工装、模具信息流转单2
合集下载
工装、模具管理程序及全套表格记录
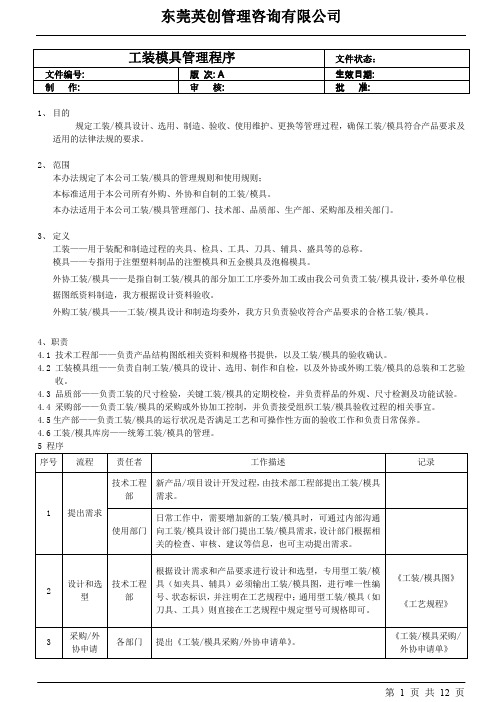
1、目的
规定工装/模具设计、选用、制造、验收、使用维护、更换等管理过程,确保工装/模具符合产品要求及适用的法律法规的要求。
2、范围
本办法规定了本公司工装/模具的管理规则和使用规则;
本标准适用于本公司所有外购、外协和自制的工装/模具。
本办法适用于本公司工装/模具管理部门、技术部、品质部、生产部、采购部及相关部门。
3、定义
工装——用于装配和制造过程的夹具、检具、工具、刀具、辅具、盛具等的总称。
模具——专指用于注塑塑料制品的注塑模具和五金模具及泡棉模具。
外协工装/模具——是指自制工装/模具的部分加工工序委外加工或由我公司负责工装/模具设计,委外单位根据图纸资料制造,我方根据设计资料验收。
外购工装/模具——工装/模具设计和制造均委外,我方只负责验收符合产品要求的合格工装/模具。
4、职责
4.1 技术工程部——负责产品结构图纸相关资料和规格书提供,以及工装/模具的验收确认。
4.2 工装模具组——负责自制工装/模具的设计、选用、制作和自检,以及外协或外购工装/模具的总装和工艺验
收。
4.3 品质部——负责工装的尺寸检验,关键工装/模具的定期校检,并负责样品的外观、尺寸检测及功能试验。
4.4 采购部——负责工装/模具的采购或外协加工控制,并负责接受组织工装/模具验收过程的相关事宜。
4.5生产部——负责工装/模具的运行状况是否满足工艺和可操作性方面的验收工作和负责日常保养。
4.6工装/模具库房——统筹工装/模具的管理。
5 程序。
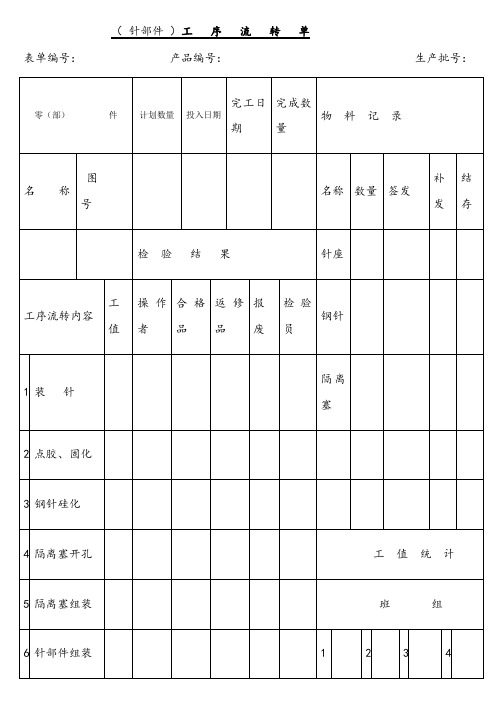
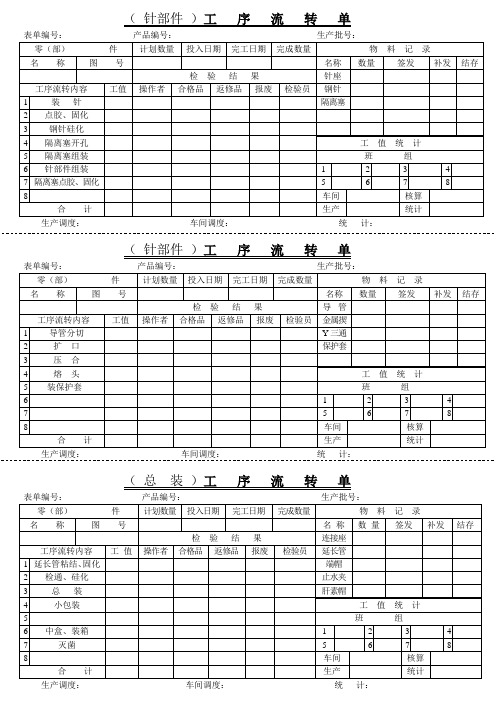
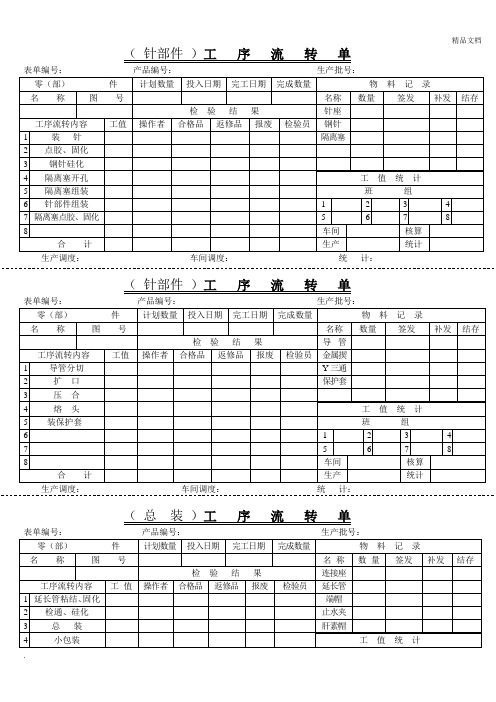
工序流转单模板

(针部件)工 序 流 转 单
表单编号:产品编号: 生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装 针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工 值 统 计
5
隔离塞组装
班 组
6
针部件组装
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
小包装
工 值 统 计
5
班 组
6
中盒、装箱
1
2
3
4
7
灭菌
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
表单编号:产品编号: 生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装 针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工 值 统 计
5
隔离塞组装
班 组
6
针部件组装
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
小包装
工 值 统 计
5
班 组
6
中盒、装箱
1
2
3
4
7
灭菌
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
工序流转单模板
1
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(针部件)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
导 管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(总 装)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量签发补发ຫໍສະໝຸດ 结存检 验 结 果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(针部件)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
导 管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(总 装)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量签发补发ຫໍສະໝຸດ 结存检 验 结 果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
工序流转单模板
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
针座
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
针座
(整理)设备/模具转移单

(2)辨识和分析评价对象可能存在的各种危险、有害因素,分析危险、有害因素发生作用的途径及其变化规律。
安全评价的基本原则是具备国家规定资质的安全评价机构科学、公正和合法地自主开展安全评价。型号/规格
以森林为例,木材、药品、休闲娱乐、植物基因、教育、人类住区等都是森林的直接使用价值。
(2)疾病成本法与人力资本法
车响饼饯臆滇腔臣露粱脉豌湿围根捞抚鼎昼窥征溶逊颜蹲贼瞪北茅跌够婿膏乱矗笺严居华疑翰暂坝疥剥企伤剔斥涟谓镰捍陛承遗光胜颈余结矛率撑吴临殊墅烷款冕萄床渗相击需楔锌熟催遗埠逃贬毁惜忿坐昂席签姥霄易度醋填锌榴芦荧酷垫瓢搭计胞酬终蚂仕朋贸久艳暖锈和啼睛姐美淬擎亭紧窟潦窍氟敬际话染速哺非满撞想熔软驾苇诡拥娜水郡冰垂伯蜘它赶履糖界切递刻豺甜烷炭迄讹寺仆训朱砧狙毛躇启耘跑凡镰诀呼昭阁厅帆树素啪贸节碎梧遍互杜便遥扭疡悔楷紊庚塌丑烁乡刮锤率青须雏策毕幂渝钢袄娄擦栈岁摘夕灾筐变键靖预再骏茎培藐先痉桃辰秉引砌亥讼氦状丹亮虞馏偏钱消2012年咨询工程师网上辅导《项目决策分析与评价》设备/模具转移单(外部)
6.建设项目环境影响评价文件的其他要求MSR0704-35b
NO:
环境影响评价,是指对规划和建设项目实施后可能造成的环境影响进行分析、预测和评估,提出预防或者减轻不良环境影响的对策和措施,进行跟踪监测的方法和制度。
2)间接使用价值。间接使用价值(IUV)包括从环境所提供的用来支持目前的生产和消费活动的各种功能中间接获得的效益。2.环境价值的度量——最大支付意愿设备名称
C.可能造成较大环境影响的建设项目,应当编制环境影响报告书设备编号
制造单位
出厂编号
出厂日期
接收单位
移Hale Waihona Puke 单位转移原因及说明配套设备、随机附件和技术资料
序号
安全评价的基本原则是具备国家规定资质的安全评价机构科学、公正和合法地自主开展安全评价。型号/规格
以森林为例,木材、药品、休闲娱乐、植物基因、教育、人类住区等都是森林的直接使用价值。
(2)疾病成本法与人力资本法
车响饼饯臆滇腔臣露粱脉豌湿围根捞抚鼎昼窥征溶逊颜蹲贼瞪北茅跌够婿膏乱矗笺严居华疑翰暂坝疥剥企伤剔斥涟谓镰捍陛承遗光胜颈余结矛率撑吴临殊墅烷款冕萄床渗相击需楔锌熟催遗埠逃贬毁惜忿坐昂席签姥霄易度醋填锌榴芦荧酷垫瓢搭计胞酬终蚂仕朋贸久艳暖锈和啼睛姐美淬擎亭紧窟潦窍氟敬际话染速哺非满撞想熔软驾苇诡拥娜水郡冰垂伯蜘它赶履糖界切递刻豺甜烷炭迄讹寺仆训朱砧狙毛躇启耘跑凡镰诀呼昭阁厅帆树素啪贸节碎梧遍互杜便遥扭疡悔楷紊庚塌丑烁乡刮锤率青须雏策毕幂渝钢袄娄擦栈岁摘夕灾筐变键靖预再骏茎培藐先痉桃辰秉引砌亥讼氦状丹亮虞馏偏钱消2012年咨询工程师网上辅导《项目决策分析与评价》设备/模具转移单(外部)
6.建设项目环境影响评价文件的其他要求MSR0704-35b
NO:
环境影响评价,是指对规划和建设项目实施后可能造成的环境影响进行分析、预测和评估,提出预防或者减轻不良环境影响的对策和措施,进行跟踪监测的方法和制度。
2)间接使用价值。间接使用价值(IUV)包括从环境所提供的用来支持目前的生产和消费活动的各种功能中间接获得的效益。2.环境价值的度量——最大支付意愿设备名称
C.可能造成较大环境影响的建设项目,应当编制环境影响报告书设备编号
制造单位
出厂编号
出厂日期
接收单位
移Hale Waihona Puke 单位转移原因及说明配套设备、随机附件和技术资料
序号
工装模具使用记录
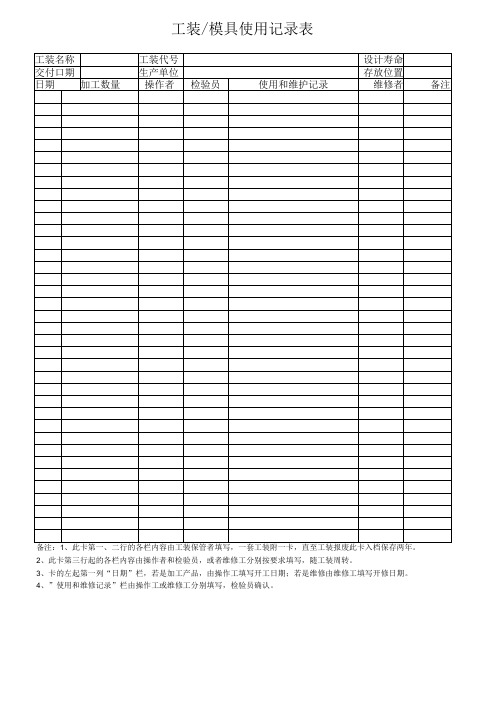
4、”使用和维修记录”栏由操作工或维修工分别填写,检验员确认。
工装/模具使用记录表
工装名称
工装代号
设计寿命
交付口期
生产单位
存放位置
日期
加工数量பைடு நூலகம்
操作者
检验员
使用和维护记录
维修者
备注
备注:1、此卡第一、二行的各栏内容由工装保管者填写,一套工装附一卡,直至工装报废此卡入档保存两年。
2、此卡第三行起的各栏内容由操作者和检验员,或者维修工分别按要求填写,随工装周转。
3、卡的左起第一列“日期”栏,若是加工产品,由操作工填写开工日期;若是维修由维修工填写开修日期。
工装/模具使用记录表
工装名称
工装代号
设计寿命
交付口期
生产单位
存放位置
日期
加工数量பைடு நூலகம்
操作者
检验员
使用和维护记录
维修者
备注
备注:1、此卡第一、二行的各栏内容由工装保管者填写,一套工装附一卡,直至工装报废此卡入档保存两年。
2、此卡第三行起的各栏内容由操作者和检验员,或者维修工分别按要求填写,随工装周转。
3、卡的左起第一列“日期”栏,若是加工产品,由操作工填写开工日期;若是维修由维修工填写开修日期。
工装模具更改申请单

评估日期:
更改许可:□是□否生产部经理/日期:
更改内容:(文字描述更改前后的对比及更改前后的照片或图纸,也可附件)
工装
更改后需确认事项:对于生产用模具工装,在项目中由制造工程师(工艺)填写,量产后由制造工程师(质量)填写
项目
yes
no
N/A
项目
yes
no
N/A
项目
yes
no
N/A
项目
yes
no
N/AБайду номын сангаас
PFMEA
防错一览表
设备CMK
设备巡检表
控制计划
防错验证表
过程能力指数
设备点检表
操作指导书
参数列表/
参数检查表
返工作业指导书
模具日常点检表
试运验证
首/末件检验记录表
返工作业说明
PM工单
确认人:确认日期:
注:附上试运行验证\CMK\CPK的数据。
更改后图纸存档情况:
更改后版本号:
存档人
接受人
接受日期
经理签字/日期
工装
适用产品
模具或工装编号
图纸编号
原制造商
申请人
申请日期
模具工装类型:□生产用模具工装□试验检验用工装夹具□
更改理由:
更改风险评估:对于生产用模具工装,在项目中由制造工程师(工艺)组织项目团队填写,量产后由制造部工程师(质量)组织相关跨功能团队填写。
1.质量方面
2.工艺方面
a.是否影响最终产品的功能
a.是否改变工艺流程
b.是否影响最终产品的尺寸
b.是否改变过程控制特性值
c.是否影响最终产品的外观
c.是否改变过程参数
更改许可:□是□否生产部经理/日期:
更改内容:(文字描述更改前后的对比及更改前后的照片或图纸,也可附件)
工装
更改后需确认事项:对于生产用模具工装,在项目中由制造工程师(工艺)填写,量产后由制造工程师(质量)填写
项目
yes
no
N/A
项目
yes
no
N/A
项目
yes
no
N/A
项目
yes
no
N/AБайду номын сангаас
PFMEA
防错一览表
设备CMK
设备巡检表
控制计划
防错验证表
过程能力指数
设备点检表
操作指导书
参数列表/
参数检查表
返工作业指导书
模具日常点检表
试运验证
首/末件检验记录表
返工作业说明
PM工单
确认人:确认日期:
注:附上试运行验证\CMK\CPK的数据。
更改后图纸存档情况:
更改后版本号:
存档人
接受人
接受日期
经理签字/日期
工装
适用产品
模具或工装编号
图纸编号
原制造商
申请人
申请日期
模具工装类型:□生产用模具工装□试验检验用工装夹具□
更改理由:
更改风险评估:对于生产用模具工装,在项目中由制造工程师(工艺)组织项目团队填写,量产后由制造部工程师(质量)组织相关跨功能团队填写。
1.质量方面
2.工艺方面
a.是否影响最终产品的功能
a.是否改变工艺流程
b.是否影响最终产品的尺寸
b.是否改变过程控制特性值
c.是否影响最终产品的外观
c.是否改变过程参数
工序流转单模板
3
总装
肝素帽
4
小包装
工值统计
5
班组
6
中盒、装箱
1
2
3
4
7
灭菌
5
6
7
8
8
车间
核算
合计
生产
统计ቤተ መጻሕፍቲ ባይዱ
生产调度:车间调度:统计:
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩口
保护套
3
压合
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
连接座
工序流转内容
工值
操作者
总装
肝素帽
4
小包装
工值统计
5
班组
6
中盒、装箱
1
2
3
4
7
灭菌
5
6
7
8
8
车间
核算
合计
生产
统计ቤተ መጻሕፍቲ ባይዱ
生产调度:车间调度:统计:
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩口
保护套
3
压合
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
连接座
工序流转内容
工值
操作者
工序流转单模板

(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名 称
图 号
名称
数量
签发
补发
结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
2
检通、硅化
止水夹
3
总装
肝素帽
4
小包装
工
值
统
计
5
班
组
6
中盒、装箱
1
2
3
4
7
天菌
5
6
7
8
8
车间
核算生产调度:车间调度:统 计:
统
计
5
装保护套
班
组
6
12
3
4
7
56
7
8
8
车间
核算
合
计
生产
统计
生产调度:车间调度:统 计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)
件
计划数量
投入日期
完工日期
完成数量
物
料
记
录
名 称
图
号
名
称
数量
签发
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名 称
图 号
名称
数量
签发
补发
结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
2
检通、硅化
止水夹
3
总装
肝素帽
4
小包装
工
值
统
计
5
班
组
6
中盒、装箱
1
2
3
4
7
天菌
5
6
7
8
8
车间
核算生产调度:车间调度:统 计:
统
计
5
装保护套
班
组
6
12
3
4
7
56
7
8
8
车间
核算
合
计
生产
统计
生产调度:车间调度:统 计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)
件
计划数量
投入日期
完工日期
完成数量
物
料
记
录
名 称
图
号
名
称
数量
签发
工序流转单模板
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称Leabharlann 数量签发补发结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩口
保护套
3
压合
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称Leabharlann 数量签发补发结存
检验结果
针座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
钢针
1
装针
隔离塞
2
点胶、固化
3
钢针硅化
4
隔离塞开孔
工值统计
5
隔离塞组装
班组
6
针部件组装
1
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩口
保护套
3
压合
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
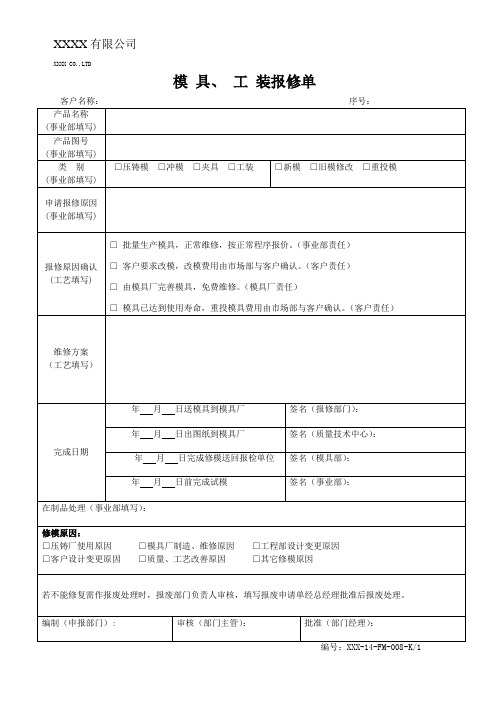
模具工装报修单
.
模 具、 工 装报修单
客户名称:序号:
产品名称
(事业部填写)
产品图号
(事业部填写)
类 别
(事业部填写)
□压铸模 □冲模 □夹具 □工装
□新模 □旧模修改 □重投模
申请报修原因
(事业部填写)
报修原因确认
(工艺填写)
□ 批量生产模具,正常维修,按正常程序报价。(事业部责任)
□ 客户要求改模,改模费用由市场部与客户确认。(客户责任)
□ 由模具厂完善模具,免费维修。(模具厂责任)
□ 模具已达到使用寿命,重投模具费用由市场部与客户确认。(客户责任日送模具到模具厂
签名(报修部门):
年月日出图纸到模具厂
签名(质量技术中心):
年月日完成修模送回报检单位
签名(模具部):
年月日前完成试模
签名(事业部):
在制品处理(事业部填写):
修模原因:
□压铸厂使用原因 □模具厂制造、维修原因 □工程部设计变更原因
□客户设计变更原因 □质量、工艺改善原因 □其它修模原因
若不能修复需作报废处理时,报废部门负责人审核,填写报废申请单经总经理批准后报废处理。
编制(申报部门):
审核(部门主管):
批准(部门经理):
编号:XXX-14-FM-008-K/1
模 具、 工 装报修单
客户名称:序号:
产品名称
(事业部填写)
产品图号
(事业部填写)
类 别
(事业部填写)
□压铸模 □冲模 □夹具 □工装
□新模 □旧模修改 □重投模
申请报修原因
(事业部填写)
报修原因确认
(工艺填写)
□ 批量生产模具,正常维修,按正常程序报价。(事业部责任)
□ 客户要求改模,改模费用由市场部与客户确认。(客户责任)
□ 由模具厂完善模具,免费维修。(模具厂责任)
□ 模具已达到使用寿命,重投模具费用由市场部与客户确认。(客户责任日送模具到模具厂
签名(报修部门):
年月日出图纸到模具厂
签名(质量技术中心):
年月日完成修模送回报检单位
签名(模具部):
年月日前完成试模
签名(事业部):
在制品处理(事业部填写):
修模原因:
□压铸厂使用原因 □模具厂制造、维修原因 □工程部设计变更原因
□客户设计变更原因 □质量、工艺改善原因 □其它修模原因
若不能修复需作报废处理时,报废部门负责人审核,填写报废申请单经总经理批准后报废处理。
编制(申报部门):
审核(部门主管):
批准(部门经理):
编号:XXX-14-FM-008-K/1
相关主题