双面组合铣床液压系统课题及参数
卧式双面铣削组合机床的液压系统设计
卧式双面铣削组合机床的液压系统设计液压系统是卧式双面铣削组合机床重要的辅助系统之一、它主要由液压驱动装置、液压传动装置、液压控制装置和液压辅助装置组成。
其设计应根据卧式双面铣削组合机床的工作特点和要求合理确定。
液压驱动装置是液压系统的核心部分,主要由液压泵、电动机和油箱组成。
液压泵负责产生液压能源,将液压油从油箱吸入并通过管道输送至液压传动装置。
电动机作为液压泵的驱动力源,通过控制液压泵运行状态来控制液压系统的工作。
油箱作为液压油的贮存器,保证系统的正常运转。
液压传动装置主要包括液压缸和液压执行元件。
液压缸是液压系统的执行元件,根据卧式双面铣削组合机床的工作要求选用适当的液压缸类型和规格。
液压执行元件主要用于实现液压流体的动力传递和转换,如各种液压阀、液控单元等。
液压控制装置是液压系统的核心部分,主要由液压阀和控制元件组成。
液压阀是控制液压系统流体流动和传动的关键组件,根据卧式双面铣削组合机床的工作需求来设计和选型。
控制元件主要用于对液压系统进行信号采集、传输和反馈,实现液压系统的自动控制。
液压辅助装置主要用于辅助卧式双面铣削组合机床的工作,如液压阻尼器、液压夹紧装置等。
具体设计应根据机床工作要求和液压系统的功能需求进行选择和安装。
从液压系统的设计角度来看,应注重以下几个方面:1.功耗和效率:液压系统应采用高效的液压元件和优化的管道布局,以减少能量损失和提高系统效率。
2.安全性:在设计液压系统时,应考虑到系统的安全性,采取相应的安全措施,如选用可靠的液压阀、安全阀等,并设置安全保护装置。
3.可靠性和可维护性:液压系统的设计应考虑到其可靠性和可维护性,方便日常的维护和检修工作。
4.自动控制:液压系统的设计应考虑到其自动控制功能的要求,可以通过采用液压控制元件和控制系统来实现。
总之,液压系统的设计应根据卧式双面铣削组合机床的工作要求和液压系统的功能需求进行合理的配置和选型,以实现系统的高效、安全、可靠的运行。
双面组合铣床液压系统设计
双面组合铣床液压系统的设计摘要本双面组合铣床是从德国引进的抬起运输通过式气缸体铣钻自动生产线中一台专用加工设备,用于某轿车汽油发动机气缸体上发动机气缸体上发动机安装结合面、汽油泵及机油过滤器结合面、发动机安装结合面等部位的铣削加工。
本次设计液压系统步骤为明确设计要求进行工况分析、初定液压系统的主要参数、拟定液压系统原理图、计算和选择液压元件、估算液压系统性能、绘制工作图和编写技术文件。
本次设计采用高低压双泵供油。
实现了液压泵与负载要求的流量匹配,在传递动力的同时,提高了系统的传动性能和效率,因而是一个节能液压系统。
相互并联的各个回路中的电磁换向阀的进油路与总的回油路相连。
各泄油口与总的泄油回路相连,故各回路中进油、回油及泄油互不干扰,通过在各路上设置单向阀,以分割回路,达到防止回路间相互干扰的目的。
采用带阻尼器的Y型中位机能电磁换向阀,减小了换向冲击,提高了换向平稳性。
由电气行程开关作为系统中各换向阀的信号源。
故本系统基本上是一个行程控制多缸顺序动作系统,位置和行程调整方便,电气互锁动作可靠。
该组合机床及其液压系统运行平稳,振动、噪声及温升较小,工作可靠。
关键词:双面组合铣床;液压系统;设计AbstractThe double-sided milling machine is a special processing equipment,which is used in an automatic production line of Milling and Drilling passed by the lift transport cylinder block from Germany. It can be used in the milling of the surface of engine mounting junction, fuel pump and oil filters junction, engine installation junction and so on.the steps ,which is needed in the design of the hydraulic system ,are clear to the requirements of design and working conditions,choose the main parameters of the hydraulic system initially ,make an initial draft of hydraulic system schematics, calculation and selection of hydraulic components,estimate the efficiency of hydraulic system, working drawings and drawing preparation of technical documents.The design uses double pump to produce a high and low pressure oil. To achieve the pump and required load in flow matching, while in the transmission power to improve the performance and efficiency of the transmission system, which is an energy-efficient hydraulic system. The oil return line is connected to the total of the electromagnetic valve of each parallelled individual oil loop . The total of the drain port is connected to the drain circuit, and therefore the inlet of the circuit, the drain back to the oil and non-interfering, in all the way through a one-way valve to split the circuit, to prevent mutual interference between ed with a Y-type damper median function solenoid valve, reducing the commutation impact and improve the commutation smoothness. the electrical limit switch valve as the system of each source. So the system is basically a multi-cylinder stroke control system with sequence of actions, location and easy adjustment travel, reliable action of electrically interlocked.The combination of machine tools and hydraulic system running smoothly, vibration, noise and temperature rise is small, work reliablely.Key words :double-sided milling machine; hydraulic system; design目录摘要 (I)Abstract..................................................................................................................................................... I I 目录 (1)绪论 (2)1.液压传动的发展 (3)1.1液压系统的发展与现状 (3)1.2液压系统的组成 (5)1.3 液压系统方案拟定 (5)2执行元件的工况分析 (7)2.1 题目及原始参数 (7)2.3 执行元件的工况分析 (8)3执行元件主要参数的确定 (9)3.1初选执行元件的工作压力 (9)3.2计算液压缸主要参数的公式 (10)3.3计算液压缸的主要参数、工作压力、流量及功率 (11)4.双面组合铣床液压系统 (15)4.1主机功能结构 (15)4.2液压系统及其原理图 (17)5、液压元件的选择 (20)5.1 动力元件的选择 (21)5.2选择液压阀及油路中相关附件 (23)5.3冷却器的选择与安装 (24)6.液压辅件的选择 (26)6.1油箱的设计: (27)6.2阀块的设计: (28)6.3管件的选择: (29)6.4其他零件的选择: (31)6.5液压油的选用 (31)7.液压系统的安装、调试及使用与维护 (32)7.1 液压系统调度前的准备工作 (33)7.2 液压系统调度步骤 (33)7.3 液压系统的验收 (34)7.4液压设备的维护及检修 (34)结语 (36)致谢 (37)参考文献 (38)绪论本双面组合铣床是从德国引进的抬起运输通过式气缸体铣钻自动生产线中一台专用加工设备,用于某轿车汽油发动机气缸体上发动机气缸体上发动机安装结合面、汽油泵及机油过滤器结合面、发动机安装结合面等部位的铣削加工。
卧式双面铣削组合机床的液压系统设计.

《液压与气压传动》课程设计任务书一、设计目的《液压与气压传动》课程设计是机械工程专业教学中重要的实践性教学环节,也是整个专业教学计划中的重要组成部分,是培养学生运用所学有关理论知识来解决一般工程实际问题能力的初步训练。
课程设计过程不仅要全面运用《液压与气压传动》课程有关知识,还要根据具体情况综合运用有关基础课、技术基础课和专业课的知识,深化和扩大知识领域,培养独立工作能力。
通过课程设计,使学生在系统设计方案的拟定、设计计算、工程语言的使用过程中熟悉和有效地使用各类有关技术手册、技术规范和技术资料,并得到设计构思、方案拟定、系统构成、元件选择、结构工艺、综合运算、编写技术文件等方面的综合训练,使之树立正确的设计思想,掌握基本设计方法。
二、设计内容1.《液压与气压传动》系统图,包括以下内容:1)《液压与气压传动》系统工作原理图;2)系统工作特性曲线;3)系统动作循环表;4)元、器件规格明细表。
2.设计计算说明书设计计算说明书用以论证设计方案的正确性,是整个设计的依据。
要求设计计算正确,论据充分,条理清晰。
运算过程应用三列式缮写,单位量纲统一,采用ISO制,并附上相应图表。
具体包括以下内容:1)绘制工作循环周期图;2)负载分析,作执行元件负载、速度图;3)确定执行元件主参数:确定系统最大工作压力,液压缸主要结构尺寸,计算各液压缸工作阶段流量,压力和功率,作工况图;4)方案分析、拟定液压系统;5)选择液压元件;6)验算液压系统性能;7)绘制液压系统工作原理图,阐述系统工作原理。
三、设计要求与方法步骤1.认真阅读设计任务书,明确设计目的、内容、要求与方法步骤;2.根据设计任务书要求,制定个人工作计划;3.准备必要绘图工具、图纸,借阅有关技术资料、手册;4.认真对待每一设计步骤,保证质量,在教师指导下独立完成设计任务。
(课程设计说明书封面格式与设计题目附后)二、液压传动课程设计(大型作业)的内容和设计步骤1.工况分析在分析机器的工作情况(工况)的基础上,确定液动机(液压缸和液压马达)的负载、速度、调速范围、功率大小、动作循环、自动化程度等并绘制出工况图。
卧式双面铣削组合机床的液压系统设计说明书
此值不大,不会使压力阀开启,故能确保两个泵的流量全部进入液压缸。
回油路上,液压缸有杆腔中的油液通过电液换向阀和单向阀的流量都是,然后与液压泵的供油合并,经行程阀流入无杆腔。由此可算出快进时有杆腔压力和无杆腔压力之差。
此值小于原估计值所以是偏安全的。
)工进
工进时,油液在进油路上通过电液换向阀的流量为,在调速阀处的压力损失为;油液在回油路上通过换向阀的流量为,在背压阀处的压力损失为通过顺序阀的流量为,因此这时液压缸回油腔压力 为
此值大于原估计值则重新计算工进时液压缸进油腔压力
与原计算数值相近。
考虑到压力继电器可靠动作需要压差 ,故溢流阀的调压
泵的流量确定液压泵的最大流量应为
—液压泵的最大流量;
∑同时动作的各执行元件所需流量之和的最大值。如果这时溢流阀正进行工作,尚须加溢流阀的最小溢流量~/;
—系统泄漏系数,一般取~,现取。
选择液压泵的规格根据以上算得的和,再查阅有关手册,现选用限压式变量泵,该泵的基本参数为:每转排量=泵的额定压力=电动机转速=容积效率 ≥,总效率 ,驱动功率
选择液压控制阀
根据阀类及辅助元件所在油路的最大工作压力和通过该元件的最大实际流量,可以选出这些液压元件的型号及规格见表
液压元件选择列表
序号
元件名称
额定流量
型号
过滤器
溢流阀
变量叶片泵
三位四通电磁阀
单向减压阀
单向节流阀
溢流阀
三位四通电磁阀
溢流阀
溢流阀
三位四通电磁阀
卧式双面铣削组合机床液压系统设计.doc
卧式双面铣削组合机床液压系统设计合肥工业大学课程设计任务书《卧式双面铣组合机床液压系统设计成果》主要内容是尝试设计卧式双面铣组合机床液压系统。
机床的加工对象是铸铁齿轮箱。
动作顺序为夹紧缸夹紧→工作台快速接近工件→工作台进给→工作台快速后退→夹紧缸松开→原位停止。
工作台运动部件的总重力为4000牛顿,加减速时间为0.2秒,采用平面导轨,静动摩擦系数μs=0.2,μd=0.1。
夹紧缸行程为30毫米,夹紧力为800牛顿,工作台快进行程为100毫米,快进速度为3.5米/分钟。
工作进展如下:设计课题:卧式双面铣组合机床液压系统设计32工况分析32.1负荷分析33液压系统方案设计43.1液压缸参数计算43.2绘制液压系统原理图63 3液压元件的选择93.3.2阀门元件和辅助元件的选择103.3.3油管的选择114液压系统性能校核计算124.1检查系统压力损失并确定压力阀的调整值124.2油145设计概要参考文献146机床的加工对象是铸铁齿轮箱。
动作顺序为夹紧缸夹紧→工作台快速接近工件→工作台进给→工作台快速后退→夹紧缸松开→原位停止。
工作台运动部件的总重力为4000牛顿,加减速时间为0.2秒,采用平面导轨,静动摩擦系数μs=0.2,μd=0.1。
夹紧缸行程为30毫米,夹紧力为800牛顿,工作台快进行程为100毫米,快进速度为3.5米/分钟。
工作进展如下:设计课题:卧式双面铣组合机床液压系统设计32工况分析32.1负荷分析33液压系统方案设计43.1液压缸参数计算43.2绘制液压系统原理图63 3液压元件的选择93.3.2阀门元件和辅助元件的选择103.3.3油管的选择114液压系统性能校核计算124.1检查系统压力损失并确定压力阀的调整值124.2油145设计概要参考文献146机床的加工对象是铸铁齿轮箱。
动作顺序为夹紧缸夹紧→工作台快速接近工件→工作台进给→工作台快速后退→夹紧缸松开→原位停止。
工作台运动部件的总重力为4000牛顿,加减速时间为0.2秒,采用平面导轨,静动摩擦系数μs=0.2,μd=0.1。
液压系统课程设计专用双行程铣床

目录一、设计内容 (2)二、负载分析与计算 (2)三、液压系统原理图设计分析 (4)1.液压缸参数计算 (5)2.确定液压泵的流量、压力和选择泵的规格 (8)3.液压阀,过滤器,油管及油箱的选择 (9)4.液压系统的验算 (11)四、PLC控制系统设计 (13)1.各电磁铁动作顺序表 (13)2.PLC控制连接图 (14)3.继电器-接触器控制梯形图 (15)4.PLC控制梯形图 (16)5.指令语句表 (17)六、感受与收获 (18)参考资料 (18)一、设计内容设计一专用双行程铣床。
工件安装在工作台上,工作台往复运动由液压系统实现。
双向铣削。
工件的定位和夹紧由液压实现,铣刀的进给由机械步进装置完成,每一个行程进刀一次。
要求机床的工作循环为:手工上料——按电钮——工件自动定位、夹紧——工作台往复运动铣削工件若干次——拧紧铣削——夹具松开——手工卸料(泵卸载)。
工作台往复运动速度(m/min )v01/v02 (0.8~8)/(0.4~4)。
取快进、快退最快速度为16m/min 。
工作台往复运动的行程(100~270)mm ,最大行程定为500mm 。
定位缸的负载200N ,行程100mm ,动作时间1s ;夹紧的缸的负载2000N ,行程15mm ,动作时间1s 。
二、负载分析与计算取液压缸的机械效率m η为0.92。
计算液压缸驱动力0m F =F η(N ) 2-1根据公式2-1,计算液压缸驱动力 得定位液压缸的驱动力为0F =2002170.92N = 得夹紧液压缸的驱动力为0F =200021740.92N = 切削负载(F 01/F 02):13000/6500N ; 工作台液压缸总负载m f a F=F +F +F 2-2m F 为工作负载,a F 为惯性负载,f F 为摩擦阻力负载m F =13000/6500N ,a F 不作考虑,f F 设动摩擦为2500N ,静摩擦为5000N 。
卧式双面铣削组合机床的液压系统设计
液压与气压传动技术课程设计说明书专业:学号:姓名:指导教师:2012年6月1日1设计题目卧式双面铣削组合机床的液压系统设计 (2)2设计要求 (2)3液压传动系统的设计与计算 (3)3.1分析液压系统工况 (3)3.2确定主要参数 (6)1.初定液压缸的工作压力 (6)2.液压缸主要参数的确定 (6)3.绘制液压系统工况图 (6)3.3绘制液压传动系统原理图 (8)1.调速回路的选择 (8)2.油源及其压力控制回路的选择 (9)3.快速运动与换向回路 (9)4.速度换接回路 (9)5.压力控制回路 (9)6.行程终点的控制方式 (9)7.组成液压系统绘原理图 (9)3.4计算与选择液压元件 (11)1.液压泵 (11)2.阀类元件及辅助元件的选择 (11)3.油管的选择 (11)4.确定油箱容积 (11)3.5液压系统性能验算 (12)1压力损失的验算 (13)1.1 工作进给时进油路压力损失 (13)1.2 工作进给时回油路的压力损失 (13)1.3 变量泵出口处的压力Pp (13)1.4 系统压力损失验算 (13)2 系统温升的验算 (14)4液压缸的设计 (15)4.1 液压缸工作压力的确定 (15)4.2 液压缸的内径D和活塞杆d前面已经计算 (15)4.3 液压缸的壁厚和外径的计算 (15)4.4 缸盖厚度的确定 (15)5设计小结 (16)6参考文献 (16)1. 设计题目 卧式双面铣削组合机床的液压系统设计2.设计要求设计一台卧式双面铣削组合机床液压系统,加工对象为变速箱的两侧面。
动作顺序为:夹紧缸夹紧→动力滑台快进→动力滑台工进→动力滑台快退→夹紧缸松开→原位停止。
滑台工进轴向阻力为11800N ,夹紧缸夹紧力为8000N ,滑台移动部件质量为204kg 。
滑台快进速度为3.5m/min ,快退速度为7m/min ,滑台工进速度为100mm/min ,加、减速时间为0.2s ,滑台快退行程为500mm ,工进行程为200mm ,夹紧缸行程为30mm 。
卧式双面铣削加工中心的液压系统设计

卧式双面铣削加工中心的液压系统设计1. 引言卧式双面铣削加工中心是一种先进的机械设备,用于加工平面零件的同时进行双面铣削操作。
液压系统是该设备的重要部分,用于提供所需的动力和控制。
本文将探讨卧式双面铣削加工中心液压系统的设计问题。
2. 设计要求卧式双面铣削加工中心的液压系统设计应满足以下要求:- 系统应具有足够的压力和流量,以满足零件加工的需求。
- 系统应具有稳定的工作性能,确保加工过程的准确性和精度。
- 系统应具有快速响应的能力,以提高生产效率。
- 系统应具有可靠的安全保护措施,避免意外事故的发生。
3. 液压系统设计方案针对以上要求,可以采取以下设计方案:- 选择适当的液压泵和液压马达,以确保系统具有足够的压力和流量。
- 使用高质量的液压阀门和控制元件,以实现稳定的工作性能。
- 使用高响应的液压缸和液压阀门,以提高系统的响应速度。
- 添加液压缸和阀门的位置传感器和压力传感器,以实现系统的自动化控制和安全保护。
4. 具体设计细节详细的液压系统设计细节应包括以下内容:- 液压泵和液压马达的选型和参数设定。
- 液压阀门和控制元件的选型和布局。
- 液压缸和液压阀门的布置和连接方式。
- 位置传感器和压力传感器的选择和安装位置。
- 安全保护措施的设计和实施。
5. 结论卧式双面铣削加工中心的液压系统设计是确保设备正常运行的关键因素。
通过选择适当的设备和合理的设计方案,可以实现系统的高效工作和安全运行。
在设计过程中,需充分考虑系统的压力、流量、稳定性和响应速度等方面,以满足加工要求并提高生产效率。
卧式双面铣削组合机床的液压系统设计说明书解读
动摩擦阻力Ffd=0.1*400*9.8=400N
惯性负载Fa=400*3.5/(60*0.2)=117N
如果忽略切削力引起的颠覆力矩对导轨摩擦力的影响,并设液压缸的机械效率 ,则液压缸在各工作阶段的总机械负载可以算出
液压缸各运动阶段负载表
工作循环
负载组成
0.4~1.5
0.15~0.43
快退启动
888
0
0.34
——
——
快退加速
574
0.3
0.809
——
——
快退恒速
444
0.3
0.758
8.967
0.680
注:1.差动连接时,液压缸的回油口到进油口之间的压力损失 。
2.快退时,液压缸有杆腔进油,压力为 ,无杆腔回油,压力为
液压缸的工况图:
4.拟定液压系统图
18
流量表
2——8MP
LC12
19
流量表
2——8MP
LC12
(3)确定油管直径及管接头
各元件间连接管道的规格按元件接口处尺寸决定,液压缸进、出油管则按输入、输出的最大流量计算。由于液压泵的具体选定之后液压缸在各阶段的进、出流量已与原定数值不同,所以要重新计算如表所示
液压缸的进、出流量和运动速度
流量、速度
已知:进给块上的元件
三位四通电磁阀3024D-B20C
单向行程调速阀18AQF3-E10B
二位四通电磁阀3023D-B20H-7
查手册,知用JK25型号通用集成块系列并设计:
5.选择液压元件
(1)液压泵的选择
1)泵的工作压力的确定 考虑到正常工作中进油管路有一定的压力损失,所以泵的工作压力为
2卧式双面铣削组合机床的液压系统设计
1. 设计题目 卧式双面铣削组合机床的液压系统设计设计卧式铣削组合机床的液压系统。
机床的加工对象为铸铁变速箱体,动作损血为夹紧缸夹紧——工作台快速趋近工件——工作台进给——工作台快退——夹紧缸松开——原位停止。
工作台移动部件的总质量为400Kg,工作台快进行程为100mm ,快进速度为3.5m/min ,工进行程为200mm ,工进速度为80~300mm/min,轴向工作负载为12000N ,加、减速时间为0.2s 。
采用平导轨,静摩擦系数为0.2,动摩擦系数为0.1,夹紧缸行程为30mm ,夹紧力为800N 。
快退速度为6m/min ,要求工作台运动平稳,夹紧力可调并保压。
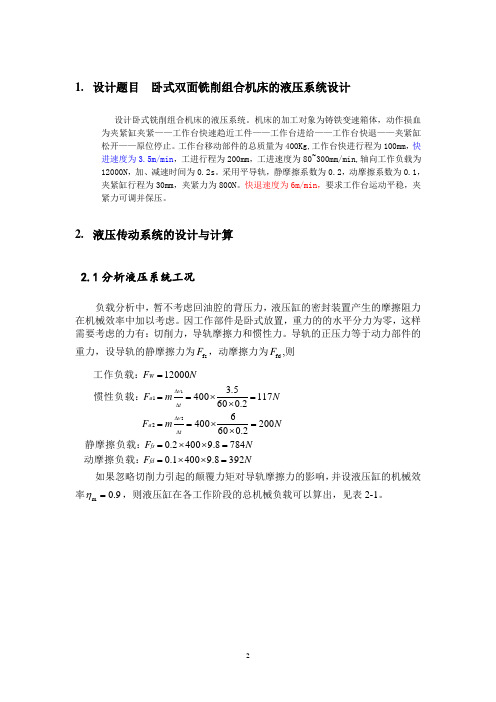
2. 液压传动系统的设计与计算2.1分析液压系统工况负载分析中,暂不考虑回油腔的背压力,液压缸的密封装置产生的摩擦阻力在机械效率中加以考虑。
因工作部件是卧式放置,重力的的水平分力为零,这样需要考虑的力有:切削力,导轨摩擦力和惯性力。
导轨的正压力等于动力部件的重力,设导轨的静摩擦力为fs F ,动摩擦力为fd F ,则NF N F N m F Nm F NF fd fs t v a t v a W 3928.94001.07848.94002.02002.06064001172.0605.3400120002121=⨯⨯==⨯⨯==⨯⨯===⨯⨯===∆∆∆∆动摩擦负载:静摩擦负载:惯性负载:工作负载: 如果忽略切削力引起的颠覆力矩对导轨摩擦力的影响,并设液压缸的机械效率9.0m =η,则液压缸在各工作阶段的总机械负载可以算出,见表2-1。
表2-1 液压缸各运动阶段负载表运动阶段负载组成负载F/N 推力()m F F η/'=/N 快进 启动fs F F = 784 871 加速)(1a fd F F F += 509 566 匀速fd F F = 392 436 工进fd w F F F += 12392 13769 快退 fd F F =392 436 根据负载计算结果和已知的各阶段的速度,可绘制出负载图(F-l )和速度图(F-2)图2-1负载图和速度图2.2确定主要参数1.初定液压缸的工作压力组合机床液压系统的最大负载约为14000N ,查表9-2初选液压缸的设计压力MPa P 31=。
卧式双面铣削组合机床的液压系统设计
行程比较方便,阀的安装也较容易,但速度换接的平稳性较差。若要提 高系统的换接平稳性,则可改用行程阀切换的速度换接回路。 (4)夹紧回路的选择
用三位四通电磁阀来控制夹紧、松开换向动作时,为了避免工作时 突然失电而松开,应采用失电夹紧方式。考虑到夹紧时间可调节和当进 油路压力瞬时下降时仍能保持夹紧力,所以接入单向阀保压。在该回路 中还装有减压阀,用来调节夹紧力的大小和保持夹紧力的稳定。 最后把所选择的液压回路组合起来,即可组合成下图所示的液压系统原 理图。
工作循环 起动 加速 快进 工进 快退
液压缸各运动阶段负载表
负载组成
负载值F/N
960
620
480
13140
480
推力 1055N 687N 527N 14440N 517N
2.绘制液压缸负载图和速度图 根据负载计算结果和已知的各阶段的速度,可绘制出负载图(F-
s)和速度图(v-s)
3确定主要参数
故液压缸无杆腔的有效面积:
液压缸内径:
按GB/T2348-1980,取标准值D=80mm;因A1=2A2,故活塞杆直径 d=0.707D=56mm(标准直径)
则液压缸有效面积为: 4.绘制液压系统工况图
差动连接快进时,液压缸有杆腔压力P2必须大于无杆腔压力P1, 其差值估取P2-P1=0.5MPa,并注意到启动瞬间液压缸尚未移动,此 时△P=0;另外取快退时的回油压力损失为0.5MPa。根据假定条件经 计算得到液压缸工作循环中各阶段的压力.流量和功率,并可绘出其 工况图
2)泵的流量确定 液压泵的最大流量应为 qp—液压泵的最大流量; (∑q)min同时动作的各执行元件所需流量之和的最大值。如果这时 溢流阀正进行工作,尚须加溢流阀的最小稳定溢流量 3L/min; KL—系统泄漏系数,一般取KL=1.1~1.3,现取KL=1.2。 3)选择液压泵的规格 根据以上算得的pp和qp,再查阅有关手册, 现选用YBX—25限压式变量泵,该泵的基本参数为:每转排量q=25mL/ r,泵的额定压力pn=6.3MPa,电动机转速nH=1450r/min,容积效率 ≥0.88,总效率0.72,驱动功率3KW,输出流量:。