螺纹底径计算
螺纹底径表
螺纹底径表螺纹底孔直径一、螺纹底孔直径计算式螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。
表1加工米制普通螺纹底孔钻头直径D的计算公式适用范围1D = d –t式中d:螺纹的公称直径t:螺距(1)螺距t<1;(2)工件材料塑性较大;(3)孔扩张量适中。
2 D = d –(1.04~1 .08)t(1)螺距t<1;(2)工件材料塑性较小;(3)孔扩张量较小。
表2加工英制螺纹底孔钻头直径的计算公式(mm)螺纹公称直径(英寸)铸铁与青铜钢与黄铜3/16 "~5/8 " D = 25.4·(d -1/n) D = 25.4·(d -1/n) + 0.1 3/4 "~1 1/2 " D = 25.4·(d -1/n) D = 25.4·(d -1/n) + 0.2注:n—每英寸牙数(椭圆形注释Hu2010-5-13 14:10:25空白)·2·(椭圆形注释Hu2010-5-13 14:10:42空白)(椭圆形注释Hu2010-5-13 14:10:54空白)二、螺纹底孔直径表表3米制粗牙螺纹攻丝前用的钻头直径(mm)螺纹钻头直径公称直径螺距小直径级别5H 6H 7H 5H、6H、7Hmax max max min1 0.25 0.785 0.729 0.751.2 0.25 0.985 0.929 0.951.6 0.35 1.301 1.321 1.221 1.252 0.4 1.657 1.679 1.561 1.602.5 0.45 2.112 2.138 2.013 2.053 0.5 2.571 2.599 2.639 2.459 2.504 0.7 3.382 3.422 3.466 3.242 3.305 0.8 4.294 4.334 4.384 4.134 4.206 1 5.007 5.153 5.217 4.917 5.008 1.25 6.859 6.912 6.982 6.647 6.8010 1.5 8.612 8.676 8.751 8.376 8.5012 1.75 10.371 10.441 10.531 10.106 10.214 2 12.135 12.210 12.310 11.835 12.016 2 14.135 14.210 14.310 13.835 14.018 2.5 15.649 15.744 15.854 15.294 15.520 2.5 17.649 17.744 17.854 17.294 17.522 2.5 19.649 19.744 19.854 19.294 19.524 3 21.152 21.252 21.382 20.754 21.0·3·表4米制细牙螺纹攻丝前用的钻头直径(mm)螺纹钻头直径公称直径螺距小直径级别5H 6H 7H 5H、6H、7Hmax max max min2.530.352.2012.7012.2212.7212.1212.6212.152.65450.53.5714.5713.5994.5993.6394.6393.4594.4593.504.506 5.338 5.378 5.424 5.188 5.708 0.75 7.338 7.378 7.424 7.188 7.2010 9.338 9.378 9.424 9.188 9.208 7.107 7.217 7.217 6.917 7.0010 9.107 9.217 9.217 8.917 9.0012 11.107 11.217 11.217 10.917 11.014 13.107 13.217 13.217 12.917 13.016 1 15.107 15.217 15.217 14.917 15.018 17.107 17.217 17.217 16.917 17.020 19.107 19.217 19.217 18.917 19.022 21.107 21.217 21.217 20.917 21.024 23.107 23.217 23.217 22.917 23.010 8.859 8.912 8.982 8.647 8.8012 1.25 10.859 10.912 10.982 10.647 10.8 14 12.859 12.912 12.982 12.647 12.812 10.612 10.676 10.751 10.376 10.514 12.612 12.676 12.751 12.376 12.515 13.612 13.676 13.751 13.376 13.516 1.5 14.612 14.676 14.751 14.376 14.5 18 16.612 16.676 16.751 16.376 16.520 18.612 18.676 18.751 18.376 18.522 20.612 20.676 20.751 20.376 20.5·4·螺纹钻头直径公称直径螺距小直径级别5H 6H 7H 5H、6H、7Hmax max max min24251.522.61223.61222.67623.67622.75123.75122.37623.37622.523.518 16.135 16.210 16.310 15.835 16.0 20 18.135 18.210 18.310 17.835 18.0 22 2 20.135 20.210 20.310 19.835 20.024 22.135 22.210 22.310 21.835 22.025 23.135 23.210 23.310 22.835 23.0表5英国标准粗牙惠氏螺纹B、S、W攻丝前用的钻头直径(mm)公称直径(英寸)每英寸牙数钻头直径铸铁、青铜、黄铜钢、可锻铸铁3/161/45/163/81/25/83/47/81 1/8 1 1/4 1 1/2 1 3/4 224 20 18 16 12 11 10 9877654 1/2 3.85.16.6 8.0 10.6 13.6 16.6 19.6 22.3 25.0 28.2 34.0 39.5 45.3 3.95.26.7 8.1 10.7 13.8 16.8 19.7 22.5 25.234.2 39.7 45.6·5·表6英寸制统一粗牙螺纹UNC攻丝前用的钻头直径(mm)螺纹钻头直径公称直径(英寸)每英寸牙数螺距小直径级别2Bmax3Bmax2B、3BminNo.1No.2No.3No.4No.564564840400.3970.4540.5290.6350.6351.5821.8722.1462.3852.6971.5821.8722.1462.3851.425 1.6941.9412.156 2.487 1.551.852.10 2.35 2.65 No.6 No.8 No.10 No.12 1/4 32 32 24 24 20 0.7940.7941.058 1.0581.2702.8963.5313.9624.5975.2682.8963.5283.9504.5905.2502.6423.3023.6834.343 4.9762.853.50 3.905.10 5/16 3/87/16 1/29/16 1816141312 1.411 1.588 1.8141.9542.117 6.7848.1649.55011.01312.456 6.6808.0829.44110.881 12.3016.4117.8059.14910.58411.996 6.608.009.4010.80 12.20 5/83/47/811 1/8 11109872.309 2.5402.8223.175 3.629 13.868 16.833 19.748 22.598 25.349 13.693 16.624 19.520 22.344 25.082 13.376 16.299 19.169 21.963 24.648 13.50 16.50 19.50 22.25 25.00 1 1/4 1 3/8 1 1/2 1 3/4 276654 1/23.6294.2334.2335.080 5.644 28.52431.120 34.295 39.814 45.598 28.258 30.851 34.026 39.560 45.367 27.823 30.343 33.519 38.951 44.689 28.00 30.75 34.00 39.50 45.00·6·表7英寸制统一细牙螺纹UNF攻丝前用的钻头直径(mm)螺纹钻头直径公称直径(英寸)每英寸牙数螺距小直径级别2Bmax3Bmax2B、3BminNo.0No.1No.2No.3No.480726456480.3180.3530.3970.4540.5291.3061.6131.9132.1972.4591.3061.6131.9132.1971.181 1.4731.7552.024 2.271 1.25 1.551.902.15 2.40No.5 No.6 No.8 No.10 No.12 44 40 36 32 28 0.577 0.635 0.706 0.794 0.9072.7413.0233.6074.166 4.7242.7413.0123.5974.168 4.717 2.5502.8193.404 3.9622.702.953.504.10 4.70 1/45/16 3/87/16 1/2 28242420200.9071.058 1.058 1.270 1.270 5.5807.0388.62610.03011.6185.5636.9958.5659.947 11.5245.3676.7928.3799.738 11.3265.506.908.509.90 11.50 9/16 5/83/411818161412 1.411 1.411 1.5881.8142.11713.08414.671 17.689 20.663 23.569 12.969 14.554 17.546 20.493 23.363 12.761 14.348 17.330 20.262 23.109 12.90 14.50 17.50 20.40 23.25 1 1/8 1 1/4 1 3/8 1 1/2 12121212 2.117 2.117 2.117 2.11726.744 29.919 33.094 36.269 26.538 29.713 32.888 36.063 26.284 29.459 32.634 35.809 26.50 29.50 32.75 36.00·7·表8GB7307-87、ISO228/1-1982非螺纹密封的管螺纹攻丝前用的钻头直径(mm)螺纹钻头直径公称直径(英寸)每英寸牙数螺距小直径max min1/81/43/81/25/83/47/811 1/41 1/21 3/422819191414141411111111110.9071.3371.3371.8141.814 1.8141.8142.309 2.309 2.309 2.309 2.309 8.848 11.890 16.395 19.172 21.128 24.658 28.418 30.931 39.592 45.485 51.428 75.296 8.566 11.445 14.950 18.631 20.587 24.117 27.877 30.291 38.952 44.845 50.788 56.556 8.80 11.80 15.25 19.00 21.00 24.50 28.25 30.75 39.50 45.00 51.00 57.00·8·表9GB7306-87、ISO7/1-1982用螺纹密封的管螺纹攻丝前用的钻头直径(mm)螺纹钻头直径公称直径(英寸)每英寸牙数螺距小直径max min1/81/43/81/23/411 1/41 1/222819191414111111110.9071.3371.3371.8141.8142.3092.3092.3092.3098.63711.549 15.054 18.773 24.259 30.471 39.132 45.025 56.836 8.495 11.341 14.846 18.489 23.975 30.111 38.772 44.665 56.476 8.60 11.50 15.00 18.50 24.00 30.25 39.00 45.00 56.50·9·表10 美标(NPT、NPSC)管螺纹底孔推荐的麻花钻直径(英寸)公称直径锥螺纹直管螺纹使用铰刀不用铰刀1 2 3 41/161/81/43/81/23/411 1/41 1/222 1/221/6427/649/1611/1657/641 1/21 15/321 23/322 3/162 19/32*0.240*0.328*0.422*0.562*0.688*0.891*1.1251.4691.7192.1882.5947/169/1645/64 29/32 1 9/64 1 31/641 47/642 13/64 2 5/8 *0.246 *0.332 *0.438 *0.562 *0.703 *0.906 *1.141 1.4841.7342.203 2.625 1/411/327/16 37/64 23/32 59/64 1 5/32 1 1/21 3/42 7/32 2 21/32 *0.250 *0.344 *0.438 *0.578 *0.719 *0.922 *1.156 1.5001.7502.219 2.656注:*为美国标准麻花钻尺寸·10·表11 美标(NPTF、NPSI)干密封管螺纹底孔推荐的麻花钻直径(英寸)公称直径锥螺纹直管螺纹使用铰刀不用铰刀1 2 3 41/161/81/43/81/23/411 1/41 1/222 1/2321/6427/649/1611/1657/641 1/81 15/321 45/642 3/162 19/323 7/32*0.234*0.328*0.422*0.562*0.688*0.891*1.1251.4691.7032.1882.5943.2197/1627/6445/6459/641 5/321 1/21 47/642 7/322 41/643 17/64*0.246*0.339*0.436*0.578*0.703*0.922*1.1561.5001.7342.2192.6413.2661/4*11/3227/6423/32*59/641 5/32*0.250*0.344*0.444*0.578*0.719*0.922*1.156注:*为美国标准麻花钻尺寸。
攻螺纹前钻底孔直径及底径

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 ① 0.75M2 ① 1.6M3 ① 2.5M4 ① 3.3M5 ① 4.2M6①5M8 ① 6.75M10 ① 8.5M12 ① 10.25M14 ① 12M16 ① 14M18 ① 15.5M20 ① 17.5M22 ① 19.5M24 ① 21M27 ① 24M30 ① 26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt> 1 毫米,dz=d- (1.04 〜* 1.06)t式中t——螺距(毫米)dz ――攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"〜5/8" dz = 25 (d-1/n)dz = 25 (d-1/n)+0.13/4"〜11/2" dz = 25 (d-1/n)dz = 25 (d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n -----每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)(2 )钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制粗牙環丝Metric coarse screw thread绵畦尺h Nominal 恬直悴Dr illldiameter呼世尺寸Nomirul站直帶DfilldiametAfJI惟尺廿Ncmiriail帖直汙Dnlldiame-lef n建尺寸Nomiinal粘直猗Drill diameterMl X{J,25 0 7& M?t&x045 2.10 M9 7 00 M27X3 "(J M' .l xO.250 86M2 6x0 4b 2.20MWX1.5 6 5C M3DK^26 5 M-.2x0.25 0.96M2 2.S0MUX 15 .)h(:29.5 M- .4x0.3 1.10M3.5x0.5 2.90M^x17510.3M36X432.0 Mk6x0.36 1.2S M4 x0 7 3.30 MUx2 12.0 35 0 M*.7x0.35 1.35W4,5J<D 75 3.80 MlGx2 14.0M42X4.537.5 M J .8x0.35 V4S MS xD.S 4.20 M16xZ,515.6M45X4.5 40.5 M2 X0.41,60M6 x 1.95,00M 20x2,517,5LU护543.0 M2.£XO.45 \75 M7 xl.O 6.00 M22M2.5 15.5M2.3XQ.4 1 90MB xi 25 6.80 ?1 Q聲雀尺寸NomimaJ 钛直径Drilldiameteru毎尺寸Ncmirtal钻直径Drilldiameter煤蛙尺寸Nominal鮎直径DNIIdiame-:ef每蛙尺寸Nominal站直径OriUdiamettrMH XO.Z oao Ml 1x0.75 10 3M25X1 5?3 5 M39X1.5 37.5 Ml .1X0,20.30Mljx I $10.5M 鬲、1.3M4QX3.037.D M\2XO.? ).00 1W1 t L2510.H Kin 1.5M40X2.O 38.0 Mil.4X0.2 1.2G M12M 1.0 1.0M27x? 0M4QX1M- .GxO.2 .40Lil < 1.!12.6 M27K1.J 25.S M42X4.0 33.D M\0XO.2 1.60M14X Lt 3.0M27x1 : 2B.C M42K J39.D M2 X0.25 V7S M15X1.5 13,5 >J28x2,0 26.0 M42X2.0 40.0 M2.2x0,2b 1.95M1&XL0■::I M28x1.& 263M42X1&•— !;Ml2.5x0.35 2.20 M16K 1.514.5 M28X1.0 i?.o MME kg 410M3 XO35 2.70M16X1.0 15-0M3OX3.D27.0M45X3.042 0 M3…5X0.35 3 20 M17XK515.5M3Ox2s0 23.0M45^2.0 43.0 M4 XCJ.& 3 50Ml Tx | L Q 5.Q M3OX1 .h XP. t M4&X 1.543.5M4.5x0.^ d 00 MlBx?Q 16-0 M3QX1 0?9 0 M4^X4.Q 44.0 MS >0.5.50MlRx I/ 5.5U32x2.0 30.C M佃2045.0 M 5.5X0.5 5.00 Miaxi.i 7.0 ■ ■30.5 M4ax2.0 46.0 M6 X0.7S 5.30M20X2.018.0M33x3.030.0M+8X 1.546.5 M? X0J5 6.30 M?DX15 13.5 ^33x2,0 31.0 M50X3 0 47.0 x LO7.00M20x 1.019.0M33x1.b 31.5MbOxS.O4B0 MH XO 75 7.30 M22x2.U 200 M 25x1.5 i3.5M50 x 1.5 5M9 X1.0 8.00M22X1.S 20.5M36X3.D33.0M9 XO75 8.30 L1?£xl .021.Q M36X.2.0 340MIO Ki.25 8 00 M?4x2.Q 22.0 M36xl 5 345M'O X1.0 9 00 M24X1 322.5 MHflxl .5斑藪同中」町刚人」M O >0.759 30MZ4x 1.23.0M39X3.0 woMl 1 Xl.D )0.Q M25>c2.O 23.0 M39x2 Q 37.0公制细牙饋銓Metric fine screw thread对六角孔總孔•螺栓孔的尺寸表,D,MEN5,0NS 0FC0UNTERB0R,NG叩HEXAG0N SOCKET HEAD CAP SCREW AND B0LT H0L£SHCWA TOOL CO Bi LTD.ts世尺寸fd)ds dr L>.k H p Hr dzMonwui dmnaBcflnadh/3 34 5.5 氐 2.7 3.3 2.6臥丄 4 4.57e426 4.J 3.45 5.5 05 9.5 5 46 5.4 4 3W6 6.^ 1011&汕MB8 9 1314B7.4 H.e 65M10 111617.5109.210.B a.eM12 12 li IB 20 12 11 1310.4M U 1416212314 12.fi IS 21?.2MIS16 18 24?6 16 U.S17 5 14-2M13 ie2C2?2<51816-5 19 515 JM L2O2Q 22 30 32 20 16 521 5 17.7M>22 223433 35 £220.5 23.519 7M2424 ?G 36 392422.5 25 5 2L2273040 4327ZS2924. ZM30 503345 4830茁32 26.7。
攻螺纹前钻底孔直径及底径

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm。
螺纹钻孔底径计算
螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)常用规格(公制)M1.2*0.25 M2.5*0.45 M6*0.75 M10*0.75M1.4*0.3 M2.6*0.45 M6*1 M10*1M1.6*0.35 M3*0.5 M7*0.75 M10*1.25M1.7*0.25 M3*0.6 M7*1 M10*1.5M1.7*0.35 M3.5*0.6 M8*0.75 M11*1M1.8*0.35 M4*0.5 M8*1 M11*1.5M2*0.4 M4*0.7 M8*1.25 12*1M2.2*0.45 M5*0.5 M9*1 M12*1.25M2.3*0.45 M5*0.8 M9*1.25 M12*1.52.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数常用规格(英制)1/8〃-40 1/2〃-12 1〃-8 2〃-4.55/32〃-32 9/16〃-12 1-1/8〃-7 2-1/8〃-43/16〃-24 5/8〃-11 1-1/4〃-7 2-1/4〃-47/32〃-24 11/16〃-11 1-3/8〃-6 2-1/2〃-41/4〃-20 3/4〃-16 1-1/2〃-6 2-3/4〃-45/16〃-18 13/16〃-10 1-5/8〃-5 3-1/4〃-43/8〃-16 7/8〃-9 1-1/4〃-5 3-1/2〃-47/16〃-14 15/16〃-9 1-7/8〃-4.5 3-3/4〃-4 4〃-4国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.425^^0.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.86^^0.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长度攻丝前需钻孔对于一般材料钻底孔需钻多大孔径较合适攻丝前为什么要先对孔口倒角回答正在发表回答,请稍候……您输入的内容将会在您成功登录之后自动发表。
螺纹底径表
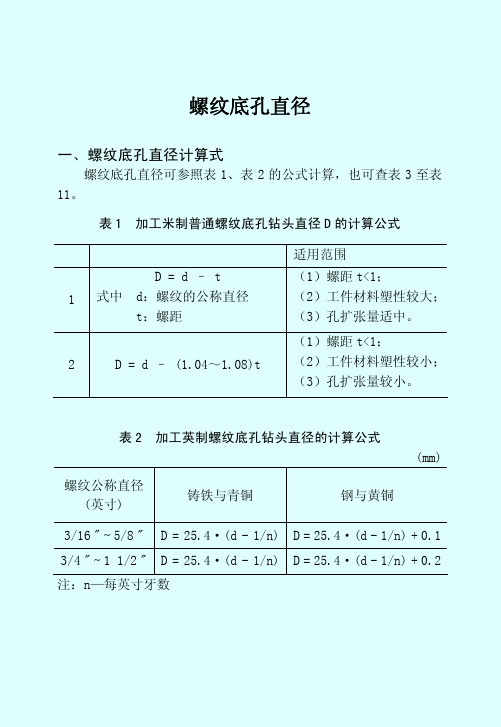
螺纹底孔直径一、螺纹底孔直径计算式螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。
表1 加工米制普通螺纹底孔钻头直径D的计算公式适用范围1D = d – t式中 d:螺纹的公称直径t:螺距(1)螺距t<1;(2)工件材料塑性较大;(3)孔扩张量适中。
2 D = d – (1.04~1.08)t (1)螺距t<1;(2)工件材料塑性较小;(3)孔扩张量较小。
表2 加工英制螺纹底孔钻头直径的计算公式(mm)螺纹公称直径(英寸)铸铁与青铜 钢与黄铜3/16"~5/8" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.1 3/4"~1 1/2" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.2注:n—每英寸牙数·2·二、螺纹底孔直径表表3 米制粗牙螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 螺距5Hmax 6Hmax7Hmax5H、6H、7Hmin钻头直径1 1.2 1.6 2 2.5 34568 10 12 14 16 18 20 22 24 0.250.250.350.40.450.50.70.811.251.51.75222.52.52.530.7850.9851.3011.6572.1122.5713.3824.2945.0076.8598.61210.37112.13514.13515.64917.64919.64921.1521.3211.6792.1382.5993.4224.3345.1536.9128.67610.44112.21014.21015.74417.74419.74421.2522.6393.4664.3845.2176.9828.75110.53112.31014.31015.85417.85419.85421.3820.7290.9291.2211.5612.0132.4593.2424.1344.9176.6478.37610.10611.83513.83515.29417.29419.29420.7540.750.951.251.602.052.503.304.205.006.808.5010.212.014.015.517.519.521.0·3·表4 米制细牙螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 螺距 5Hmax 6Hmax7Hmax5H、6H、7Hmin钻头直径2.5 3 0.352.2012.7012.2212.7212.1212.6212.152.654 5 0.53.5714.5713.5994.5993.6394.6393.4594.4593.504.5068 10 0.755.3387.3389.3385.3787.3789.3785.4247.4249.4245.1887.1889.1885.707.209.208 10 12 1416 18 20 22 24 17.1079.10711.10713.10715.10717.10719.10721.10723.1077.2179.21711.21713.21715.21717.21719.21721.21723.2177.2179.21711.21713.21715.21717.21719.21721.21723.2176.9178.91710.91712.91714.91716.91718.91720.91722.9177.009.0011.013.015.017.019.021.023.01012 14 1.258.85910.85912.8598.91210.91212.9128.98210.98212.9828.64710.64712.6478.8010.812.812141516 18 20 22 1.510.61212.61213.61214.61216.61218.61220.61210.67612.67613.67614.67616.67618.67620.67610.75112.75113.75114.75116.75118.75120.75110.37612.37613.37614.37616.37618.37620.37610.512.513.514.516.518.520.5·4·螺 纹小 直 径 级 别公称直径 螺距 5Hmax 6Hmax7Hmax5H、6H、7Hmin钻头直径2425 1.522.61223.61222.67623.67622.75123.75122.37623.37622.523.518 20222425 216.13518.13520.13522.13523.13516.21018.21020.21022.21023.21016.31018.31020.31022.31023.31015.83517.83519.83521.83522.83516.018.020.022.023.0表5 英国标准粗牙惠氏螺纹B、S、W攻丝前用的钻头直径(mm)钻 头 直 径公称直径 (英寸) 每英寸牙数铸铁、青铜、黄铜钢、可锻铸铁3/16 1/45/16 3/81/25/83/47/811 1/8 1 1/4 1 1/2 1 3/4 2 242018161211109877654 1/23.85.16.68.010.613.616.619.622.325.028.234.039.545.33.95.26.78.110.713.816.819.722.525.228.434.239.745.6·5·表6 英寸制统一粗牙螺纹UNC 攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 (英寸) 每英寸牙 数螺 距2B max 3B max 2B、3B min 钻头 直径 No.1 No.2 No.3 No.4 No.5 64 56 48 40 40 0.397 0.454 0.529 0.635 0.635 1.5821.8722.1462.3852.697 1.5821.8722.1462.3852.697 1.4251.6941.9412.1562.487 1.55 1.85 2.10 2.35 2.65 No.6 No.8 No.10 No.12 1/4 32 32 24 24 20 0.794 0.794 1.058 1.058 1.270 2.8963.5313.9624.5975.268 2.8963.5283.9504.5905.250 2.6423.3023.6834.3434.976 2.85 3.50 3.90 4.60 5.10 5/16 3/8 7/16 1/2 9/16 18 16 14 13 12 1.411 1.588 1.814 1.954 2.117 6.7848.1649.55011.01312.456 6.6808.0829.44110.88112.301 6.4117.8059.14910.58411.996 6.60 8.00 9.40 10.80 12.20 5/8 3/4 7/8 1 1 1/8 11 10 9 8 7 2.309 2.540 2.822 3.175 3.629 13.86816.83319.74822.59825.34913.69316.62419.52022.34425.08213.37616.29919.16921.96324.64813.50 16.50 19.50 22.25 25.00 1 1/4 1 3/8 1 1/2 1 3/4 2 7 6 6 5 4 1/23.6294.233 4.2335.080 5.64428.52431.12034.29539.81445.59828.25830.85134.02639.56045.36727.82330.34333.51938.95144.68928.00 30.75 34.00 39.50 45.00·6· 表7 英寸制统一细牙螺纹UNF 攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 (英寸) 每英寸牙 数螺 距2B max 3B max 2B、3B min 钻头 直径 No.0 No.1 No.2 No.3 No.4 80 72 64 56 48 0.318 0.353 0.397 0.454 0.529 1.3061.6131.9132.1972.459 1.3061.6131.9132.1972.459 1.1811.4731.7552.0242.271 1.25 1.55 1.90 2.15 2.40 No.5 No.6 No.8 No.10 No.12 44 40 36 32 28 0.577 0.635 0.706 0.794 0.907 2.7413.0233.6074.1664.724 2.7413.0123.5974.1684.717 2.5502.8193.4043.9624.496 2.70 2.95 3.50 4.10 4.70 1/4 5/16 3/8 7/16 1/2 28 24 24 20 20 0.907 1.058 1.058 1.270 1.270 5.5807.0388.62610.03011.618 5.5636.9958.5659.94711.524 5.3676.7928.3799.73811.326 5.50 6.90 8.50 9.90 11.50 9/16 5/8 3/4 7/8 1 18 18 16 14 12 1.411 1.411 1.588 1.814 2.117 13.08414.67117.68920.66323.56912.96914.55417.54620.49323.36312.76114.34817.33020.26223.10912.90 14.50 17.50 20.40 23.25 1 1/8 1 1/4 1 3/8 1 1/2 12 12 12 122.117 2.117 2.117 2.11726.74429.91933.09436.26926.53829.71332.88836.06326.28429.45932.63435.80926.50 29.50 32.75 36.00·7·表8 GB7307-87、ISO228/1-1982非螺纹密封的管螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 公称直径 (英寸) 每英寸 牙 数 螺 距 max min 钻头 直径 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 1 1/4 1 1/2 1 3/4 2 28 19 19 14 14 14 14 11 11 11 11 110.907 1.337 1.337 1.814 1.814 1.814 1.814 2.309 2.309 2.309 2.309 2.3098.848 11.890 16.395 19.172 21.128 24.658 28.418 30.931 39.592 45.485 51.428 75.2968.566 11.445 14.950 18.631 20.587 24.117 27.877 30.291 38.952 44.845 50.788 56.5568.80 11.80 15.25 19.00 21.00 24.50 28.25 30.75 39.50 45.00 51.00 57.00·8· 表9 GB7306-87、ISO7/1-1982用螺纹密封的管螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 公称直径 (英寸) 每英寸 牙 数 螺 距 max min 钻头 直径 1/8 1/4 3/8 1/2 3/4 1 1 1/4 1 1/2 2 28 19 19 14 14 11 11 11 110.907 1.337 1.337 1.814 1.814 2.309 2.309 2.309 2.3098.637 11.549 15.054 18.773 24.259 30.471 39.132 45.025 56.8368.495 11.341 14.846 18.489 23.975 30.111 38.772 44.665 56.4768.60 11.50 15.00 18.50 24.00 30.25 39.00 45.00 56.50·9·表10 美标(NPT、NPSC)管螺纹底孔推荐的麻花钻直径(英寸)锥 螺 纹公称直径使用铰刀 不用铰刀直管螺纹1 2 3 41/161/81/43/81/23/411 1/4 1 1/2 22 1/2 21/6427/649/1611/1657/641 1/21 15/321 23/322 3/162 19/32*0.240*0.328*0.422*0.562*0.688*0.891*1.1251.4691.7192.1882.5947/169/1645/6429/321 9/641 31/641 47/642 13/642 5/8*0.246*0.332*0.438*0.562*0.703*0.906*1.1411.4841.7342.2032.6251/411/327/1637/6423/3259/641 5/321 1/21 3/42 7/322 21/32*0.250*0.344*0.438*0.578*0.719*0.922*1.1561.5001.7502.2192.656注:*为美国标准麻花钻尺寸·10·表11 美标(NPTF、NPSI)干密封管螺纹底孔推荐的麻花钻直径(英寸)锥 螺 纹公称直径使用铰刀 不用铰刀直管螺纹1 2 3 41/161/81/43/81/23/411 1/4 1 1/2 22 1/23 21/6427/649/1611/1657/641 1/81 15/321 45/642 3/162 19/323 7/32*0.234*0.328*0.422*0.562*0.688*0.891*1.1251.4691.7032.1882.5943.2197/1627/6445/6459/641 5/321 1/21 47/642 7/322 41/643 17/64*0.246*0.339*0.436*0.578*0.703*0.922*1.1561.5001.7342.2192.6413.2661/4*11/3227/6423/32*59/641 5/32*0.250*0.344*0.444*0.578*0.719*0.922*1.156注:*为美国标准麻花钻尺寸。
螺纹钻孔底径计算
螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)常用规格(公制)M1.2*0.25 M2.5*0.45 M6*0.75 M10*0.75M1.4*0.3 M2.6*0.45 M6*1 M10*1M1.6*0.35 M3*0.5 M7*0.75 M10*1.25M1.7*0.25 M3*0.6 M7*1 M10*1.5M1.7*0.35 M3.5*0.6 M8*0.75 M11*1M1.8*0.35 M4*0.5 M8*1 M11*1.5M2*0.4 M4*0.7 M8*1.25 12*1M2.2*0.45 M5*0.5 M9*1 M12*1.25M2.3*0.45 M5*0.8 M9*1.25 M12*1.52.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数常用规格(英制)1/8〃-40 1/2〃-12 1〃-8 2〃-4.55/32〃-32 9/16〃-12 1-1/8〃-7 2-1/8〃-43/16〃-24 5/8〃-11 1-1/4〃-7 2-1/4〃-47/32〃-24 11/16〃-11 1-3/8〃-6 2-1/2〃-41/4〃-20 3/4〃-16 1-1/2〃-6 2-3/4〃-45/16〃-18 13/16〃-10 1-5/8〃-5 3-1/4〃-43/8〃-16 7/8〃-9 1-1/4〃-5 3-1/2〃-47/16〃-14 15/16〃-9 1-7/8〃-4.5 3-3/4〃-4 4〃-4国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.425^^0.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.86^^0.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径) 七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13 八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长度攻丝前需钻孔对于一般材料钻底孔需钻多大孔径较合适攻丝前为什么要先对孔口倒角回答正在发表回答,请稍候……您输入的内容将会在您成功登录之后自动发表。
底孔计算方法
内牙孔径 = 公称直径 -1.0825*P M20x2.5-6H/7g ( 右手 )-(单头螺纹 )-( 公制粗牙 ) (公称直径 20mm) ( 牙距 2.5mm) (内螺纹配合等级 6H) (外螺纹配合等级 7g) 左-双头 -M20x1.5 ( 左手 )-(双头螺纹 )-(公制细牙 ) (公称直径 20mm) ( 牙距 1.5mm) 美制螺纹 (统一标准螺纹 ) 牙深 = 0.6495*(25.4/ 每吋牙数 ) (牙角 60 度) 3/4-10UNC-2A (UNC 粗牙 )(UNF 细牙 ) (1A 2A 3A 外牙公差配合等级 ) (1B 2B 3B 内牙公差配合等级 ) UNC 美制统一标准 粗牙螺纹 外径 3/4 英吋 ,每英吋 10 牙 外牙 2 级公差配合 管螺纹 (英制 PT) 牙深 = 0.6403*(25.4/ 每吋牙数 ) (牙角 55 度) PT 3/4-14 ( 锥度管螺纹 ) 锥度管螺纹 ,锥度比 1/16 3/4 英吋管用 ,每英吋 14 牙 管螺纹 (PS 直螺纹 )(PF 细牙 ) 牙深 = 0.6403*(25.4/ 每吋牙数 ) (牙角 55 度)
铸铁与青铜
钢与黄铜
3/16" ~ 5/8"
dz =25 ( d-1/n)
dz =25 (d-1/n)+0.1
3/4" ~ 11/2"
dz=25 (d-1/n)
dz= 25 (d-1/n) +0.2
式中 dz—— 攻丝前钻孔直径(毫米)
d—— 螺纹公称直径(英寸)
n—— 每英寸牙数 首先,要知道螺纹的外径 D,螺距 T, 螺纹底孔直径 d=D-T 。 攻螺纹前钻底孔直径和深度的确定以及孔口的倒角 ( 1 )底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因 而造成金属凸起
m42螺纹底径

m42×1.5螺纹底径M42×1.5螺纹底径指的是M42外螺纹,螺距为1.5mm的螺纹的小径,也称为内径或底径。
在机械设计和制造领域,螺纹是一个重要的机械连接元素,它通过螺纹的旋转来传递力和运动。
螺纹的大小和类型通常由公称直径和螺距来定义,公称直径表示螺纹的最大直径,而螺距是相邻两螺旋线之间的距离。
一、M42×1.5螺纹底径的定义螺纹底径,即螺纹的小径,对于外螺纹来说,是指螺纹外侧轮廓的最小直径。
对于内螺纹来说,则是螺纹内侧轮廓的最小直径。
底径是螺纹设计中的一个重要参数,它影响到螺纹的承载能力和配合性能。
在实际应用中,螺纹底径必须与相应的公称直径和螺距相匹配,以确保正确的连接和功能。
二、M42×1.5螺纹底径的计算螺纹底径的计算通常涉及到螺纹的标准和规格。
不同国家和行业可能有不同的标准,例如,ISO、DIN、UNC、UNF等。
在中国,常用的是GB/T标准。
对于M42×1.5螺纹,可以参考GB/T 14791-1993标准来进行计算。
计算公式可能包括:H = 0.866Ph = 0.5413PD2 = D - 0.6495PD1 = D - 1.0825P其中,H是牙型理论高度,P是螺距,D是大径(外径),D1是小径(内径)。
三、M42×1.5螺纹底径的应用M42×1.5螺纹底径在实际应用中非常重要,它直接影响到螺纹连接的准确性、紧密度和可靠性。
在机械加工、装配、维修等领域,都需要准确知道螺纹底径的大小,以便选择合适的工具、量具,或者进行正确的加工和测量。
例如,在生产过程中,如果需要对M42×1.5螺纹进行加工或者检验,就需要知道其底径大小,以便选择合适的钻头、丝锥、量规等工具。
此外,在设计时,也需要考虑螺纹底径与配合零件的关系,以确保连接的合适性和可靠性。
四、总结M42×1.5螺纹底径是螺纹设计中的一个关键参数,它涉及到螺纹的尺寸、规格和标准。
螺纹底孔孔径经验算法

螺纹底孔孔径经验算法攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A外牙公差配合等级)(1B 2B 3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6公称直径40mm牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 /牙距P牙距P = 25.4 /每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p *直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p *直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d牙深径d =公称外径D-2*h =19.05-2*1.65 = 15.75mm。
螺纹底孔深度计算公式
刀座快速移动的影响车牙最高转速 N = 4000/ P
刀座快速移动加减速的影响
普通公制螺纹用外径-螺距。
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径=
公称直径-1.0825*P
M20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)
(公称直径2ห้องสมุดไป่ตู้mm) (牙距2.5mm)
(内螺纹配合等级6H)
(外螺纹配合等级7g)
左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)
外牙2级公差配合
管螺纹(英制PT)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
管螺纹
(PS直螺纹)(PF细牙)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
螺纹底孔深度计算公式
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角
(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)
梯形螺纹
(29度 爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
车牙的计算
考虑条件计算公式
公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P
管螺纹底径计算公式

管螺纹底径计算公式螺纹底径的计算公式是:螺纹底径=公称直径-1.08252×螺距。
以M30×2的螺纹为例子:螺纹公称直径:d=30;螺纹中径:d2=d-0.6495×t=30-0.64945×2=28.7011;螺纹小径:d1=d-1.0825×t=30-1.0825×2=27.835。
螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。
螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。
其中三角形螺纹主要用于联接(见螺纹联接),矩形、梯形和锯齿形螺纹主要用于传动。
螺纹底径=公称直径—1.08252*螺距。
以M30×2的螺纹为例子:螺纹公称直径 d=30;螺纹中径 d2=d-0.6495*t=30-0.64945*2(t是螺距)=28.7011;螺纹小径 d1=d-1.0825*t=30-1.0825*2=27.835;以上是牙形为60°算法。
一般在车削加工时对外螺纹底径的计算简化为:公称直径-螺距-0.2~0.5mm (0.2~0.5mm 根据公称直径的大小确定,不同的直径大小不相同的数值)d3=d-2(0.5P+ac),d3为小径,d为公称直径,P为螺距,ac 为牙顶间隙;d1=d,d1为大径,d为公称直径;d2=d-0.5P,d2为中径,d为公称直径,P为螺距。
(内螺纹):D4=d+2ac,D4为大径,d为公称直径,ac为牙顶间隙;D1=d3+2ac=d-P,D1为小径,d为公称直径,P为螺距;D2=d2=d-0.5P,D2为中径,d为公称直径,P为螺距。
即内螺纹的大/小径等于外螺纹大/小径加上两倍牙顶间隙,内外螺纹的中径相等。
拓展资料:螺纹的主要几何参数:1、外径(大径),与外螺纹牙顶或内螺纹牙底相重合的假想圆柱体直径。
螺钉底径计算

螺钉底径计算螺钉底径是螺钉的最重要参数之一,直接影响着螺钉的使用质量和安全性。
本文将介绍螺钉底径的计算方法和相关知识,帮助读者深入了解螺钉。
一、什么是螺钉底径?螺钉底径指的是螺纹下端的直径,也称为螺钉的内径。
通常情况下,螺钉底径与螺纹直径相等。
在实际应用中,要根据螺钉的承载能力、锁固性等要求来确定螺钉底径的大小。
二、螺钉底径的计算方法螺钉底径的计算方法有两种,分别如下:1.根据螺纹直径计算螺纹直径=d螺钉底径=d-k其中,k为螺纹下端的切削深度,一般为1.25-1.5d。
所以,螺钉底径一般为d-1.25d至d-1.5d。
2.根据螺纹圆周长计算螺纹圆周长=C=πd螺钉底径=d-(π/2)t其中,t为螺纹的顶面高度,由螺纹参数决定。
一般情况下,螺钉底径一般为d-0.8t至d-1.2t。
三、螺钉底径的影响因素螺钉底径的大小对螺钉的性能和安全性都有影响。
一般来说,如果螺钉底径太小,则可能导致承载能力下降,而如果螺钉底径太大,则可能导致螺纹锁固力不足。
除了螺纹直径和螺纹圆周长之外,螺钉底径的大小还受到以下因素的影响:1.材料强度:螺钉的材料强度越高,其承载能力也越大,因此需要适当增加螺钉底径。
2.工作温度:在高温下,螺钉的强度会降低,因此需要增加螺钉底径以提高其承载能力。
3.应力集中:如果螺钉底部应力集中,容易导致螺钉底径局部损坏,因此需要适当增大螺钉底径。
四、如何选择合适的螺钉底径?选择合适的螺钉底径需要考虑螺纹锁固力、承载能力、加工难度等多个因素。
一般来说,如果要求螺钉具有较高的锁固力和承载能力,建议选择较大的螺钉底径。
但是,过大的螺钉底径也会增加加工难度和成本,需要适当权衡。
在选择螺钉底径时,还需考虑以下因素:1.被连接件的材料和结构2.工作条件、温度和环境3.螺钉的位置和使用要求4.连接件的应力集中情况总之,选择合适的螺钉底径需要综合考虑多个因素,尤其是锁固力和承载能力等重要指标,以确保螺钉具有良好的使用质量和安全性。
螺纹底孔深度计算公式

螺纹底孔深度计算公式(1)丝锥底孔直径的确定在攻丝过程中,刃口主要是切削金属,但也有挤压金属的作用,导致金属凸出并流向齿尖现象,所以在攻丝前,钻孔(即底孔)应大于螺纹直径。
井底直径可在手册中计算,也可按以下经验公式计算:脆性材料(铸铁、青铜等):孔径D0=D(螺纹直径)-1.1p(螺距)塑料材料(钢、铜等):孔径D0=D(螺纹直径)-P(螺距)(2)为确定盲孔(非多孔孔)螺纹攻丝时的钻孔深度,由于丝锥不能到达底部,孔深应大于螺纹长度。
盲孔深度可按下式计算:孔深=所需螺纹深度+0.7d以下公式可用于普通螺纹座孔直径的简易计算要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙) (公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙) (公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 / 牙距P牙距P = 25.4 / 每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p * 直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d 牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC 20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM转速N = (1000周速V) / (圆周率p * 直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径d = 公称外径D-2*h =19.05-2*1.65 = 15.75mm。
攻螺纹前钻底孔直径及底径1

以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
英制螺纹底径计算公式

英制螺纹底径计算公式
其中,外径是螺纹的外部直径,螺距是相邻螺纹之间的距离,等螺纹
高是螺纹的高度的一半,偏移量是为了更好地满足特定需求而添加的修正量。
具体的计算步骤如下:
1.首先测量螺纹的外径。
使用一个卡尺或其他测量工具,在螺纹的最
高点上测量螺纹的外部直径。
2.然后确定螺距。
螺距是螺纹的内部线和外部线之间的距离。
如果您
知道螺距,可以直接使用该数值。
如果不知道螺距,可以使用螺纹规格表
来查找适用于您的螺纹规格的标准螺距。
3.计算等螺纹高。
等螺纹高是螺纹高度的一半。
通过将螺纹凹槽的深
度除以2来计算等螺纹高。
4.确定偏移量。
偏移量是根据特定需求添加的修正量。
一般情况下,
偏移量为零。
5.将上述数值代入公式。
使用以上给出的公式,将螺纹的外径、螺距、等螺纹高和偏移量代入计算。
通过以上公式和计算步骤,可以得到英制螺纹底径的数值。
请注意,
不同的螺纹规格和需求可能需要不同的计算公式和修正量。
使用正确的公
式和数值将有助于确保螺纹的精确和质量。
螺纹径及螺纹底孔计算公式

螺纹类别
代号
牙度数
ቤተ መጻሕፍቲ ባይዱ
计算公式
公制牙
M
(美制牙)
UNC
60°
螺纹径=螺纹外径-螺距*0.75 螺孔径=螺纹大径-螺距*0.85
英制牙
W
55°
螺纹径=螺纹外径-螺距*0.7 螺孔径=螺纹大径-螺距*0.8
注:如果螺纹精度要求很高,须实际测试为准
精度表示法
螺纹类别
代号 内/外牙
1级
2级
公制螺纹
外牙
4b
M
内牙
4H、5H
6g 5H、6H
外牙
3A
2A
美制螺纹
UNC
内牙
3B
2B
英制螺纹
W
正常公差 -0.05 ﹢0.05 -0.05 ﹢0.05
3级 8g 7H 1A 1B
注:三角形螺纹 代号M:
粗 M10
60°
细 M10×1 60° 外径10距离1㎜
时制3/16″-24 55° 直径为3/16″英寸、每英24牙扣
管螺纹: G3/4″ 圆柱 55° 管子孔径为3/4英寸
ZZG 圆柱 55° ZG1/2″管子孔径为1/2英寸
Z 圆柱 66° Z3/4″60°管孔径为3/4英寸
梯形螺纹: 代号T T30×10/2-3
锯齿形螺纹:代号S S70×10-2 外径70螺距10 2级精度
1英寸=25.4