模具零件加工工艺卡片封面
零件注塑加工工艺卡

描
原
料
干
燥
处
理
使用设备
加热时间
将成品放入工位筐内,自然冷却。
盛料高度
保温时间
4
检验
卡尺
图号
翻料时间
h
冷却方式
5
入库
干燥温度
℃
订单
干燥时间
h
设计〔日期〕
审核〔日期〕
规范化(日期)
会签〔日期〕
标志
处数
更改文件号
签字
日期
标志
处数
更改文件号
签字
日期
℃
启模
s
喷嘴
℃至
℃
总时间
s
总高
mm
压
力
注射
Mpa
模温
℃至
℃
顶出高
mm
保压
Mpa
螺杆类型
图号
称号
数量
螺杆转速
r/min
加料制度
嵌件
零件构成
工序号
工序内容
工艺装备
工时
后处置
1
原料枯燥处置完成
准终
早上
热处置方式
2
将枯燥处置后的原料参与料斗,按注射
模具
表
加热温度
成形工艺各参数停止注射成型
保温温度
3
从模具内取出零件,去除毛刺及飞边,
零件注塑加工工艺卡
零〔部〕件注塑加工工艺卡
产品型号
零〔部〕件图号
产品称号
零〔部〕件称号
资料称号
资料牌号
资料颜色
每台
共1页,第1页
零件毛重
零件毛重
消耗定额
注塑构成时间
机械加工工艺卡片模板1
机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
模具零件加工工艺过程卡片

铣刀
游标卡尺
30
平面磨床
外形尺寸达到精度要求
磁性吸盘
砂轮
游标卡尺
高度规
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
会签日期
审核日期
机械加工工艺过程卡片
产 品 型 号
零部件图号
产 品 名 称
鼓风机外壳铝合金压铸模
零部件名称
加工CNC无法加工到位的
放电机
通用夹具
紫铜电极
三次元
慢走丝加工
加工高精度孔,落边料
慢走丝加工
通用夹具
铜丝
游标卡尺
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
会签日期
审核日期
机械加工工艺过程卡片
产 品 型 号
零部件图号
产 品 名 称
慢走丝加工
通用夹具
铜丝
游标卡尺
底图号
50
QC
检查加工部位尺寸
55
钳工
标记
处数
更改文件号
签字
日期
标记
处数
更 改
文 件
号
签字
日期
编制日期
校对日期
标准化日期
加工工艺过程卡片模板

14
去毛刺
15
检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
立式铣床
面铣刀400mm、游标卡尺
2
4
铣
粗铣底部端面,表面见光即可
立式铣床
面铣刀400mm、游标卡尺
1.5
5
钻
钻底部8-M12底孔φ10.2
摇臂钻床
φ10.2钻头
3
6
镗
粗镗孔φ101和φ260留余量1-2mm
镗床
镗刀YG3X、内径千分尺
5
7
镗
精镗孔φ101和φ260到位
镗床
Байду номын сангаас镗刀YG3X、内径千分尺
7
南通职业大学机械工程系
机械加工工艺过程卡片
产品型号
零件图号
产品名称
传动箱
零件名称
传动箱壳体
共
1
页
第
1
页
材料牌号
ZL104
毛坯种类
铸铝
毛坯外形尺寸
535x184x300
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车间
工
段
设备
工艺装备
工时
准终
单件
1
铸造
铸造成毛坯
2
去除残渣
去除铸造后的残渣清理
3
铣
铣上部大端面
8
钻
攻丝底部的8-M12
工艺卡片模板100例
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
套筒座
共
1
页
第
1
页
材料牌号
毛坯种类
铸件
毛坯外形尺寸
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
00
模铸毛坯
铸
10
粗铣底面A
洗底面A保证厚度尺寸11.8
机
X5020A
通用夹具,端铣刀,螺旋测微器
20
粗铣孔平面及螺纹孔面
保证孔平面凸台高度尺寸5.5,螺纹孔高度3
通用夹具,螺纹刀,扩孔钻,千分尺
130
检验入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
刘涛
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
机械加工工艺卡片台州职业技术学院
毛坯种类
共页
第页
工序号
工序名
材料牌
4 毛胚外形尺寸
每毛坯可制作 件数
每台件数
同时加工件
设备名称
设备型号
设备编号
.
数
夹具编号
夹具名称
切削液
描图 工
描校 步 号
1
底图号
工步内容
钻攻 A 处 M12 螺孔深 16(螺底孔深 20)锪Φ 17 孔深 3.5。
装订号
工艺装备
工位器具编号
工位器具名称
工序工时 准终 单件
底图号
粗、精铣大端、小端尺寸 453.0+0.127/-0.127 和 249.0+0.127/-0.127(注意测量尺寸 183),铣 249.0 时轮廓按第三页右下角视图的实线尺寸加工。
工艺装备
工位器具编号
工位器具名称
工序工时 准终 单件
主轴 转速 r/min
切削 速度 m/min
进给 量
mm/r
2 / 20
机械加工工艺卡片台州职业技术学院
机械加工工序卡片 产品型号 产品名称
零件图号 零件名称
共页
第页
一车间 毛坯种类
3 毛胚外形尺寸
每毛坯可制作 件数
每台件数
设备名称
设备型号
1 设备编号
同时加工件 数
三菱卧加 夹具编号
002 夹具名称
切削液
描图
工
描校 步 号
工步内容
机械加工工序卡片 产品型号 产品名称
零件图号 零件名称
车间
毛坯种类
共页
第页
工序号
工序名
材料牌
2 毛胚外形尺寸
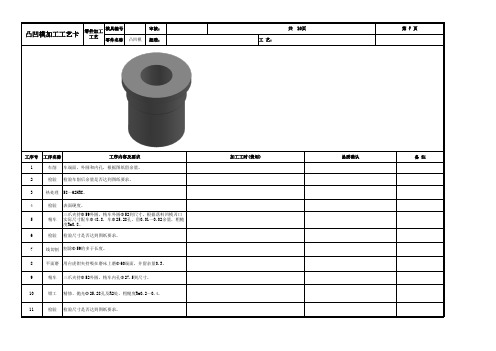
凸凹模加工工艺卡片
零件加工 模具编:
共 10页
第7页
工序号 工序名称
工序内容及要求
1
车削 车端面,外圆和内孔,根据图纸留余量。
2
检验 检验车削后余量是否达到图纸要求。
3
热处理 58~62HRC。
4
检验 表面硬度。
三爪夹持Φ 59外圆,精车外圆Φ 52到尺寸,根据落料凹模刃口
11
检验 检验尺寸是否达到图纸要求。
加工工时(费用)
品质确认
备注
5
精车 实际尺寸配车Φ 48.8,车Φ 25.28孔,留0.01~0.02余量,粗糙
度Ra0.8。
6
检验 检验尺寸是否达到图纸要求。
7
线切割 割除Φ 59的多于长度。
8
平面磨 用台虎钳夹持吸在磨床上磨Φ 60端面,并留余量0.3。
9
精车 三爪夹持Φ 52外圆,精车内孔Φ 27.5到尺寸。
10
钳工 精修、抛光Φ 25.28孔及R2处,粗糙度Ra0.2~0.4。
模具工艺卡
CNC按照三维图档加工,加工内腔、抽气块、浇口套配合孔及滑块的配合处、锁块的配合槽。要求配合间隙按照二维图纸公差加工。用镗刀加照二维图纸 公差要求制作。垂直度位置度和同圆度保证在0.01以内。加工密封槽到工导柱孔,要求直径按图面尺寸要求。并点好所有的孔。加工后面料缸的配合槽和 CNC精加工 浇口套的台阶及定位槽,加工安装点冷却的槽和压铜管槽,并点好反面所有相关的孔,要求所有可加工的地方要加工到位。所有加工面要求垂直度位置度 和平行度保证在0.03以内。定动模错腔不能超过0.03mm。厚度正反两个平面都留0.2的磨床余量,CNC要求在模框外形加工一个基准面。
11 12 13 14
修配 端面铣 划线
ห้องสมุดไป่ตู้
15
16
加工安装油缸架的螺纹底孔和水管接头过孔,加工安装锁模块和安装集中水箱的螺纹底孔和抽气管过孔,并要求孔口部倒角,加工好螺纹,要求螺纹垂直, 有效牙要求14牙以上。与油缸架组合后调整好位置后粗加工定位销孔,留0.2的余量后用铰刀铰定位销孔。按照孔的深度加工,铰孔时深度留1-2mm不到底。 钻孔攻丝铰孔 粗加工反面抽气阀装置的导向块定位销孔,留双面0.2的余量后再用铰刀铰孔,要求安装好抽气阀、阀芯、导向块、阀杆、调整好位置(用公司自做的抽气 阀滑块来定位置,扭紧螺丝才能加工定位销孔)后加工。加工滑块排屑孔,要求侧面的孔口都倒角C1.5。 修配锁块、滑块等,定动模组合后先把滑块固定,修配滑块与固定模配合面,修配到位。可以采用电磨头,可以在合模机上修配但要求先手工修配到一定 位置后再上合模机修配。修配锁紧块时也相同原理。修配滑块的锁紧斜面,要求是定动模组合在合模机上修配,在120T压力下到位。在修配中可以采用电 修配 磨头,但要求磨后抛光,抛光后合模配合,按此程序直至修配完工。 组合内模、压条、领条、滑块、油缸架等零件,调整好油缸,顺畅后加工安装油缸的螺纹底孔,螺纹底孔的位置从油缸上螺定螺丝过孔中复制过来。确认 位置后拿开油缸后加工螺纹底孔,并口部倒角。并加工螺纹,有效牙14牙以上。攻好牙后再把油缸组合调整位置,要求滑块在油缸后的运动顺畅,无不良 钻孔攻丝 情况,扭紧螺丝后油缸滑块都运动合理。加工油缸与油缸架的定位销孔,留0.2的铰刀余量,并同时铰好定位销孔,配合间隙为0.01-0.02mm。依此方法安 装好2个油缸。
模具工艺卡片
工时
设备
车床
磨床
2007 年 12 月
零件质量等级
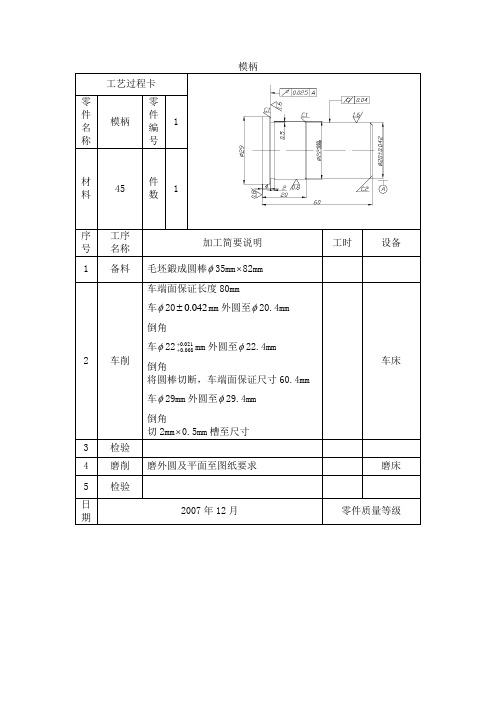
落料凹模 工艺过程卡 零 件 名 称 材 料 序 号 1 2 3 4 落料 凹模 零 件 编 号 件 数
7
Cr12MoV
1
工序 名称 备料 刨削 磨削 铣削
加工简要说明 将毛坯锻成 70mm 60 mm 30mm 刨六面达到尺寸 63mm 50mm 25mm,互为 直角 磨上、下平面至图纸要求 铣内型腔,并保留单边尺寸 0.2 的模削量 按照图纸要求划出螺纹孔、销孔、挡料销 孔、落料孔的位置线 加工螺纹孔、挡料销孔至图纸要求
车端面保证长度 60mm 倒内外圆角 按照热处理工艺, 保证渗碳深度 0.8~1mm, 淬火达到 58~62HRC
磨 16 0 0 .021 mm 内孔,保证尺寸
车床
内孔磨床 外圆磨床
以内孔配心轴,保证小锥度、小间隙磨外 圆,达到尺寸要求
2007 年 12 月
零件质量等级
工时
设备
刨床 磨床 铣床
5
钳工
2 8H7 销孔, 在试冲、 调整后与下模座、 下垫板、下固定板配作
钻床
6 7 8 9 10 日 期
钻削 热处理 磨削 钳工 精修 检验
钻挡料销孔至图纸要求 按热处理工艺,淬火达到 60~64HRC 磨内腔及各平面至图纸要求 全面达到设计要求
加工中心
磨床
2007 年 12 月
磨削 磨各个平面至图纸要求 钳工
钻削 钻冲孔凸模孔至图纸要求 钳工 2 6H7 销孔,在试冲、调整后与下模 座配作 钳工 全面达到设计要求 精修 检验 2007 年 12 月
6
钻床
7 8 日 期
模具零件加工工序过程卡片新
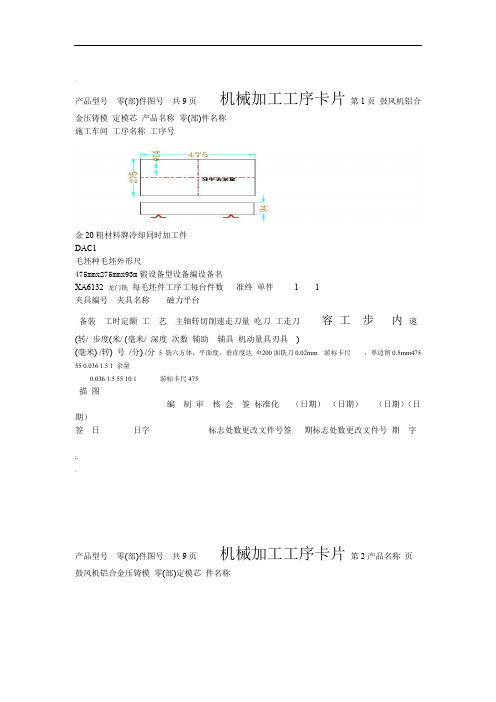
.产品型号零(部)件图号共9页机械加工工序卡片第1页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx275mmx93m锻设备型设备编设备名XA6132 龙门铣每毛坯件工序工每台件数准终单件 1 1夹具编号夹具名称磁力平台备装工时定额工艺主轴转切削速走刀量吃刀工走刀容工步内速(转/ 步度(米/ (毫米/ 深度次数辅助辅具机动量具刃具)(毫米) /转) 号/分) /分5 铣六方体,平面度,垂直度达Ф200面铣刀0.02mm 游标卡尺,单边留0.5mm475 55 0.036 1.5 1 余量0.036 1.5 55 10 1 游标卡尺475描图编制审核会签标准化(日期)(日期)(日期)(日期)签日日字标志处数更改文件号签期标志处数更改文件号期字;..产品型号零(部)件图号共9页机械加工工序卡片第2产品名称页鼓风机铝合金压铸模零(部)定模芯件名称施工车工序名工序金20粗材料牌冷却同时加工件DAC1毛坯种毛坯外形尺475mmx270mmx93m锻设备型设备名设备编号深孔加工数控机XA6132 台每毛坯件数工序工时每台件数准终单件 1 1夹具编号夹具名称压板工工时定额艺装备主轴转切削速走刀量工吃刀走刀容内工步速(转/ 度(步米/ (毫米/ 深度次数辅助辅具刃具量具机动)(转) 毫米分/ 号) /分) /深孔加工Ф140.036 1.5 1 游标卡尺深孔加工冷却油路5 475 55 钻头装订号标准化签会核审制编;..(日期)(日期)(日期)(日期)签日更改文件号期期字日标志处数签标志处数更改文件号字产品型号零(部)件图号共9页机械加工工序卡片第2页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序号工序名称金工25 刨材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备名称设备编号B665 铣床每台件数工序工时每毛坯件数单件准终 1 1夹具编号夹具名称平口虎钳吃刀走刀量切削速主轴转备装走刀工时定额艺工工容内步工;. .次数/ 深度度(米/ (毫米速步(转/ 辅助机动刃具量具辅具)) /转) (毫米/分) /分号钻头,丝攻游标卡尺寻边器10 打孔攻牙M14描图描校底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期处数标志更改文件号处数标志更改文件号签字日期字产品型号零(部)件图号共9页机械加工工序卡片第2页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序名称工序号金工粗磨30材料牌号同时加工件数冷却液DAC 1毛坯种类毛坯外形尺寸475mmx270mmx93mm锻件设备型号设备编号设备名称M7232 CNC每台件数工序工时每毛坯件数1准终单件 1;..夹具名称夹具编号磁性吸盘工时定额工艺装备工吃刀走刀量主轴转切削速走刀步内容工深度毫米/ (米/ (速(步转/ 度次数辅具辅助刃具机动量具)毫米/转) (号/分) /分)游标卡尺百分CNC0.01 0.5 1 进行粗加工,进行大余量去除,留0.5mm进行精修30Ф5 4000 1500 表游标卡尺百分12钨钢刀10 四个R6000角加工30000.010.3Ф1表图描底图号会签核标准化编制审(日期)(日期)(日期)(日期)签日期标志处数更改文件号标志处数更改文件号签字日期装订号字产品型号零(部)件图号共9页机械加工工序卡片第3页鼓风机铝合金压铸模定模芯产品名称零(部)件名称施工车间工序号工序名称金工钻40材料牌号冷却液同时加工件数DAC 1 毛坯外形尺寸毛坯种类475mmx270mmx93mm锻件设备型号设备名称设备编号热处理每台件数工序工时每毛坯件数1准终单件1;..夹具编号夹具名称平口虎钳工时定额备工艺装主轴转切削速走刀量工吃刀走刀容步工内速(转/ 度(米/ (毫米/ 步深度次数辅助刃具机动辅具量具)) (毫米/分) /转/分) 号热处理,淬火,达48-52HRC 5回火10描图15校描底图号装订号会签制编标准化核审(日期)(日期)(日期)(日期)签日期标志日期处数更改文件号更改文件号标志处数签字字产品型号零(部)件图号共9页机械加工工序卡片第4页鼓风机铝合金压铸模定模芯零(部产品名称)件名称施工车间工序号工序名称金工50 数控铣材料牌号冷却液同时加工件数1DAC;..毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件设备编号设备名称设备型号大水磨工序工时每台件数每毛坯件数准终 11 单件夹具编号夹具名称平口虎钳工时定额工艺装备主轴转切削速工走刀量吃刀走刀容步内工速(转/ 度(米/ (毫米步/ 深度次数辅助机动辅具量具刃具/分) /分号) /转) (毫米)平面磨床,磨上下平面度,公差在正负0.05mm 高度规砂轮 5 80 1275 40 0.13 1高砂轮度规0.13 0.05mm1 120 千分表10 1275 平面磨床,磨前后左右平面度,公差在正负80描图装订号会签标准化制审核编(日期)(日期)(日期)(日期)签日期日期标志处数更改文件号字标志处数更改文件号签字产品型号零(部)件图号共9页机械加工工序卡片第5页产品名称鼓风机铝合金压铸模零(部)件名称定模芯施工车间工序名称工序号金工70 精磨材料牌号同时加工件数冷却液;..DAC 1毛坯外形尺寸毛坯种类470mmx270mmx91.7mm锻件m设备编号设备型号设备名称M7232 CNC工序工时每台件数每毛坯件数准终单件 11夹具编号夹具名称磁性吸盘工时定额艺装备工主轴转切削速走刀量工吃刀走刀容步内工速(转/ 度(米步/ (毫米/ 深度次数机动量具辅具辅助刃具/分) /分) /转) (毫米)号百分游标卡尺8000 3000 0.01 0.05 5 CNC进行精修,能加工到位全部到位1 钨钢刀具表底图号装订号会签审制编核标准化(日期)(日期)(日期)(日期)标志处数更改文件号签字日期标志处数更改文件号签字日期产品型号零(部)件图号共9页机械加工工序卡片第6页产品名称鼓风机铝合金压铸模零(部定模芯)件名称施工车间工序号工序名称金工80数控铣;..同时加工件冷却1 DAC毛坯外形尺475mmx270mmx93m锻设备编设备型工序工每台件准单11夹具名磁力平工时定切削走刀吃走//毫/深次辅机)毫)))标准(日期(日期产品型号零(部)件图号共9页机械加工工序卡片件名称)部(零鼓风机铝合金压铸模产品名称页7第定模芯;..施工车间工序号工序名称90 金工数控铣冷却同时加工件材料牌1 DAC毛坯外形尺毛坯种475mmx270mmx93m锻设备编设备名设备型工序工每毛坯件每台件准终 1单件 1夹具名称夹具编号平口虎钳工时定额工艺装备主轴转切削速走刀量工吃刀走刀步内容工速(转/ 步度(米/ (毫米/ 深度次数辅助辅具刃具机动量具)毫米/转) (/分) /分) 号5 5 7640 三坐标测量仪120 0.016 钳工检查,0.05描图校描底图号会审编制核签标准化(日期)(日期)(日期)(日期)装订号期日字签更改文件号处数标志期日字签更改文件号处数标志;.。
模具零件加工工艺卡(参考)

6 钻孔
钻 4 个 ? 6.8 高为 25 的孔
300× 200× 50
件数
1件
加工设备 打磨机床
夹具
工艺设备 刀具
量具
平口虎钳
砂轮
游标卡尺
备注 打磨
普通铣床
平口虎钳 ? 16 铣刀 游标卡尺
打磨机床
平口虎钳
砂轮
游标卡尺
普通铣床 普通铣床
平口虎钳 平口虎钳 平口虎钳
? 10 铣刀 游标卡尺
小锉刀、 砂纸
普通铣床 普通铣床 普通铣床 数控铣床 数控铣床 电火花成型机
平口虎钳 平口虎钳 平口虎钳 平口虎钳 平口虎钳
小锉刀、 砂纸
? 6.8 钻 头
M8攻丝刀
? 11.8 钻 头
? 12 铰刀
游标卡尺 游标卡尺 游标卡尺 游标卡尺 游标卡尺
以工序 6 的孔中 心为攻丝中心
以工序 8 的孔中 心为铰孔中心
平口虎钳 ? 8 钻头 游标卡尺
3 钻孔
4
铣沉
孔
5 钻孔
6 攻丝
7 钻孔
8 攻丝
编制者 / 日期
钻 1 个 ? 12 的通孔 铣 1 个 ? 51 高为 15 的沉孔
钻 2 个 ? 5 高为 16 的孔 攻 2 个 M6的螺纹
钻 2 个 ? 4.2 高为 14 的孔 攻 2 个 M5的螺纹 05 模具 3 班 王大华 /2008.3.28
量具
平口虎钳
砂轮
游标卡尺
备注 打磨
普通铣床
平口虎钳 ? 16 铣刀 游标卡尺
打磨机床
平口虎钳
砂轮
游标卡尺
普通铣床
平口虎钳 ? 10 铣刀 游标卡尺
模具零件加工工艺卡(参考)【范本模板】
分步扩孔
10
铣沉孔
铣4个Ø50高为10沉孔
普通铣床
平口虎钳
Ø50铣刀
游标卡尺
以工序9的孔中心作为沉孔中心
11
钻孔
钻2个Ø8高为85的孔
普通铣床
平口虎钳
Ø8钻头
游标卡尺
14
钻孔
钻2个Ø8高为16的孔
普通铣床
平口虎钳
Ø8钻头
游标卡尺
15
挖槽
铣二个最大直径16,最小直径为10,高度为2的槽
普通铣床
游标卡尺
以工序5的孔中心作为沉孔中心
7
铣沉孔
铣4个Ø41高为1的沉孔
普通铣床
平口虎钳
Ø41铣刀
游标卡尺
以工序5的孔中心作为沉孔中心
编制者/日期
审核者/日期
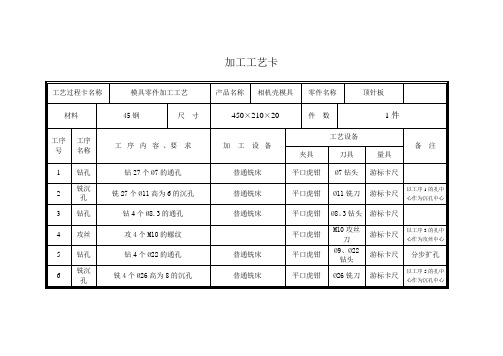
加工工艺卡
工艺过程卡名称
模具零件加工工艺
产品名称
相机壳模具
零件名称
动模板
材料
45钢
尺寸
450×330×80
件 数
1件
工序号
工序
名称工序Leabharlann 容、要 求工序号工序
名称
工序内容、要 求
加 工设备
工艺设备
备 注
夹具
刀具
量具
1
钻孔
钻4个Ø11的通孔
普通铣床
平口虎钳
Ø11钻头
游标卡尺
2
铣沉孔
铣4个Ø18高为11的沉孔
普通铣床
平口虎钳
Ø18铣刀
游标卡尺
以工序1的孔中心作为沉孔中心
3
钻孔
钻6个Ø15的通孔
普通铣床
平口虎钳
Ø9、Ø15钻头
型腔加工工艺过程卡

1
页
第
1
页
材料牌号
45
毛坯种类
锻件
毛坯外形尺寸
455x455x55(mm)
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
6
铰16xΦ6的孔
YT6铰刀Φ6mm
7
钻2xФ14的孔
麻花钻Φ14mm
8
镗10xΦ14.8的孔
YT15扩孔刀Φ14.8mm
9
铰10xΦ15的孔
YT15铰刀Φ15mm
YT4扩孔刀Φ3.8mm
3
铰10xΦ4的孔
YT4铰刀Φ4mm
4
钻16xФ5的孔
麻花钻Φ5mm
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
盐城工学院
机械加工工艺过程卡片
产品称
光盘盒注塑模具
零件名称
型腔
麻花钻Φ19mm
5
镗2xΦ19.8的孔
YT20扩孔刀Φ19.8mm
6
铰2xΦ20的孔
YT20铰刀Φ20mm
7
钻4xΦ11的孔
麻花钻Φ11mm
8
镗4xΦ11.8的孔
YT12扩孔刀Φ11.8mm
9
铰4xΦ12的孔
YT12铰刀Φ12mm
40
车
1
钻10xФ3的孔
冲压凸模工艺卡片
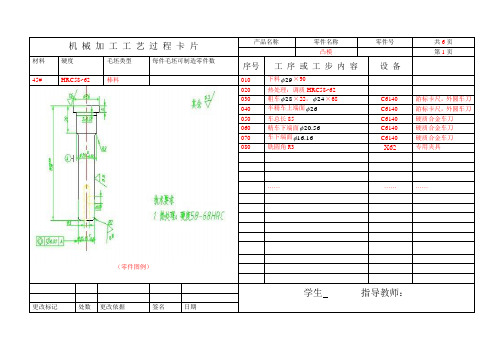
机械加工工艺过程卡片产品名称零件名称零件号共6页凸模第1页材料硬度毛坯类型每件毛坯可制造零件数序号工序或工步内容设备45# HRC58~62 棒料010 下料29φ×90(零件图例)020 热处理:调质HRC58~62030 粗车28φ×22,24φ×68C6140 游标卡尺,外圆车刀040 半精车上端面26φC6140 游标卡尺,外圆车刀050 车总长85 C6140 硬质合金车刀060 精车下端面56.20φC6140 硬质合金车刀070 车下端面16.16φC6140 硬质合金车刀080 铣圆角R3X62专用夹具………………学生指导教师:更改标记处数更改依据签名日期机电信息系机械加工工序卡片工序名称下料29×90工序号010(工序简图图例)零件名称凸模零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 58~62 铸铁件0.72kg 设备夹具名称辅助工具名称型号卧式车床CA6140 专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时11 车φ29×90硬质合金车刀游标卡90mm 1 2.5mm 0.48mm/r 530r/min1.59m/min25s 设计者指导教师共 6 页第 2 页机电信息系机械加工工序卡片工序名称粗车28φ×22工序号020(工序简图图例)零件名称凸模零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 58~62 铸铁件0.72kg 设备夹具名称辅助工具名称型号卧式车床CA6140 专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时212粗车28φ×22粗车24φ×68硬质合金车刀0~250mm游标卡90mm90mm110.8mm0.8mm0.48mm/r0.3mm/r530r/min520r/min1.59m/min1.48m/min22s35s设计者指导教师共6页第 3 页机电信息系机械加工工序卡片工序名称车总长工序号030(工序简图图例)零件名称凸模零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 170~220 铸铁件0.72kg 设备夹具名称辅助工具名称型号卧式车床CA6140 专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时31车总长85mm硬质合金车刀0~250mm游标卡85mm 1 2.5mm0.3mm/r530r/min 1.5m/min18s 设计者指导教师共 6 页第 4 页机电信息系机械加工工序卡片工序名称精车上端面工序号040(工序简图图例)零件名称凸模零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 58~62 铸铁件0.72kg 设备夹具名称辅助工具名称型号卧式车床CA6140 专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时412精车16.16φ×65精车56.20φ×12车刀直柄麻花钻游标卡尺内径千分尺68mm12mm110.1mm0.1mm0.1mm/r0.05mm/r200r/min200r/min0.45m/min0.08m/min180s60s设计者指导教师共6页第 5 页机电信息系机械加工工序卡片工序名称洗圆角工序号050(工序简图图例)零件名称凸模零件号零件重量0.56kg 同时加工零件数材料毛坯牌号硬度型号重量HT200 58~62 铸铁件0.72kg 设备夹具名称辅助工具名称型号卧式车床数控铣床专用车夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时51洗圆角硬质合金车刀0~250mm游标卡6mm1 2.5mm 0.48mm/r 530r/min 12.77m/min 40s 设计者指导教师共 6 页第 6 页。