器人的坐标系是确定机器人运动和定位的基础,掌握坐标系的概念和使用方法是进行机器人编程的前提。
3. 程序结构和语法:机器人编程语言包括RSL(Robot Script Language)和KAREL(Fanuc发那科控制器语言),熟悉编程语言的结构和语法可以更好地编写机器人程序。
三、机器人编程技巧1. 运动指令的使用:机器人的运动指令包括直线运动、圆弧运动、旋转运动等,选择合适的运动指令可以实现不同的操作需求。
2. 传感器的应用:机器人的传感器可以提供环境信息和物体检测等功能,合理应用传感器可以增加机器人的灵活性和安全性。
3. 条件判断和循环控制:机器人程序中常常需要进行条件判断和循环控制,熟练掌握条件判断和循环控制的语法和用法可以提高程序的效率和可读性。
四、实例操作和案例分析Fanuc发那科机器人编程手册中通常会包含一些实例操作和案例分析,通过对实际案例的分析和操作,用户可以更好地理解机器人编程的应用和技巧。
1. 实例操作:手册中会提供一些具体的机器人操作场景,例如机器人的物料搬运、焊接、涂装等,用户可以按照手册中的操作步骤进行实践。
2. 案例分析:手册中会提供一些机器人编程案例的分析和解决方法,用户可以通过分析案例来学习问题解决的思路和方法。
五、常见问题和故障排除Fanuc发那科机器人编程手册中还会包含一些常见问题和故障排除的方法和技巧,这对用户在实际应用中遇到问题时进行自我排除和解决非常有帮助。
2024版FANUC焊接机器人编程全部课程

2024/1/27
机器人运动异常
检查关节和轴承是否磨损严重,是否 需要更换;检查电机是否正常工作, 是否需要维修或更换。
系统报错或崩溃
尝试重启机器人系统,检查硬件连接 是否正常;如问题仍然存在,请联系 专业技术人员进行排查和维修。
25
系统备份与恢复操作指南
2024/1/27
定期备份系统数据 使用专用存储设备定期备份机器人系统数据,包括程序、 参数设置、用户数据等。
系统恢复操作 在机器人出现故障或数据丢失时,可使用备份数据进行系 统恢复操作。具体操作步骤请参考使用说明书或联系专业 技术人员进行指导。
注意事项 在进行系统备份和恢复操作时,请确保电源稳定、数据完 整,并遵循正确的操作步骤。如遇到问题,请及时联系专 业技术人员进行协助处理。
高效节能
FANUC焊接机器人采用先进的节能 技术,降低了运行成本,同时提高了 生产效率。
5
焊接机器人应用领域
汽车制造业
焊接机器人在汽车制 造领域应用广泛,如 车身焊接、车门焊接、 座椅骨架焊接等。
航空航天业
航空航天领域对焊接 质量和精度要求极高, 焊接机器人能够满足 高精度、高质量的焊 接需求。
重型机械制造业
运动控制
FANUC焊接机器人具有高精度、高速度的运动控制能力,可以 实现复杂的焊接轨迹和动作。通过编程可以控制机器人的运动 速度、加速度、减速度等参数,以及实现多轴联动、同步控制 等高级功能。
9
编程安全与规范
安全防护
在编写FANUC焊接机器人程序时,需要严格遵守安全规范,确保机器人的运行 不会对人员和设备造成伤害。例如,需要设置安全区域、限制机器人的运动范 围、避免碰撞等。
Fanuc机器人控制器及编程

圆弧焊接编程
1. JP[1] 100% FINE 2. JP[2] 100% FINE 3. LP[3] 500mm/sec FINE Arc Start[1] 4. CP[4] P[5]100mm/sec FINE 5. CP[6] P[7] 100mm/sec FINE Arc End[1] 6. JP[8] 100% FINE 7. Call SafeHome Point Arcstart Weld_ PT Arcend Touch Up > F1 F2 F3 F4 F5
100fine自己定义p工具坐标系原点tcp机器人的三种运动轨迹及表示方法点对点运动jointcirclec上海林肯电气自动?精确到位fine?圆滑过渡cntrobotprogrammovementendtypes机器人编程运动结束方式典型焊接程序的编写edit直线焊接的编程100fine100cnt100lp3100mmsecfinef1f2f3f4f5圆弧焊接编程jp1100finejp2100finelp3500mmsecfinearcstart1cp4f1f2f3f4f5编程时常用的中高级指令及功edcmdf5insertdeletecopypasteundoinstf1programcontrolarcstartendtimerwaitweavingifjmpprroffsetdodiedcmdjp1100finejp2100finelp3100fineinsertdeletecopypastef1f5instjp1100finejp2100finearcstart1programcontrol22
• 工具坐标系原点( TCP)
机器人的
三种运动轨迹及表示方法
• 点对点运动(Joint--- J)
FANUC机器人编程与操作
FANUC编程与操作FANUC编程与操作本文档旨在提供有关FANUC编程与操作的详细指导,旨在帮助用户熟悉并有效地使用FANUC。
目录1:引言1.1 编程与操作的重要性1.2 FANUC简介2: FANUC基础知识2.1 结构与组成部分2.2 工具箱与外设2.3 运动学原理3: FANUC编程入门3.1 编程语言概述3.2 程序基本结构3.3 坐标系4: FANUC编程高级技巧4.1 程序流程控制4.2 条件语句与循环结构 4.3 函数与子程序5: FANUC操作技巧5.1 控制面板介绍5.2 操作流程5.3 安全操作与预防措施6:附件6.1 示例程序文件6.2 数据表与技术规范 6.3 常见问题与解决方法附录A:法律名词及注释附录B:术语及缩写解释1:引言1.1 编程与操作的重要性编程与操作是现代工业生产过程中的关键环节。
准确、高效的编程与操作可以提高生产线的自动化程度,降低人力成本,并提升生产效率。
1.2 FANUC简介FANUC是一种高精度、高性能、可靠稳定的工业品牌。
其广泛应用于汽车制造、电子组装、机械加工等领域,具有良好的可编程性和灵活性。
2: FANUC基础知识2.1 结构与组成部分FANUC包含机械结构、控制系统和传感器等组成部分。
机械结构包括臂、关节和末端执行器等。
控制系统由中央处理器、驱动器和编码器等部件组成。
2.2 工具箱与外设工具箱包括夹具、传感器和摄像头等设备,用于辅助完成特定任务。
外设包括控制台、教示器和电源等设备,用于监控和管理运行。
2.3 运动学原理运动学原理是描述运动规律的数学模型。
了解运动学原理可以帮助编程人员理解和掌握的运动规律,从而编写出更加精确和高效的程序。
3: FANUC编程入门3.1 编程语言概述FANUC支持多种编程语言,包括基于图形化界面的 teach pendant 编程和基于文本的程序编辑。
本章将介绍不同编程语言的基本概念和用法。
3.2 程序基本结构FANUC程序由多个指令组成,每个指令都代表的一个动作或操作。
FANUC机器人指令手册:编程操作指南
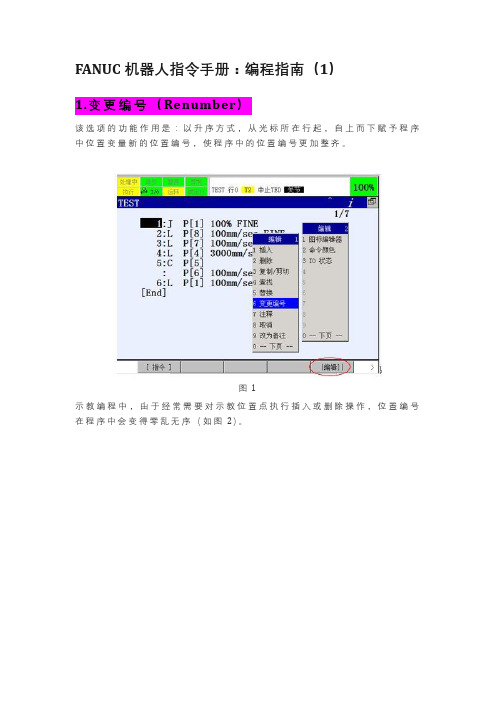
FANUC机器人指令手册:编程指南(1)1.变更编号(Renumber)该选项的功能作用是:以升序方式,从光标所在行起,自上而下赋予程序中位置变量新的位置编号,使程序中的位置编号更加整齐。
图1示教编程中,由于经常需要对示教位置点执行插入或删除操作,位置编号在程序中会变得零乱无序(如图2)。
图2通过变更编号功能,可使位置编号在程序中依序排列(如图3)。
图3注意:1、变更编号功能仅对编号顺序进行调整,不改变原程序轨迹。
2、变更编号功能只对位置变量P[i]有效,对位置寄存器PR[i]无效。
具体操作步骤:将光标移至程序首行后①选择F5编辑命令;②选择“变更编号”选项;③选择F4“是”(如图4、图5所示)。
图4备注:由于行1与行6中位置变量相同,都为P[1]。
所以,变更编号后两者编号保持一致。
图52.取消(Undo)该选项的功能作用是:可以撤销指令的更改、行插入、行删除等程序编辑操作。
注意:该功能只能撤销上一步操作,不能撤销多次操作。
下文以行删除为例对该功能进行说明。
原程序如图6所示:图6在原程序中删除1-3行后,程序如图7所示:图7通过使用取消(Undo)功能,能够撤销删除操作,恢复已删除行。
具体操作步骤:①选择F5编辑命令;②选择“取消”;③选择F4“是”(如图8、图9所示)。
图8图9取消后,程序如图10所示。
图103.改为备注(Remark)该选项的功能作用是:通过将程序中的单行或多行指令改为备注,可以在程序运行中不执行该指令。
原程序如图11,图11该程序对应机器人轨迹如图12,图12将原程序2-4行改为备注后,在行的开头会显示“//”。
改为备注的指令在程序运行中相当于被屏蔽,不会被执行。
将2-4行改为备注后,程序如图13,图13改为备注后的程序执行效果如图14,行2至行4指令内容保留,但不被执行。
图14具体操作步骤:①将光标移至需要改为备注的行号位置;②选择F5编辑命令;③选择“改为备注”选项(如图15);④根据提示,下移光标选中目标对象;⑤选择F4“改为备注”(如图16)。
工业机器人离线编程与仿真(FANUC机器人)课程教案

工业离线编程与仿真(FANUC)课程教案第一章:工业概述1.1 工业的定义与发展历程1.2 工业的分类与主要技术参数1.3 工业的应用领域及发展趋势1.4 FANUC简介第二章:FANUC硬件与软件系统2.1 FANUC硬件组成及其功能2.2 FANUC软件系统及其功能2.3 FANUC编程软件(如ROBODRILL、ROBOTCAVER等)的使用方法2.4 FANUC示教器的操作方法第三章:工业坐标系与运动学3.1 工业的坐标系3.2 工业的运动学基本原理3.3 工业的逆运动学求解方法3.4 FANUC的运动学参数设置与调整第四章:工业离线编程基本概念与方法4.1 离线编程的定义与优势4.2 离线编程的基本流程4.3 离线编程的关键技术4.4 FANUC的离线编程软件及其使用方法第五章:FANUC离线编程实例5.1 离线编程实例一:简单搬运任务5.2 离线编程实例二:复杂装配任务5.3 离线编程实例三:焊接任务5.4 离线编程实例四:雕刻任务第六章:工业路径规划与仿真6.1 工业路径规划概述6.2 工业路径规划算法6.3 路径规划在离线编程中的应用6.4 FANUC路径规划与仿真操作第七章:工业工艺参数设置与优化7.1 工业工艺参数概述7.2 常见工艺参数设置与调整方法7.3 工艺参数优化方法与应用7.4 FANUC工艺参数设置与优化实例第八章:工业视觉系统应用8.1 工业视觉系统概述8.2 视觉系统硬件与软件组成8.3 视觉系统在离线编程中的应用8.4 FANUC视觉系统配置与使用第九章:工业安全防护与故障诊断9.1 工业安全防护概述9.2 安全防护措施与实施方法9.3 工业故障诊断技术9.4 FANUC故障诊断与处理实例第十章:工业离线编程与仿真实例分析10.1 离线编程与仿真实例一:搬运与装配任务10.2 离线编程与仿真实例二:焊接任务10.3 离线编程与仿真实例三:雕刻任务10.4 离线编程与仿真实例四:涂装任务10.5 离线编程与仿真实例分析与总结第十一章:工业高级离线编程技术11.1 高级离线编程概述11.2 高级路径规划技术11.3 高级工艺参数优化11.4 FANUC高级离线编程实例第十二章:工业离线编程软件工具与应用12.1 离线编程软件工具概述12.2 离线编程软件工具的使用方法12.3 离线编程软件工具的应用案例12.4 FANUC离线编程软件工具的应用第十三章:工业仿真与虚拟现实技术13.1 工业仿真技术概述13.2 仿真技术在离线编程中的应用13.3 虚拟现实技术在工业编程中的应用13.4 FANUC仿真与虚拟现实技术的应用实例第十四章:工业编程与仿真的未来趋势14.1 工业编程与仿真技术的发展趋势14.2 先进控制策略在编程中的应用14.3 与机器学习的融合14.4 FANUC编程与仿真未来的发展方向第十五章:课程总结与实践指导15.1 课程学习总结15.2 实践操作指导15.3 常见问题与解答15.4 课程设计与实践项目建议重点和难点解析本文主要介绍了工业离线编程与仿真(FANUC)的相关知识,包括工业的概述、FANUC的硬件与软件系统、坐标系与运动学、离线编程基本概念与方法、路径规划与仿真、工艺参数设置与优化、视觉系统应用、安全防护与故障诊断以及离线编程与仿真实例分析等。
2024版年度FANUC发那科机器人编程指导教程手册

35
装配领域
FANUC机器人在装配领域 的应用也越来越广泛,如 电子产品的装配、机械零 件的组装等。
9
机器人编程方式
示教编程
通过示教器对机器人进行示教,使机器人学习并记 忆动作轨迹和姿态,从而实现自动化作业。
自主编程
自主编程是指机器人根据作业任务和环境信息,自 主规划运动轨迹和姿态,实现自动化作业。这种编 程方式需要机器人具备较高的智能化水平。
背景
随着工业自动化的发展,FANUC 发那科机器人在各个领域得到广泛 应用,编程技能成为机器人应用的 关键。
4
手册内容概述
编程基础
介绍FANUC发那科机器人编程 的基本概念、编程环境和编程语
言。
2024/2/2
编程实践
通过实例讲解机器人编程的具体 步骤和方法,包括搬运、码垛、 上下料、焊接等应用场景。
了解机器人运动速度与加速度的概念,以及它们在机器人 运动控制中的重要性。
16
轨迹规划方法
2024/2/2
点到点轨迹规划
掌握机器人从起始点到目标点的直线或圆弧轨迹规划方法。
多点轨迹规划
了解如何通过多个中间点来规划机器人的运动轨迹,以实现更复 杂的运动需求。
轨迹优化与平滑处理
学习如何优化机器人的运动轨迹,以减少运动过程中的冲击和振 动,提高运动平稳性和精度。
04
调试问题处理
遇到问题时,及时分析原因并采取 措施进行解决,同时记录问题和解
决方案以备后续参考。
29
调试技巧与实例
利用仿真软件进行预调试
在仿真软件中模拟机器人运动轨迹和作业过 程,提前发现并解决潜在问题。
使用变量和参数进行调试
通过修改程序中的变量和参数值,方便地调 整机器人运动轨迹和作业效果。
fanuc机器人码垛编程实例
fanuc机器人码垛编程实例摘要:一、引言二、FANUC 机器人简介三、码垛编程实例分析1.任务描述2.程序结构与功能3.编程步骤详解四、总结与展望正文:一、引言随着科技的进步和工业化的发展,机器人技术在生产领域中的应用越来越广泛。
FANUC 机器人作为行业的佼佼者,其优秀的性能和稳定的表现赢得了市场的认可。
本文将通过一个具体的码垛编程实例,详细介绍FANUC 机器人的编程过程。
二、FANUC 机器人简介FANUC 机器人是日本一家专业生产工业机器人的公司,成立于1956 年。
其产品广泛应用于汽车制造、电子、食品、药品等行业。
FANUC 机器人的控制系统采用了先进的R-30iB+机器人控制器,可以实现高速、高精度的运动控制。
三、码垛编程实例分析1.任务描述在一个码垛作业场景中,需要使用FANUC 机器人将传送带上的货物搬运到指定的货架上。
货物的形状、大小和重量均有所不同,因此需要编写针对性的程序来实现这一功能。
2.程序结构与功能为了完成上述任务,程序需要实现以下功能:(1)初始化:配置相关参数,如工具长度、速度等;(2)传送带跟踪:实时检测货物的位置,实现对货物的准确抓取;(3)货架定位:根据货物的大小和重量,计算出合适的货架位置;(4)货物摆放:将货物准确无误地放置到货架上;(5)程序结束:关闭相关设备,结束本次作业。
3.编程步骤详解(1)初始化:在R-30iB+控制器的示教器上输入相关参数,如工具长度、速度等,确保机器人可以正常运行。
(2)传送带跟踪:使用传感器的数据,实时检测货物的位置。
通过编写相应的程序,实现对货物的准确抓取。
(3)货架定位:根据货物的形状、大小和重量,计算出合适的货架位置。
这一步需要预先设定好货架的坐标系,并在程序中进行调用。
(4)货物摆放:将货物准确无误地放置到货架上。
在此过程中,需要考虑到货物的稳定性,以防止在搬运过程中发生意外。
(5)程序结束:在完成所有货物码垛后,关闭相关设备,结束本次作业。
FANUC机器人编程与操作

FANUC机器人编程与操作FANUC机器人编程主要包括离线编程和在线编程两种形式。
离线编程是在计算机上进行的,程序员可以使用FANUC的专用软件来编写和调试机器人程序。
这样,机器人可以在实际操作之前进行测试,从而减少操作过程中的错误和故障。
在在线编程中,机器人程序员会直接与机器人进行交互。
他们可以使用FANUC机器人的控制器,通过编程语言和命令来控制机器人的动作。
对于不熟悉编程的操作人员来说,FANUC机器人还提供了类似于教导示教器的功能,操作人员可以通过手动操作机器人,然后将其动作记录为程序。
在FANUC机器人的操作中,程序员需要设置机器人的工作空间和工具坐标系。
工作空间是机器人可以移动和操作的区域,而工具坐标系是机器人工具或夹具的坐标系。
通过设置这些参数,机器人可以在正确的空间和坐标系中进行操作。
FANUC机器人的编程语言是Karel语言。
Karel语言是一种高级程序设计语言,它使用一系列的指令来控制机器人的动作和功能。
编程人员可以使用不同的指令来移动机器人的各个部分,控制机器人进行加工或装配等任务。
除了Karel语言外,FANUC机器人还支持其他编程语言,如G-code 和Teach Pendant Programming。
这些编程语言提供了更多的灵活性和功能,使程序员能够更精确地控制机器人的动作。
在操作FANUC机器人时,操作人员需要进行必要的安全措施。
他们必须熟悉机器人的操作手册,了解机器人的工作原理和安全规定。
操作人员还需要进行培训,了解如何正确地操作和维护机器人,以减少事故和故障的风险。
总而言之,FANUC机器人的编程和操作是一项复杂而关键的任务。
它需要程序员和操作人员具备专业的知识和技能,以确保机器人能够正常运行和执行所需的任务。
通过正确的编程和操作,FANUC机器人可以提高生产效率和质量,同时减少人力和时间成本。
FANUC机器人编程与操作

FANUC机器人编程与操作首先是机器人的基本构成与工作原理。
FANUC机器人由机械结构、电气系统、控制系统和传感器组成。
机械结构包括臂架、关节、末端执行器等部分,通过电动机和传动装置实现运动。
电气系统包括电源、电机控制器、电缆等,提供驱动力和控制信号。
控制系统通过编程控制机器人的运动轨迹和操作模式,并通过传感器实时监测机器人的状态。
其次是机器人编程语言。
FANUC机器人支持多种编程语言,包括TP、PNS、KAREL等。
其中,TP是机器人系统内置的高级编程语言,用于编写机器人的操作程序。
PNS是一种用于控制机器人的简化程序,类似于流程图,便于初学者理解和使用。
KAREL是一种面向对象的编程语言,更加灵活和复杂,适合高级应用。
在进行编程之前,需要先了解机器人的坐标系与运动计划。
FANUC机器人采用笛卡尔坐标系,通过设定坐标轴和原点来确定机器人的运动范围和轨迹。
运动计划是指根据任务要求,设定机器人的运动速度、加速度和路径规划,以实现准确且高效的运动。
在进行运动计划时,需要特别注意机器人的工作空间和碰撞检测,以保证机器人运动的安全性。
编程完成后,进行机器人操作的准备工作,包括机器人系统的启动和调试。
启动时,需要按照系统要求进行机器人的电源接通、程序加载、伺服驱动等步骤。
调试时,可以利用FANUC机器人系统提供的模拟软件对程序进行模拟操作,以确保机器人的运动轨迹和操作模式正确。
最后,需要掌握机器人的故障排查与维护。
在机器人操作过程中,可能会出现一些故障,如传感器故障、电气故障等,需要及时排查并解决。
此外,定期对机器人进行保养和维护也是必要的,包括清洁、润滑、零部件更换等,以确保机器人的正常运行和寿命。
总之,FANUC机器人编程与操作需要一定的理论与实践知识。
通过掌握机器人的基本构成与工作原理、编程语言、坐标系与运动计划、操作准备、故障排查与维护等方面的知识,可以有效地编程和操作FANUC机器人,提高工作效率和产品质量。
FANUC发那科工业机器人G76代码使用方法及程序例

FANUC发那科工业G76代码使用方法及程序例一、G76代码简介G76代码是FANUC发那科工业中的一种功能强大的编程指令,主要用于实现末端的精确钻孔操作。
通过合理运用G76代码,可以大大提高生产效率,保证钻孔精度。
下面将详细介绍G76代码的使用方法及程序例。
二、G76代码使用方法1. 确认型号及配置在使用G76代码前,请确保您的FANUC发那科工业型号支持该功能,并且已正确配置相关硬件设备,如钻孔工具、控制器等。
2. 编写G76代码程序O1000;(程序编号)G90 G54;(设置绝对坐标系,选择工件坐标系)G43 H1;(启用工具长度补偿)G76 P1 Q1 R1;(设置钻孔参数)G0 X100 Y100;(移动到钻孔起点)G76 X100 Y100 Z50 R1;(执行钻孔操作)G80;(取消循环)M30;(程序结束)3. G76代码参数说明P:孔径补偿值,单位为mm。
Q:每次进给深度,单位为mm。
R:退刀安全高度,单位为mm。
4. 执行G76代码程序三、G76代码程序实例O2000;(程序编号)G90 G54;(设置绝对坐标系,选择工件坐标系)G43 H1;(启用工具长度补偿)G76 P10 Q5 R10;(设置钻孔参数,孔径补偿10mm,每次进给5mm,退刀安全高度10mm)G0 X100 Y100;(移动到钻孔起点)G76 X100 Y100 Z20 R10;(执行钻孔操作,孔深20mm)G80;(取消循环)M30;(程序结束)四、G76代码注意事项1. 钻孔前检查在执行G76代码前,务必检查工具是否安装正确,工件是否固定牢固,以及钻孔路径是否畅通无阻。
2. 参数调整根据实际钻孔需求,合理调整P、Q、R参数。
过大的孔径补偿会导致工具与工件接触不良,而过小的退刀安全高度则可能引起撞刀事故。
3. 安全监控在程序运行过程中,操作人员应密切关注的运行状态,如有异常立即暂停程序,排查问题。
五、G76代码在实际应用中的技巧1. 多孔加工若需要在工件上连续钻多个孔,可以复制G76代码段,并修改相应的坐标值,以实现快速编程。
FANUC机器人程序[1]
![FANUC机器人程序[1]](https://img.taocdn.com/s3/m/d5519d8d6aec0975f46527d3240c844769eaa07d.png)
KESE 程序信号指令1.D0【2:T9-W AIT】=OFF2.D0【9:GRL-WAIT】=OFF3.D0【4:P3-W AIT】=OFF4.D0【43:GJ-OPEN】=OFF5.D0【41:FB-OPEN】=OFFP[99:HOME] 基本位(兼T9等待位)P[100:STOP-P0] 停车位P[101:P3-P01] P3等待位置P[103:GRL-P0] 固熔炉等待位置P[102:P3-P02] P3等待位置(翻手腕)P[104:FB-P0] 甩飞边等待位置P[105:SLX-P0] 甩料箱等待位置主程序:PNS0011.OVER RIDE=5%2.CALL RESET 信号清零3.L:P[99:HOME] 500MM/S FINE 从停车位置到基本位置4.DO[43:GJ-OPEN]=ON 手抓打开5.DO[41:FB-OPEN]=ON6.LBL[1]7.DO[2:T9-W AIT]=ON R5在T9等待抓工件8.CALL T9-PICK R5在T9取件后至P3等待放工件9.DO[4:P3-W AIT]=ON R5在P3等待10.CALL P3-DROP R5在P3放工件后置P3等待取工件11.CALL P3-PICKG R5在P3取工件后置P3等待取飞边12.CALL P3-PICKF R5在P3取飞边后置飞边框放飞边再置固熔炉前等待13.DO[9:GRL-WAIT]=ON R5固熔炉前等待14.CALL GRL-DROP R5去固熔炉放料后回基本位15.IF DI[1:MOVE-STOPPER]=OFF JOMP LBL[1]如R5未接到停工信号返回循环工作16.L:P[100:STOP-P0]500MM/S FINE R5下班回停车位1.DO[43:GJ-OPEN]=ON2.IF DO[2:T9-W AIT]=ON JOMP LBL[1]3.LBL[99]4.UALARM[99]5.LBL[1]6.IF DI[4:T9-PICK]=ON JOMP LBL[2]7.WAIT DI[41:MT9-PICK]=ON TIMEOUT LBL[99]8.LBL[2]9.IF DI[15:R4R5-IN]=ON JOMP LBL[99]10.DO[14:R4R5-IN]=ON11.L:P[11:T9-UP] 500MM/S FINE12.L:P[12:T9-UP] 500MM/S FINE13.L:P[13:T9-PICK] 300MM/S FINE14.DO[43:GJ-OPEN]=OFF15.L:P[14:T9-UP3] 300MM/S FINE16.L:P[11:T9-UP1] 500MM/S FINE17.L:P[15:T9P3-P1] 500MM/S FINE18.L:P[16:T9P3-P2] 500MM/S FINE19.L:P[101:P3-P0] 500MM/S FINE20.DO[3:T9-PKOK]=ON PLUSE 1.0S21.DO[14:R4R5-IN]=OFF-DROP 取工件1.IF DO[4:P3-W AIT]=ON JOMP LBL[1]2.LBL[99]3.4.LBL[1]5.IF DI[6:P3-DROP]=ON JOMP LBL[2]6.W AIT DI[42:MP3-DROP]=ON TMEOOT LBL[99]7.LBL[2]8.IF DI[16:R3R5-IN]=ON JOMP LBL[99]9.DO[13:R3R5-IN]=ON10.L:P[11:R3-UP1] 500MM/S FINE11. L:P[12:R3-UP2] 500MM/S FINE12. L:P[13:R3-DROP] 500MM/S FINE13. DO[43:GJ-OPEN]=ON14. L:P[14:R3-UP3] 500MM/S FINE15.L:P[11:R3-UP1] 500MM/S FINE16. L:P[1O1:R3-PO] 500MM/S FINE16. DO[5:P3-ODROP]=PLUSE 1.0S17. DO[13:R3R5-IN]=OFF1.DO[43:GJ-OPEN]=ON2.IF DO[4:P3-WA TI]=ON JOMP LBL[1]3.LBL[99]4.UALARM[99]5.LBL[1]6.IF DI[7:P3-PICK]=ON JOMP LBL[2]7.WAIT DI[43:MP3-PICK]=ON TIMEOOT LBL[99]8.LBL[2]9.IF DI[16:R4R5-IN]=ON JOMP LBL[99]10.DO[13:R4R5-IN]=ON11.L:P[11:R3-UP1] 500MM/S FINE12.L:P[12:R3-UP1] 500MM/S FINE13.L:P[13:R3-PICK] 500MM/S FINE14.DO[43:GJ-OPEN]=OFF15.L:P[14:R3-UP3] 300MM/S FINE16.L:P[11:R3-UP1] 500MM/S FINE17.L:P[102:P3-P02] 500MM/S FINE18.D0[6:P3-PKGOK]=PLUSE 1.0S19.DO[13:R4R5-IN]=OFF20.DO[12:LUVSE]=ON1.DO[41:FB-OPEN]=ON2.IF DO[4:P3-W AIT]=ON JOMP LBL[1]3.LBL[99]4.V ALARM[99]5.LBL[1]6.WAIT DI[8:P3DL]=ON TIMEOOT LBL[99]7.IF DI[9:P3-PICKFB]=ON JOMP LBL[2]8.WAIT DI[44:MP3-PICKFB]=ON TIMEOUT LBL[99]9.LBL[2]10.IF DI[16:R4R5-111]=ON JOMP LBL[99]11.DO[13]=ON12.L:P[11:R3-UP1] 500MM/S FINE13.DO[12:LUVSE]=ON14.L:P[12:R3-UP2] 500MM/S FINE15.L:P[13:R3-PICK] 300MM/S FINE16.DO[41:FB-OPEN]=OFF17.L:P[14:R3-UP3] 300MM/S FINE18.L:P[11:R3-UP1] 500MM/S FINE19.L:P[102:P3-P0S2] 500MM/S FINE20.DO[7:P3-PKFOK]=PLUSE 1.0S21.DO[13:R4R5-IN]=OFF22.L:P[21:FB-DROP1] 500MM/S FINE23.L:P[22:FB-DROP2] 500MM/S FINE24.L:P[104:FB-OPEN] 500MM/S FINE25.DO[12:LUVSE]=ON26.L:P[31 ] 500MM/S FINE27.L:P[32:] 500MM/S FINE28.L:P[103:GRL-PO] 500MM/S FINE 手腕以反转29.DO[12:JUVSE]=OFF30.DO[8:FB-DPOK]=PLUSEGRL-DROP 固熔炉放料1.IF DO[9:GRL-W AIT]=ON JOMP LBL[1]2.LBL[99]3.L:P[41:SLX-UP] 500MM/S FINE4. L:P[105:SLX-PO] 500MM/S FINE5.DO[43:GJ-OPEN]=ON6. L:P[41:SLX-UP] 500MM/S FINE7. L:P[99:HOME] 500MM/S FINE8.LBL[1]9.IF DI[13:GRL-DROP1]=ON AND DI[14:GRL-DROP2]=OFF JOMPLBL[2]10.IF DI[13:GRL-DROP1]=OFF AND DI[14:GRL-DROP2]=ON JOMPLBL[3]11.WAIT DI[45:MGRL-DROP1]=ON OR DI[46:MGRL-DROP2]=ON TIMEOUT JOMP LBL[ ]12.IF DI[45:MGRL-DROP1]=ON AND DI[46:MGRL-DROP2]=OFF JOMP LBL[ ]13.IF DI[45:MGRL-DROP1]=OFF AND DI[46:MGRL-DROP2]=ON JOMPLBL[3]14.LBL[2]15. DO[15:GRLR5-1N]=ON16. L:P[11:GRL-UP11] 500MM/S FINE17. L:P[12:GRL-UP12] 500MM/S FINE18. L:P[13:GRL-DPP01] 500MM/S FINE19. DO[43:GJ-OPEN]=ON20. L:P[14:GRL-UP13] 500MM/S FINE21. L:P[11:GRL-UP1] 500MM/S FINE22. L:P[99:HOME] 500MM/S FINE23. DO[10:GRL-DROP1]=ON PIUSE 1.0S24. DO[15:GRLR5-1N]=OFF25.LBL[3]26. DO[15:GRLR5-1N]=ON27. L:P[21:GRL-UP21] 500MM/S FINE。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.程序指令
(1)呼叫指令 CALL (Program)
子程序
例﹕ CALL HOME_POS /*呼叫原點程序
(2)等待指令 WAIT (value)
例﹕ WAIT 0.5(SEC) /*等待0.5秒
等待時間
標簽號
(3)跳轉指令 JMP LBL [ i ]
例﹕ JMP LAB [ 2 : hand open] /*程序跳轉至標簽2處執行
P3 P2
P1
P1 、P2和 P3三個點 確定一個圓
P1 點位置
程序運行前位置
例﹕1﹕ JP[1] 100% FINE 2: CP[2] : P[3] 500mm/sec FINE
指令介绍
(2)位置路徑---- FINE/CNT
J P[i] J% CNTK
FINE位置路徑
機器人會在目標點停頓一下﹐然 后再移向下一個目標點
JOINT 10% 1/8
POINT ARCSTRT WELD_PT ARCEND TOUCHUP>
指令介绍
1.運動指令﹕
例: J P[1] 100% FINE
標準語句格式
J P[i] J% CNTk
J
運動格式 J ﹕關節運動 L ﹕線性運動 C ﹕圓形運動
位置數據 1 到 1500
P[i] J%
組 I/O指令
(System) digital I/O instruction (系統)數字 I/O指令 : R [ i ] = DI [ i ] WAIT DI [ i ] =ON/OFF IF DI[ i ] =ON ,JMP LBL[ j ]
DO [ i ] = (value)
(System) digital I/O instruction (系統)數字 I/O指令 :
按F2(CREATE)鍵
輸入程序名稱
(外部按鈕啟動時,程序名稱一定 要使用RSR且后面要有4位號碼.
如,RSR0001)
建立程序 按F3(EDIT)鍵編輯程序
1 Registers (計數器指令) 2 I/O (輸入輸出指令) 3 IF/SELECT (如mes (偏移指令) 6 Multiple control (多重控制指令) 7 Program control (程式控制指令)
8 ---next page--- (下一頁)
5 JMP/LBL (跳轉指令) 6 CALL (呼叫指令) 7 ARC (溶接指令) 8 ---next page--- (下一頁)
1 MACRO (宏指令) 2 Tool_Offset (工具偏移指令) 3 Independent GP 4 Simultaneous GP
建立程序
按示教盒上的SELECT鍵
FANUC機器人編程
FANUC機器人編程
編程注意事项 1. FANUC機器人的運動路徑是由操作者通過示教盒教導 機器人做動作并保存該路徑上的必要的點位置的方式來確 定的.因此在編程時要特別注意選擇合適的點位置.
2. FANUC機器人與機台和治具之間的互鎖和確認﹑治 具的作動等動作是通過FANUC機器人的數字輸入/輸出 信號(SDI/SDO)來控制的.因此要求編程人員必須依據 SDI/SDO信號規划表編程﹐確保互鎖和動作的正確。
指令介绍
程序名稱 行號
運動指令 程序指令
呼叫指令 等待指令
程序結束標記
RSR0003
1: J P[1] 100% FINE /* 點位置1 2: J P[2] 100% FINE /*點位置2 3: L P[3] 2000mm/SEC FINE /*點位置3 4: WAIT 0.5(SEC) /*停頓等待0.5秒 5: J P[2] 100% FINE /*點位置2 6: J P[1] 100% FINE /*點位置1 7: CALL HOME_POS /*呼叫原點程序 [END] /*程式結束
① WAIT DI [ i ] =ON/OFF
例:
WAIT DI[17]=ON /*等待真空1號的確認信號 /*等待輸入信號DI [ 17 ]的值變為ON
② IF DI[ i ] =ON ,JMP LBL[ j ]
例:
IF DI[19]=ON ,JMP LBL[40] /*如果在手動狀態,程式跳轉至標簽40 /*如果輸入信號DI [ 19 ]的值變為ON,程式跳轉至標簽40
③ DO [ i ] = (value)
例:
DO[14]=ON /*真空1號打開 /*將輸出信號DI [ 14 ]的值變為ON
指令介绍
INST插入指令可以插入的程序指令有:
1 Miscellaneous (雜項/多方面指令) 2 Weave (織動指令)
3 Skip (位置跳躍指令) 4 Payload (負荷指令)
速率
1 到 100% 1 到 2000mm/min
CNTk
位置路徑 FINE CNT 0 到 100
指令介绍
(1)運動格式---- J
J ﹕關節運動
J P[i] J% CNTk
P2 點位置
P1 點位置
例﹕1﹕ JP[1] 100% FINE 2: JP[2] 70% FINE
程序運行前位置
指令介绍
(4) I/O指令 共有4類I/O指令
(System) digital I/O instruction (系統)數字 I/O指令
Robot (digital) I/O instruction 機器人(數字)I/O指令
Analog I/O instruction
模擬 I/O指令
Group I/O instruction
CNT位置路徑
機器人在向向一個目標點移動的過程 中會逼近目標點﹐但不會在目標點停頓. 逼 近程度由CNT後的0~100的數值決定﹐數值 越小越逼近目標點 .
P2中間點位置
P3 終點位置
在P2點作停頓
P1 起點位置
P2中間 點位置
P3 終點位置
CNT後的數值 越大,越遠離目標點
P1 起點位置
指令介绍
(1)運動格式---- L
L ﹕線性運動
J P[i] J% CNTk
P2 點位置
P1 點位置
程序運行前位置
例﹕1﹕ JP[1] 100% FINE 2: LP[2] 500mm/sec FINE
指令介绍
(1)運動格式---- C
C ﹕圓形運動
J P[i] J% CNTK
P3 點位置
P2 中間點位置