焊钳小型轻量化的专利分析和基于TRIZ的创新设计_邓学欣
TRIZ创新理论在磁头焊接工艺中的应用研究

科技风2021年1月机械化工DO#10.19392/ki.1671-7341.202103089 TRIZ创新理论在磁头焊接工艺中的应用研究邓晓膺王丽坡黄小华东莞南城新科磁电制品有限公司广东东莞523087摘要:发明问题解决理论TRIE通过总结专利文献,提出技术矛盾、发明原理、物理矛盾、物场模型、技术进化法则等工具和方法,对科技创新提出了一套科学的理论和方法。
文章从TRIE理论出发,研究如何运用技术矛盾、物理矛盾和物场模型工具来解决硬盘磁头焊接工艺中的实际难题,提升了产品的质量,降低了制造成本,提高了企业的竞争力。
关键词:硬盘磁头;焊接;TRIE理论;技术创新1概述硬盘的关键部件之一就是磁头,磁头的加工工艺直接影响到硬盘的寿命,读写的速度也会影响到顾客的体验和最终的销售。
磁头的微连接工序焊接工序是磁头加工的关键工序之一,在微米级的部件上焊接,对焊接精度要求非常高。
将TRIZ理论应用于磁头焊接工序,有助于提高焊接产品品质,提升生产效率,降低生产成本。
2科技创新与TRIZ理论科技创新对企业、国家来讲至关重要,为了提升国家科技创新能力,需要科学高效的创新方法和工具来指导我们的科技创新活动。
20世纪50年代末,前苏联的根里奇•阿奇舒勒为全新的发明问题解决理论"TRIE)奠定了基础。
在他的带领下,与苏联专家们一起,经过50多年对数以百万计的专利文献加以研究、整理、归纳和提炼,建立起一整套、实用的TRIE理论⑴。
TRIE产生和运用都是建立在唯物辩证法认识论上“从特殊到一般,又从一般到特殊”的基础之上。
事物发展的根本原因不是在事物的外部而是在事物的内部,在于事物的内部矛盾性。
事物内部的矛盾性是事物发展的根本原因⑵$本文就在硬盘磁头焊接工艺改进过程中,应用TRIE的一些相关工具和方案做一些探讨,希望对从事科技创新的工作者能有一些启发。
3TRIZ理论方法在磁头焊接工艺改进中的应用3.1系统工作原理与问题描述在硬盘磁头折片的制造过程中,使用喷射锡球系统将磁头焊位和软线路板的焊位进行连接。
创意功夫
创意功夫,为你的精彩授勋
5月17日,第一焊装科王景峰在现场向公司领导发布了“提高焊钳操作性”的说明并获得一等奖。
现场如此多的创意亮点,他的改善怎会从中脱颖而出,莫非他有什么秘密武器?下面我们就来看看这些秘密武器。
现地现物改善焊钳操作性
一进入焊装,耀眼的火花和硕大的焊钳肯定会给人无比的震撼。
熟悉主焊组的知道,M3M4工位的几把焊钳更是让人头疼,在这工位干过的人有的离职了,有的调岗了。
组长王景峰和几位班长现场观察并亲自操作后,对焊钳的操作性有了彻底的了解。
分别对几把焊钳通过改善吊环,加装反光镜,等来提高焊钳操作性。
改善后效果用操作者的来讲那就是“腰不酸,胳膊不疼,干活都省劲了”
自上而下层层推进改善
组内设定目标全年人均提案?件,优秀改善1件/2月/班以上、其中班组长优秀改善2件/年以上。
在组内设置目视板,对各项指标进行目视化,对优秀改善提案及改善能手进行展示并作为人事评价及年度推优的依据。
在组内建立几个改善小组,由较突出的改善个人作为组长,每周通过研讨设立改善课题,共同进行改善从而提升小组成员改善能力。
现场就是舞台精彩在每一处盛开
组内每月举办一次改善发布,由组员挑选自己认为比较
新颖,有创意的改善。
让组员自己从材料制作,发布准备,现场说明等方面进行锻炼。
将组员之间的改善进行评比,激发组员的上进心;将组员自己每个月的改善进行对比,发现自己的进步之处,挖掘自身的潜能,树立持之以恒的态度,达到个人综合能力的不断提升。
为员工今后在科,公司等平台上实现自身价值夯实基础。
创意功夫,展示自我与才能;创意功夫,收获奖金与荣誉;创意功夫,为你的精彩授勋。
一种用于微小组件装配的换接式微夹钳[发明专利]
![一种用于微小组件装配的换接式微夹钳[发明专利]](https://img.taocdn.com/s3/m/b85c8ee50740be1e640e9a40.png)
专利名称:一种用于微小组件装配的换接式微夹钳专利类型:发明专利
发明人:王晓东,罗怡,迟勇臻,张习文,杨卫民
申请号:CN201410087661.2
申请日:20140311
公开号:CN103862255A
公开日:
20140618
专利内容由知识产权出版社提供
摘要:本发明公开了一种适用于多个微小组件装配的换接式微夹钳,属于精密装配技术领域。
其特征是该套夹钳由装配作业工具库单元、机械臂单元组成;装配作业工具库单元主要用于摆放在装配过程中针对不同微小零件所采用的不同的微夹钳。
机械臂单元通过换接不同的微夹钳实现微小零件的吸附、夹取、搬运和装配。
通过作业机械臂单元从装配作业工具库单元中夹取不同的微夹钳,用于实现不同尺寸和形状的微小零部件的拾取、搬运及装配。
本发明所涉及的换接式微夹钳,可通过更换装配作业工具库单元中微夹钳来实现不同零件装配,提高装配的通用性与效率。
申请人:大连理工大学
地址:116024 辽宁省大连市凌工路2号
国籍:CN
代理机构:大连理工大学专利中心
更多信息请下载全文后查看。
一种新颖的焊接装置[发明专利]
![一种新颖的焊接装置[发明专利]](https://img.taocdn.com/s3/m/e02a6a0c6294dd88d1d26be4.png)
专利名称:一种新颖的焊接装置专利类型:发明专利
发明人:聂值清
申请号:CN201810829637.X 申请日:20180725
公开号:CN109149214A
公开日:
20190104
专利内容由知识产权出版社提供
摘要:本发明公开了一种新颖的焊接装置,包括座体以及与所述座体配合使用的接连部,所述座体左侧端面内设有嵌进腔,所述嵌进腔后侧内壁内设有锁紧腔,所述锁紧腔后侧内壁内左右延伸设有第一传输腔,所述嵌进腔前侧内壁转动配合安装有第一转销轴,所述第一转销轴分别伸入所述锁紧腔以及所述第一传输腔中且与所述第一传输腔后侧内壁转动配合连接,所述嵌进腔内的所述第一转销轴外表面前后对称固设有固接杆,所述固接杆左侧端面固定安装有卡紧架,所述锁紧腔内的所述第一转销轴外表面固设有锁紧齿,所述锁紧腔左侧内壁内设有第一滑移腔,所述第一滑移腔内滑动配合安装有锁紧铁板。
申请人:广州大正机械科技开发有限公司
地址:510000 广东省广州市天河区长兴路68号
国籍:CN
更多信息请下载全文后查看。
基于TRIZ理论挤奶机器人行走机构的设计及分析

科学技术创新2020.34手工挤奶的作业方式工作效率低且劳动强度[1]。
依靠挤奶机械设备可满足日益增长的产量需求,并且能够提高奶源质量。
TRIZ 理论是一种全面且系统化的能够为发明创造提供解决方案的新理论。
TRIZ 可以开拓思路,挖掘创新潜能。
通过TRIZ 解决问题的案例有很多,邓学欣等利用TRIZ 对焊钳轻量化提供了思路,不仅让焊钳与工件发生干涉的机会变小,而且降低了生产成本,提高了点焊的质量效率[2]。
贾丙琪等,应用TRIZ 对下肢外骨骼功能区结构以及尺寸做了优化设计,提高了下肢外骨骼使用的安全性与舒适性[3]。
1问题分析随着生活质量的提高,奶制品充斥着生活的各个方面,为了获得高质量优秀奶源,现代化养殖是大势所趋,传统人工作业效率低、且不能达到高品质奶源的质量要求,利用挤奶机器人代替人力,不仅能提高产奶效率,也能实现牧场自动化,养殖科学化。
转台式挤奶机器系统占地空间大,移动不方便。
管道式,移动式,活塞式挤奶机器系统操作对象单一,且需要人工干预。
针对现有技术存在的不足,基于TRIZ 理论物理矛盾的分离原理,发明问题的标准解法,及物场模型分析设计出一种轨道式挤奶机器人行走机构,结构更加简单,减少了制造成本,缩小了工作空间,可以满足快速移动,精准定位作业目标。
2TRIZ 理论分析2.1S 曲线预测分析经图1预测分析结果可以得知,最初挤奶方式为人工挤奶,从对奶牛习性的初步认识,到进一步的技术经验成长期,经历成熟的操作期,会被新型挤奶机构,挤奶机所代替,最终逐渐没落衰退。
当一种技术系统经历S 曲线四个阶段后,即认识初期、技术成长期、操作成熟期、没落衰退期后必将会被新的系统所取代[4]。
通过以上分析,得知轨道式挤奶机器人作业系统尚处于初期阶段,此阶段解决方案:利用机器人移动方便等优点,设计出轨道式行走机构,在轨道两端加装直线位移传感器,该系统合理布局,移动迅速,便于控制行走机构上端机械臂,准确定位作业目标。
SORTING DEVICE

专利名称:SORTING DEVICE发明人:CHEN, Jiahang,陈佳杭,HUANG, Juxin,黄菊新,CHEN, Chuizhi,陈垂智,XU, Hangjie,许杭杰,XIAO, Pan,肖攀,SHI, Huaizhou,侍怀州申请号:CN2020/085876申请日:20200421公开号:WO2020/228495A1公开日:20201119专利内容由知识产权出版社提供专利附图:摘要:A sorting device, comprising a package loading module (2), a package collection module (4), a conveying module (1), an identification module and a controller (3); theconveying module comprises a plurality of conveying units (11) that cooperate in sequence, and the conveying units are provided with an input end (1101), an output end (1102) and a sorting end (1103); the output end of the previous conveying unit is docked to the input end of the next conveying unit, and the sorting ends of the conveying units are docked to the package collection module; the conveying units comprise a transmission mechanism and a driving mechanism, wherein the transmission mechanism may convey cargo to the output end and the sorting end under the drive of the driving mechanism. The conveying module of the sorting device is used as a conveying line, and a circular track is thus not required, which reduces floor space and costs. The device may adapt to any irregularly shaped site, and the device may be produced and assembled in batches quickly. If one conveying unit experiences a problem, another conveying unit may be quickly installed to replace said conveying unit.申请人:ZHEJIANG HENGLIAN TECHNOLOGY CO., LTD,浙江恒链科技有限公司地址:17th Floor, Block A, IT Park No. 1217 Wenyi West Road, Yuhang District Hangzhou, Zhejiang 310000 CN,中国浙江省杭州市余杭区文一西路1217号IT公园A座17楼, Zhejiang 310000 CN国籍:CN,CN代理人:HANGZHOU YUYANG UNIONPATENT AGENCY CO., LTD.,杭州裕阳联合专利代理有限公司更多信息请下载全文后查看。
焊钳组件及具有该焊钳组件的焊接设备[发明专利]
![焊钳组件及具有该焊钳组件的焊接设备[发明专利]](https://img.taocdn.com/s3/m/b53b0cc6dd36a32d72758169.png)
专利名称:焊钳组件及具有该焊钳组件的焊接设备
专利类型:发明专利
发明人:王辉,韦乐侠,李建强,周渝琨,吕毅,张亚坤,黄仁果,周华,毛文东,谢蔚,苏祺,吴伟深,王国杰,黄业伟,刘宏伟,
罗换英,赵新平,林华强,刘文进,李琪,黄妍姬,庞艳平,
邓志鹏,曾庆华,肖小敏
申请号:CN202010402558.8
申请日:20200513
公开号:CN111515510A
公开日:
20200811
专利内容由知识产权出版社提供
摘要:本发明公开一种焊钳组件及具有该焊钳组件的焊接设备,该焊钳组件包括安装主体及至少一组电极对,所述电极对包括正电极和负电极;当所述焊钳组件处于焊接使用状态,所述正电极和所述负电极位于待焊接零件的同侧,并且分别与待焊点相对设置;本发明所提供的焊钳组件中的正电极和负电极位于待焊接零件的同一侧,一组电极对在接触焊件导通时可以成型两个焊点,极大地提高了补焊效率,同时无论使用人力焊接还是机器人焊接,使用本文所提供的焊钳组件补焊车厢后厢板时,可以降低焊接人员及机器人的数量,焊接使用成本也相对比较低。
申请人:广西汽车集团有限公司,柳州五菱汽车工业有限公司
地址:545007 广西壮族自治区柳州市河西路18号
国籍:CN
代理机构:北京信远达知识产权代理有限公司
代理人:王戈
更多信息请下载全文后查看。
一种新型电焊钳的研制与应用潘鸿勇李兴兴李少军陈文斌
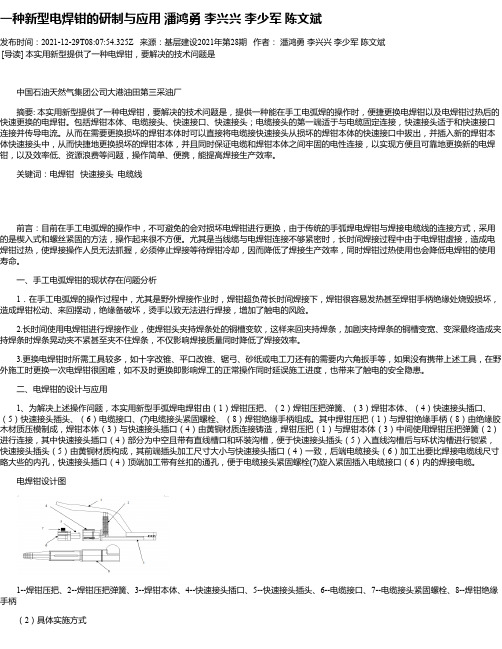
一种新型电焊钳的研制与应用潘鸿勇李兴兴李少军陈文斌发布时间:2021-12-29T08:07:54.325Z 来源:基层建设2021年第28期作者:潘鸿勇李兴兴李少军陈文斌[导读] 本实用新型提供了一种电焊钳,要解决的技术问题是中国石油天然气集团公司大港油田第三采油厂摘要: 本实用新型提供了一种电焊钳,要解决的技术问题是,提供一种能在手工电弧焊的操作时,便捷更换电焊钳以及电焊钳过热后的快速更换的电焊钳。
包括焊钳本体、电缆接头、快速接口、快速接头;电缆接头的第一端适于与电缆固定连接,快速接头适于和快速接口连接并传导电流。
从而在需要更换损坏的焊钳本体时可以直接将电缆接快速接头从损坏的焊钳本体的快速接口中拔出,并插入新的焊钳本体快速接头中,从而快捷地更换损坏的焊钳本体,并且同时保证电缆和焊钳本体之间牢固的电性连接,以实现方便且可靠地更换新的电焊钳,以及效率低、资源浪费等问题,操作简单、便携,能提高焊接生产效率。
关键词:电焊钳快速接头电缆线前言:目前在手工电弧焊的操作中,不可避免的会对损坏电焊钳进行更换,由于传统的手弧焊电焊钳与焊接电缆线的连接方式,采用的是楔入式和螺丝紧固的方法,操作起来很不方便。
尤其是当线缆与电焊钳连接不够紧密时,长时间焊接过程中由于电焊钳虚接,造成电焊钳过热,使焊接操作人员无法抓握,必须停止焊接等待焊钳冷却,因而降低了焊接生产效率,同时焊钳过热使用也会降低电焊钳的使用寿命。
一、手工电弧焊钳的现状存在问题分析1.在手工电弧焊的操作过程中,尤其是野外焊接作业时,焊钳超负荷长时间焊接下,焊钳很容易发热甚至焊钳手柄绝缘处烧毁损坏,造成焊钳松动、来回摆动,绝缘备破坏,烫手以致无法进行焊接,增加了触电的风险。
2.长时间使用电焊钳进行焊接作业,使焊钳头夹持焊条处的铜槽变软,这样来回夹持焊条,加剧夹持焊条的铜槽变宽、变深最终造成夹持焊条时焊条晃动夹不紧甚至夹不住焊条,不仅影响焊接质量同时降低了焊接效率。
焊钳小型轻量化的专利分析和基于TRIZ的创新设计_邓学欣

16
机械设计
Hale Waihona Puke 第 31 卷第 9 期转子相连,直接旋转转子促使定、动电极的开闭。 1.3 元件位置的改变
元件位置的改变是改变焊钳中原有部件的位置, 促使焊钳在某个或某些方面的尺寸缩小。如:将电机旋 转轴和丝杠同轴布置,缩小焊钳宽度方向的尺寸;将电 机旋转轴和丝杠平行布置,缩短焊钳长度方向的尺寸。 按照现有专利技术,元件位置的改变基本有以下几种:
elastomeric hydraulic reciprocating sealing design. Based on func-
tion attributes analysis and sealing technology evolution, by chang-
ing the dimensions of seal function attributes and giving the future
2014 年 9 月
邓学欣,等:焊钳小型轻量化的专利分析和基于 TRIZ 的创新设计
15
1 点焊钳小型轻量化典型技术问题 专利分析
目前,机器人点焊钳多采用电机伺服点焊钳,点焊 钳按照电极压力驱动方式可分为气动焊钳和电机伺服 点焊钳。最初,国内外汽车工业车身点焊主要应用气动 焊钳,但随着汽车工业的发展,气动焊钳逐步暴露了一 些缺点: 对柔性焊接件的冲击较大、 控制定位精度不 高、效率较低、电极磨损较大、与机器人的集成度较低、 维护成本比较高, 已经不太适应现代汽车工业的发展 要求。近来,汽车工业上机器人点焊钳多采用电机伺服 点焊钳, 其最大结构变化是以电机伺服装置代替气动 装置,结构原理如图 1 所示 。 [1-2] 伺服电机通过减速系 统带动滚珠丝杠副, 通过直线导向副的导向和滚珠丝 杠副的运动来推动压力轴, 从而实现焊钳的张开和闭 合。 图 1 中,减速系统为带轮和皮带,滚珠丝杠副为滚 珠丝杠和丝杠螺母,直线导向副为导向杆和导向套。
基于TRIZ和QFD的弯曲机概念设计中的QFD分析

( a 变形 应 力
( b ) 弯 曲 应 力
图 1 工件弯 曲应 力分析
金属 因塑性变形而使 内部组织 的晶粒沿变形最大 的方 向伸 长 。 晶 粒 间产生碎晶 . 位错密度增加 . 产生纤维组织 , 使金属材料 由原来 的各 向同性变成 了各向异性 . 使得 金属的机 械性 能 、 物理性 能和化学性 能 也发生 了显著的变化 随着变形程度的增加 , 金属原来 的变形抗力指 标, 如弹性极 限、 比例极限 、 屈服 极限和强度极 限等都有所 提高 , 硬度 也增强了 而其塑性指标 . 如相对延伸性 、 相对收缩率 、 冲击韧性等有 所降低 . 增大 了电阻 . 降低 了抗腐蚀 性 、 传热性 . 改变 了铁 磁金属 的磁 性 通常将这种随变形程度增大 . 强度和硬度上升而塑性下降 的现 象 称为冷变形硬化或加工硬化 弯曲变形 主要发生在弯曲带中心角 范围内 .弯 曲带 以外直边 部分离弯曲部分越远 . 变形越小 , 底板部分的弯曲与此类 同。弯 曲时 , 2 分 析 过 程 靠近凹模的外 侧纤维切 向受拉伸长 . 靠近凸模的内侧纤维切 向受压缩 短. 中间既不 伸长也 不压缩 的纤维层 为应 变中性层 当弯曲半径与板 针对 弯 曲机概念设计 . 开展质量特 性调查 的方式 有多种 , 比如调 厚之 比 r / t ≤4时. 变形 区会变薄 查 问卷 、 客户走 访、 问题 反馈 积累等。将搜集来 的数据进行 整理分析 , 由于采用 的钢带为宽钢带 ( b / t > 3 ) , 弯 曲变 形时 只在长度 和厚度 转换 成质量屋中的客户需求 . 就可 以进行相关 的数 据分析 了。 方 向上产 生应 变 . 即上图中的 s 和s , , 相应 的在 长度 和厚度应变区产 2 . 1 金 属成型理论 生应力 , 即 . 和 宽度方 向的应变 内外相互 限制 , 近似 为 0 , 外侧材 无论 何种弯 曲方式 . 变形 时均遵循 “ 弱 区先变 形 . 变形 区为弱区 ” 料 在横向的收缩受 阻 . 产 生拉应力 . 内侧横 向拉伸 受阻 . 产 生压应力 , 的原则。 ( a ) 中的 O " 3 。 板料 在弯曲过程 中. 弯曲半径逐渐 减小 . 弯 曲变形过程 中板料与 即图 1 凹辊之 间产生相对 滑移 。 最后 三者完全压 紧 . 进行校正弯 曲成 型。 塑性 变形的内因是 : 晶粒 内部产生 滑移 。 晶粒 间也产生滑移 和晶 粒发生转动 . 晶体在切 向力作用下 . 晶体 的一 部分与另一 部分沿着一 定的晶面产生相对滑移 . 从而引起单晶体的塑性变形。单 晶体 的塑性 变形主要是通过 滑移和孪生两种 方式进行 其中滑移变 形是主要方 式, 而孪生变形是次要的 , 一般仅起调节作用。 多 晶体 的塑性变形可 以 看成是组成多晶体的单个晶粒产生变形的综合效果 在 弯 曲成形 时 . 棍 轮组相 当于模 具 . 对板 带产生 了力 的作用 , 在 波形 与底板上产 生了诱发应力 . 如图 1 ( b ) 所示 此处 的诱发应力 与 滚压 预成形 处产 生的应 力 、 岛、 叠加 ,有 可能引 起 的变 形缺 陷 是: 波峰处 可能 因拉应 力过 度产 生开 裂 . 底板 可能 在压 应力 作用 下 失稳起皱 。 2 - 2 棍弯受力分析
基于QFD与TRIZ集成的复卷机创新设计

确 定 技 术 特 性 重 要 度 时予 以 考 虑 ,并 未 提 供 一 套
有效 的方 法来 解决 设计 中的冲 突 问题 。
技术需求
对 其 生 产 设 备 要 求 也 越 来越 高 。 复卷 机 是粘 胶 带 生 产 过 程 中将 半 成 品胶 卷 复卷 为 同一 规 格 成 品胶 卷 时 必 不 可 少 的加 工 设 备 ,其 生 产 性 能 将 直 接 影 响 粘 胶 带 成 品 质 量 。 目前 广 泛 使 用 的TZ 一 8 0 2 、 1 3 0 0 等 型 号 复 卷 机 能够 满 足一 般 粘 胶 带 的生 产 要
关键 词 :Q F D ;T R I Z;复 卷机 ;创新设计
中图分类号 :T H 1 2 2 文献标识码 :B 文章编号 :1 0 0 9 — 0 1 3 4 ( Z 0 1 3 ) 0 9 ( 下) 一0 1 3 7 —0 3
D o i :1 0 . 3 9 6 9 / J . i s s n . 1 0 0 9 - 0 1 3 4 . 2 0 1 3 . 0 9 ( 下) . 4 1
0 引言
我 国 粘 胶 带 工 业 自1 9 8 3 年 以来 , 经过 2 0 余 年 的 高 速 发 展 ,已 初 步形 成 了一 定 的 产 业 规 模 ,对 国 民 经济 起 到 了 不 可 或 缺 的 配 套 作 用 。 伴 随 着社 会 的高 速 发 展 ,尤其 是 我 国机 械 化 水 平 的提 高 以 及 新 材 料 的 应 用 , 各 行 业 对 高 品 质胶 带 的 需 求 不
题 , 因 此 ,将 两 者 有 机 地 结 合 ,充 分 发 挥 各 自
收 稿 日 期 :2 0 1 3 -0 6 - 2 4 基 金项 目:国家 自然 科学 基金项 目 ( 5 1 1 7 5 3 5 7 ):四 川省科技支撑计划项 目 ( 2 0 1 1 GZ 0 0 7 2 )
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
元件省略是指将焊钳中的某个部件省去, 或者将 部件从焊钳中分离出去。在现有的专利技术中,这两类 均有所体现。
部件的省去主要有连轴器的省略和丝杠螺母的省 略两种。这类专利省去了轴与轴之间的连接部件,从而 缩短了长度,或者减少了丝杠螺母本身,使得焊钳在长 度、宽度方向的尺寸减小。 部件从焊钳中分离有 3 种: 备用电源的分离、电机的分离和定电极的省略。这 3 种 技术方案均是将焊钳原有部件分离出去从而实现减小 焊钳尺寸、减轻焊钳质量的目的。具体参见如下专利申 请 :JP2000126867A [5]将 电 机 旋 转 轴 设 计 为 前 端 是 滚 珠 丝杠, 后端是编码器轴, 从而省略了联轴器; JP2000343231A [6]将 压 力 轴 内 表 面 直 接 作 为 丝 杠 螺 母 , 从 而 省 略 了 丝 杠 螺 母 ;JP8276279A[7]将 备 用 电 源 设 置 在机器人臂上, 在备用电源和焊钳上分别设置连接端 子,从而可以使得 焊钳接上电 源 ;JP2001038670A[8] 将 电机设置在机器人臂上, 通过柔性电缆带动焊钳上的 滚 珠 丝 杠 ;JP2013094830A [9]将 定 电 极 从 焊 钳 中 分 离 出 去,单设为地电极,通过动电极实现点焊。 1.2 元件替换
采用伺服电机可以按照预先编制的程序, 由伺服 控制器发出指令, 控制伺服电动机按照既定的速度位 移进给,脉冲指令经过编码器,最后形成电极的位移与 速度控制, 脉冲的数量与频率决定了电极的位移与速 度,转矩决定了电极压力,因此焊钳的张开度可以根据 实际需要任意选定和设定, 而且电极间的压紧力也可 以无级调节。 伺服电动机的特性决定了焊枪电极定位 的高精度与高效率, 可以快速实现预压及对电极压力 的精确控制。
文中先对焊钳的小型轻量化进行专利分析, 然后 以 TRIZ 的解决技术冲突方法为手段, 分析点焊机器 人焊钳小型轻量化的创新设计思路。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Science & Technology,Tianjin 300222,China) Abstract:The conceptual design of elastomeric hydraulic re-
2014 年 9 月
邓学欣,等:焊钳小型轻量化的专利分析和基于 TRIZ 的创新设计
15
1 点焊钳小型轻量化典型技术问题 专利分析
目前,机器人点焊钳多采用电机伺服点焊钳,点焊 钳按照电极压力驱动方式可分为气动焊钳和电机伺服 点焊钳。最初,国内外汽车工业车身点焊主要应用气动 焊钳,但随着汽车工业的发展,气动焊钳逐步暴露了一 些缺点: 对柔性焊接件的冲击较大、 控制定位精度不 高、效率较低、电极磨损较大、与机器人的集成度较低、 维护成本比较高, 已经不太适应现代汽车工业的发展 要求。近来,汽车工业上机器人点焊钳多采用电机伺服 点焊钳, 其最大结构变化是以电机伺服装置代替气动 装置,结构原理如图 1 所示 。 [1-2] 伺服电机通过减速系 统带动滚珠丝杠副, 通过直线导向副的导向和滚珠丝 杠副的运动来推动压力轴, 从而实现焊钳的张开和闭 合。 图 1 中,减速系统为带轮和皮带,滚珠丝杠副为滚 珠丝杠和丝杠螺母,直线导向副为导向杆和导向套。
ciprocating sealing is the key for sealing reinforcement; it determines sealing performance and lifetime of sealing parts. Lacking of effective design method instruction, sealing reinforcement design of traditional seal mainly rely on experience and skills of designers, this made the design process inevitably have the risks of serial trials and errors. In order to make the sealing reinforcement conceptual design is an operable process, a conceptual design model of elastomeric hydraulic reciprocating sealing reinforcement was put forward based on TRIZ. High reliability, validity, zero leakage, long serve lifetime and low cost were defined as the ideal results of
第 31 卷第 9 期 2014 年 9 月
机械设计 JOURNA机L O械F MA设CHIN计E DESIGN
Vol.31 No.9 第 3S1ep卷. 第2901期4
焊钳小型轻量化的专利分析和基于 TRIZ 的创新设计 *
邓学欣 1,张瑞红 1,范肖凌 1,檀润华 2
(1.国家知识产权局专利局专利审查协作北京中心,北京 100190;2.河北工业大学 国家技术创新方法与实施工具工程技术研究中心,天津 300130)
滚珠丝杠 丝杠螺母 带轮
压力轴 伺服电机
压力轴
导向杆
皮带
导向套
带轮 带轮
滚珠丝杠 丝杠螺母
图 1 电机伺服点焊钳结构图
在伺服焊钳机械结构中, 滚珠丝杠副是最重要的
传动元件,它是由丝杠、螺母、滚珠等零件组成。滚珠丝 杠副具有驱动力矩小、精度高、可实现微进给及高速进 给、刚性高、可逆性强等特点,保证了伺服焊钳功能的 实现。
ment design scheme; speed up design process of elastomeric recip-
rocating sealing. The validity was verified by taking sealing rein-
forcement conceptual design of Y sealing ring as an example.
Key words:elastomeric reciprocating seal;efficiency rein-
forcement conceptual design;TRIZ theory
Fig 5 Tab 1 Ref 10
“Jixie Sheji”4040
* 收稿日期:2014-03-24;修订日期:2014-06-23 作者简介:邓学欣(1978—),女,河北邢台人,副研究员,博士,研究方向:机械制造及其自动化,已发表论文 5 篇。
elastomeric hydraulic reciprocating sealing design. Based on func-
tion attributes analysis and sealing technology evolution, by chang-
ing the dimensions of seal function attributes and giving the future
元件替换是指将焊钳中的某个或某些部件用另外 的机械结构来替换。在专利申请中,小型轻量化主要是 通过减速和传动机构的替换来实现。 传统伺服机器人 点焊钳中,需要使用皮带或齿轮等减速机构,并通过丝 杠、螺母进行传动。下面这些专利通过采用不同形式的 传动机构来代替传统的减速、传动机构,以实现焊钳小 型轻量化的目标:JP10026204A 用 [10] 曲柄连杆机构实现 电 机 的 转 动 到 直 线 运 动 的 转 化 ;DE102009049745A1 [11] 用电机带动旋转盘旋转, 旋转盘上的凸轮槽带动销上 下运动; CN101043969A 用 [12] 电机带动齿轮旋转,依靠 齿 轮 旋 转 带 动 连 杆 促 使 焊 钳 开 闭 ; CN1182002A[13]电 极是旋转促动,将定电极与电机的定子相连,动电极与
摘要:先对焊钳的小型轻量化从元件省略、元件替换、元件位置改变和元件改进 4 个方面进行专利分析,然后以 TRIZ 的解决技术冲突方法为手段,分析点焊机器人焊钳小型轻量化的创新设计思路。 文中将 TRIZ 的解决技术冲突方法和专利 分析相结合,挖掘出发明原理,对发明原理进行分析和解释,并将运用该发明原理的专利加以归类和说明,从而阐明现今 研究的热点和空白,并指出创新思路。
possible potential seal structure states, the reinforcement concep-
tual design solution of elastomeric hydraulic reciprocating sealing
was obtained. This model can reduce searching space for reinforce-
16
机械设计
第 31 卷第 9 期
转子相连,直接旋转转子促使定、动电极的开闭。 1.3 元件位置的改变
元件位置的改变是改变焊钳中原有部件的位置, 促使焊钳在某个或某些方面的尺寸缩小。如:将电机旋 转轴和丝杠同轴布置,缩小焊钳宽度方向的尺寸;将电 机旋转轴和丝杠平行布置,缩短焊钳长度方向的尺寸。 按照现有专利技术,元件位置的改变基本有以下几种:
(1)电 机 、 丝 杠 和 电 极 同 轴 布 置 ( 参 见 专 利 申 请 JP2000126867A[5])。 这是近年来最常用的一种促使焊 钳小型轻量化的技术手段。 这种手段促使所有传动系 统在一个方向上,从而大大缩小了焊钳的宽度。