制程能力介绍
制程能力

LSL
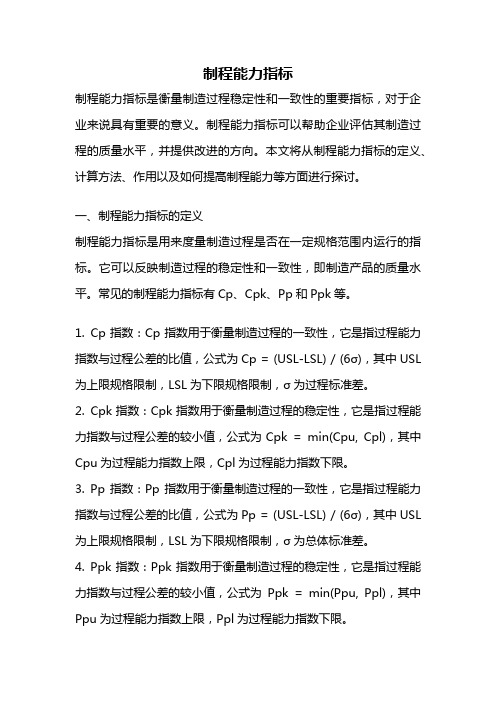
过程数据 LSL 目标 USL 样本均值 样本 N 标准差(组内) 标准差(整体) 5.98 6 6.02 6.00061 96 0.0130819 0.0128215
的 过 程 能 力
目标 USL
组内 整体
潜在(组 Cp CPL CPU Cpk Pp PPL PPU Ppk Cpm 内)能力 0.51 0.53 0.49 0.49 0.52 0.54 0.50 0.50 0.52
Cp和Cpk 短期型 连续型 长期型 Pp和Ppk DPU DPMO 短期型 共用型 长期型 ZST ZLT Cpm和Cpmk
能力指数
非连续型
Pg 8
制程能力指数Cp Cp和 2-1 制程能力指数Cp和Cpk 2-1.1 Cp
Cp的定义 Cp的定义 把制程的自然输出能力与容差进行比较作为制程能力指 数Cp。 Cp的计算公式 Cp的计算公式
Pg 5
1-2 数据收集抽样方式
序号 抽样方式 定义 随机抽样也就是简单随机抽样,按随 机原则直接从总体中抽取,构造统计 量,并对总体作出统计推断 条件 等可能性 独立性 等可能性 独立性 解决方案 保证随机抽取样本 抽签法、滚球法、计 算机模拟法以及随机 数表法。 比例分配法 ni=nNi/N 适度分配法 ni=nNiσiI/∑NiσI 经济分配法对于费用 较大的层少抽样,费 用低就多抽样
6σ
USLUSL-µ
USL
Cpk =
3σ
|M- µ| µ-3σ M µ µ+3σ
Cpk =(1-K)Cp
µ| K=2|M- µ|/T
Cpk的意义 Cpk的意义
同时反映了制程的技术能力和管理能力,量化了制程的能力满足规定要求的能力, 同时反映了制程的技术能力和管理能力,量化了制程的能力满足规定要求的能力,即制程 的实际能力。 的实际能力。 Cpk的缺陷 Cpk的缺陷 Cpk偏小时无法肯定是技术能力不足还是管理能力不足,必须与Cp值结合起来考虑。 Cp值结合起来考虑 Cpk偏小时无法肯定是技术能力不足还是管理能力不足,必须与Cp值结合起来考虑。 偏小时无法肯定是技术能力不足还是管理能力不足 Cpk的判定准则 Cpk的判定准则 与Cp相同。
制程能力分析

二、制程能力分析在什么时候实 施是正确的?
4. 制程不良率『变异』起伏太大时,只好用 人海战术来克服,不断重工,现场人仰马 翻。
5. 没有因为Cpk不好,而针对『共同因』或 『特殊因』, 采取矫正措施。
6. 只要算得(尺寸)多,就愈接近事实(群体), 就愈能符合客户的要求 ??
7. 客户有要求算Cpk,才去做?
4. 选用合格之作业员:剔除不合格人员或再施 予教育和训练。
5. 选择适当之工作方法:建立标准化SOP
6. 根据规格公差设定设备之管制界限:为获得 最经济、最稳定之生产。
7. 当制程能力超越公差时,决定最经济之作业
水准:
17
六、究竟要量测多少个样品才能 计算Cpk?
• 要多少个样本数才能显示出制程的稳定性?
制程? ※※※※ ※※ ※※※※ ※※ ※※※※※※ ※※ ※※※※ ※※ ※※ ※※※※※※※※※※※ ※※※※※※※※※※※※※
第一次抽樣的樣本第一次抽 样的样 本::※※※※※※※※
第二次抽樣的樣本第二次抽 样的样本::※※※※※※※※
• 假设同一量测员,采用随机抽样的手法,
抽样区域可能落在群体上,不同的位置, 自然会产生不同的结果,只要结果是在规 格内我们都会允收。当然以少数样本的成 绩代表群体的真实面貌,会有风险;如好 19
制程能力分析
(Analysis for Process Capability)
1
疑问?
一、制程能力是什么? 二、制程能力分析在什么时候实施是正确
的? 三、执行制程能力分析前有那些步骤? 四、制程能力分析的数据要如何评价? 五、制程能力分析的数据要如何应用? 六、究竟要量测多少个样品才能计算Cpk?
(允收批内)不良率, 则必须立即处理,
制程能力分析概述

制程能力分析概述导言制程能力分析是一种用于评估和监控生产过程的质量控制方法。
它可以帮助企业了解其生产过程的稳定性和可靠性,并提供改进过程的指导。
本文将对制程能力分析进行概述,介绍其基本原理、方法和应用,并探讨其在质量管理中的重要性。
什么是制程能力分析?制程能力分析是一种统计技术,用于评估和监控生产过程的稳定性和变异性。
它通过收集样本数据并进行统计分析,帮助企业监测过程的性能,并确定其是否满足预定的质量要求。
制程能力分析通常涉及计算过程的能力指标,如过程能力指数(Cp)、过程能力指数修正版(Cpk)等。
制程能力分析的基本原理制程能力分析的基本原理是基于正态分布假设和过程稳定性假设。
它假设生产过程符合正态分布,且过程的变异性是常数的。
基于这些假设,制程能力分析使用统计工具来评估过程的能力,以及过程的中心性和变异性。
制程能力分析的基本步骤制程能力分析的基本步骤通常包括以下几个方面:1.数据收集:收集生产过程的样本数据。
样本数据应该代表整个生产过程,并且在收集过程中应注意数据的准确性和可靠性。
2.过程稳定性分析:通过绘制控制图、计算过程的平均数和标准差等统计方法来评估过程的稳定性。
过程应该在统计控制下,并且无特殊因素的影响。
3.过程能力指数计算:通过计算过程的能力指数(如Cp和Cpk)来评估过程的能力。
能力指数可以告诉我们过程的“容量”,即过程是否能够在规定的公差范围内生产出合格产品。
4.制程改进:根据制程能力分析的结果,进行必要的改进措施。
这可能包括调整生产参数、改进工艺流程、优化设备等,以提高生产过程的能力。
5.监控和持续改进:制程能力分析不仅是一次性的评估,而且应该是一个持续的过程。
企业应该建立起监控和评估制程能力的系统,并持续改进过程。
制程能力分析的应用制程能力分析在质量管理中有广泛的应用。
它可以帮助企业提前发现生产过程中的问题,并及时采取措施进行纠正。
以下是一些制程能力分析的应用场景:1.检验新产品:在生产新产品之前,进行制程能力分析可以评估生产过程的稳定性和变异性,判断是否满足产品质量要求。
制程能力指标
制程能力指标制程能力指标是衡量制造过程稳定性和一致性的重要指标,对于企业来说具有重要的意义。
制程能力指标可以帮助企业评估其制造过程的质量水平,并提供改进的方向。
本文将从制程能力指标的定义、计算方法、作用以及如何提高制程能力等方面进行探讨。
一、制程能力指标的定义制程能力指标是用来度量制造过程是否在一定规格范围内运行的指标。
它可以反映制造过程的稳定性和一致性,即制造产品的质量水平。
常见的制程能力指标有Cp、Cpk、Pp和Ppk等。
1. Cp指数:Cp指数用于衡量制造过程的一致性,它是指过程能力指数与过程公差的比值,公式为Cp = (USL-LSL) / (6σ),其中USL 为上限规格限制,LSL为下限规格限制,σ为过程标准差。
2. Cpk指数:Cpk指数用于衡量制造过程的稳定性,它是指过程能力指数与过程公差的较小值,公式为Cpk = min(Cpu, Cpl),其中Cpu为过程能力指数上限,Cpl为过程能力指数下限。
3. Pp指数:Pp指数用于衡量制造过程的一致性,它是指过程能力指数与过程公差的比值,公式为Pp = (USL-LSL) / (6σ),其中USL 为上限规格限制,LSL为下限规格限制,σ为总体标准差。
4. Ppk指数:Ppk指数用于衡量制造过程的稳定性,它是指过程能力指数与过程公差的较小值,公式为Ppk = min(Ppu, Ppl),其中Ppu为过程能力指数上限,Ppl为过程能力指数下限。
三、制程能力指标的作用制程能力指标对企业的生产质量和效率具有重要的影响:1. 评估制造过程的稳定性和一致性。
通过制程能力指标的计算,企业可以了解制造过程是否稳定,以及产品是否能够在规定的公差范围内生产。
2. 提供改进的方向。
制程能力指标可以帮助企业确定制造过程中存在的问题和缺陷,并提供改进的方向,以提高产品质量和生产效率。
3. 与客户需求对接。
制程能力指标可以帮助企业了解客户的需求和期望,以便根据客户的要求来调整制造过程,提供符合客户需求的产品。
制程能力资料

制程能力制程能力是指生产过程中所采用的制造方法、设备和控制系统的稳定性和可靠性。
它是评估生产过程质量水平以及产品是否符合要求的重要指标。
一个企业的制程能力决定了其产品质量的稳定性和可靠性,对于提高生产效率、降低生产成本具有重要意义。
制程能力的重要性1.质量控制:制程能力是实现质量控制的基础。
只有生产过程稳定、可靠,产品质量才能得到保障。
2.产品合格率:制程能力高的企业生产出的产品合格率高,可以降低返工率和废品率,提高生产效率。
3.产品一致性:制程能力强的企业生产的产品具有更好的一致性,客户对产品的评价更为稳定。
4.成本控制:稳定的制程能力可以减少不合格品的产生,降低生产成本。
制程能力的评估指标1.过程稳定性:通过控制图、频率分布图等方法评估过程的稳定性,判断生产过程是否受到特殊原因的影响。
2.过程能力指数:包括Cp、Cpk等指标,用于评估生产过程的能力是否满足产品规格要求。
3.变异性分析:通过方差分析、方差齐性检验等方法研究生产过程中的变异性,找出影响产品质量的主要因素。
4.过程改进:根据制程能力评估结果,对生产过程进行改进,进一步提高产品质量水平。
提高制程能力的方法1.制程优化:优化生产工艺流程、设备配置和工艺参数,提高生产效率和产品质量。
2.质量管理:实施全面的质量管理体系,建立有效的质量控制措施,保证生产过程稳定性。
3.员工培训:加强员工技能培训和意识培养,提高员工对生产过程质量管理的重视程度。
4.数据分析:建立科学的数据收集和分析体系,通过数据分析找出生产过程中存在的问题和改进方向。
在竞争激烈的市场环境下,提高制程能力已成为企业提升核心竞争力的重要途径。
企业应认识到制程能力对产品质量和企业形象的重要影响,注重制程能力的提升,不断改进生产过程,提高产品质量,赢得客户信赖,实现可持续发展。
制程能力
分析
基本介绍
分析的目的 和意义
制程能力分析是对制程变异性相对于产品规格范围之间关系的分析,为制程工艺标准的改善提供依据,以促 进制程变异的稳定性,使所有的制程变异都能在标准变异范围(也就是规格范围)之内,提高产品的一次通过率。 制程能力分析的方法主要通过统计技术对整个制程的前后关系因素予以量化,分析这些量化的变因与产出的关系, 找出影响产出的重大变因,据此来针对变因加以改善或消除。
调节的方法
一般而言,制程能力指标越高越好,但制程能力指标提高也意味着成本的提高,所以在满足客户需求的一定 生产规格的要求下,应考虑技术及成本的关系,来决定最合理制程能力指标。当然,在实际生产过程中的制程工 序可能是不稳定的,过程能力可能不是正态分布的,也有可能数据的中心值与均值不是很吻合,这都会导致测算 出的Cp值偏离实际真实水平。制程能力指标更多的是给相关改善决策提供参考依据。
能力指数Cp=规格公差幅度/制程能力
图1五个不同偏移程度的制程对比
为了避免目标值不在规格允许范围之内造成误导,比较客观地反映出制程平均值与规格值偏差的程度而提出 Cpk,这个指标比起之前的Cp更能明确表示出制程的优劣。
Cpm不仅考虑制程变异部分,也考虑平均数和目标值的差距,故Cpm在分析制程偏离目标值部分优于Cp指标。
谢谢观看
定义
制程能力是指设备生产工艺标准在正常执行情况下的一定工序时间内,控制制程产品质量满足标准要求(规格 范围等)程度的稳定性和一致性状态的实际加工能力。制程能力是指制程产品的固有变异,而不是设计规定标准所 允许的变异 。
的评价指标
Cp(能力指数) Cpk
Cpm Cpmk
为清楚地描述一台机器或一道工序的制程能力水平,比较常用的衡量指标是Cp,但Cp值仅测量产品制程规格 上限USL与规格下限LSL之间的允许范围和实际变动的值的比值关系,没有考虑制程偏离目标值T的状况。如图1中 的情形,虽然图1中制程1到制程5的Cp均相等,但是只有制程1是正常的,其余均偏离目标值,仅看Cp值就无法反 映出来。
制程能力

制程目录读音释义编辑本段读音zhì chéng编辑本段释义专指:事物运作程序的处理过程。
常指计算机芯片框架的运算速度量。
(process),指的是接受输入将它处理而转变成为输出的活动。
过程,是对整个生产流程的管理是制程人员最重要的能力。
中国人原先都叫工艺,业务流程重组(business process reengineering),ISO9000中的过程, 和生产中所讲的工艺和制程, 在英文中都叫process。
制程能力所谓的制程能力是指工序在一定时间里,处于控制状态(稳定状态)的实际工作能力。
制程能力指数是指制程能力满足产品质量标准要求(规格范围等)的程度,或是工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现。
对于任何生产过程,产品质量总是分散地存在着。
若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。
在管理状态的制程上,该制程具有达成品质的能力,称为制程能力。
正确地维持作业的条件或标准且在计数上、经济上良好且安定的制程上,量测产品的品质特性,通常以或有时仅以6 来表示。
制程能力指标(process capability indices ( 与)):制程能力指标是一些简洁之数值,用来表示制程符合产品规格之能力。
指标之值可视为制程之潜在能力,亦即当制程平均值可调到规格中心或目标值时,制程符合规格之能力。
指标之值与指标类似,但将制程平均值纳入考虑。
制程能力分析(process capability analysis):在产品生产周期内统计技术可用来协助制造前之开发活动、制程变异性之数量化、制程变异性相对於产品规格之分析及协助降低制程内变异性。
何谓制程能力

何谓制程能力制程能力是指「各种能力均标准化,制程在管制状态下所呈现之质与量的能力」。
故制程能力可以产量、效率表示,也可以成品、半成品、零件等之品质特性来表示,也可以不良率或缺点数来表示。
制程能力可为一部机器或一设备在一定条件下操作的能力,前者一般称为「机器能力」,可为一项预定的产品之全部制程,包括人、材料机器及方法在长时间内所程现的能力。
前者一般称为「机器能力」,而后者则称为「综合制造能力」,后者经常包括了工具损耗之正长影响,材料的微些变化及其它的微小变化。
在此我们所讨论之制程能力即以后者为主。
制程能力与规格当考量制程绩效之前,必须先讨论两个重要的问题:1.制程是否有维持良好”统计管制状态”的能力。
2.是否具有产出符合工程规格零件的制程能力。
只有当制程处于”统计管制状态”下,估计制程能力才合理,因为当制程处于”统计管制状态”下,制程没有可归咎的非自然因素存在,此时才可以显示制程真正的变异。
此部份已于管制图介绍中详细介绍过。
制程是否具有产出符合工程规格零件的能力,在于制程变异范围是否介于工程规格之内,一边而言可能有下列三种情况:1.制程变异小于规格间差异。
2.制程变异等于规格间差异。
3.制程变异大于规格间差异。
第一种情况:6<USL-LSL当制程变异(6)小于规格间之差(USL-LSL)时,这是最理想情况,如图个别值分布A和规格的关系最佳,因为规格比制程变异大很多,即使制程平均值有很大的移动,也不易超出规格界线;分布B的变异比分布A大,但所有个别值仍在规格之内分布C所显示的变异更大,但仍在规格之内。
此种情形具有经济上的利益,因为即使超出管制界线,如分布B和C,也布置产生不良品,所以不必时常调整机器或寻找非自然因素。
第二种情况:6=USL-LSL如图,制程变异或制程能力等于规格间的差。
如果制程的次数分布与A相同则有99.74%的产品符合规格;但是当制程平均移动时(如分布B)或变异增大时(如分布C),则不良率可能远大于0.06%。
制程能力知识点

制程能力知識點一﹑制程准確度 CA(Capability of Accuracy)1.與規格中心值μ之間的差異愈小愈好。
Ca 的一致性﹐簡單地說是實際中心值和規格中心值的差距。
公式為﹕100%= 100%T=USL -LSLUSL:規格上限 LSL:規格下限2.用以上公式必須有上下公差(即有雙邊規格)Ca 值等級判定﹕A: 0<- Ca <6.25%改善措施 繼續保持(制程穩定)B: 6.25%< Ca <12.5%改進至A 級(操作疏忽﹐機具不當)C:12.5%< Ca ≦25% 立即改進(未標准作業規格檢討)D:25%< Ca ≦50% 必要時停止生產(檢討規格與制程)E:50%< Ca 必要時停止生產(全面檢計)二﹑制程精密度﹕1.Cp 值是在衡量制程變異度與規格界限范圍(規格公差)的情形﹐其代表了規格界限程和實際標准差之比。
若Cp 值大﹐表示標准差小﹐換句話說就是制程變異小﹐精確度高。
公式為﹕Cp = (雙邊規格)Cp Cp 之估計Cp = (單邊規格)Cp = (雙邊規格)規格公差一半 7/2 6σ USL -LSL 6σ 6σ 3σ 3σσ=:R:樣本組的平均全距值 d =視樣本大小(n)而定的常數(可查表)2.Cp 值可應用在雙邊規格和單邊規格﹐當制程已達到經濟學之管制狀態時。
計算制程密度Cp 才有意義。
Cp值等級判定﹕A:1.67≦Cp改進措施 繼續保持B:1.33≦Cp<1.67 改進A 級 (制程穩定 ﹐誤差編小﹐改至A 級)C:1≦Cp<1.33 立即改進 (尚可加以改善﹐不要惡化)D:0.67≦Cp<1 必要時改進 (制程能力不足﹐規格與作業標准)E:0≦Cp<1.67 必要時停產 (全面檢討)二﹑制程能力指數CPK(Capability of process)1﹑制程 能力指數CPK 是同時兼顧衡量制程中的集中程度和變異大小﹑也就是將Ca 與Cp 值兩項合并評估。
制程能力分析
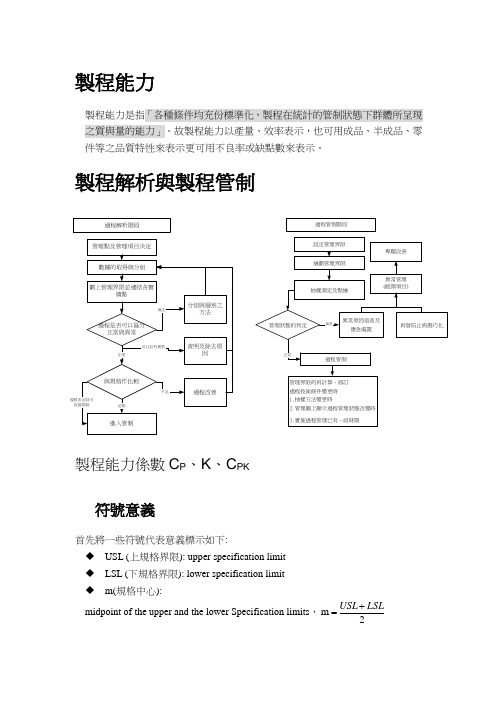
製程能力製程能力是指「各種條件均充份標準化,製程在統計的管制狀態下群體所呈現之質與量的能力」。
故製程能力以產量、效率表示,也可用成品、半成品、零件等之品質特性來表示更可用不良率或缺點數來表示。
製程解析與製程管制製程能力係數C P 、K 、C PK符號意義首先將一些符號代表意義標示如下:◆ USL (上規格界限): upper specification limit ◆ LSL (下規格界限): lower specification limit ◆ m(規格中心):midpoint of the upper and the lower Specification limits ,2m LSLUSL +=T (目標值): Target指定雙邊規格時 (1)準確度k()LSLUSL μ-m 2k C -==a ,-1≦k ≦1, (2)精密度C p 指標σ6LSLUSL C p -=(3)C pk 指標C pk 指標主要是用以衡量製程之實際成效(process performance),而C pk 製程能力指標定義如下:⎭⎬⎫⎩⎨⎧--=σμσμ3,3USL LSL Min C pk ,或C pk =(1-k )C p指定單邊規格時T (目標值): Target ,如果沒有目標值時,則T=μ(1)準確度kTUSL Tk --=μ,或LSLT T k --=μ,(k 有時以Ca 符號代替,代表製程準確度)(2)精密度C p 指標C p 指標定義為:σ3T USL C p -=,或σ3LSLT C p -=(3) C pk 指標C pk = C p (1-k ) ,或σμ3-=USL C pk ,σμ3LSLC pk -= 如果如果),(LSL T T ->-μ則C pk =0; 如果),(T USL T ->-μ則C pk =0Cp 判定表參考例如果是以X -R Chart 之資料來進行製程能力分析,則製程之標準差σ可由2d R 來估計。
制程能力分析

製程能力分析
7.1 何調製程能力
製程能力指「各種條件均充份標準化,製程在統計的管制狀態下呈現質與量的能功」。
換言之,
製程每天可以產多少東西,所生產出來之產品的品
質特性之分配情形。
目前實務上在品質管制常注重製程的分散寬度,故有定義6個標準差用,X±3σ表示。
7.2 製程能力分析程序
製程能力是「利用管制圖,次數分配圖及其他統計方法,以決定製程能力的一種系統性工作」。
①確定代表製程能力之品質特性
②抽取樣本,測定其特性值,一般100~250個數據
③點繪出分配形態
④解釋此種形態,發現異常時,經濟效益考量是否值
得採取改善措施。
⑤對異常現象採取措施
7.3 製程能力分析方法
①管制圖,一在X-R
②直方圖,一看出分配形態,但不易看出品質之時間變
化
③其他方法一點值圖,查檢表等。
4 計算公式與評價方法
U:規格中心值σ:製程估計標準差 S L:規格界限X:製程平均值
T:規格公差=Su (規格上限)-S L (規格下限)。
制程能力分析(CPK定义)

加强质量检测与控制
总结词
质量检测与控制是保障CPK值的重要环节, 通过加强检测和控制,可以及时发现和解决 制程中的问题,避免不良品的产生。
详细描述
加强质量检测与控制包括制定严格的质量检 测计划、采用高效的检测设备和工具、建立 完善的质量信息管理系统等措施。同时,推 行全员质量管理,强化员工的质量意识和技 能培训也是必不可少的。通过持续改进和优 化质量检测与控制体系,可以不断提升CPK 值,提高制程能力和产品质量。
生产过程改进
01
02
03
优化制程参数
通过CPK分析,可以发现 制程参数的不合理之处, 进而优化参数设置,提高 制程效率和产品质量。
改进设备配置
根据CPK分析结果,可以 针对性地改进设备配置, 提高设备利用率和生产效 率。
提升员工技能
通过CPK分析,可以评估 员工的技能水平,进而开 展针对性的培训和技能提 升计划。
详细描述
CPK是制程能力的一种度量,它反映 了制程在满足产品质量要求方面的能 力。CPK值越大,表示制程能力越强, 越能满足产品质量要求。
CPK计算方法
总结词
CPK计算方法包括计算制程的规格界限、计算制程的平均值和标准差、计算制程能力指数等步骤。
详细描述
首先,需要确定产品的规格界限,即产品合格的最大和最小范围。然后,通过收集制程数据,计算制 程的平均值和标准差。最后,利用这些数据计算CPK值,评估制程能力是否满足规格界限的要求。
CPK值的意义
总结词
CPK值的意义在于评估制程能力是否满足产品质量要求,以及发现制程中存在的问题和 改进方向。
详细描述
通过CPK值的大小,可以判断制程能力是否足够满足产品质量要求。如果CPK值较低, 说明制程能力不足,需要采取措施改进制程;如果CPK值较高,说明制程能力较好,但 仍需持续监控和优化制程。同时,CPK值的分析还能帮助发现制程中的瓶颈和问题,为
制程能力分析
二、制程精密度Cp
● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ●
●
●
●
●
● ●
A Cp值低
B Cp值高
C
Cp值高 Ca值低
圖一
圖二
圖三
二、制程精密度Cp
制程精密度Cp( Capability of Precision) Cp=規格公差/6δ =T/6δ 1.從上圖可知Cp值越大越好; 2.從上公式可知,若T> 6δ 時,若大得越多Cp 值也越大,也就是說在這種生產條件(人、 機、 料、 法、 環)本制程非常適合於生產此種精 密度之產品,反之,若T< 6δ時,則Cp值也越 小,說明此種狀態下,不能適應此種精密度之 產.
七、工作實例
三、制程準確度Ca
Ca值 等 評估/處置 級
|Ca |≦ 12.5% 12.5%<|Ca|≦ 25%
25% <|Ca|≦ 50%
A B
C
作業員遵守作業標準操作, 並達到規格之要求; 盡可能將其改進為A級;
作業員可能看錯規格或不按 作業標準操作;有必要時可 檢討規格及作業標準; 應采取緊急措施,全面檢討 所有可能影響之因素,必要 時應停止生產.
1.00≦ Cp< 1.33 B
0.83 ≦ Cp< 1.00 Cp< 0.83
C D
三、制程準確度Ca
● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ●
●
●
●
● ●
A Cp值低
B Cp值高
C
Cp值高 Ca值高
圖一
圖二
圖三
三、制程準確度Ca
制程準確度Ca(Capability of Accuracy) Ca=(實際中心值-規格中心值)/規格容許差× 100% =(X-μ )/(T/2) × 100% 1.從上圖可知Ca值越小越好; 2.從上公式可知當X與μ 之差越小時,Ca值越小, 也就是品質平均值越接近規格中心值,Ca值是 負時表示實績值偏低.Ca值是正時表示實績值 是偏高.
制程能力(CPK PPK)

Cpk min( 1.07 3.6 - 3.538 3 0 . 0192 ,
X 3.538
3 . 538 3 . 4 3 0 . 0192
) min(1.07,2
.39)
19
制程性能指数:
PPK:性能指数(长期) PPK系依据长期数据的收集,而计算所得能 力指数。数据来源于长期(一般认为三个月 或以上) 注:在有的文献中,初始能力指数亦用PPK 表示。
3
制程能力的概念 :
准确度 Ca :
实际中心点与规格中心点 的差异称为准确度 制程上,实际中心与规格 中心的差异愈小,准确度 愈高,制程愈理想
A制程 : 准确度越高, 制程越理想
准确度
B制程 :
准确度越低, 制程越不理想
4
制程能力的概念 :
精确度Cp :
品质特性的散布 范围大小或集中 度称为精确度 在制程上,散布 范围(或称变异) 愈小,精确度愈 好,制程愈理想。
规格下限
规格上限
24
制程能力与不良率 :
CPK与不良率的对照表(不偏移):
CPK 0.33 0.67 1.00 1.33 1.67 2.00 百分比 68.27% 95.45% 99.73% 99.9937% 99.999943% 99.9999998% 不良率(PPM) 317300 45500 2700 63 0.57 0.002
2 2
7 1 80 . 71 40 3 3 . 039 4 . 47
3 . 039
16
制程能力综合指数 :
Cpk的介绍 :
制程能力分析

■製程能力分析製程能力就是一個製程在固定之生產因素,及在穩定的管制下之品質作業能力。
即原材料、機器設備、作業方法、作業者之技能、檢驗設備、檢驗方法等生產因素均加以標準化並徹底實施,且製程之測定值均在穩定之管制狀態下,此時之作業品質即可謂該製程之製程能力。
■製程能力指標1.a C (Capability of Accuracy,製程準確度)指標是希望工程製造出來的各種產品的實際值,能以規格中心為中心。
%2T X C a μ-=-=規格容許差規格中心值實測中心值 T = USL - LSL = 規格上限-規格下限a C 製程能力等級評定如下:A | Ca | ≦12.5%B 12.5% < | Ca | ≦ 25%C 25% < | Ca | ≦50%D 50% < | Ca |A 級:作業員有遵守作業規範操作並達到規格要求B 級:有必要改進到A 級C 級:未按作業規範操作,或規格及標準需做修正D 級:嚴重偏離規格中心,應全面檢討所有可能影響之因素並改善之2.P C (Capability of Precison,製程精密度)指標是最常被拿來測量製程是否合乎規格的指標。
σ-=6LSL USL C P USL,LSL 分別是上下規格界限,σ是標準差,σˆ=3D R 下表是P C 的三個例子: ==<=p C製程能力等級評定如下:A 2.0 ≦ CpB 1.33 ≦ Cp < 2.0C 1.0 ≦ Cp <1.33D 0.67 ≦ Cp <1.0E Cp <0.67A 級:此一製程相當穩定B 級:製程能力足夠C 級:製程能力尚可,應再努力D 級:製程能力不佳,須加改善E 級:應採取緊急措施,全面檢討所有可能影響之因素3.pk C (process performance, 製程績效)指標是當製程平均不處於上下規格界限的中央時之衡量製程之指標。
pk C =Min{σμ3-USL ,σμ3LSL -} =Min{CPU, CPL}下圖是一個pk C <1的情形,但是製程變異度(6σ)卻比規格界限還小,表示製程很有機會符合規格,只是製程平均μ太靠近右規格界限,使μ到LSL 的距離大於3σ而有部份的產品會落於規格界限之外,此種情形的解決方法是將μ儘量拉近m(規格界限的中央值),可使所有的產品都在規格界限之內。
制程能力分析

A C
1-35
P D
Example 13
1. 鋼板厚度的規格為 ±0.3cm。依隨機抽查 鋼板厚度的規格為3±0.3cm。 10件 得如下資料,請計算C 10件,得如下資料,請計算 pk, Ca與Cp估 計值。 計值。
A C
1-36
P D
Example 14
1. 已知u=3.2,σ=0.02。若USL=3.3, =3.2, 。 LSL=3.0的情況下,請計算 pk值。 的情況下, 的情況下 請計算C
1. Ca值只考慮製程平均是否偏離規格中 而未考慮製程的變異,因此, 心,而未考慮製程的變異,因此,不 論製程的變異大小為何, 論製程的變異大小為何,在相同的製 程平均之下, 值是一樣的。 程平均之下,其Ca值是一樣的。職是 之故, 之故,單純的 用Ca值來衡量製程能 力是有偏頗的。 力是有偏頗的。
1. 或
USL − LSL ɵ Cp = ɵ 6σ
(雙邊規格)
2. 其中, Cp 為 C p 估計值 其中, ˆ 3. Cp值越大,表示製程能力越好。 值越大,表示製程能力越好。 值越大
A C
1-22
P D
Cp值的意義
1. Cp值必為正值 值必為正值(>0)。 。 2. Cp值愈大,表示產品品質變異愈小, 值愈大,表示產品品質變異愈小, 製程精密度愈高。製程能力佳。 製程精密度愈高。製程能力佳。 3. Cp值愈小,表示產品品質變異愈大, 值愈小,表示產品品質變異愈大, 製程精密度愈低。製程能力差。 製程精密度愈低。製程能力差。 4. Cp值反應製程潛在的 值反應製程潛在的 潛在的(potential)製程 製程 能力。 能力。
A C
1-17
P D
Example 4
如何当好班组长-制程能力培训
技术要求 制程能力
=
T B
TL
T
TU
M:公差分布中心 μ:样本分布中心
T :公差范围 TU :上偏差 TL :下偏差 Mμ
制程能力培训
1)制程能力的定量表征
(1) 制程能力 (2) 潜在制程能力指数: Cp (3) 实际制程能力指数: Cpk
(4) 单侧规范值情况的制程能力指数CPL和CPU
(5) Cp和Cpk的常规计算方法
制程能力培训
2) 制程能力的定量表征
(1) 制程能力 通常产品质量特性参数服从正态分布 N(μ,σ)
正态分布标准偏差σ的大小反映了参数的分散程度。绝大 部分数值集中在μ±3σ范围内,其比例为99.73% 通常将6σ称为制程能力。6σ范围越小,表示该制程加工 的产品质量特性参数越集中,则生产出成品率高、可靠性好的 产品的能力越强,即固有能力越强。
TL
与
T
TU
x
ε
M
x
M
不 重 合
CPK
=
T- 2ε 6σ
ε= M -
x
CPK
ε= M -
=
x = 0.05
T- 2ε 6σ
=0.67
制程能力培训
2、制程能力指数-单侧公差
图例 计算公式 例题 某部件清洁度的要求不大于95mg,
TU
给 定 公 差 上 限
x
CPU = TU- 3σ
抽样结果得:
x
x =48mg
CPK,是进入大批量生产后,为保证批 量生产下的产品的品质状况不至于下降, 且为保证与小批生产具有同样的控制能力, 所进行的生产能力的评价,一般要求 ≥1.33;
制程能力培训
练习题
制程能力(CPK PPK)

Process capability
制作: 2005.12.29
1
制程能力的概念 :
制程能力的意义 :
制程能力是指制程在管制状态下,制程符合规格 的能力,即在受控状态下实现过程目标的能力。
一般以下列的制程特性来衡量制程能力 :
• 准确度 (Capability of Accuracy )简称Ca • 精确度 (Capability of Precision )简称Cp
设产品规格为3.5mm0.1mm, 今在产线抽测5个 材料, 量测值如下 : 3.52, 3.53, 3.57, 3.54, 3.53, 则 Cp值计算如下 :
• T=3.6-3.4=0.2, =0.0192, Cp 0.2 1.73
0.0192 6
若本例中的5个抽测值为3.51, 3.53, 3.53, 3.52, 3.52, 则CP值是多少?
n 1
21
制程能力与不良率 :
准确度偏移后,不良率升高(CA偏大)
M
X
22
制程能力与不良率 :
精确度愈差,不良率愈高
CP小,不 良率高
CP大,不 良率高
23
制程能力与不良率 :
从别一观点, CPK所代表是规 格公差与自然差 的比值
由图可知,CPK 愈大,不良率愈 小
Cpk=1
20
制程性能指数
制程性能指数的计算,其 估计的标准差为总的标准 差,包含了组内变异以及 组间变异。
总变异=组内变异+组间 变异。
Pp
Su Sl
6ˆ
Ppk min( Ppu , Ppl )
Ppu
Su x
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
製程能力介紹
1.標準0.5/0.35μm密集線線寬、1μm聚焦景深、10%曝光能量誤差容忍。
相關結果及製程資料如下
光阻:TMHR ip3650 (TOK)
製程條件:軟烤90℃60sec 、厚度8300 A 、曝光i5+ (Canon)、
曝後烤90℃60sec、顯影AD-10 60sec、硬烤120℃90sec。
塗佈與烘烤
使用Clean Track Mark VIII (TEL)
2.以下為能量2050 j/m2時0.5μm密集線線寬SEM圖,焦距由-1.0μm到+0.9μm,圖中可看到0.5μm密集線相當垂直,在焦距-0.8μm至+0.6μm 之間的線寬符合±10%的線寬誤差,DOF高達1.4μm。
E:2050 j/m2, CD:0.5μm
E= 2050 j/m2 , F= -1.0 um E= 2050 j/m2 , F= -0.9 um
E= 2050 j/m2 , F= -0.8 um E= 2050 j/m2, F= -0.7 um
E=2050 j/m2, F= -0.6 um E= 2050 j/m2, F= -0.5 um
E= 2050 j/m2, F= -0.4 um E=2050 j/m2, F= -0.3 um E=2050 j/m2, F= -0.2 um E= 2050 j/m2 , F= -0.1 um E= 2050 j/m2 , F= 0 um E= 2050 j/m2 , F= +0.1um E= 2050 j/m2, F= +0.2 um E= 2050 j/m2, F= +0.3 um
E= 2050 j/m 2, F= +0.6 um E= 2050 j/m 2, F= +0.7 um
E= 2050 j/m 2, F= +0.9 um
E= 2050 j/m 2, F= +0.4 um
E= 2050 j/m 2, F= +0.8 um E= 2050 j/m 2, F= +0.5 um
3.以下為能量2050 j/m2時0.35μm密集線線寬SEM圖,焦距由-0.5μm到+0.9μm,圖中可看到0.35μm密集線相當垂直,在焦距-0.3μm至+0.9μm 之間的線寬符合±10%的線寬誤差,DOF高達1.2μm。
側壁發現有明顯駐波效應產生的波紋,圖形沒有製程上使用的困擾,可進一步研究抗反射製程改善駐波效應。
2050 j/m2, F= -0.5 um2050 j/m2, F= -0.3 um
2050 j/m2, F= -0.2 um2050 j/m2, F= -0.1 um
2050 j/m2, F= 0 um2050 j/m2, F= +0.1 um
2050 j/m2, F= +0.2 um2050 j/m2, F= +0.3 um
2050 j/m2, F= +0.4 um2050 j/m2, F= +0.5 um 2050 j/m2, F= +0.6 um E=2050 j/m2, F= +0.7 um E= 2050 j/m2, F= +0.8 um E= 2050 j/m2, F= +0.9 um
4.以下為不同曝光能量1900 j/m2~2550 j/m2對線寬的變化,用來測試光阻對曝光能量的誤差容忍度。
結果發現曝光能量對線寬容忍度相當高,從1950 j/m2~2550 j/m2都可正確表現0.5μm密集線線寬,容忍度約為23%。
E= 1900 j/m2E= 1950 j/m2
E= 2000 j/m2E= 2050 j/m2
E= 2100 j/m2E= 2150 j/m2
E= 2200 j/m2E= 2250 j/m2 E= 2300 j/m2E= 2350 j/m2 E= 2400 j/m2E= 2450 j/m2 E= 2500 j/m2E= 2550 j/m2
5.以下為同一曝光能量下(2400J/m2)密集線線寬(1μm~0.3μm)的解析能力,從1μm到0.34μm都能解析,0.34μm以下已達物理極限(狹縫繞射)。
CD= 1 um CD = 0.9 um
CD= 0.8 um CD= 0.7 um
CD= 0.6 um CD= 0.55 um
CD= 0.5 um CD= 0.48 um
CD= 0.46 um CD = 0.44 um CD= 0.42 um CD= 0.40 um CD= 0.38 um CD= 0.36 um CD= 0.35 um CD= 0.34 um
CD= 0.32 um CD= 0.3 um。