新规DLJ01.30441-A0 H13电渣锻饼新品种规程
《钢铁渣处理与综合利用通用规范》条文说明

钢铁渣处理与综合利用通用规范General Code for Processing and Comprehensive utilization of Ironand Steel Slag条文说明1 总则1.0.1 【新增】本条规定了规范编制的目的。
为保障人民生命财产安全、人身健康、工程质量安全、生态环境安全、公众权益和公共利益,促进钢铁行业固体废弃物的安全环保处理与资源利用,满足钢铁企业固体废弃物管理基本要求,住房与城乡建设部组织编制了国家工程规范体系框架。
本规范中涉及的钢铁渣是指冶炼钢铁和铁合金产生的渣,包括铁渣、钢渣和铁合金渣。
之所以称为铁渣而不称为高炉渣,是因为国内除了高炉炼铁外,还有非高炉炼铁工艺如COREX工艺等,同样也会产生炼铁炉渣。
1.0.2 【新增】明确了本规范涵盖的主要内容,包括钢铁渣和铁合金渣的综合利用。
本规范的内容不适用于战争、自然灾害等不可抗条件下对钢铁渣处理以及综合利用的要求。
1.0.3 【新增】本规范是国家工程建设控制性底线要求,具有法规强制效力,必须严格遵守。
在此基础上,国务院有关行政管理部门、各地省级行政管理部门可根据实际情况,补充、细化和提高本规范相关规定和要求。
为适应工程项目建设特殊情况和科技新成果的应用需要,对本规范规定的功能性能要求,暂未明确对应技术措施或采用本规范规定之外的技术措施,且无相应标准的,必须由建设、勘察、设计、施工、监理等责任单位及有关专家依据研究成果、验证数据和国内外实践经验等,对所采用的技术措施进行充分论证评估,证明能够达到安全可靠、节约环保,并对论证评估结果负责。
论证评估结果实施前,建设单位应报工程项目所在地行业行政主管部门备案。
执行本规范并不能代替项目全生命周期过程中的质量安全监管。
当本规范规定与国家法律、行政法规或更严格的强制性标准规定不一致时,应执行国家法律、行政法规和更严格的强制性标准的规定。
当钢铁渣和铁合金渣处理以及综合利用采用的技术措施与本规范的规定不一致或与本规范的规定不一致时,须经合规性判定。
易切削钢

打表 1 易切削钢钢号、加热制度、冷却方式
钢
号
Y08~15 ( Pb )、 Y45MnSPb 、 Y08~45 、 Y15Mn~Y45Mn 、
Y08MnS~Y40MnS 、 Y08Sn~Y45(Mn)Sn 、 Y45Ca 、 YF35V 、
YF40~45V、YF35~45MnV、 45S20、 Y75
8.2 其他未尽事宜由技术中心及相关单位协商解决。
9. 实施日期:本规程从2011年1月31日开始实施。
印
打 本文件发放范围:中心试验室、质量部、技术中心大连分中心、制造部、线材厂炼钢技术科、电炉、LF、VD、
连铸、铸锭、精整、修磨;小型材厂炼钢技术科(冶炼)、电炉、LF、VD、连铸、铸锭;小型材厂轧钢精整、 修磨、技术科(轧钢)、CP2、CP3、精整、修磨;大型材厂技术科(轧钢)、加热炉、操作台、精整、修磨; 初轧厂技术科、加热炉、操作台、精整、修磨。
→小型材厂加热→轧制→检验→检查→包装入库。 3.3 线材厂(电炉+LF炉+VD)→ 连铸150方坯→钢坯修磨→小型材厂加热→轧制→检验→
检查→包装入库。 3.4 线材厂(电炉+LF炉+VD)→ 模铸钢锭→大型材厂(初轧厂)开坯150方→钢坯修磨→
印 小型材厂加热→轧制→检验→检查→包装入库。
4. 冶炼工艺
效
无 6.2 轧制坯150mm方表面缺陷点磨。
7. 成材轧制工艺(小型材厂)
7.1 注意事项 7.1.1 易切削钢加热时注意加热温度,保证均匀透烧。 7.1.2 易切削钢在轧制时应保证在较高温度下轧制来避免轧件头部开裂。
印 7.2 易切削钢加热工艺
7.2.1 加热易切削钢时,应在微正压下加热,减少氧化。 7.2.2 加热易切削钢时,加热温度应在上限范围内设定。 7.2.3 易切削钢钢号、加热制度、冷却方式按表 1 规定;
废钢国家标准

由国家质量监督检验检疫总局、国家标准化管理委员会发布的新修改的《废钢铁》国家标准(GB4223-2004)经批准发布,于2004年12月1日起正式实行。
ICS 77.080.0H 41中华人民共和国国家标准GB 4223-2004代替GB/T 4223-1996废钢铁Iron and steel scraps2004-05-20 发布2004-12-01 实施中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会发布GB 4223-2004前言本标准的第5章为强制性的,其余为推荐性的。
本标准与JISG 2401-1979《废钢分类》一致性程度为非等效。
本标准代替GB/T 4223-1996《废钢铁》。
本标准与GB/T 4223-1996相比技术内容进行了如下修改:----取消了再生用废钢的定义及相关内容;规定了废钢铁单件的最大尺寸和最大重量;----取消了原标准中的4条术语,增加了6条术语及其定义;----改变了废铁的分类,以废铁的化学成分、外形尺寸为划分依据,将废铁分为3类、4个品种;----改变了废钢的分类,提出了新的外形尺寸和单重以及相应的验收条件,并将废钢分为重型废钢、中型废钢、小型废钢、统料型废钢、轻料型废钢5类;----调整合金废钢的分组,由原标准的5个钢类67个钢组,合并、简化成6个钢类46个钢组,并将其调整为资料性附录;----降低了废钢中S、P的含量,由原标准的0.080%,改为0.050%;----增加了对废钢铁必须分类的要求;----增加了对环保控制、放射性物质控制等方面的要求,增加了检验项目和试验方法的部分内容。
本标准自实施之日起,废止GB/T 4223-1996《废钢铁》。
本标准的附录A为规范性附录,附录B为资料性附录。
本标准由中国钢铁工业协会提出。
本标准由冶金工业信息标准研究院归口。
本标准起草单位:马鞍山钢铁股份有限公司、冶金工业信息标准研究院、川投长城特殊钢股份有限公司、鞍山钢铁公司、本溪钢铁公司。
钢筋电渣压力焊工艺标准(415-1996)

钢筋电渣压力焊工艺标准(415-1996)范围本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的Ⅰ~Ⅱ级竖向或斜向(倾斜度4∶1范围内)钢筋的连接。
施工准备2.1 材料及主要机具:2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。
2.1.2 焊剂。
2.2.2.1 焊剂的性能应符合GB5293碳素钢埋弧焊用焊剂的规定。
焊剂型号为HJ401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。
2.1.2.2 焊剂应存放在干燥的库房内,防止受潮。
如受潮,使用前须经250~300℃烘焙2h。
2.1.2.3 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。
2.1.2.4 焊剂应有出厂合格证。
2.1.3 主要机具:2.1.3.1 手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等。
2.1.3.2 自动电渣压力焊设备(应优先采用)包括:焊接电源、控制箱、操作箱、焊接机头等。
2.1.3.3 焊接电源。
钢筋电渣压力焊宜采用次级空载电压较高(TSV 以上〕的交流或直流焊接电源。
(一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电源;32mm直径及以上的钢筋焊接时,应采用容量为1000A 的焊接电源)。
当焊机容量较小时,也可以采用较小容量的同型号,同性能的两台焊机并联使用。
2.2 作业条件2.2.1 焊工必须持有有效的焊工考试合格证。
2.2.2 设备应符合要求。
焊接夹具应有足够的刚度,在最大允许荷载下应移动灵活,操作方便。
焊剂罐的直径与所焊钢筋直径相适应,不致在焊接过程中烧坏。
电压表、时间显示器应配备齐全,以便操作者准确掌握各项焊接参数。
2.2.3 电源应符合要求。
当电源电压下降大于5%,则不宜进行焊接。
2.2.4 作业场地应有安全防护措施,制定和执行安全技术措施,加强焊工的劳动保护,防止发生烧伤、触电、火灾、爆炸以及烧坏机器等事故。
锻件通用技术要求

每一锻件均受试验,选择具有极限的毛坯作力学性能试验.
五、锻件组别:Ⅴ
1.组别的基本标志
1)检验特性: 测定每一锻件的力学性能.
2)组成批的条件: 每一锻件均单个验收.
2.验收时的必要力学性能指标:
σs或σb, δ5, ψ, αk
3.试验方法
1)力学性能: 每一锻件均受试验.
2)硬度: 每一锻件均受试验.
2)组成批的条件:
共同进行热处理的同一钢号的锻件.
2.验收时必要力学性能指标: HB
3.试验方法:
1)力学性能: -
2)硬度: 每一锻件均受试验.
四、锻件组别:Ⅳ
1.组别的基本标志
1)检验特性:
测定每一锻件的硬度和每一批中的力学性能.
2)组成批的条件:
共同进行热处理的同一炉号的锻件.
2.验收时的必要力学性能指标:
1、锻件通用技术要求(JB/ZQ4000.7-86)
1.锻件上不应有白点,根据图样、工艺文件或订货技术要求的规定进行白点检查, 当发现有白点时,该批所
有锻件必须经单个检查后,确定是否合格.
2.锻件的力学性能试验,按图样、工艺文件或订货技术要求的规定可在纵向、切向和横向的试样上进行,试
验的结果应符合JB/ZQ4287-86 (优质碳素结构钢)和JB/ZQ4288-86(合金结构钢)的规定.
应符合(GB1184-80)中第5条规定,垂直度和倾斜度未注公差,不得大于上表规定的角度公差; 同轴度、对称度不得
大于GB1184-80表2规定的C级; 径向跳动和端面跳动应符合GB1184-80中第7条的规定.
6、装配通用技术条件(JB/ZQ4000.9-86)
1.外购材料与零部件应具有JB/ZQ4000.1-86<产品检验通用技术要求>中规定的检验报告与合格证.
BDDZ-JS302 4130及其它合金钢,碳钢锻造加热规范

4130及其它合金钢,碳钢锻造加热规范■受控本□非受控本编制日期 .审核日期 .批准日期 .地址:江苏省吴江市震泽镇龙降桥村电话: 86-512-6387 8820 传真: 86-512-6387 8823 邮编:215233 Add:Longjiang Qiao Village, Zhenze Town, Wujiang City Jiangsu Province, P.R. China Post Code: 215233 Tel: 86-512-6387 8820 Fax: 86-512-6387 8823 E-Mail: suzhoufujie@4130及其它合金钢,碳钢锻造加热规范1. 目的为控制锻件内在质量,防止坯料在加热和锻造过程中晶粒粗大、过热,特制定本规范。
2. 范围本规定适用于我公司4130及其它合金钢,碳钢材质(有特殊要求的材质除外)产品的锻造,加热过程控制。
3. 职责3.1. 生产部负责本规范的有效执行。
3.2. 技术部负责本规范的解释及现场指导。
3.3. 质量部负责本规范的质量记录及现场监督。
4. 工作程序及控制要求4.1. 对于原材料规格≥Φ350或≥300方的产品加热,采用分炉预热和快速升温加热方式,其预热阶段的加热规范如下:4.2. 坯料规格≥Φ350或≥300方的产品快速加热阶段的工艺要求如下:当低温阶段坯料保温时间达到4.1的要求后,从保温炉内取出该炉所装坯料的一半,放入高温炉内(1250℃-1280℃)快速升温加热,其加热规范见下表:4.3. 坯料规格<Φ350或<300方的产品快速加热阶段的工艺要求如下:4.4. 锻造工艺及控制要求锻造过程的工艺参数见下表:当坯料保温达到始锻温并保温时间满足要求后,方可进行锻造,每炉锻造时间不超过1.5小时(即同炉首件和末件锻造之间)。
锻造过程的工艺参数见下表:4.5. 若生产过程中遇到设备故障,而需要较长时间检修设备时,必须迅速降低炉温至<800℃;若设备故障导致不能继续生产,则应将坯料从炉膛中取出,自然空冷,下次生产时重新装炉加热。
不锈钢铸件工艺其最新版本标准

(GB/T15169—2003,ISO/DIS9606-1,IDT)
JB4708 钢制压力容器焊接工艺评定 JB/T7927 阀门铸钢件外观质量要求 ASTMA351/A351M:2000 承压件用奥氏体、奥
兰放参加了她的婚礼。看着女孩穿着很美的婚纱,兰放很淡定的一直保持微笑
氏体—铁素体(双相)铸钢件规范来自国际铸业
兰放参加了她的婚礼。看着女孩穿着很美的婚纱,兰放很淡定的一直保持微笑
GB/T4334(所有部分)不锈钢腐蚀试验方法 GB/T5613 铸钢牌号表示方法 GB/T5677 铸钢件射线照,neqJCSSG2) GB/T6414 铸件:尺寸公差与机械加工余量
GB/T9452 热处理炉有效加热区测定方法 GB/T11351 铸件重量公差 GB/T13927 通用阀门压力试验(GB/T13927
兰放参加了她的婚礼。看着女孩穿着很美的婚纱,兰放很淡定的一直保持微笑
—1992,neqISO5208:1982) GB/T15169 钢 熔 化 焊 焊 工 技 能 评 定 期
(GB/T6414—1999,eqvISO8062:1994)
兰放参加了她的婚礼。看着女孩穿着很美的婚纱,兰放很淡定的一直保持微笑
GB/T7233 铸钢件超声探伤及质量评级标准 (GB/T7233—1987,neqBS6208:1982) GB/T9443 铸钢件渗透探伤及缺陷显示痕迹 的评级方法
GB/T222 钢的化学分析用试样取样法及成品
化学成分允许偏差
GB/T223(所有部分)钢铁及合金化学分析 方法
GB/T228 金 属 材 料 室 温 拉 伸 试 验 方 法 (GB/T228—2002,eqvISO6892:1998) GB/T2100 一般用途耐蚀钢铸件(GB/T2100 —2002,eqvISO11972:1998)
锻压、冲压工艺标准精选(最新)

锻压、冲压工艺标准精选(最新)G6402《GB/T 6402-2008 钢锻件超声检测方法》G8176《GB 8176-2012 冲压车间安全生产通则》G8541《GB/T 8541-2012 锻压术语》G12361《GB/T12361-2003 钢质模锻件通用技术条件》G12362《GB/T12362-2003 钢质模锻件公差及机械加工余量》G12363《GB/T 12363-2005 锻件功能分类》G13318《GB13318-2003 锻造生产安全与环保通则》G13320《GB/T 13320-2007 钢质模锻件金相组织评级图及评定方法》G13887《GB 13887-2008 冷冲压安全规程》G13914《GB/T 13914-2013 冲压件尺寸公差》G13915《GB/T 13915-2013 冲压件角度公差》G13916《GB/T 13916-2013 冲压件形状和位置未注公差》G14999.6《GB/T 14999.6-2010 锻制高温合金双重晶粒组织和一次碳化物分布测定方法》G15055《GB/T 15055-2007 冲压件未注公差尺寸极限偏差》G15825.1《GB/T 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标》G15825.2《GB/T 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程》G15825.3《GB/T 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验》G15825.4《GB/T 15825.4-2008 金属薄板成形性能与试验方法第4部分:扩孔试验》G15825.5《GB/T 15825.5-2008 金属薄板成形性能与试验方法第5部分:弯曲试验》G15825.6《GB/T 15825.6-2008 金属薄板成形性能与试验方法第6部分:锥杯试验》G15825.7《GB/T 15825.7-2008 金属薄板成形性能与试验方法第7部分:凸耳试验》G15825.8《GB/T 15825.8-2008 金属薄板成形性能与试验方法第8部分:成形极限图(FLD)测定指南》G15826《GB/T15826.1~9-1995 锤上自由锻自由锻件机械加工余量与公差》G16743《GB/T 16743-2010 冲裁间隙》G17107《GB/T17107-1997 锻件用结构钢牌号和力学性能》G20078《GB/T 20078-2006 铜和铜合金锻件》G20911《GB/T 20911-2007 锻造用半成品尺寸、形状和质量公差》G21469《GB/T 21469-2008 锤上钢质自由锻件机械加工余量与公差一般要求》G21470《GB/T 21470-2008 锤上钢质自由锻件机械加工余量与公差盘、柱、环、筒类》G21471《GB/T 21471-2008 锤上钢质自由锻件机械加工余量与公差轴类》G22131《GB/T 22131-2008 筒形锻件内表面超声波检测方法》G25134《GB/T 25134-2010 锻压制件及其模具三维几何量光学检测规范》G25135《GB/T 25135-2010 锻造工艺质量控制规范》G25136《GB/T 25136-2010 钢质自由锻件检验通用规则》G25137《GB/T 25137-2010 钛及钛合金锻件》G26030《GB/T 26030-2010 镍及镍合金锻件》G26036《GB/T 26036-2010 汽车轮毂用铝合金模锻件》G26637《GB/T 26637-2011 镁合金锻件》G26638《GB/T 26638-2011 液压机上钢质自由锻件复杂程度分类及折合系数》G26639《GB/T 26639-2011 液压机上钢质自由锻件通用技术条件》G29532《GB/T 29532-2013 钢质精密热模锻件通用技术条件》G29533《GB/T 29533-2013 钢质模锻件材料消耗工艺定额编制方法》G29534《GB/T 29534-2013 温锻冷锻联合成形锻件通用技术条件》G29535《GB/T 29535-2013 温锻冷锻联合成形工艺工艺编制原则》G30566《GB/T 30566-2014 GH4169合金棒材、锻件和环形件》G30567《GB/T 30567-2014 钢质精密热模锻件工艺编制原则》G30568《GB/T 30568-2014 锆及锆合金锻件》G30569《GB/T 30569-2014 直齿锥齿轮精密冷锻件结构设计规范》G30570《GB/T 30570-2014 金属冷冲压件结构要素》G30571《GB/T 30571-2014 金属冷冲压件通用技术条件》G30572《GB/T 30572-2014 精密冲裁件工艺编制原则》G30573《GB/T 30573-2014 精密冲裁件通用技术条件》G30895《GB/T 30895-2014 热轧环件》GJ904A《GJB904A-1999 锻造工艺质量控制要求》GJ1057《GJB 1057-1990 铝合金过时效锻件》GJ2351《GJB2351-1995 航空航天用铝合金锻件规范》GJ5154《GJB5154-2002 航空航天用镁合金锻件规范》GJ2744A《GJB2744A-2007 K 航空用钛及钛合金锻件规范》GJ5040《GJB5040-2001 航空用钢锻件规范》GJ5061《GJB 5061-2001 航空航天用超高强度钢锻件规范》GJ5911K《GJB 5911-2006 K 舰艇用15CrNi3MoV钢锻钢规范》HB0-19《HB0-19-2011 开口弯边》HB0-20《HB0-20-2011 皱纹弯边》HB0-22《HB0-22-2008 挤压型材下陷》HB0-35《HB0-35-2011 挤压型材倾斜角度极限值》HB199《HB/Z199-2005 钛合金锻造工艺》H283《HB/Z283-1996钢的锻造工艺》HB5224《HB5224-2011 航空发动机用钛合金盘模锻件规范》H5355《HB5355-1994 锻造工艺质量控制》H5402《HB5402-1997 锻件试制定型规范》HB6077《HB6077-2008 模锻件公差及机械加工余量》HB6587《HB 6587-1992 锤上自由锻件机械加工余量与尺寸公差》H7238《HB7238-1995 钛合金环形锻件》H7726《HB7726-2002 航空发动机用钛合金叶片精锻件规范》HB8401《HB 8401-2013 钣金成形工装设计要求》QJ262《QJ 262-1994 钣金冲压件通用技术条件》QJ502A《QJ 502A-2001 铝合金、铜合金锻件技术条件》QJ2141A《QJ2141A-2011 高温合金锻件规范》WJ2537《WJ2537-1999 兵器用冲压件规范》CB773《CB/T 773-1998 结构钢锻件技术条件》J1266《JB/T 1266-2014 25 MW~200 MW汽轮机轮盘及叶轮锻件技术条件》J1268《JB/T 1268-2014 汽轮发电机Mn18Cr5 系无磁性护环锻件技术条件》J1270《JB/T 1270-2014 水轮机、水轮发电机大轴锻件技术条件》J1271《JB/T 1271-2014 交、直流电机轴锻件技术条件》J1581《JB/T 1581-2014 汽轮机、汽轮发电机转子和主轴锻件超声检测方法》J1582《JB/T 1582-2014 汽轮机叶轮锻件超声检测方法》J3733《JB/T 3733-2006 大型锻造合金钢热轧工作辊》J4120《JB/T 4120-2006 大型锻造合金钢支承辊》J4129《JB/T4129-1999 冲压件毛刺高度》J4201《JB/T4201-1999 直齿锥齿轮精密热锻件技术条件》J4290《JB/T4290-1999 高速工具钢锻件技术条件》J4378《JB/T4378.1~2-1999 金属冷冲压件》J4381《JB/T 4381-2011 冲压剪切下料未注公差尺寸的极限偏差》J4385《JB/T4385.1~2-1999 锤上自由锻件》J5109《JB/T5109-2001 金属板料压弯工艺设计规范》J6052《JB/T 6052-2005 钢质自由锻件加热通用技术条件》J6053《JB/T6053-2004 钢制锻件热锻工艺燃料消耗定额计算方法》J6054《JB/T6054-2001 冷挤压件工艺编制原则》J6056《JB/T 6056-2005 冲压车间环境保护导则》J6395《JB/T 6395-2010 大型齿轮、齿圈锻件技术条件》J6396《JB/T 6396-2006 大型合金结构钢锻件技术条件》J6397《JB/T 6397-2006 大型碳素结构钢锻件技术条件》J6398《JB/T 6398-2006 大型不锈、耐酸、耐热钢锻件》J6402《JB/T 6402-2006 大型低合金钢铸件》J6405《JB/T 6405-2006 大型不锈钢铸件》J6541《JB/T6541-2004 冷挤压件形状和结构要素》J6957《JB/T6957-2007 精密冲裁件工艺编制原则》J6958《JB/T6958-2007 精密冲裁件通用技术条件》J6959《JB/T 6959-2008 金属板料拉深工艺设计规范》J6979《JB/T 6979-1993 大中型钢质锻模模块质量分级》J7023《JB/T 7023-2014 水轮发电机镜板锻件技术条件》J7025《JB/T 7025-2004 25MW以下汽轮机转子体和主轴锻件技术条件》J7026《JB/T 7026-2004 50MW以下汽轮发电机转子锻件技术条件》J7027《JB/T 7027-2002 300MW以上汽轮机转子体锻件技术条件》J7028《JB/T 7028-2004 25MW以下汽轮机转盘及叶轮锻件技术条件》J7029《JB/T 7029-2004 50MW以下汽轮发电机无磁性护环锻件技术条件》J7030《JB/T 7030-2014 汽轮发电机Mn18Cr18N 无磁性护环锻件技术条件》J7032《JB/T7032-2001 大型全纤维曲轴锻件》J7531《JB/T 7531-2005 旋压件设计规范》J7532《JB/T 7532-2005 旋压工艺编制原则》J7535《JB/T7535-1994 锻件工艺质量控制规范》J8421《JB/T8421-1996 钢质自由锻件检验通用规则》J8466《JB/T 8466-2014 锻钢件渗透检测》J8467《JB/T 8467-2014 锻钢件超声检测》J8468《JB/T 8468-2014 锻钢件磁粉检验》J8705《JB/T 8705-2014 50 MW以下汽轮发电机无中心孔转子锻件技术条件》J8706《JB/T 8706-2014 50 MW~200 MW汽轮发电机无中心孔转子锻件技术条件》J8707《JB/T8707-1998 300MW以上汽轮无中心孔转子锻件技术条件》J8708《JB/T 8708-2014 300 MW~600 MW汽轮发电机无中心孔转子锻件技术条件》J8888《JB/T8888-1999 环芯法测量汽轮机,汽轮发电机转子锻件残余应力的试验方法》J8930《JB/T8930-1999 冲压工艺质量控制规范》J9020《JB/T9020-1999 大型锻造曲轴的超声波检验》J9021《JB/T 9021-2010 汽轮机主轴和转子锻件的热稳定性试验方法》J9174《JB/T9174-1999 模锻件材料消耗工艺定额编制方法》J9175.1《JB/T 9175.1-2013 精密冲裁件第1部分:结构工艺性》J9175.2《JB/T 9175.2-2013 精密冲裁件第2部分:质量》J9176《JB/T9176-1999 冲压件材料消耗工艺定额编制方法》J9177《JB/T9177-1999 钢制模锻件结构要素》J9178.1《JB/T9178.1-1999 水压机上自由锻件通用技术条件》J9178.2《JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数》J9179《JB/T9179.1~8-1999 水压机上自由锻件机械加工余量与公差》J9180.1《JB/T 9180.1-2014 钢质冷挤压件第1部分:公差》J9180.2《JB/T 9180.2-2014 钢质冷挤压件第2部分:通用技术条件》J9181《JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范》J10138《JB/T10138-1999 渗碳轴承钢锻件》J10265《JB/T 10265-2014 水轮发电机用上下圆盘锻件技术条件》J10663《JB/T 10663-2006 25MW及25MW以下汽轮机无中心孔转子和主轴锻件技术条件》J10664《JB/T 10664-2006 25MW~200MW汽轮机无中心孔转子和主轴锻件技术条件》J11017《JB/T 11017-2010 1000MW及以上火电机组发电机转子锻件技术条件》J11018《JB/T 11018-2010 超临界及超超临界机组汽轮机用Cr10型不锈钢铸件技术条件》J11019《JB/T 11019-2010 超临界及超超临界机组汽轮机用高中压转子锻件技术条件》J11020《JB/T 11020-2010 超临界及超超临界机组汽轮机用超纯净钢低压转子锻件技术条件》J11021《JB/T 11021-2010 大型高铬锻钢支承辊技术条件》J11022《JB/T 11022-2010 大型高铬铸钢热轧工作辊技术条件》J11023《JB/T 11023-2010 大型高铬铸铁热轧工作辊技术条件》J11024《JB/T 11024-2010 大型核电机组汽轮机用焊接转子锻件技术条件》J11026《JB/T 11026-2010 大型核电机组四极汽轮发电机转子锻件技术条件》J11028《JB/T 11028-2010 汽轮发电机集电环锻件技术条件》J11030《JB/T 11030-2010 汽轮机高低压复合转子锻件技术条件》J11032《JB/T 11032-2010 燃气轮机压气机轮盘不锈钢锻件技术条件》J11033《JB/T 11033-2010 燃气轮机压气机轮盘合金钢锻件技术条件》J11760《JB/T 11760-2013 直齿锥齿轮精密冷锻件技术条件》J11761《JB/T 11761-2013 齿轮轴毛坯楔横轧技术条件》J12028《JB/T 12028-2014 涡旋压缩机铝合金精锻涡旋盘通用技术条件》J50196《JB/T50196-2000 3~600MW发电机无磁性护环合金钢锻件质量分等》J50197《JB/T50197-2000 3~600MW汽轮机转子和主轴锻件锻件质量分等》J53485《JB/T53485-2000 50MW以下发电机转子锻件质量分等》J53488《JB/T53488-2000 25MW以下汽轮机转盘及叶轮锻件产品质量分等》J53495《JB/T53495-2000 特大型轴承钢锻件产品质量分等》J53496《JB/T53496-2000 50~600MW发电机转子锻件质量分等》YB091《YB/T 091-2005 锻(轧)钢球》YS479《YS/T 479-2005 一般工业用铝及铝合金锻件》YS686《YS/T 686-2009 活塞裙用铝合金模锻件》TB2944《TB/T 2944-1999 铁道用碳素钢锻件》TB3014《TB/T 3014-2001 铁道用合金钢锻件》SJ10726《SJ/T10726-1996 冲压件一般检验原则》SJ10538《SJ/T10538-1994 冲压生产技术经济指标计算方法》A788《ASTM A788 -2004a 钢锻件通用要求的标准技术条件》(中文版)JB/T4129-1999 冲压件毛刺高度JB/T4201-1999 直齿锥齿轮精密热锻件技术条件JB/T4290-1999 高速工具钢锻件技术条件JB/T4378.1-1999 金属冷冲压件结构要素JB/T4378.2-1999 金属冷冲压件通用技术条件JB/T4381-1999 冲压剪切下料未注公差尺寸的极限偏差JB/T 4385.1-1999 锤上自由锻件通用技术条件JB/T 4385.2-1999 锤上自由锻件复杂程度分类及折合系数JB/T8930-1999 冲压工艺质量控制规范JB/T9174-1999 模锻件材料消耗工艺定额编制方法JB/T 9175.1-1999 精密冲裁件结构工艺性JB/T 9175.2-1999 精密冲裁件质量JB/T9176-1999 冲压件材料消耗工艺定额编制方法JB/T9177-1999 钢质模锻件结构要素JB/T9178.1-1999 水压机上自由锻件通用技术条件JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数JB/T 9179.1-1999 水压机上自由锻件机械加工余量与公差一般要求JB/T 9179.2-1999 水压机上自由锻件机械加工余量与公差圆轴、方轴和矩形截面类JB/T 9179.3-1999 水压机上自由锻件机械加工余量与公差台阶轴类JB/T 9179.4-1999 水压机上自由锻件机械加工余量与公差圆盘和冲孔类JB/T 9179.5-1999 水压机上自由锻件机械加工余量与公差短圆柱类JB/T 9179.6-1999 水压机上自由锻件机械加工余量与公差模块类JB/T 9179.7-1999 水压机上自由锻件机械加工余量与公差筒体类JB/T 9179.8-1999 水压机上自由锻件机械加工余量与公差圆环类JB/T 9180.1-1999 钢质冷挤压件公差JB/T 9180.2-1999 钢质冷挤压件通用技术条件JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范JB/T9194-1999 辊锻模结构形式及尺JB/T9195-1999 辊锻模通用技术条件JB/T10138-1999 渗碳轴承钢锻件。
住房和城乡建设部公告第1218号――关于发布国家标准《铁合金工艺及设备设计规范》的公告

住房和城乡建设部公告第1218号――关于发布国家标准《铁合金工艺及设备设计规范》的公告
文章属性
•【制定机关】住房和城乡建设部
•【公布日期】2011.12.05
•【文号】住房和城乡建设部公告第1218号
•【施行日期】2012.06.01
•【效力等级】部门规范性文件
•【时效性】现行有效
•【主题分类】标准定额
正文
住房和城乡建设部公告
(第1218号)
关于发布国家标准《铁合金工艺及设备设计规范》的公告现批准《铁合金工艺及设备设计规范》为国家标准,编号为GB50735-2011,自2012年6月1日起实施。
其中,第3.1.18、3.2.13、4.1.7、4.6.1、6.0.5、6.0.7、6.0.8条为强制性条文,必须严格执行。
本规范由我部标准定额研究所组织中国计划出版社出版发行。
二〇一一年十二月五日。
不锈钢产品制造工艺规程标准

不锈钢产品制造工艺规程1范围本标准规定了一样不锈钢产品的制造工艺原那么,当产品利用在耐侵蚀要求很高的工况特殊时,在相应的产品制造工艺进程卡上再另行明确要求。
本标准适用于我公司制造的奥氏体不锈钢和不锈复合钢零部件等产品的制造。
2 引用标准以下标准所包括的条文,通过在本标准中引用而构本钱标准的条文。
本标准出版时所示版本均为有效,利用本标准的各方应利用以下标准的最新版本。
GB150 钢制压力容器GB151管壳式换热器HG20584 钢制化工容器制造技术要求压力容器平安技术监察规程Q/AXL J 3013铆工管工通用工艺守那么Q/AXL J5010钢制压力容器查验规程Q/AXL J0801压力实验和致密性实验工艺规程3一样要求3.1 不锈钢产品的制造应具有制造场地通风、清洁、文明生产条件。
不锈钢材料及零部件应避免长期露天寄存、混料保管。
要求按时投料、集中利用、及时回收、指定区域寄存保管。
3.2 工件寄存制造场地应铺设防铁离子污染的专用地板或橡胶板。
滚轮架上配挂胶轮。
3.3 避免在不锈钢表面踩踏。
若是不可幸免应穿没有铁钉的软底鞋并带脚套,事后应将表面擦扫干净。
3.4 利用工具,如铜锤、木锤、不锈钢铲或淬火工具钢铲等,尽可能使工件不和铁器接触。
磨削磨轮用纯氧化物制成。
3.5 材料标记用墨水或记号笔应不含金属颜料、硫、氯含量要≤25PPm.3.6 避免磕碰划伤钢板或零部件在吊运制作进程中应始终维持钢板表面、设备及胎具的清洁,避免将焊豆、熔渣、氧化皮压入工件表面。
吊具应加铜垫,吊带首选尼龙吊带且为不锈钢产品零部件专用,绝不许诺与其它碳素钢混淆,如用钢丝绳外衣必需套胶管或用麻绳。
钢管切割应在锯床上铺垫木板或橡胶板,采纳专用锯条。
3.7 除切割线外其余标记线不该利用“划针”划线及“冲子”冲孔。
可利用硬色笔或记号笔。
也能够利用不含金属颜料及硫氯含量小于25PPm的墨水划线作标记。
3.8 不锈钢零部件应尽可能采纳冷成形。
锻造加热规范

1 范围本规范规定了本厂生产、供本厂锻造用的电炉锭、电渣锭与钢坯炉窑加热工艺的编制要素、导则和方法。
本规范适用于冷热钢锭于钢坯。
2 引用标准下列标准所包含的条文,通过本标准中引用而构成本标准的条文。
本标准出版时所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
DYⅡ-39-93 热送钢锭冷处理工艺守则DYⅡ-3-39 水压机自由锻锻后冷却及锻后热处理工艺守则QGSHYZ 22-93 热加工工艺文件制定规程3 名词说明和定义3.1 钢锭和钢坯钢锭锭身锻比<1.5的成钢锭,锭身锻比≥1.5的称钢坯。
(简称“锭”、“坯”)3.2 冷、热锭(坯)装炉时锭{坯}表面温度<400℃(且内部温度肯定低于表面温度)的称冷锭(坯),表面温度≥400℃(且内部温度肯定高于表面温度)的称热锭(坯)。
表面温度以钢锭冒口端进锭身200mm凹(圆)面处、坯料离端口200mm平面处的实际温度为准。
3.3 锻造温度保温时间指炉温(一般指炉窑顶部电偶所测温度)进入工艺规定温度公差范围、开始保持此温度,使钢锭(坯)变形区与此温度趋于基本一致所需时间。
3.4 最少保温时间指钢锭(坯)在进行表面区域变形或精锻(如倒棱、滚圆、校直、整型等)前加热到锻造温度时开始保温所需的最少时间。
3.5 普通保温时间指钢锭(坯)在进行常规锻造或粗锻(如拔长、冲孔、平整、剥边、扭曲、错移、弯曲等等)前加热到锻造温度时开始保温所需时间。
但镦粗须在此保温时间基础上延长20%。
4 要素确认按本规范编审有关钢锭(坯)的加热工艺前,一般应确定下列基本要素4.1 锻造工艺和产品技术质量要求;4.2 钢锭(坯)的规格、质量、形状、及其相关现状;4.3 加热炉规格及其工作可靠性;4.4 装炉单、装炉方式和合炉要求;4.5 有关作业方法及其有效性;4.6 测温形式及显示的正确,及时,统一性;4.7 工装,附件的匹配;4.8 作业环境适应性。
法兰锻造企业资源综合利用通用要求

法兰锻造企业资源综合利用通用要求1 范围本文件规定了法兰锻造企业资源(能源及主要原、辅材料)综合利用的总则、管理要求、资源消耗和利用水平指标。
本文件适用于指导法兰锻造企业在建设、改造及生产经营各阶段开展资源综合利用及评价。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3484 企业能量平衡通则GB/T 4223 废钢铁GB/T 6144 合成切削液GB/T 8541 锻压术语GB/T 13234 用能单位节能量计算方法GB/T 15319 火焰加热炉节能监测方法GB/T 15587 工业企业能源管理导则GB/T 15911 工业电热设备节能监测方法GB/T 16664 企业供配电系统节能监测方法GB/T 17111 切削刀具高速钢分组代号GB/T 17145 废润滑油回收与再生利用技术导则GB 17167 用能单位能源计量器具和管理通则GB 18597 危险废物贮存污染控制标准GB/Z 18718 热处理节能技术导则GB/T 19944 热处理生产燃料消耗计算和测定方法GB/T 21736 节能热处理燃烧加热设备技术条件GB/T 23331 能源管理体系要求及使用指南GB 24789 用水单位水计量器具配备和管理通则GB/T 25329 企业节能规划编制通则GB/T 27610 废弃产品分类与代码GB/T 27611 再生利用品和再制造品通用要求及标识GB/T 27886 工业企业用水管理导则GB/T 28612 机械产品绿色制造术语GB/T 28615 绿色制造金属切削机床再制造技术导则GB/T 28618 机械产品再制造通用技术要求GB/T 29510 个体防护装备配备基本要求GB/T 29725—2013 节约型企业评价通则GB/T 29749 工业企业水系统集成优化导则1GB/T 32045 节能量测量和验证实施指南GB/T 32161 生态设计产品评审通则GB/T 32529 热处理清洗废液回收及排放技术要求GB/T 34911 工业固体废物综合利用术语GB/T 36132 绿色工厂评审通则GB/T 36561 清洁节能热处理装备技术要求及评价体系GB/T 36575 产业园区水的分类使用及循环利用原则和要求GB/T 38819 绿色热处理技术要求及评价GB/T 39733—2020 再生钢铁原料GB/T 50050 工业循环冷却水处理设计规范GB 51245 工业建筑节能设计统一标准HJ 607 废矿物油回收利用污染控制技术规范HJ 2025 危险废物收集贮存运输技术规范JB/T 6053 钢质锻件热锻工艺燃料消耗定额计算方法JB/T 13021 工业大型铸锻件制造节能技术导则JB/T 50153 锻造加热炉能耗分等DB14/T 618—2011 工业企业循环经济评价导则DB14/T 840 工业企业循环经济绩效改进指南DB14/T 2552 绿色法兰锻造企业评价指南3 术语和定义GB/T 28612、GB/T 34911、GB/T 4223、GB/T 8541、GB/T 32161 和 GB/T 36132、GB/T 39780 界定的以及下列术语和定义适用于本文件。
303电渣焊施工工艺标准-统稿

303电渣焊施工工艺标准-统稿电渣焊施工工艺标准(Ⅲ-303)1 适用范围本标准适用于建筑钢结构焊接工程中,箱形构件壁板厚度大于或等于10mm的碳素结构钢和低合金高强度结构钢采用电渣焊的施工。
电渣焊不得用于调质钢、焊缝承受拉应力和直接承受动荷载的结构件。
2 施工准备2.1 材料2.1.1 钢材:建筑钢结构用钢材的选用应符合设计图的要求,进口钢材产品的质量应符合设计和合同规定标准的要求。
进厂后,应按现行国家标准《钢结构工程施工质量验收规范》GB 50205的要求分检验批进行检查验收。
碳素结构钢和低合金高强度结构钢,应符合现行国家及行业标准《碳素结构钢》GB 700、《优质碳素结构钢》GB/T 699、《低合金高强度结构钢》GB/T 1591、《厚度方向性能钢板》GB/T 5313、《建筑结构用钢板》GB/T 19879规定。
表2.1.1 常用钢材分类建筑钢结构用钢材,应具有质量合格证明文件或检验报告;其化学成分、力学性能和其它质量要求必须符合国家现行标准规定。
当采用其它钢材替代设计选用的材料时,必须经原设计单位同意。
对属于下列情况之一的钢材应进行抽样复验其复验结果应符合现行国家产品标准和设计要求:(1)国外进口钢材;(2)钢材混批;(3)板厚等于或大于40mm,且设计有Z 向性能要求的厚板;(4)建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;(5)设计有复验要求的钢材;(6)对质量有疑义的钢材。
钢板厚度及允许偏差应符合其产品标准的要求。
型钢的规格尺寸及允许偏差符合其产品标准的要求。
钢材的表面外观质量除应符合国家现行有关标准的规定外,尚应符合下列规定:(1)当钢材的表面有锈蚀麻点或划痕等缺陷时其深度不得大于该钢材厚度负允许偏差值的1/2;(2)钢材表面的锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB 8923 规定的C 级及C 级以上;(3)钢材端边或断口处不应有分层夹渣等缺陷。
轴承钢企业标准差异对照表

兴澄高碳铬轴承钢企业标准差异对照表标准/项目Q/320281PA11Q/320281PA12Q/320281PA13Q/320281PA22Q/320281PA23化学成分O≤0.0010;Ti≤0.0030O≤0.0009;Ti≤0.0025(GCr15)Ti≤0.0030(GCr15SiMn)O≤0.0008;Ti≤0.0020(GCr15)Ti≤0.0025(GCr15SiMn)O≤0.0007;Ti≤0.0020(GCr15)Ti≤0.0025(GCr15SiMn)O≤0.0006;Ti≤0.0015(GCr15)Ti≤0.0020(GCr15SiMn)低倍组织按GB/T 18254一般疏松≤1.0中心疏松≤1.5锭型偏析≤1.0按GB/T 18254一般疏松≤1.0中心疏松≤1.5锭型偏析≤1.0按ASTM E381-2001检测S≤2R≤2C≤2按ASTM E381-2001检测S≤2R≤2C≤2按ASTM E381-2001检测S≤2R≤2C≤2淬火断口(宏观夹杂物)a)出现多于一处长度为1.6mm~3.2 mm的非金属夹杂物。
b)出现一处长度大于3.2 mm的非金属夹杂物。
c)出现疏松、缩孔及内裂。
a)出现多于一处长度为1.6 mm~3.2 mm的非金属夹杂物。
b)出现一处长度大于3.2 mm的非金属夹杂物。
c)出现疏松、缩孔及内裂。
a)出现多于一处长度为1.6 mm~3.0 mm的非金属夹杂物。
b)出现一处长度大于3.0 mm的非金属夹杂物。
a)出现多于一处长度为1.6 mm~3.0 mm的非金属夹杂物。
b)出现一处长度大于3.0 mm的非金属夹杂物。
a)出现多于一处长度为1.6mm~2.0 mm的非金属夹杂物。
b)出现一处长度大于2.0 mm的非金属夹杂物。
非金属夹杂物GB/T 18254-2002A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤1.0 D细≤1.0GB/T 18254-2002A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤1.0ISO 4967-1998(E)A法检查A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤1.0ISO 4967-1998(E)A法检查A粗≤1.5A细≤2.0B粗≤0.5B细≤1.5C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤1.0ISO 4967-1998(E)A法检查A粗≤1.0 A细≤2.0B粗≤0.5B细≤1.0C粗≤0 C细≤0D粗≤0.5 D细≤1.0Ds≤0.5标准/项目Q/320281PA11Q/320281PA12Q/320281PA13Q/320281PA22Q/320281PA23带状GB/T 18254-2002≤80 不大于3.0>80~150 不大于3.5>150~200 不大于4.0GB/T 18254-2002≤80 不大于3.0>80~150 不大于3.5>150~200 不大于4.0按SEP 1520-1998检查,应不大于CZ 7.4。
锻钢件材料质量规范

锻钢件材料质量规范(ISO9001-2015/IATF16949)1、目的为了明确规定承压件和压力控制件用锻钢件(含轧材)的化学成份、性能、熔炼、锻造、热处理及试验等内容,特制订本规范。
2、适用范围本规范适用于供应商对承压件和压力控制件用锻钢件(含轧材,以下简称锻钢件)的生产、采购。
3、引用标准API SPEC 6A 井口装置和采油树设备规范ASTM A370 钢制品力学实验的标准试样方法和定义4 、总则锻钢件应符合本规范要求并按照经规定程序批准的技术文件和图样制造。
5、化学成份5.1锻钢件用钢的化学成份应以抽样分析结果为依据。
5.2锻钢件材料化学成份极限应不超过表1、表2规定。
5.3锻钢件各元素的最大偏差应符合表3规定。
5.4常用锻钢件化学成份及允差应符合附录A或附录B的要求。
注:附录A给出了我国材料的化学成份及允差,附录B给出了相对应的美国材料的化学成份及允差,如用户要求,按用户要求选择,如用户无要求,则按附录A执行。
表1 %合金元素碳钢及低合金钢成份极限马氏体不锈钢成份极限≤碳0.45 0.15 锰 1.80 1.00 硅 1.00 1.50 磷见表2硫铬 2.75 11.0-14.0 钼 1.50 1.00钒0.30 -表2 %产品规范级别PSL元素PSL2 PSL3~4≤P、S 0.040 0.0256、工艺要求6.1熔炉方法6.1.1 锻钢厂需按照本规范的熔炉工艺要求提供材料。
6.1.2 锻钢件厂(含轧材)用钢熔炼一般采用碱性电弧可感应电弧炉进行,酸性电熔炼的钢不接受;在熔炼过程中采用真空感应熔炼(VIM) 或者采用真空脱气、氢—氧脱碳方法(AOD)都可以接受,无论采用何种方法熔炼,钢水都必须经过充分镇静,以便得到纯净的钢水,保证锻件具有压力容器质量。
表3 合金元素最大偏差范围 %元素碳钢及合金钢马氏体不锈钢碳0.08 0.08锰0.40 0.40硅0.30 0.35镍0.50 1.00铬0.50 _钼0.20 0.20钒0.10 0.10 注:表3中各元素的最大偏差应当使元素的合金含量不超过表1规定的值。
电渣钢锭标准

电渣钢锭标准
电渣钢锭是通过电弧炉中的电渣炼钢过程生产的一种钢锭。
其性质和质量标准通常由国家或地区的标准化组织制定和规范。
以下是一些可能适用于电渣钢锭的一般性标准:
1.化学成分标准:包括元素的含量范围,例如碳、锰、硅、磷、
硫等。
这些元素的含量对电渣钢的用途和性能有重要影响。
2.力学性能标准:包括抗拉强度、屈服强度、延伸率等力学性能
参数。
这些参数通常取决于电渣钢的成分和热处理等因素。
3.外观和质量标准:涉及电渣钢表面的缺陷、裂纹、夹杂物等。
这些标准有助于确保电渣钢的整体质量。
4.尺寸和形状标准:规定了电渣钢锭的尺寸范围、形状和公差等,
以适应不同的生产和使用要求。
5.包装和标识标准:涉及电渣钢的包装方式、标识要求,确保在
运输和储存过程中能够保持质量并方便管理。
这些标准通常由相关的行业协会、国家标准化组织或国家冶金行业标准制定。
在中国,可能会涉及到国家标准(GB/T)或行业标准。
用户在购买电渣钢时应参考相应的标准,以确保所购买的产品符合预期的要求。
不锈钢三级锻件复验的依据

不锈钢三级锻件复验的依据
不锈钢三级锻件复验的依据通常包括以下几个方面:
1.国家相关标准和规范:根据国家相关标准和规范,对不锈钢三级锻件的材料、工艺、尺寸、机械性能等进行复验。
2.设计文件和技术要求:根据设计文件和技术要求,对不锈钢三级锻件的外观、尺寸、装配和安装等进行复验,确保其符合设计要求。
3.材料证书和检测报告:对不锈钢三级锻件的材料证书和检测报告进行复验,确认材料的化学成分、力学性能、热处理状态等符合要求。
4.工艺文件和工艺记录:对不锈钢三级锻件的工艺文件和工艺记录进行复验,确保工艺流程的正确性和可行性。
5.检测和试验结果:对不锈钢三级锻件进行非破坏性检测、破坏性试验、硬度测试等,根据检测和试验结果进行复验,确保不锈钢三级锻件的质量符合要求。
以上是一般情况下不锈钢三级锻件复验的依据,具体依据还需要根据相关合同、技术协议和行业规范进行确定。
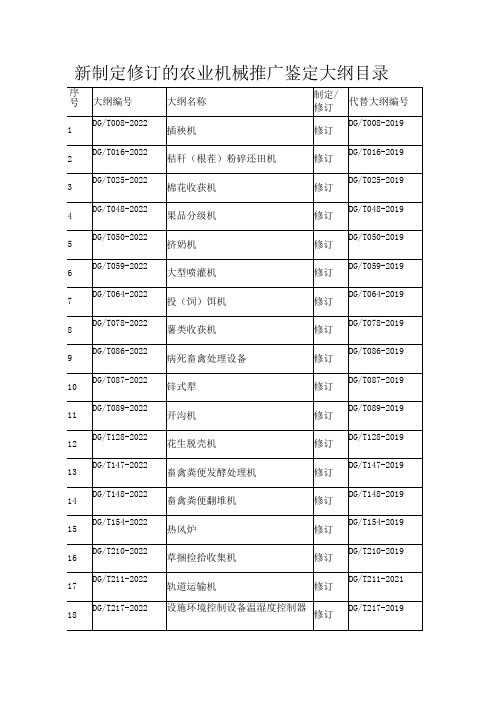
新制定修订的农业机械推广鉴定大纲目录
/
31
DG/T282-2022
水草清理(梳割)机
制定
/
14
DG/T148-2022
畜禽粪便翻堆机
修订
DG/T148-2019
15
DG/T154-2022
热风炉
修订
DG/T154-2019
16
DG/T210-2022
草捆捡拾收集机
修订
DG/T210-2019
17
DG/T211-2022
轨道运输机
修订
DG/T211-2021
18
DG/T217-2022
设施环境控制设备温湿度控制器
新制定修订的农业机械推广鉴定大纲目录
序号
大纲编号
大纲名称
制定/修订
代替大纲编号
1
DG/T008-2022
插秧机
修订
DG/T008-2019
2
DG/T016-2022
秸秆(根茬)粉碎还田机
修订
DG/T016-2019
3
DG/T025-2022
棉花收获机
修订
DG/T025-2019
4
DG/T048-2022
修订
DG/T217-2019
19
DG/T231-2022
菌料装瓶(袋)机
修订
DG/T231-2019
20
DG/T271-2022
甘蔗切种机
制定
/
21
DG/T272-2022
甘薯移栽机
制定
/
22
DG/T273-2022
去雄机
制定
/
23
DG/T274-2022
水肥一体化设备
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H13电渣锻饼新品种规程(正式工艺,第0次修改)新规/DLJ01.30441-A/0 1.技术说明
1.1 适用技术条件QJ/DT01.30441-2018。
1.2 工艺路线
电炉→(AOD)→50吨LF炉→VD炉→连铸180方→空冷、退火→电渣炉→电渣钢锭缓冷、退火/红转→钢锭加热→锻造→风冷→软化退火→铣光→超声波探伤→固溶→水冷→球化退火→铣光→超声波探伤→(修磨)→标识、包装。
2.生产准备及原辅材料要求
2.1
2.2
3.
4
4.1
料温
800±10
≤80
4.2
4.3风冷
4.3.1锻后15分钟内必须转移至热处理作业区进行风冷,风冷至表面250-300℃。
4.4软化退火
4.5车光清净表面裂纹类缺陷。
4.6固溶、水冷工艺按图2工艺执行。
本文件发放范围:锻钢厂、质检处、生产安全处、总工办
起草:赵腾飞审核:吴鹏、温正茂批准:陈长西实施日期:2018年4月24日
1。