1020双塞锁紧CA6140车床齿轮84002车削夹具设计
CA6140车床手柄座及夹具设计毕业设计说明书

摘要机械制造业是国民经济赖以发展的基础,是其他经济部门的生产手段。
作为关系着国家和民族长远利益的基础性和战略性产业,它的发展水平是衡量一个国家和地区工业化水平与经济总体实力的标志。
机械制造业的生产能力和制造水平,主要取决于机械制造装备的先进程度,换言之,通过提高机械装备的零件精度,从而提高了产品质量和生产水平。
本次设计针对CA6140车床手柄座零件(10 000)件大批量生产设计,首先,了解手柄座的工作方式,CA6140车床手柄座位于车床光杆与手柄连接处,通过传递力矩,实现对机床的操作。
其次,分析零件工艺结构,制定工艺规程,从该零件的外形看,此零件形状较不规则,而且需要加工的部位多且位置精度要求较高。
因此需要加工一面作为精基准,从而为后面的加工提供保障。
再次,由于零件形状不规则,从定位方案考虑其稳定性,将采用两销定位方式同时限制3个自由度,再利用支承板,限制其另外3个自由度,从而使零件的定位稳定可靠。
零件的最大尺寸为85.5mm,尺寸较小,夹紧行程也较小。
所以夹紧方案采用人工操作,螺纹旋紧方式,这样经济也同样达到夹紧目的。
最后,确定优化设计方案使设计更经济实用。
本文针对CA6140车床手柄座工作实际情况,借鉴新的工艺标准,重新设计有关参数。
优化制造工艺规程,使得零件的精度耐用度得到提升,便于操作人员的控制,从而提高工作效率和使用寿命。
关键词:CA6140车床手柄座;专用夹具;工艺规程;定位;AbstractMachinery manufacturing industry is based on which the national economy development, is the production of other sectors of the economy. As the relationship between the interests of the state and national long-term fundamental and strategic industry, it is a measure of a country and the development level of regional industrialization level and overall economic strength. Machinery manufacturing production capacity and manufacturing level, mainly depends on the degree of advanced machinery and equipment, in other words, by improving the machinery and equipment parts, precision and improve the product quality and production level.The design for CA6140 lathe handle seat (10) 000 parts mass production design, first of all, understanding the handle way of working, the handle seat in lathe CA6140 lathe the polished rod and the handle, through the transmission torque, realize to the operation of the machine tool. Second, the analysis part process structures, making procedure, from the appearance of the parts, the part shape is irregular, and need higher machining precision of parts is much and position requirements. So you need to processing side as a benchmark, which provide guarantee for the machining of the behind. Again, due to the irregular shape parts, from the positioning scheme considering its stability, and will use the two pin positioning way limit three degrees of freedom at the same time, the reuse of bearing plate, limit the other three degrees of freedom, so that the parts of the positioning is stable and reliable. Parts of the largest size is 85.5 mm, size small, clamping stroke is small. So the clamping scheme USES the manual operation, threaded way, economy is also able to do the clamping. Finally, determine the optimal design scheme makes the design more economical and practical.Based on CA6140 lathe handle work actual situation, draw lessons from the new technology standards, to design the parameters. Optimize manufacturing procedures, improved the accuracy of parts and durable degree, is advantageous for the control of operators and to improve the work efficiency and service life.Keywords:handle CA6140 lathe;special fixture;process planning;Location;目录绪论 (5)1 手柄座的工艺分析及生产类型的确定 (6)1.1手柄座的用途及作用 (6)1.2手柄座的技术要求设计 (7)1.3审查手柄座的工艺性分析 (7)1.3.1孔的加工工艺分析 (7)1.3.2面的加工工艺分析 (8)1.3.3槽的加工工艺分析 (8)1.3.4螺纹孔的加工工艺分析 (9)1.4确定手柄座生产类型 (9)2 确定毛坯、绘制毛坯简图 (10)2.1确定毛坯用料 (10)2.2确定加工余量和毛坯尺寸公差 (10)2.3绘制毛坯简图 (11)3 制定手柄座工艺路线 (12)3.1定位基准的选择 (12)3.1.1 精基准的选 (12)3.1.2粗基准的选择 (12)3.2零件表面加工方法的确定 (12)3.3加工阶段的划分 (13)3.3.1粗加工阶段 (13)3.3.2半精加工阶段 (13)3.3.3精加工阶段 (13)3.4工序的集中与分散 (14)3.5工艺路线方案的比较 (14)3.5.1工艺路线方案I (14)3.5.2工艺路线方案II (14)3.5.3工艺方案的比较与分析 (15)4 加工余量、工序尺寸和公差的确定 (17)4.1工序30:钻—铰—铰 25H7孔的加工余量、工序尺寸和公差的确定 (17)5 切削用量、时间定额的计算 (18)5.1切削用量的计算 (18)5.1.1工序10:粗铣手柄座φ45mm小端面 (18)5.1.2工序20:粗铣半精铣手柄座φ45mm大端面 (18)5.1.3工序30:钻—扩—铰φ25H7孔 (19)5.1.4 工序40:粗铣—半精铣槽14mm (21)5.1.5 工序50:粗铣φ14mm孔端面 (21)5.1.6工序60: 钻—扩—铰φ10H7孔 (22)5.1.7工序70: 钻—扩—铰φ14H7孔 (23)5.1.8工序80:插键槽6H11mm (25)5.1.9工序90:钻φ5.5mm孔 (25)5.1.10工序100:钻—攻螺纹孔M10 (25)5.2时间定额的计算 (26)5.2.1基本时间的计算 (26)5.2.2 辅助时间的计算 (31)5.2.3其他时间的计算 (32)5.2.4单件时间的计算 (33)6 夹具体的设计 (35)6.1定位方案设计 (35)6.1.1工件的定位基准及定位基面 (35)6.1.2定位元件的选用 (35)6.2确定定位方式 (35)6.3定位误差 (36)6.4定位元件的型号、尺寸和安装方式 (36)6.5夹紧方案的确定 (37)6.5.1夹紧装置设计 (37)6.6绘制夹具总图 (38)6.7夹紧的操作及维护 (38)7结论 (40)辞谢 (41)参考文献 (42)引言机械加工工业是国民经济的基础工业,也是一个国家发展的重要经济来源。
CA6140车床套加工工艺及夹具设计
CA6140车床套加工工艺及夹具设计机械工艺课程设计说明书一、零件的分析(一)、零件的作用题目给出的零件是CA6140的杠杆。
它的主要的作用是用来支承、固定的。
要求零件的配合是符合要求。
(二)、零件的工艺分析杠杆的Φ25孔的轴线合两个端面有着垂直度的要求。
现分述如下:本夹具用于在立式铣床上加工杠杆的小平面和加工Φ12.7。
工件以Φ250+0.023 孔及端面和水平面底为定位基准,在长销、支承板和支承钉上实现完全定位。
加工表面。
包括粗精铣宽度为30mm的下平台、钻Ф12.7的锥孔,由于30mm的下平台的表面、孔表面粗糙度都为Ra6.3um。
其中主要的加工表面是孔Ф12.7,要用Ф12.7钢球检查。
二、工艺规程的设计(一)、确定毛坯的制造形式。
零件的材料HT200。
考虑到零件在工作中处于润滑状态,采用润滑效果较好的铸铁。
由于年产量为4000件,达到大批生产的水平,而且零件的轮廓尺寸不大,铸造表面质量的要求高,故可采用铸造质量稳定的,适合大批生产的金属模铸造。
又由于零件的对称特性,故采取两件铸造在一起的方法,便于铸造和加工工艺过程,而且还可以提高生产率。
(二)、基面的选择(1)粗基准的选择。
对于本零件而言,按照粗基准的选择原则,选择本零件的不加工表面是加强肋所在的肩台的表面作为加工的粗基准,可用装夹对肩台进行加紧,利用一组V形块支承Φ45轴的外轮廓作主要定位,以消除z、z、y、y四个自由度。
再以一面定位消除x、x 两个自由度,达到完全定位,就可加工Φ25的孔。
(2)精基准的选择。
主要考虑到基准重合的问题,和便于装夹,采用Φ25的孔作为精基准。
(三)、确定工艺路线1、工艺路线方案一:工序1 钻孔使尺寸到达Ф25mm工序2粗精铣宽度为30mm的下平台工序3钻Ф12.7的锥孔工序4钻Ф14孔,加工螺纹孔M8工序5钻Ф16孔,加工螺纹孔M6工序6粗精铣Φ16、M6上端面工序7 检查2、工艺路线方案二:工序1 钻孔使尺寸到达Ф25mm工序2粗精铣宽度为30mm的下平台工序3钻Ф12.7的锥孔工序4粗精铣Φ16、M6上端面工序5钻Ф16孔,加工螺纹孔M6工序6钻Ф14孔,加工螺纹孔M8工序7 检查3、工艺路线的比较与分析第二条工艺路线不同于第一条是将“工序4钻Ф14孔,再加工螺纹孔M8”变为“工序6 粗精铣Φ16、M6上端面”其它的先后顺序均没变化。
CA6140车床离合器齿轮零件的工艺流程及夹具设计_课程设计.
最小间隙为 0.004mm,间隙范围为:0.004-0.012mm ③:角度计算它们的偏移的最大角度为:arctanA= D 0.012 = ≈0.007° r 106 .5 经查表夹具上 45°角公差取
Ta=0.5°(是定位误差的一部分)。
铣床平均加工经济精度 10 级,查表得ω
=0.08°所以角度的定位误差为: e 定(a)=Ta+2×tan-
=0.007°+0.11°=0.117° ω °+ e 定(a)=0.08°+0.117°=0.197°<0.5° 3、减少误差的方法:这些误差影响工件加工的精度,我们应该尽量减少这些误差。
若不能满足加工精度要求时,可采用下述方法解决:①:减小销子与孔的配合间隙,销子直径选 ø6s5 或 ø6h6. ②:采用活动锥形定位销,使孔与销无间隙配合。
③:底板的平面度精度要高。
④:定位盘与工件孔 ø68 配间隙应尽量的小。
⑤:定位盘与工件孔 ø68 的同轴度允值应最小。
21
22。
CA6140车床齿轮84002设计说明书
目录目录................................................................................................................... - 0 -序言............................................................................................................... - 1 -一、零件的分析............................................................................................... - 2 -1.1 零件的作用......................................................................................... - 2 -1.2零件的工艺分析.................................................................................. - 2 -二、工艺规程设计........................................................................................... - 3 -2.1确定毛坯制造形式.............................................................................. - 3 -2.2 基准的选择......................................................................................... - 3 -2.3 制定工艺路线..................................................................................... - 4 -2.4机械加工余量、工序尺寸及毛坯尺寸的确定.................................. - 4 -2.5确定切削用量及基本工时.................................................................. - 5 -三、专用夹具设计......................................................................................... - 14 -3.1设计主旨............................................................................................ - 14 -3.2夹具设计............................................................................................ - 14 -3.3定位误差分析.................................................................................... - 15 -3.4夹具设计及操作的简要说明............................................................ - 15 -四、课程设计心得体会................................................................................. - 16 -五、主要参考文献......................................................................................... - 18 -序言本次课程设计的主要目的是要得到以下几方面的锻炼:能熟练运用机械制造工艺设计中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
课程设计_CA6140车床法兰盘84003工艺与夹具设计说明书

课程设计说明书专业:机械设计制造及其自动化班级:姓名:学号:指导老师:目录1、工艺设计说明书 . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . .12、夹具设计说明书 . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . .203、课程设计体会 . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . .20第一部分 工艺设计说明书1. 零件图工艺性分析1.1零件结构功用分析法兰盘是可用于连接其他零件或可用于增加其他零件强度的一种零件。
本法兰盘是回转面和平面的结合,内部由阶梯孔和螺纹孔组成,其要求有较高的耐磨性,较高的强度和回转稳定性。
1.2零件技术条件分析 1)法兰盘本身精度:外圆φ8019.00-+尺寸公差等级IT11,表面粗糙度Ra 为1.6μm ,φ52029.001.0--尺寸公差等级为IT6,表面粗糙度Ra 为1.6μm ,φ1201±尺寸公差等级IT14,表面粗糙度Ra 为3.2μm ,内孔φ62015.0±公差等级为IT7,φ3602.0-+尺寸公差等级IT6,φ65表面粗糙度Ra 为1.6μm ,距离φ3602.0-+为34.580.030.0--的平面公差等级IT13。
2)位置精度,内孔φ62015.0±相对于基准面A 、B 的跳动量要求为0.04。
3)加工此零件时,应尽量统一定位基准,减少装夹次数,这样有利于保证零件的加 工精度。
1. 3零件结构工艺性分析此法兰盘是由回转面和平面组成,由零件图可知,该零件结构较为简单,但零件精度要求高,零件选用材料HT150,该材料用于强度要求不高的一般铸件,不用人工实效,有良好的减振性,铸造性能好。
机械工艺夹具毕业设计8CA6140车床齿轮工艺规程与夹具设计

机械工艺夹具毕业设计8CA6140车床齿轮工艺规程与夹具设计1、引言车床齿轮是机械工业中常用的零部件之一,其工艺规程与夹具设计对于车床齿轮的加工质量和生产效率具有重要影响。
本文以8CA6140车床为对象,针对其齿轮加工工艺规程进行探讨,并设计相应的夹具。
2、8CA6140车床齿轮加工工艺规程2.1齿轮加工工艺流程齿轮加工的工艺流程主要包括:准备工作、车削外径、车削法兰端面、车削圆跳动和齿数、滚齿刀修整、加工毛胚端面和基准面、检验。
2.2齿轮加工工艺参数齿轮加工的工艺参数包括加工速度、进给量、切削深度等,这些参数需要根据具体的车床和齿轮材料进行调整,并在实际加工中进行试验和调整,以保证加工质量。
2.3加工工艺规程具体的加工工艺规程需要根据齿轮的类型、尺寸和材料等进行细化和调整,包括各个工序的加工方法、加工顺序、刀具的选择等。
在实际加工过程中,需要遵循工艺规程进行操作,严格控制加工质量。
3、8CA6140车床齿轮夹具设计齿轮夹具是完成齿轮加工操作的重要工具,设计合理的夹具可以提高加工效率和质量。
夹具设计需要考虑以下几个方面:3.1夹紧方式根据齿轮的形状和尺寸,选择合适的夹紧方式,如机械夹紧、气动夹紧等。
夹紧力要适中,既要保证齿轮的固定稳定,又要避免夹紧力过大导致变形。
3.2支撑方式齿轮在加工过程中需要有良好的支撑,以保证加工精度和质量。
选择合适的支撑方式,如定心支撑、辅助支撑等,使齿轮能够在加工过程中保持稳定的位置。
3.3夹具结构设计夹具的结构设计要合理,尽量减少结构复杂度,方便夹具的制造和操作。
夹具的材料选择也要考虑到夹紧力和刚度的要求,以及加工工艺的特点。
3.4夹具的布局和安装夹具的布局和安装要符合实际加工工艺的要求,能够顺利完成夹紧和支撑的任务,并且方便操作和维护。
4、结论本文以8CA6140车床为对象,探讨了齿轮加工工艺规程与夹具设计。
通过合理的工艺规程和夹具设计,可以提高齿轮加工的效率和质量,满足实际生产的需求。
CA6140车床手柄轴的夹具设计

1零件的分析1.1零件的作用题目所既定的零件为输出轴,其主要作用,一是传递转矩,使主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。
1.2零件的工艺分析从零件图上看,该零件是典型的零件,结构比较简单,其主要加工的面有φ16、φ20的外圆柱面,一个锥面凸台,一个M10的螺纹孔,图中所给的尺寸精度高,大部分是IT6级;粗糙度方面表现在键槽两侧面、φ20圆柱表面为Ra1.6m μ, φ16外圆柱面为Ra1.6m μ,锥面凸台及端面为Ra0.8m μ, φ15.7键槽为Ra3.2m μ,其余为Ra6.3m μ。
要求不高,位置要求较严格,表现在φ40的右端面、φ20圆柱面。
热处理方面需要调质处理,到200HBS ,保持均匀。
通过分析该零件,其布局合理,方便加工,我们通过径向夹紧可保证其加工要求,整个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小,符合要求。
1.3零件的生产类型 由设计题目知:中批量生产2选择毛坯、确定毛坯尺寸、设计毛坯图2.1选择毛坯毛坯的选择和拟定毛坯图是制定工艺规程的最初阶段工作之一,也是一个比较重要的阶段,毛坯的形状和特征(硬度,精度,金相组织等)对机械加工的难易,工序数量的多少有直接影响,因此,合理选择毛坯在生产占相当重要的位置,同样毛坯的加工余量的确定也是一个非常重要的问题。
毛坯种类的选择决定与零件的实际作用,材料、形状、生产性质以及在生产中获得可能性,毛坯的制造方法主要有以下几种:1、型材2、锻造3、铸造4、焊接5、其他毛坯。
根据零件的材料为45号钢,推荐用型材或锻件,但从经济方面着想,如用型材中的棒料,加工余量太大,这样不仅浪费材料,而且还增加机床,刀具及能源等消耗,而锻件具有较高的抗拉抗弯和抗扭强度,冲击韧性常用于大载荷或冲击载荷下的工作零件,所以使用锻件。
2.2.确定机械加工余量,毛坯尺寸和公差钢质模锻件的公差及机械加工余量按GB/T 12362-2003确定。
CA6140机床夹具设计课程设计
摘要机械制造技术基础课程设计是我们在学完了大学的全部基础课、专业基础课以及专业课后进行的。
这是我们在进行毕业设计对所学的各科课程一次深入的综合性总复习,也是一次理论联系实际的训练。
因此,他在我们的大学四年生活中占有重要的地位。
我这次设计的是拨叉84009,首先我们要熟悉零件,题目所给的零件是拨叉84009。
了解了拨叉的作用,接下来根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。
然后我们再根据定位基准先确定精基准,后确定粗基准,最后拟定拨叉的工艺路线图,制定该工件的夹紧方案,画出夹具装配图。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进一步适应性的训练,希望自己在设计中能锻炼自己的分析问题、解决问题、查资料的能力,为以后的工作打下良好的基础。
关键词:毕业设计,拨叉,工艺AbstractMachinofacture technology curriculum design is that we mimic all basic courses , technology basic course and major part having completed un iversity being in progress after the specialized course.This is that we always review for the graduation practice being in progress to what be learned every thorough comprehensiveness of course,be also that a theory contacts actual training , it occupies important position therefore, in our university forthreeyears life.My design is Bocha 84,009, First of all, we must familiar with the parts, subject to the parts is Bocha 84,009. Bocha understanding of the role, followed in accordance with the nature of parts and components in the face of the map on the roughness of rough determine the size and mechanical Jiagongyuliang. According to another location and then we set the benchmark fine first base, established after the benchmark crude, Bocha finalizing the road map process, the enactment of the workpiece clamping programme, to draw fixture assembly.For me personally, I hope that through the curriculum design of their future will be further engaged in the work of adaptive training,in the hope that their design can exercise their own analysis, problem solving, the ability to search information, the work laid for the future A good foundation.Key words:graduation practice,Bocha ,process目录一级标题用加黑四号宋体二级标题用小四宋体摘要 (I)1设计任务 (1)2 零件的装夹 (4)2.1零件的工艺和精度分析 (4)2.2 定位设计 (5)2.3对刀引导装置 (7)2.4夹紧方案 (8)2.5 分度对定机构设计 ....................................................................... 错误!未定义书签。
双塞锁紧CA车床齿轮车削夹具设计
目录(双旋塞式锁紧螺母-CA6140车床齿轮84002)1、前言……………………………………………………………12、计算生产批量,确定生产类型………………………………13、审查零件图样的工艺性………………………………………14、选择毛坯………………………………………………………15、工艺规程设计5.1定位基准的选择………………………………………………15.2零件加工方法的选择…………………………………………15.3制定工艺路线…………………………………………………26、确定工序机械加工余量及毛坯尺寸,设计毛坯图6.1确定机械加工余量……………………………………………26.2确定毛坯尺寸…………………………………………………36.3设计毛坯图……………………………………………………37、工序设计7.1选择加工设备与工艺设备……………………………………47.2确定工序尺寸…………………………………………………57.3确定铣槽的工序尺寸…………………………………………58、确定切削用量…………………………………………………69、夹具设计……………………………………………………………89.1定位基准与方法对比....................................9.2定位误差分析............................................9.3夹具装配图、零件图.....................................9.4夹具结构说明及使用说明................................10. 总结.................................................1、前言机械制造工艺学课程设计是在学完了制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教案环节。
1020双塞锁紧CA6140车床齿轮84002车削夹具设计
此处文档有重要部分删减(本文档附有CAD图等详细附件)目录(双旋塞式锁紧螺母-CA6140车床齿轮84002)1、前言 (1)2、计算生产批量,确定生产类型 (1)3、审查零件图样的工艺性 (1)4、选择毛坯 (1)5、工艺规程设计5.1定位基准的选择 (1)5.2零件加工方法的选择 (1)5.3制定工艺路线 (2)6、确定工序机械加工余量及毛坯尺寸,设计毛坯图6.1确定机械加工余量 (2)6.2确定毛坯尺寸 (3)6.3设计毛坯图 (3)7、工序设计7.1选择加工设备与工艺设备 (4)7.2确定工序尺寸 (5)7.3确定铣槽的工序尺寸 (5)8、确定切削用量 (6)9、夹具设计 (8)9.1定位基准与方法对比....................................9.2定位误差分析............................................ 9.3夹具装配图、零件图.....................................9.4夹具结构说明及使用说明................................10. 总结.................................................1、前言机械制造工艺学课程设计是在学完了制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
这是我们在进行毕业设计之前对所学课程的一次深入的全面的复习,也是一次理论联系实际的训练。
因此,它在几年的学习中占有重要的地位。
就我个人而言,希望通过这次课程设计,对自己今后将从事的工作,进行一次适应性训练,通过设计锻炼自己分析问题、解决问题的能力。
为回厂后的工作打下一个良好的基础。
2、计算生产批量,确定生产类型年产量:4000件 1件/台备品率5% 废品率1%生产纲领 N零=Qn(1+α%)(1+β%)=4000×1×(1+5%)×(1+1%)=4242N零-------零件的生产纲领(件/年)Q---------产品的生产纲领(台/年)n---------每台产品中含该零件的数量(件/台)α%-------零件备用率β%-------零件废品率生产类型为中批量生产3、审查零件图样的工艺性齿轮零件的图样的视图正确、完整、尺寸、公差及技术要求齐全。
ca6140车床手柄座说明书及铣槽夹具设计

第1章、零件的分析 (1)1.1. 零件的功用及结构分析 (1)1.2. 零件的工艺分析 (1)第2章、手柄座的机械加工工艺规程设计 (3)2.1. 毛坯的选择 (3)2.2. 基准的选择 (3)(1)粗基准的选择 (3)(2)精基准的选择 (3)2.3. 工艺路线的拟定 (3)2.4. 加工余量、工序尺寸及毛坯尺寸的确定 (4)2.5. 切削用量及工时定额的确定 (5)第3章、加工铣槽夹具设计 (15)3.1. 任务的提出 (15)3.2. 定位方案及定位装置的设计计算 (15)3.2.1. 定位方案的确定 (15)3.2.2. 定位元件及装置设计 (15)3.2.3. 定位误差的分析计算 (15)3.3. 对刀或导引元件(装置)设计 (16)3.4. 夹紧方案及装置的设计计算 (16)3.4.1. 夹紧方案的确定 (16)3.4.2. 夹紧力大小的分析计算 (17)3.4.3. 夹紧机构及装置设计 (17)3.5. 连接元件及夹具体设计 (17)3.6. 夹具操作及维护简要说明 (18)参考文献 (19)附录Ⅰ机械加工工艺过程卡片 (20)附录Ⅱ机械加工工序卡片 (21)评语 (22)第1章、零件的分析1.1.零件的功用及结构分析题目所给的零件是CA6140车床的手柄座。
它位于车床操作机构中,可同时操纵离合器和制动器,即同时控制主轴的开、停、换向和制动。
操作过程如下:当手把控制手柄座向上扳动时,车床内部的拉杆往外移,则齿扇向顺时针方向转动,带动齿条轴往右移动,通过拨叉使滑套向右移,压下羊角形摆块的右角,从而使推拉杆向左移动,于是左离合器接合,主轴正转;同理,当手把控制手柄座向下扳动时,推拉杆右移,右离合器接合,主轴反转。
当手把在中间位置时,推拉杆处于中间位置,左、右离合器均不接合,主轴的传动断开,此时齿条轴上的凸起部分正压在制动器杠杆的下端,制动带被拉紧,使主铀制动。
1.2.零件的工艺分析CA6140车床手柄座有多处加工表面,其间有一定位置要求。
ca6140车床拔叉零件机械加工规程及夹具设计
编号:SMXP-7.5.1-P60-R002 日期:年月日山西机电职业技术学院毕业设计(论文)题目CA6140车床拨叉零件的机械加工工艺规程及夹具设计指导教师。
系部机械工程系专业机械制造及其自动化姓名刘小保学号101103102012年 4 月19 日毕业作品、毕业设计(论文)任务书题目CA6140车床拨叉零件的机械加工工艺规程及夹具设计学生姓名。
学号专业班级机电一体化联系方式指导老师指导老师联系方式一、课题背景:结合我国实际国情,经济型数控车床是我国从普通车床向数控车床发展的及其重要的台阶。
利用现有的普通车床,对其进行机械加工是一条低成本,高效益的途径。
机械车床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好地解决了现代机械制造中结构复杂、精密、批量小、多变零件的加工问题,且能稳定产品的加工质量,大幅度地提高生产效率。
二、设计要求:论理正确、逻辑性强、文理通顺、层次分明、表达确切,把实践结果上升到理论认识或应用理论的高度,最终解决实际问题,并提出自己的见解和观点;三、计划进度:(按周制订计划,六周完成任务)1.设计的目的2.零件的分析3.工艺规程设计4. 确定切削用量及基本工时5. 夹具设计主要参考文献:[1]孙巳德主编,《机床夹具图册》,机械工业出版社,2002年版[2] 赵家齐主编,《机械制造工艺学课程设计指导书》,哈尔滨工业大学,2000年版[3] 艾兴,肖诗纲主编,《切削用量简明手册》,机械工业出版社,2005年版[4] 李益民主编,《机械制造工艺设计简明手册》,哈尔滨工业大学,2000版[5] 王先逵主编,《机械制造工艺学》,清华大学,2002版等等。
指导教师签名:年月日CA6140车床拨叉零件的机械加工工艺规程及夹具设计【摘要】针对现有常规CA6140普遍车床拔插零件的加工工艺,从而提高加工精度和扩大机床使用范围,并提高生产率。
本论文说明了普通车床的拔插零件的机械加工的设计过程,较详尽地介绍了CA6140车床拨叉零件的机械加工工艺规程及夹具设计。
CA6140车床齿轮零件的工艺规程及夹具设计
4.3制订工艺路线…………………………………………………………9
5工序设计………………………………………………11
5.1选择加工设备与工艺装备……………………………………………11
5.2确定工序尺寸…………………………………………………………12
2.2零件的工艺性分析……………………………………………………4
2.3零件的生产类型………………………………………………………5
3选择毛坯,确定毛坯尺寸,设计毛坯-零件合图…6
3.1选择毛坯………………………………………………………………6
3.2确定机械加工余量……………………………………………………6
夹具的发展趋势
工艺装备的设计、制造、使用和管理,体现着一个企业的工艺技术水平,夹具设计与制造又是制造环境中的生产准备周期时间和加工成本的重要因素,工装设计水平的高低,很大程度上反映出企业制造能力的高低。
夹具设计与制造是机电产品设计与制造的一项重要步骤,传统的夹具设计制造时需大量的工时消耗和金属材料的消耗。目前,基于特征参数化技术已在机电产品设计与制造的各个阶段得到广泛的应用,夹具设计也必须向标准化、系统化、参数化方向发展。而且,为了适应我国加入WTO后机电产品的创新能力和尽快机电产品设计制造的全程仿真,快速组合夹具的发展正是适应了这种要求。
能够顺利的完成这次毕业设计,首先得助于王老师的悉心指导。在设计过程中,由于对零件加工所用到的设备的基本性能和加工范围缺乏全面的了解,缺乏实际的生产经验,导致在设计中碰到了许多的问题。但在我们小组成员的共同努力下,我们通过请教老师和咨询同学,翻阅资料、查工具书,解决设计过程中的一个又一个的问题。在这个过程中,使我对所学的知识有了进一步的了解,也了解了一些设计工具书的用途,同时,也锻炼了相互之间的协同工作能力。在此,十分感王老师的细心指导,感谢其他同学的热心帮助。在以后的学习生活中,我将继续刻苦努力,不断提高自己。
夹具课程设计_CA6140车床法兰盘84003工艺及夹具设计说明书共11页文档

目录1、计算生产纲领,确定生产类型. . . . . . . . . . . . . . . . . . . . . . . . . . . . .12、工艺设计说明书. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13、工艺规程设计. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .54、参考文献. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13一、计算生产纲领,确定生产类型设计题目给定的零件是CA6140车床的法兰盘,该车床年产量为8000台,设其备品率A为10﹪,机械加工费品率B为1﹪,则该零件的年生产纲领为:N=8.000×(1+10﹪+1﹪)=8880(件/年)根据生产类型与生产纲领的关系可知该产品为大批大量生产。
二、工艺设计说明书1.零件图工艺性分析1.1零件结构功用分析法兰盘是可用于连接其他零件或可用于增加其他零件强度的一种零件。
本法兰盘是回转面和平面的结合,内部由阶梯孔和螺纹孔组成,其要求有较高的耐磨性,较高的强度和回转稳定性。
1.2绘制零件图1.3零件结构工艺性分析此法兰盘是由回转面和平面组成,由零件图可知,该零件结构较为简单,但零件精度要求高,零件选用材料HT150,该材料用于强度要求不高的一般铸件,不用人工实效,有良好的减振性,铸造性能好。
法兰盘的基本要求是高强度、高韧性、高耐磨性和回转平稳性。
法兰盘共有两组加工表面:⑴以Φ52mm外圆为中心的加工表面这一组加工表面包括:Φ120mm的外圆及其倒角;Φ120mm外圆的左侧面及其面上2个同心的Φ16.5mm×10mm与Φ11mm×5mm的圆孔;Φ80mm的外圆、左端面及其倒角;Φ62内孔长度为13mm;切槽4mm;内螺纹M64×1.5长度16mm;Φ58mm与Φ65mm的过度面;车Φ120mm外圆上的两个垂直平面。
CA6140车床套夹具课程设计
序言机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练。
因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续课程的学习大好基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
设计题目:设计CA6140车床套的机械加工工艺规程及其机床夹具。
设计工作量:1、分析零件技术要求绘制零件图和零件三维图及毛坯图;2、设计零件机械加工工艺规程,填写工艺文件(工艺过程卡和工序卡);3、机械零件机械加工工艺装备(夹具),绘制夹具总图和及一个主要零件的零件图;4、编写设计说明书。
一、计算生产纲领,确定生产类型题目所给的零件是CA6140车床套,年产量为4000件,设其备品率α为4%,机械加工废品率β为1%,则该零件的年生产纲领为:N=Qn(1+α+β)=4000× 1 ×(1+0.04+0.01)=4200件CA6140车床套的年产量为4200件,根据生产类型和生产纲领的关系可知该产品为大批生产。
二、零件分析1、零件的作用题目所给定的零件是CA6140车床套,它位于车床变速机构中,主要起支撑轴的作用,换档,拨动相关齿轮与不同的齿轮啮合,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ8H9孔与操纵机构相连,下方尺寸5H9处是用于控制齿轮的,通过上方的力拨动下方的齿轮变速。
2、零件的工艺分析CA6140车床套可分为两组加工表面,它们之间有一定的关联要求和位置要求。
(1)以φ25H7mm 为中心的一组加工表面这一组加工表面有:φ25H7mm 孔及其倒角、φ45m6mm 、φ42mm 、φ70mm 外圆柱面、φ31mm 、3×0.5mm 槽和孔φ7-φ13mm 孔等。
CA6140车床84002号零件机械加工工艺过程卡片.
产品型号
CA6140
零件图号
84002
产品名称
车床
零件名称
齿轮
共
1
页
第
1
页
材料牌号
45钢
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
车
粗车右端φ117和φ90外圆及其端面,粗镗右端φ68内孔表面和φ71圆槽内表面
金工
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
高频淬火齿部G52
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零件图号
84002
产品名称
零件名称
CA6140车床齿轮
共
12
页
第
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零件图号
84002
产品名称
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
此处文档有重要部分删减(本文档附有CAD图等详细附件)目录(双旋塞式锁紧螺母-CA6140车床齿轮84002)1、前言 (1)2、计算生产批量,确定生产类型 (1)3、审查零件图样的工艺性 (1)4、选择毛坯 (1)5、工艺规程设计5.1定位基准的选择 (1)5.2零件加工方法的选择 (1)5.3制定工艺路线 (2)6、确定工序机械加工余量及毛坯尺寸,设计毛坯图6.1确定机械加工余量 (2)6.2确定毛坯尺寸 (3)6.3设计毛坯图 (3)7、工序设计7.1选择加工设备与工艺设备 (4)7.2确定工序尺寸 (5)7.3确定铣槽的工序尺寸 (5)8、确定切削用量 (6)9、夹具设计 (8)9.1定位基准与方法对比....................................9.2定位误差分析............................................ 9.3夹具装配图、零件图.....................................9.4夹具结构说明及使用说明................................10. 总结.................................................1、前言机械制造工艺学课程设计是在学完了制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
这是我们在进行毕业设计之前对所学课程的一次深入的全面的复习,也是一次理论联系实际的训练。
因此,它在几年的学习中占有重要的地位。
就我个人而言,希望通过这次课程设计,对自己今后将从事的工作,进行一次适应性训练,通过设计锻炼自己分析问题、解决问题的能力。
为回厂后的工作打下一个良好的基础。
2、计算生产批量,确定生产类型年产量:4000件 1件/台备品率5% 废品率1%生产纲领 N零=Qn(1+α%)(1+β%)=4000×1×(1+5%)×(1+1%)=4242N零-------零件的生产纲领(件/年)Q---------产品的生产纲领(台/年)n---------每台产品中含该零件的数量(件/台)α%-------零件备用率β%-------零件废品率生产类型为中批量生产3、审查零件图样的工艺性齿轮零件的图样的视图正确、完整、尺寸、公差及技术要求齐全。
但基准孔φ68K7mm要求Ra0.8μm有些偏高。
本零件各表面的加工并不困难。
关于4个φ5mm的小孔,其位置是在外圆柱面上5mmX1.5mm的沟槽内,孔中心线距沟槽一侧面距离为2.5mm。
由于加工时不能选用沟槽的侧面为定位基准,故要较精确地保证上述要求比较困难。
位置精度不需要太高,只要钻到沟槽之内,因此4个φ5mm的孔加工亦不成问题。
4、选择毛坯齿轮是最常用的传动件,要求具有一定的强度。
该零件的材料为45钢,轮廓尺寸不大,形状亦不复杂,又属成批生产,做毛坯可采用模锻成型。
零件形状并不复杂,因此毛坯形状可以与零件的形状尽量接近。
即外形做成台阶形,内部孔锻出。
5、工艺规程设计5.1定位基准的选择本零件是带孔的盘状齿轮,孔是其设计基准,为避免由于基准不重合而产生的误差,应选孔为定位基准,即遵循“基准重合”的原则。
即选Φ68K7mm孔及一端面作为精基准。
由于本齿轮全部表面都需加工,而孔作为精基准应选进行加工,因此应选外圆及一端面为粗基准。
外圆Φ117h11表面不平整有飞边等缺陷,定位不可靠,故不能选为粗基准。
5.2 零件表面加工方法的选择本零件的加工面有外圆、内孔、端面、齿面、槽及小孔等,材料为45钢。
其加工方法选择如下:(1)Φ90mm外圆面:为未标注公差尺寸,根据GB1800—79规定其公差等级为IT14,表面粗糙度为Ra3.2μm,需进行粗车及半精车。
(2)齿圈外圆面:公差等级为IT11,表面粗糙度为Ra3.2μm,粗车、精车即可。
mm外圆面:公差等级为IT12,表面粗糙度为Ra6.3μm,粗车即(3)Φ106.50-0.4可。
(4)Φ68K7mm内孔:公差等级为IT7,表面粗糙度为Ra0.8μm,毛坯孔已锻出,为未淬火钢,故加工方法采用粗车、半精车,淬火、磨孔。
(5)Φ94mm内孔:为未标注公差尺寸,公差等级按IT14,表面粗糙度为Ra6.3μm,毛坯孔已锻出,只需粗车即可。
(6)端面:本零件的端面为回转体端面,尺寸精度都要求不高,表面粗糙度有两种要求。
要求Ra3.2μm的端面经粗车和半精车,要求Ra6.3μm的端面,经粗车即可。
(7)齿面:齿轮模数为2.2,齿数为50,精度为7FL,表面粗糙度为Ra1.6μm,采用A级单头滚刀滚齿。
(8)槽:槽宽和槽深的公差等级分别为IT13和IT14,表面粗糙度分别为为Ra6.3μm和Ra3.2μm,采用三面刃铣刀,粗铣、半精铣。
(9)Φ5mm小孔:采用复合钻头一次钻出即可。
5.3制订工艺路线齿轮的加工工艺路线一般是先进行齿坯的加工,再进行齿面加工。
齿坯加工包括各圆柱表面及端面加工。
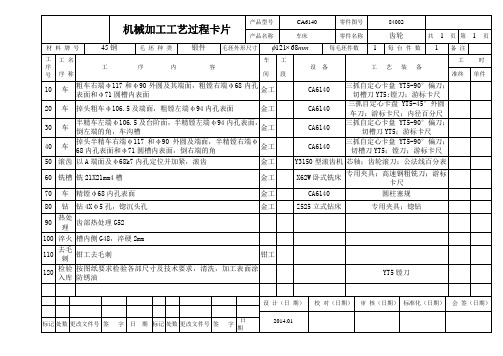
按照先加工基准面及先粗后精的原则,齿坯加工按下述工艺路线进行:工序10:以外圆Φ106.5mm及端面定位,粗车另一端面,粗车外圆Φ90mm及台阶面,粗车外圆Φ117mm,粗车孔Φ68mm。
工序20:以粗车后的外圆Φ90mm及端面定位,粗车另一端面,粗车外圆Φ106.5mm 及台阶面,车5mmX1.5mm沟槽,粗车孔Φ94mm,倒角。
工序30:以粗车后的外圆Φ106.5mm及端面定位,半精车另一端面,半精车外圆Φ90mm及台阶面,半精车外圆Φ117mm,半精车孔Φ68K7,倒角。
工序40:以外圆Φ90mm及端面定位,粗铣4个槽。
工序50:以Φ68孔及端面及粗铣后的一个槽定位,半精铣4个槽。
此处文档有重要部分删减(本文档附有CAD图等详细附件)工序90:以Φ90mm外圆及端面定位,磨Φ68孔。
工序100:以Φ68孔及端面定位,磨齿。
工序110:终检。
6、确定工序机械加工余量及毛坯尺寸,设计毛坯图6.1 确定机械加工余量根据锻件质量、零件表面粗糙度、形状复杂系数,由表2.2-25可查得,直径方向为1.7-2.2mm,水平方向也为1.7-2.2mm,即锻件各外径的单面余量为1.7-2.2mm,各轴向尺寸的单面余量亦为1.7-2.2mm,锻件中心两孔的单面余量按表2.2-25查的为2.5mm6.2确定毛坯尺寸根据查得的加工余量适当选择稍大即可,只有Φ68K7mm孔,因为表面粗糙度要求达到Ra0.8,故需增加磨削的加工余量,参考磨孔余量,确定磨削单面余量为0.5mm。
其余个表面粗糙度均是Ra≧1.6μm,因此,这些表面的毛坯尺寸只需将零件的尺寸加工所查得的余量值即可(表面只需粗加工的,可取查得数据中的最小值,表面需粗加工和半精加工的,可取最大值)。
6.3设计毛坯图(1)确定毛坯尺寸公差毛坯尺寸公差根据锻件质量、材质系数、形状复杂系数查手册得如下:(2)确定圆角半径铸件的圆角半径按2.2-22确定,本锻件的各分阶的H/B皆小于2,故可以用下面的公式计算。
外圆角r=0.05H+0.5=(0.05×32+0.5)mm=2.1mm r圆整为2.5mm内圆角R=2.5r+0.5=(2.5×2.2+0.5)mm=6.75mm R圆整为7mm(3)确定拔模角此锻件由于上下模模腔深度不等,起模角应以模腔较深的一测计算。
L/B=110/110=1 H/B=32/110=0.291按表2.2-23查的,外起模角α=5°,內起模角β=7°(4)确定分模位置锻件毛坯是H﹤D的圆盘类锻件,应采取轴向分模,这样可冲内孔,使材料利用率得到最高,为了便于起模及便于发现上下模锻过程中的错位,分模线位置选在最大外径的中部,分模线为直线(5)确定毛坯的热处理方式钢质齿轮毛坯经锻造后应安排正火,以消除残留的锻造应力,并使不均匀的金相组织通过重新结晶而得到细化、均匀的组织,从而改善了可加公性由上可画出毛坯的图形如下:7、工序设计7.1选择加工设备与工艺设备7.2确定工序尺寸确定圆柱面的工序尺寸7.3确定铣槽的工序尺寸mm,槽深15mm。
粗半精铣可达到零件图样要求,则该工序尺寸:槽宽为16+0.28铣时,为半精铣留下加工余量,槽宽双边余量为3mm,槽深余量为2mm,则粗铣的工序尺寸:槽深为13mm,槽宽为13mm。
8. 确定切削用量切削用量包括切削深度、切削速度、进给量三项,确定方法是先确定切削深度、进给量,最后确定切削速度。
1.工序10(车端面,外圆及镗孔)(1)确定粗车外圆ф118.50mm的切削用量-0.54①确定切削深度a p a p=121-118.5/2mm=1.25mm②确定进给量f f=0.66mm/r③确定切削速度v v=0.76m/s=45.6m/min(2)确定粗车外圆ф91.5mm,端面及台阶面的切削用量,采用车外圆ф118.5mm的刀具加工这些表面,加工余量皆可一次走到切除,车外圆ф91.5的f=0.66mm/r,车端面及台阶面f=0.52mm/r。
此处文档有重要部分删减(本文档附有CAD图等详细附件)③确定切削速度v v=78m/min2.工序20(车端面、外圆、台阶面、车孔、车沟槽及倒角)切削用量3.工序30(车端面、外圆、车孔、车沟槽及倒角)切削用量mm的切削用量(1)确定半精车外圆ф1170-0.22①确定切削深度a p a p=118.5-117/2mm=0.75mm②确定进给量f f=0.30mm/r③确定切削速度v v=141.6m/min(2)确定半精车外圆ф90mm、端面、台阶面的切削用量,采用半精车外圆ф117mm 的刀具加工这些表面,车外圆ф90的a p=0.75mm,端面及台阶面的a p=0.7mm,车外圆ф90mm、端面及台阶面的f=0.30mm/r。
(3)确定半精车孔ф67+0.074mm的切削用量(4)确定车沟槽的切削用量选用变速钢切削刀,采用手动进给,主轴转速n=40r/min=0.67r/s,切削速度v=8.4m/min。
①确定切削深度a p a p=67-65/2mm=1mm②确定进给量f f=0.10mm/r4、工序40(粗铣槽)切削用量=13mm,铣削深度a p=13mm。
所选刀具为变速钢错齿三面刃铣刀,铣削宽度ap(1)确定每齿进给量f z=0.07mm/z(2)选择切削速度v和工作台每分钟进给量f mzV=0.39m/s f mz=75mm/min则实际的每齿进给量为f z=75/20×60mm/z=0.063mm/z5.工序50(半精铣槽)切削用量选用工具为变速钢错齿三面刃铣刀(1)确定每齿进给量F z,Ra3.2μm(槽侧面)F z =0.03mm/z(2)确定切削速度v和工作台每分钟进给量f mzV=58.8m/min f mz=95mm/min F z =0.032mm/z6.工序60(钻孔)切削用量刀具选用高速钢复合钻头,直径d=5mm,钻4个通孔,使用切削液(1)确定进给量f,由于孔径和深度均很小,宜采用手动进给。