注塑车间检验员值班记录表
注塑巡检记录表

~
~
~
~
班次 是否盖章 模具状态
~
~
日期 □是 □否 □OK □NG
~
备注
尺寸 检验
判定结果
注:1.正常生产2H以上,巡检0.5H检查一次,2H记录一次。生产低于2H时需巡检一次记录一次,记录一个最大值和最小值。2.巡检时需记录作业员依SOP规定作业的实际状 况,巡检机台参数安全状态,并记录于表单中。3.测量工具:A.二次元 B.卡尺 C.硬度计 D.弹性仪 E.厚度规 F.目测 G.模温计 H.手工
客 户 材质
作业员是否依SOP作业
产品型号 流程卡号 □是 □否
规格/标准/测量工具
外观 检验
温度
检
机台 参数
压力
验
速度
项
目
料花 缩水 变形 缺料 拉模 气泡 银丝 污点
F F F F F F、A F F、A ℃ pa mm/s
注塑巡检记录表
生产数
作业员
不良数
机台号
是否发生过异常
பைடு நூலகம்
□OK □NG
巡检时间
审核:
检验员:
注塑车间安全检查记录表

注塑车间安全检查记录表日期:2021年10月15日检查人员:张经理车间名称:注塑车间检查项目:1. 环境安全- 检查车间内是否有杂物堆放、易燃物品是否存放正确;- 检查地面是否清洁,有无积水、油污等;- 检查消防设施是否完好,灭火器是否在有效期内。
2. 设备安全- 检查注塑机设备是否正常运行,有无异响、漏油等情况;- 检查机器密封件是否完好,防护罩是否安装到位;- 检查机器周边是否有明火,电气设备是否有漏电情况。
3. 作业人员安全- 检查作业人员是否佩戴工作帽、口罩、防护手套等个人防护用品;- 检查作业人员是否按规定操作,是否存在违章操作行为;- 检查作业人员是否接受过必要的安全培训。
4. 废料处理- 检查废料是否存放在指定区域,有无堆积过多的情况;- 检查废料堆放区是否有防火措施,是否有易燃易爆物品混放。
5. 紧急应急措施- 检查应急疏散通道是否畅通,标识是否清晰可见;- 检查应急照明设备是否正常;- 检查应急救援设备是否齐全,并是否经过定期维护。
检查结果:经过本次安全检查,发现以下问题:1. 环境安全方面,车间内有部分杂物堆放不整齐,需及时清理整顿;2. 设备安全方面,有一台注塑机存在漏油现象,需及时维修;3. 作业人员安全方面,有一名作业人员未佩戴防护手套,需加强培训和监督;4. 废料处理方面,废料堆放区防火措施不完善,需增加防火设施;5. 紧急应急措施方面,应急疏散通道上的标识模糊不清,需重新标注。
整改措施:针对上述问题,制定以下整改措施:1. 清理车间内的杂物,确保车间环境整洁有序;2. 安排维修人员对漏油的注塑机进行维修;3. 加强对作业人员的安全培训,确保佩戴个人防护用品;4. 安装更多的防火设施,加强废料堆放区的防火管理;5. 更新应急疏散通道的标识,确保清晰可见。
整改责任人:车间主管整改期限:2021年10月20日备注:本次安全检查记录表仅供内部参考,如有问题请及时联系车间主管。
注塑车间值班记录表
IIIB®爱邦电器有限公司
注塑车间值班记录表
IBNO:00004 年 月 日 班 总 页 第 页
序 机 故障发 号 台号 生时间
模具编号 产品型号
故障原因描述
处理措施、结果
处理 时间 至 至 至 至 至 至 至 至 至 至 至
操作工 处理人员 签字 签字
备注
注:组长必须认真、如实填写此表,下班前上交生产部. 组长: 统计: 车间主任:
I 年 月 日 班 总 页 第 页
序 机 故障发 号 台号 生时间
模具编号 产品型号
故障原因描述
处理措施、结果
处理 时间 至 至 至 至 至 至 至 至 至 至 至 至
操作工 处理人员 签字 签字
备注
注:组长必须认真、如实填写此表,下班前上交生产部. 组长: 统计: 车间主任:
注塑首件检验记录表
原部
门
材端
申 子端
请 子端
单 位
子图 号送
检 □每日首
件 □
序 号 规格(mm)
注塑首件/末件检验记录表
班别 原材料批号 端子批号 端子批号 端子批号 版次 检验时间
机台号 原材料送检日期 模号 料号 生产批号 样品数量(pcs) 完成时间
检验编号:
申请 核 定
检测工具
检 验 单 位
检验结果判定 备注:
□A:合格,继续生产 □C:不能生产,立即停机
□B:不合格重新调机 □D:条件认可
检验员(IPQC):
核准判定人员
品质工程师: 生产主管:
品质经理: 生产经理:
(一)凡生产单位每批产品之首件/末件,由生产部人员填写本表单与样品一同送品质检验,经判定
填 写
( 二 (
合格后方可生产(调机/换线在内)
说编号:
发生客户投诉时,核准人员为品质经理和生产经理共同核准。
版本/版次:A0
表单编号:
版本/版次:A0
注塑机日常点检表_2

日点检保 养项目
润滑系统
安全门位置
电路开关是否正常
游标是否正常
加热系统偏差值
液压部位是否漏油
电子阀是否正常
周保养项 目
检查油压运作是否正常
清洁机身灰尘和工作台杂物
点检人:
做好机器内的5S
月保养项 活动部位是否正常
目
程序是否正常
点检人: 备注:1、日检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。如休息天划“/”,有数据的项目必须用数据填写,每日上班确认。
设备编 号:
确认结果
注塑车间设备日常点检表
时间
设
备保年月日来自1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
保养内容与点检标准
清洁机身灰尘和工作台杂物
马达运转状况
冷却系统是否正常
发热部位运转状况
2、周检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。每周六点检。
3、月检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。每月28号点检并注明日期。
责任人: 审核:
4、对于漏检或检查与实际不符的给予相关责任人扣1分。
注塑员工自检生产日报表

2.不良品按類別分開放置於不良品盒(袋),並統計數據;
3.發生不良時,由品保、生產一起確認,並分析原因,制定出臨時對策與永久對策;
4.當班不良品在下班時,經品保確認 、生產主管審核後統一報廢處理。
核準:
審核:
品保確認:
填寫人﹕
保存期限:一年
時間 21﹕ 00
審核:
品保確認:
填寫人﹕
其它不良 5S確認
生產 總數
備注
22﹕ 00
23﹕ 00
00: 00
01: 00
02: 00
03: 00
04: 00
05: 00
06: 00
07: 00
08: 00
累計數量
不良率﹕%
備注: 1.不良品按類別填寫不良項目、數量、不良率等,如無不良,填寫生產總數即可;
注塑自主檢查記錄表
機號﹕
產Байду номын сангаас名稱﹕
日期﹕
班次﹕
不良品項目 時間 09﹕ 00 10﹕ 00 11﹕ 00 12﹕ 00 13﹕ 00 14﹕ 00 15﹕ 00 16﹕ 00 17﹕ 00 18﹕ 00 19﹕ 00 20﹕ 00
累計數量
其它不良 5S確認
生產 總數
備注
不良率﹕%
核準: 班次﹕
不良品項目
塑料件巡检记录表

按事实填写内容.
A异色点.B烧焦.C缩水D熔接缝E缺料F顶高G.顶杆印H断针I易脆.J易破K毛边.毛刺L变形M:油污N.水渍O异物.灰尘
每1小时巡查一次,每次检验一模产品,根据检验工艺卡和图纸,作业指导书,产品品质标准,对外观结构尺寸进行检验测量。
宁波杰盈电器有限公司
IPQC巡检表【注塑部】编号:JY/QR-PZ-001
日期:班次:机台:产品名称:巡检员:领班:
时间
【白夜班】
检验项目方法
不良简述状况
异常纠正预防措施
异常处理结果
备注:
当不良产生,当班巡检必须马上呈报调机员跟进,当不良栏上连续1个小时不良,调机员必须马上呈报主管跟进,并开出品质异常报告给生产主管。
修模后工艺调整后进行首样检验,并封存首样件。
7:00-8:00
8:00-9:00
9:00-10:00
10:00-11:00
11:30-12:30
12:30-1:30
1:30-2:30
2:30-3:30
3:30-4:30
4:30-5:30பைடு நூலகம்
5:30-7:00
注塑工艺点检表-signed
2
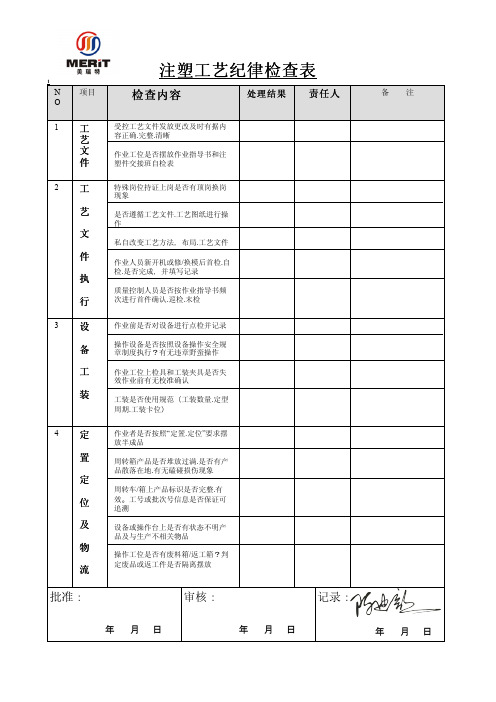
作业人员新开机或修/换模后首检.自 检.是否完成,并填写记录 质量控制人员是否按作业指导书频 次进行首件确认.巡检.末检 作业前是否对设备进行点检并记录 操作设备是否按照设备操作安全规 章制度执行?有无违章野蛮操作 作业工位上检具和工装夹具是否失 效作业前有无校准确认 工装是否使用规范(工装数量.定型 周期.工装卡位) 作业者是否按照“ 定置.定位”要求摆 放半成品 周转箱产品是否堆放过满.是否有产 品散落在地.有无磕碰损伤现象 周转车/箱上产品标识是否完整.有 效。工号或批次号信息是否保证可 追溯 设备或操作台上是否有状态不明产 品及与生产不相关物品 操作工位是否有废料箱/返工箱?判 定废品或返工件是否隔离摆放
1
注塑工艺纪律检查表
N O 1 项目
检查内容
受控工艺文件发放更改及时有据内 容正确.完整.清晰 作业工位是否摆放作业指导书和注 塑件交接班自检表 特殊岗位持证上岗是否有顶岗换岗 现象 是否遵循工艺文件.工艺图纸进行操 作 私自改变工艺方法,布局.工艺文件
处理结果
责任人
备
注
工 艺 文 件 工 艺 文 件 执 行
3
设 备 工 装
4
定 置 定 位 及 物 流来自批准:年 月 日
审核:
年 月 日
记录:
年 月 日
注塑成型自主检查日报表

6.纸箱是否摆放整齐()NG用“×”表示
7.产品:尾数是否点检清楚()品质是否出现异常()
8.工作台面是否清洁()交接人签名:
主管:班长:机台责任人:主管:班长:机台责任人:
河南九合实业有限公司河南九合实业有限公司
注塑生产/自主检查日报表注塑生产/自主检查日报表
项次
物料编码
品名
材质
颜色
标准
周期
标准产量
穴数
计数起值
计数结尾值
1
工作时间
良品数
不良品数
自主检查不良品记录
QC/班长
模数计数值
缺料
杂质
缩水
料花
结合线
油污
08:00~10:00
20:00~22:00
10:00~12:00
02:00~04:00
16:00~18:00
04:00~06:00
18:00~20:00
06:00~08:00
良品小计:
不良品小计:
良率:
%
达成率:
%
备注:自主检查要求:作业员自主检查记录(每30分钟自主检查1次,每2小时填入不良数量,数据要真实、完整。)
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
异常说明
停机时间
原因说明
处理步骤
处理人员
交接事项
1.机台5S是否清理干净()OK用“√”表示
2.纸箱是否摆放整齐()NG用“×”表示
3.产品:尾数是否点检清楚()品质是否出现异常()
4.工作台面是否清洁()交接人签名:
机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14机台编号:年月日文件编号:Q/JH-JL-ZZZ11A-14
02注塑车间日点检保养记录表

月份: 月份:
26 27
年
28 29
月
30 31
日点检保养项目
检查温度,控制面板 检查润滑加油器 检查料筒、烘干机、吸料机上料辅机系统 检查油位和油温 检查模温机及冷却水 检查射嘴、料道 检查锁模板 检查顶针平衡及顶针板行程 检查安全装置
A10 机床及周围卫生清理
设备单班开动台时( 设备单班开动台时(时) 故障停机台时( 故障停机台时(时)
设备日常点检保养及月度保养记录表
设备名称: 设备名称:
代号
A1 A2 A3 A4 A5 A6 A7 A8 A9
注塑机
1
设备型号: 设备型号: HTS250
2 3 4 5 6
设备编号: 设备编号: 442-3
7 8 9 10 11
使用单位: 使用单位: 注塑车间
12 13 14 15 16 17 18 19 20 21 22 23 24 25
设备月故障停机时间( 设备月故障停机时间(时):
设备月故障率% 设备月故障率% :
设备利用率% 设备利用率%:
操作者签字: 操作者签字: 正常 点检 异常 符号 已处理 √ × ×
Hale Waihona Puke 车间主管签字确认: 车间主管签字确认: 1、按照《设备点检保养基准书》内容和要求进行日常点检及月度保养. 2、每班班前半小时内完成日点检保养,不使用不作点检并将该天的日期划掉 3、每月末进行一次月度保养,如遇放假则提前进行。 4、班点检应按照点检符号进行认真填写;每班记录当班的运行时间及故障停机时间。
设备员确认: 设备员确认:
填写说明
今天你做
5、月度保养根据保养的实际情况认真记录,记录中应包括加换油数量、易损件更换情况等。 6、所有保养均应填写保养人,以示负责。字迹要工整。 7、每月月末各车间将下月点检表发放到每个工位。 8、次月2日前由各车间收集完毕统一交至生产部存档。
A班:注塑部生产日报表

早班 姓名 调机人员 调机时间 调机:
次品数 入库数
异常/未完成原因
试模
灰:1000 白:1500
1029面板
1029功能导光柱
三洋支撑件
1029旋钮轴
1029旋钮轴限位 1029旋钮 1029把手(优) 中日面板 三洋面板
G03控板
包装:
配料: 机修:
控板类: 面板类: 后控类: 请假人员
注塑部生产日报表
机号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 备用 5188后控 969/909/1009把手 5188CL门盖
型号
5188工作台 1029控板(东)
原料
ABS淡灰 ABS淡灰 ABS淡灰 高光红 新华美 高光红 ABS淡灰 758 PC 本色料 尼龙+色母 PA6 本色料 ABS淡灰 758 758 新华美
把手类: 侧、盖板类: 塑框类:
圈类: 门盖类: 前控类:
备注:加料人员注意加料机 台,加料时漏料浪费严重。
值班注意关闭不开启 的设备及机台。
生产日期:2014-11-28
值班长负责:1:如实记录生产周期、开模数、合格数。2:如实记录调机、换模、修机时间。 品质部负责:1:当班产品首检确认、过程检记录。2:过程检的同时监督生产周期参数。 内勤处负责:1:内勤按实际合格入库数进行核算工资,因产品质量问题未入库的暂不计算,已合格入库数为准。
18.1注塑巡检记录表

序 号
巡检时间
产品名称
1
2
3
4
5
6
7
8
9
10
订单号
制程巡检记录表
Байду номын сангаас颜色
抽检 不良 数量 数量
不良问题点
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
日期: 不良问题描述
年月日 检验员 备注
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
□色差 □变形 □缺胶 □气孔 □缩水
□料花 □毛边 □杂质 □拉伤 □烧焦
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IBNO:00036 年 月 日 班
IIIB®爱邦电器有限公司
总 页 第 页
机 故障发 台号 生时间
模具编号 产品型号
故障原因描述 处理措施、结果
处理 时间 至 至 至 至 至 至 至 至 至
操作工 处理人 员 签字 签字
备注
注:检验员必须认真、如实填写此表,下班前上交给检验组长. 检验员: 检验组长:
Hale Waihona Puke 注塑车间检验员值班记录表IBNO:00036 年 月 日 班
IIIB®爱邦电器有限公司
总 页 第 页
机 故障发 台号 生时间
模具编号 产品型号
故障原因描述 处理措施、结果
处理 时间 至 至 至 至 至 至 至 至 至
操作工 处理人 员 签字 签字
备注
注:检验员必须认真、如实填写此表,下班前上交给检验组长. 检验员: 检验组长: