MF60 拉备料单&COOIS 导工单
重复制造学习文档

BP149学习文档一、生产模式和计划策略1.离散式制造和流程式制造的区别离散式制造(Discrete Manufacturing)概念:是将不同的现成元部件及子系统装配加工成较大型系统。
离散制造型企业一般都包含零部件加工、零部件装配成产品等过程。
典型离散制造行业包括:机械加工、电子元器件制造、汽车、服装、家具、五金、医疗设备、玩具生产等。
流程式制造(Process Manufacturing)概念:流程制造包括重复生产(Repetitive Manufacturing)和连续生产(Continuous Manufacturing)两种类型。
重复生产又叫大批量生产,与连续生产有很多相同之处,区别仅在于生产的产品是否可分离。
重复生产的产品通常可一个个分开,它是由离散制造的高度标准化后,为批量生产而形成的一种方式;连续生产的产品是连续不断地经过加工设备,一批产品通常不可分开。
典型流程式制造行业包括:重复生产的行业主要有:电子装配、家电产品、各种电器等,常常表现为流水线的方式。
连续生产的行业主要有:化工、食品、饮料、制药、烟草等,常常通过管道进行各工序之间的传递。
2.离散制造与流程制造的区别3.重复制造与按单生产的区别4.需求策略类型系统通过定义不同的计划策略和需求类型,来满足企业不同的生产业务模式,不同的计划策略的差异入下图:二、主数据1.物料主数据1.1重复制造物料的设定(只有带BOM的,并且不是虚拟物料的需要设置如下特性,原材料不需要设置)1.BOM展开的选择方法:22.选择生产版本(生产版本里要勾选REM标识,并且要选择定额工艺路线)3.勾选重复生产4.重复生产参数文件选择0002问题:重复制造为什么要使用生产版本如果重复制造物料不选择生产版本,那么在做MD61产生的计划订单没有重复制造RS标识,并且MF50无法做计划表。
1.2重复生产参数文件的区别(5.3有详细的测试)0001-无作业的最终反冲(装配反冲过账不同时报工)0002-有作业的最终反冲(装配反冲过账同时报工)0003-无作业的报告点(报告点不会同时报工)0004-有作业的最终反冲(报告点反冲会同时报工)1.3重复生产参数文件的后台配置1.收货反冲移动类型的设置2.物料反冲,报告点反冲,作业反冲的设置在收货过账时GI反冲:这个地方控制在收货的时候是否要做发料的动作,如果不勾选MFBF时是不会做组件反冲的在对话模式中执行修正-可选的:这个地方控制在反冲时,如果库存物料数量不够,系统会报短缺的提示,是允许过账。
拉丝配模表

1.配模指南-拉丝配模四个步骤和关键数据计算方法概要:拉丝配模是金属丝拉拔时根据坯料尺寸及金属丝尺寸确定拉拔道次、拉丝模模孔尺寸及形状的工作,也叫拉拔程序或拉拔路线的制定。
可以分为单道次拉丝配模和多道次拉丝配模。
拉丝配模主要步骤包括以下四个步骤:1.选择坯料;2.确定中间退火次数;3.确定拉拔道次和分配道次延伸系数;4.配模校核.文章就圆形断面金属拉丝和异型断面金属拉丝两种情况,具体介绍拉丝配模步骤和计算方法。
2.滑动式拉丝机配模原理及配模计算实例介绍概要:拉丝配模指的是我们拉制过程中,对每道拉伸线模进行选择的方法。
合理的配模有两个要点,一是机械;滑动式拉丝机有其固定的拉线轮速比,通过实动式拉丝机配模计算实例,计算拉7.2mm铜杆至1.6mm铜线的相关数据;正文开始:写在前面:拉丝配模方法很多,很容易造成混淆,其中最根本的就是滑动系数的取值问题。
取大了有何优、缺点,取小一点又有何优、缺点,弄明白了,就会在工作中游刃有余。
死套某点,在实际中是不可能做到的。
不是简单计算,用公式一算就满足了。
如果你厂有50台机。
同是拉6种以上规格丝,如果按照某一种公式死套,想想最小要配几套模具。
所谓拉丝模具配完后,就要估计哪只模可能会引起断线。
哪个模会缩丝。
要估计断线是何原因,不要一断线就是铜杆空心,实际上,70%以上的空心铜与断线是自己拉丝造成的。
拉丝模具配模方法最常见的有以下三种:1.应用绝对滑动系数配模方法(J法),应用基础:拉丝机连续拉线,线材在每个塔轮上,单位时间体积是相等的。
2.传统理论配模方法(C法配模),以往定义符号从进线始,这里为了计算机计算方便(用Execl电子表格),刚好相反从出口模开始.3.新理论配模方法(X法配模),应用基础:即安全(不断线)顺利(能连续)拉线,又能把滑动降到最低.三种配模方法各有特点.C法,对设备,模具要求不严;X法和J法对设备精度要求高,对模具公差要求严,操作者的操作水平要求高.X法与系列套模相结合,效果更好.下面对这三种配模方法做具体介绍:一、应用绝对滑动系数配模方法(J法)应用基础:拉丝机连续拉线,线材在每个塔轮上,单位时间体积是相等的。
拉丝机说明书含配模表

使用说明书型号LHD-560+450/11名称伺服电机非滑动铝合金大拉机目录1.技术规范2.机器用途3.机器结构说明4.运输及安装5.设备维护事项6.电气系统7.配模参考表 .附录:1.电气原理图及电气接线图. 1套2.机器用途本机可用于铝合金Φ9.5mm,普铝Φ9.5-Φ12拉制成铝合金圆线Φ2.5-5.0 铝圆线Φ1.8-5 型线: 5-25.3.机器结构说明本机由双工位摆臂式放线架、11模拉线机,储线装置、双盘自动收线装置、拉线润滑油系统、齿轮润滑油系统、电气控制系统等组成。
3.1 放线装置放线装置为双工位摆臂式放线架。
可放置二盘铝杆实现不停车接头,放线架高度4800mm,摆臂长度1650mm,摆臂角度50度。
放线起理顺材之用,其支柱也可用为扶梯,以便操作者上下理线。
线材经过滚轮改变方向,从压臂度下进入拉线主机。
3.2 拉线主机拉线主机由拉线齿轮箱、拉线油箱及密封罩壳、模座、旋转模座、电机等构成。
具有刚性好,易于操作等优点。
3.2.1 拉线主齿轮箱于拉线润滑油系统采用独立分体结构。
3.3 储线装置该装由两个储线轮、导轮、气缸等组成。
两个储线轮上下设置,上储线轮可沿导轨上下滑动,而下储线轮固定不动,进线进入储线轮后,在两储线轮上绕三圈,由上储线轮出来,入顶端出线导轮后直接收线装置。
4 运输及安装4.1本设备装卸箱时应防止磕碰、清点零部件数目,不得有遗漏,并检查设备有无损坏现象。
由于拉线主机较长,吊装时应特别注意吊装受力位置,为确保运输安全,各零部件应定位牢固可靠,不得有窜动,并且有防漏防潮防震保护措施。
4.2机器的基础尺寸参考机器基础图,并和实物复校,基础尺寸应大于机器轮廓尺寸,视上壤情况确定其厚度(不小于45cm)校准水平及各部件基础标高,位置准确无误后,放入地脚螺栓,进行二次灌浆,于固后校正水平,垫料,方可紧固螺栓。
本机组中,放线装置、拉线润滑油箱拉线齿轮润滑油箱、轧头穿模机、电气控制箱安装位置,用户可根据场地作适当调整。
mop供货清单

mop供货清单摘要:1.MOP 供货清单概述2.MOP 供货清单的内容3.MOP 供货清单的重要性4.如何编制和应用MOP 供货清单正文:一、MOP 供货清单概述MOP 供货清单,全称为Materials Ordering and Procurement 清单,即材料订购与采购清单,是一种用于管理和控制生产过程中材料采购、库存和使用的工具。
该清单通常包含了所有生产所需的原材料、零部件和成品等,以便于企业进行有效的生产计划、物料管理和成本控制。
二、MOP 供货清单的内容MOP 供货清单通常包括以下内容:1.物料编码:每个物料在系统中的唯一标识符,方便进行库存管理和查询。
2.物料名称:物料的具体名称,以便于区分和识别。
3.物料规格:物料的尺寸、型号、材质等参数,以确保采购的物料符合生产要求。
4.物料的单位:物料的计量单位,如千克、米、个等。
5.物料的库存数量:当前库存中物料的可用量。
6.物料的采购数量:根据生产计划和库存情况,需要采购的物料数量。
7.物料的供应商:提供物料的供应商信息,便于采购部门进行采购。
8.物料的交货期:供应商承诺的物料交货时间。
9.物料的价格:每单位物料的价格,便于进行成本核算。
三、MOP 供货清单的重要性MOP 供货清单在生产管理中具有重要的作用:1.有助于企业进行有效的生产计划,确保生产过程中所需物料的供应。
2.有助于企业进行库存管理,避免物料积压和缺货,降低库存成本。
3.有助于企业进行成本控制,通过合理采购和库存管理,降低生产成本。
4.有助于提高生产效率,减少因物料供应问题导致的生产延误。
四、如何编制和应用MOP 供货清单1.编制MOP 供货清单:根据生产计划、物料需求和库存情况,编制MOP 供货清单。
需要确保清单中的物料信息准确、完整,以避免因信息错误导致的采购和生产问题。
2.审核MOP 供货清单:对编制好的MOP 供货清单进行审核,确保清单内容符合生产要求。
3.应用MOP 供货清单:将MOP 供货清单作为采购、库存管理和成本控制的依据,进行实际操作。
材料备料计划表ZC-06

编号:06 规格型号
单位工程: 动力装置/脱盐水站
材
质
岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 岩棉 镀锌铁皮 镀锌铁皮 自攻螺丝 镀锌铁丝
32×20 57×20 57×50 89×20 89×50 133×50 219×100 273×100 508×20 508×100 25×20 25×50 25×80 32×40 57×30 57×50 89×30 89×50 108×30 108×50 108×80 133×50 159×50 159×80 159×100 219×50 219×80 219×100 273×50 273×80 273×100 256×100 406×100 508×30 508×40 δ=0.35㎜ δ=0.5㎜
(自购主材)材料计划 自购主材)
填报单位:防腐六公司 材料名称 序号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 铁红环氧有机硅耐热漆 铝粉有机硅烘干耐热漆 云铁醇酸防锈漆 硅酸铝 硅酸铝 硅酸铝 硅酸铝 硅酸铝 硅酸铝 硅酸铝 硅酸铝 硅酸铝 硅酸铝
M4×12 18#
单位 KG KG KG m m m m m m m m m m m m m m m m m m m m m m m m m m m m m m m m m m m m2 m2 个 kg
数量 300 200 600 154 68 8 6 56 14 46 127 35 21 40 5 3 15 385 23 78 111 23 217 112 125 151 251 79 168 47 150 43 4 218 190 6 6 99 813.6 3045 3万 300
sap操作.汇总版

【】物料主数据:MM01:建立物料主数据MM02:维护物料主数据注意事项:对于要进行批次管理的在工厂数据》批次管理中选中MRP3策略组成品按单生产的选50 ;消耗模式2,逆向/向前消耗期间30 ;可用性检查02 MRP4 独立集中:选1(下级半成品同样为按单生产),选2(按库存生产);独立/集中:1(专用,按单)2(通用,使用库存)MRP2不按订单生产(需要反冲)的原材料反冲项选择1 一直反冲;反冲的原材料生产仓储0004与采购仓储0003要不同会计1:原材料价格确定选2,价格控制V;半/成品价格控制Smmsc:[新建仓储0004添加]维护原材料数据时,建立的时候要选评估类型为FREMD-HALBmb52:显示物料的仓库库存MMBE:查看库存概览mm60物料报表,检查自己建立的物料mm17:批量维护物料主数据中的某一字段【】建立BOM:cs01CS01:按结构建立BOM ;bom用途1;bom应用程序pp01,行项目类别Lcs11、12、13;15展开bomIH05:直观看建立的BOM层次(输入物料编号,有效期在建立bom日期之后,BOM应用程序选PP01,工厂1000)【】建立工作中心:cr01CR01:按工序建立工作中心;设置好各个工序的工作时间;类别选1(大部分值默认)或3 成本中心4230cm01工作中心能力负荷cm21能力计划均衡cr05工作中心清表【】建立工艺路线CA01 :将工作中心与BOM关联起来,以便做计划的时候能计算出各工序耗用时间和材料用途:1 状态:4【】下销售订单VA01:创建销售订单;一般默认‘采购中SLCa选cp’否则md04中不会显示销售订单;能力显示需要mrp中调度选2订单类型:OR 销售机构:1000 分销渠道:10 售达方1321va05n查销售清单【】计划订单转生产订单:MD04、CO40;CO41co01手工常见生产订单(没有预测,不建议);co07无物料创建(特殊情况)MD04、CO40:单个计划订单转生产订单{CO48单个计划订单部分转生产订单}CO41可以将销售订单对应的成品/半成品计划订单批量转生产订单CO41查看生产订单号下面的各个子工序开完工时间以及所需物料数量co46:订单进程报表coois:生产订单信息系统》点更改》逐个下达订单(可用性检查,若出错则看日志:转到>日志概览)md15根据mrp控制者批量转采购申请cohv批量下达生产订单生产订单:生产订单-功能-限制处理-技术完成TECO,对生产代表结束生成订单下达后重读主数据可取消(前提未发料、报工)ctrl+y批量复制订单号注:按MRP控制者类型能批量转换及查看【】集中显示计划订单:md16md16集中显示计划订单;按物料、MRP控制者等查询【】按订单需求提交采购申请MD04》打开概览树》STOP列找到自己创建的订单》双击转采购申请【】采购申请转采购订单:ME21NME21N将之前的采购申请全部转换为采购订单;直接创建采购申请【】采购订单收货:MIGOMIGO:库存地点;检查;过账收货时分批收货,输入或自动生成批次(对于批次管理的料)MMBE:查看收货后库存变化FS00:出现总账科目未建立时,新建科目【】反冲料转库:MB1BMB1B:移动类型选311(先从仓库领料到车间库,当成品生产完工后根据产出和BOM比例扣减车间的散装物料库存);反冲料由0003采购仓储(主数据中MRP2中反冲字段维护为1,同时维护反冲的生产仓储地点)转到0004生产仓储【】发料生产:MB1A或MIGO先要发半成品的料,并进行开完工,之后才能发成品的料mb1c:收货,做初始化库存(移动类型561工厂1000)MB1A/移动类型261,到仓库领料,到订单;反冲料领不了Mmbe:查询物料批次号COOIS:各工序子订单号查询MIGO:发料A07 订单R08mb51:查物料凭证清单【】报工:CO11N:输入完工的订单,选工序,保存COGI:报工如出错,看货物移动为什么错了并在MB1B中移库完成,COGI中保存过账co12:集中报工CO14:对生产报工进行查询CO13:对生产报工进行删除【】入库:MB31或MIGOMB31:移动类型选101 保存后CO03看状态DLV为完工MMBE看订单库存MIGO:收货A01 订单R08【】销售订单数量确认:va02va02:销售订单项目可用性检查中,确定已生产的数量【】销售订单外向交货:vl01n vl06fvl01n:{按单生产时出现‘没有到期的计划行’警告,选择日期需在销售订单需求日期之后} vl06f:外向交货清单拣配输入库存地点过账发货【】开发票:vf01fbl5n 应收账款Vf01:开发票【】备料:mf60mf60:按订单备料【】按库存生产最终装配生产(40)按库存无最终装配计划(52)按批量生产(30)按净需求生产(10)按毛需求生产(11){40:预测-运行mrp-计划订单可以转生产订单‘有销售订单时会减少预测数量;有库存时会减少计划订单数量’}MD61---删除原来的预测并创建新的预测(激活的,版本00,MRP范围1000)》MD04---查看库存需求清单(环境-导航参数-导航参数文件-mrp控制者)》VA01---创建销售订单(订单类型zord;mm02维护物料主数据:附加数据语言DE,销售组织1000,分销渠道10,毛重,净重,售达方1321,工厂1000)》MD04---查看库存/需求清单》MD02---运行MRP》MD04---查看库存/需求清单【】按订单生产按订单生产(20)使用生产订单装配加工(82)无最终装配计划(50)变式配置(可选)(25/26) 50{50:预测-运行mrp-计划订单不能转生产订单‘有销售订单时会减少预测数量;有库存时不减少计划订单数量’}MM02--检查成品物料的计划策略和消耗模式》MD62--检查并删除以前创建的计划独立需求,然后重新创建》MD02---运行MRP》MD04---查看库存/需求清单》VA01---创建销售订单》MD02---运行MRP》MD04---查看库存/需求清单,销售订单消耗预测的情况》MM02--对某个零部件或者原材料设置,独立/集中为2》MD02对成品运行MRP》MD04成品和原材料的库存/需求清单【】长期计划MD61不激活ms31创建长期计划ms02模拟mrpms04模拟库存【】生产订单状态CRTD–创建REL–已下达CNF(PCNF)—完全确认/报工(部分确认/报工)DLV(PDLV)—完全交货(部分交货)TECO—技术完工DLID—已删除【】重复制造(了解)物料主数据mrp4,允许重复制造MF50:创建重复制造计划MF60:重复制造拉料MFBF:重复制造确认/报工【】创建客户xd01xd01:客户建的(74(76)108[181]),公司代码1000,销售区域1000 10 00{国家de,地区、时区、运输区域;支付交易de;统御科目140000;销售地区de、部门、销售组、货币;交货优先1、装运条件01、交货工厂10000;国际贸易条款fob、xxx city、付款条件0001、账户分配组01;}【】成品定价(销售价格)vk11pr00【】mb1a发,b转,c收MB1C-561初始化库存MB1A-261对生产订单进行投料MB31-101对生产订单进行收货mb51查物料凭证清单。
工程用材料送货单---精品模板
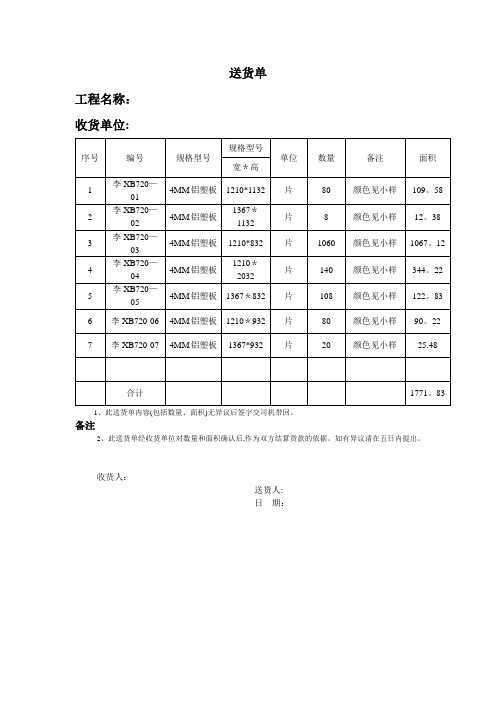
送货单工程名称:收货单位:1、此送货单内容(包括数量、面积)无异议后签字交司机带回。
备注2、此送货单经收货单位对数量和面积确认后,作为双方结算货款的依据。
如有异议请在五日内提出。
收货人:送货人:日期:送货单工程名称:南京万达广场收货单位:深圳华辉装饰工程有限公司另随车带角码及铆钉共3盒,请查收!!1、此送货单内容(包括数量、面积)无异议后签字交司机带回。
备注2、此送货单经收货单位对数量和面积确认后,作为双方结算货款的依据.如有异议请在五日内提出。
收货人:送货人:日期:送货单工程名称:南京万达广场收货单位:深圳华辉装饰工程有限公司1、此送货单内容(包括数量、面积)无异议后签字交司机带回。
备注2、此送货单经收货单位对数量和面积确认后,作为双方结算货款的依据。
如有异议请在五日内提出.收货人:送货人:日期:送货单工程名称:南京万达广场收货单位:深圳华辉装饰工程有限公司1、此送货单内容(包括数量、面积)无异议后签字交司机带回。
备注2、此送货单经收货单位对数量和面积确认后,作为双方结算货款的依据。
如有异议请在五日内提出。
收货人:送货人:日期:送货单工程名称:南京万达广场收货单位:深圳华辉装饰工程有限公司1、此送货单内容(包括数量、面积)无异议后签字交司机带回。
备注2、此送货单经收货单位对数量和面积确认后,作为双方结算货款的依据。
如有异议请在五日内提出。
收货人:送货人:日期:送货单工程名称:南京万达广场收货单位:深圳华辉装饰工程有限公司1、此送货单内容(包括数量、面积)无异议后签字交司机带回。
备注2、此送货单经收货单位对数量和面积确认后,作为双方结算货款的依据。
如有异议请在五日内提出。
收货人:送货人:日期:送货单工程名称:南京万达广场收货单位:深圳华辉装饰工程有限公司1、此送货单内容(包括数量、面积)无异议后签字交司机带回。
备注2、此送货单经收货单位对数量和面积确认后,作为双方结算货款的依据。
如有异议请在五日内提出。
SAP销售项目Demo

按产品标准成本计算
基于数量结构标准成本计算
多版本标准成本计算
多用途标准成本计算
1.计划及预算控制 -> 1.2部门预算录入
图示
系统自动在业务发 生及财务记账时, 实时检查预算结构 中的预算
科目分配
预算检查 的结果
采购订单
发票
付款
预算管控点前移
总结
SAP通过有对部门不同类型的费用 下达预算来达到对部门预算进行管 控的业务需求,同时通过预算查询 功能对部门可用预算和消耗预算进 行查询:
按不同的部门下达预算(例:财务 部、生产部、销售部)
对部门的不同费用下达预算(例: 办公费、差旅费、会议费)
1.计划及预算控制 -> 1.3采购订单录入预算控制
超出预算
预算 已分配
120,000 30,000
50,000
250,000
! 80,000
100,000 50,000
实际过帐 30,000
100000 0000
机加车间
成本中心
100000 0001
组装车间
100000 0002
总装车间
100000 0003
检验车间
目录
演示场景说明 主数据与关键业务方案说明 演示步骤
中核(天津) 机械
1.计划及预算控制 -> 1.1产品标准成本计算
图示
不同产品的数量结构
BOM 工艺路线
$
$
$
$$
$
系
统计数据
供应商 文本信息 采购组织
总览
项目
历史记录
定价条件
交货条件 时间表 地址
帐户分配
文本
备料作业指导书 - 模板

设备名称版本无A/01235检查标准生产流程卡作业指导书编制审核批准将备好的材料整齐摆放在托盘上,填写生产流程卡、半成品再生产使用记录单。
(如图四) 1.填写生产流程卡的备料日期、材料批次、厚度、长度、宽度、备料量等。
2.有余料时,应填写半成品再生产使用记录单。
作业图示作业内容作业说明清除工作台表面的杂质。
卡尺4将材料平铺于工作台上,拉动端头到所需长度的指定位置,再依据生产流程单的备料规格进行备料。
特殊规格的材料应参照《特殊规格备料明细》进行备料。
(如图三) 1.余料、接头料要单独放置于托盘表面加以标识区分,以便检验全检和引起后工序生产时注意。
2.靠近管芯的材料容易出现厚度不够,需放置一边,单独处理。
3.对于需分方向的产品,必须注意备料尺寸长度应大于产品长度。
备料作业指导书设备编号页码 无检查检查工具注意事项:1.首件经自检/互检/品检合格后,方可生产,在生产过程中每小时自检一次。
卷尺 2.不合格品做好隔离区分记录,经检验人员确认后方可处理。
第1页 共1页将横杆穿过材料中间的纸管,架在备料支架上,剥除材料表面的防尘膜。
(如图一) 1.备料规格为:厚度、宽度、长度、张数等信息。
2.注意流程单的备料情况一栏:材料弯曲、收缩处理等特殊要求;收缩处理时,工作台表面必须平整干净,无脏污杂质。
3.备料切边应平整,无飞边、毛刺,与材料边缘垂直成90°角。
核对原材料规格与生产流程卡的要求是否一致(品种、克重、颜色、厚度等特性)。
(如图二) 1.材料表面有孔洞、脏污、飞边、飞皮等缺陷时,应割去该部分材料。
2.材料有粘胶、漏胶、接头处时,应割出进行单独处理。
3.材料厚薄不均时,应报检验人员及时处理。
4.离型纸褶皱、卷曲时,需收缩处理。
XXXX 有限公司图一图二图二图三图四123321321412核对材备料规备料情剥除防尘膜架上支穿上横填写备料情况堆码整收缩处下料特殊规填写余数情况单独标识放置。
MF60拉备料单COOIS导工单

COOIS 导出需要生产的工单
备注; 3A 是已工作中心来导出工单
3B 是根据自己区域的计划人员代码来导出工单
1;点击进去
2选中Standard layout 在确认
1工厂
2这里需输入ZOPEN
3(A )这里需输入工作中
心
3(B )计划的代
选工单的截止日期
备注;截止时间是代表着在3/24/2015 还未关闭的所有工单
最后点击运行按钮
下面在SAP界面在开一个窗口进入MF60
单击任一栏后一直拉到底页选中Order这栏拷贝(Ctrl+V)
第 5步
:1如果你知道工单信息你可以直接从电子档里拷贝过来,
2 还有就是你从前面COOIS 里拷贝的工单信息
3:日期删除掉
2:工厂代码 4:选中第二栏Production
5把工单粘贴到Order 这栏
点击粘贴按钮
清空按钮
备注:这在粘贴工单号时不要用快捷键一定要用SAP 的粘贴按钮和清空按钮确保你粘贴的数据是完整的
1:Location 是指你所需求得库
位
1点击第三栏排除单一值
2这里输入生产库位
3点击运行按钮
点击运行按
2 点击按钮1点全选
单击空格
点击小方格边按
钮
根据库存点击补给的库位
全选&Stage
这里你可以先不Stage 可以放在最后一步在保存前Stage
导出Pull List
√选这栏
确认
2确认按钮
放入你需要的文夹
点击邮件发
送
备注。
保存按钮灰色时说明没有Stage, 只要Stage后就可以保存了。
铝合金下料单(参考模板)
铝合金下料单(参考模板)
1. 概述
本下料单旨在提供一个铝合金下料的参考模板,以便更加高效地进行下料工作。
下料单中包含了相关的信息,如下料要求、数量以及参考尺寸等。
2. 下料要求
在下料过程中,以下要求需要被遵守:
- 下料材料:铝合金6061
- 下料方式:铣削
- 下料工艺:CNC数控下料
- 下料尺寸:参考图纸中的标注尺寸
- 边沿处理:圆角半径应为3mm
- 表面处理:砂纸打磨,表面光洁度要求Ra0.8
3. 下料清单
4. 注意事项
- 下料加工时需严格按照参考图纸要求进行操作。
- 下料前需对机床进行检查,确保机床状态良好。
- 在下料过程中要注意操作安全,佩戴好相关防护用具。
以上就是铝合金下料单的参考模板,希望能为您的下料工作提供一些帮助和指导。
如有任何问题或其他需求,请随时与我联系。
谢谢!。
面粉厂配件清单

面粉加工厂配件清单
粉厂配件:200吨厂为例
1.清粉机毛刷:宽度型号,49型,50型,60型。
每台24个,72个-100个。
2.高方筛清理块、推料块(1440+4320个)
3.钉子≤12mm 用量(三公斤)
4.罗边带--8公斤较软型,厚重型。
5.胶水(502)--5公斤
6.专用记号笔(一般用20支)
7.高方筛出料口布筒,208单面绒布:基本用140个,长度自定。
8.塑料畚斗-----粉间(浅型450)麦间(深型650)---配套畚斗螺钉
①畚斗带:带厚一般为4层,出厂时规定每卷带长50米。
有帆布带和橡胶传动带。
带
宽一般比畚斗宽10-20mm。
②宽度x凸度---带宽度 DS90X75-100,
(DS110X75-125,DS110X90-125) (DS130X110-150,DS130X125-150)
(DS180X125-200,DS180X140-200) (DS230X125-250,DS230X140-250)
(DS280X125-300,DS280X140-300)
9.磨辊刷:棕刷,鹅毛刷-长度500,600,800,
10.气路用两用三通阀:一般用(一个260元左右)
磨粉机用;四分变6mm个接头,打包机用:四分变8mm接头,
高压气路电磁阀气路用:四分变10mm个接头。
三通接头等。
11.单面同步带:425-5M-25 长度-节距-带宽节距一般5m,8m。
双面同步带系列:1200-D8M-50 D表示双面,
12.不锈钢粉刀,经纬密度义,筛网放大镜
13.长柄手刷。
PressCAD快捷键命令表

Press CAD 快捷命令表(C:\presscad\program\acad.pgp)尺寸标注指令编辑指令CAD使用小技巧:Cad鼠标滚轮不能控制实时平移:输入命令mbuttonpan回车,输入1,回车。
若是中毒了,输命令menu然后把cad安装目录中suppor中acad.mnc加载就行了插入文字时系统显示无法找到shell程序:输入命令mtexted在提示行上输入一个点‘.’按回车在cad中有时有交叉点在鼠标点击处产生:输命令blipmode在提示行输入off可消除視窗切換功能:PressCAD绘图功能键(C:\presscad\dat\*.mnu)註: 當抓點功能被遮罩,F1功能健失效時,您按”~”鍵後按F1此即可抓點.另在命令行輸入(1,2,3,4,5,6)的數字為加開該數字層,F為單關O為單開T為凍結(例O1為單開1號層)註:以上提供的快捷鍵僅供參考,使用者可根據自己的使用習慣修改.(括號內為指令全稱)點捕捉功能:Cad鼠标滚轮不能控制实时平移:输入命令mbuttonpan回车,输入1,回车。
若是中毒了,输命令menu然后把cad安装目录中suppor中acad.mnc加载就行了插入文字时系统显示无法找到shell程序:输入命令mtexted在提示行上输入一个点‘.’按回车在cad中有时有交叉点在鼠标点击处产生:输命令blipmode在提示行输入off可消除将cad中的图形插入到word中圆变成多边形:输命令viewres将值设的大一些Presscad修改快捷键:冲模设计→编辑资料档→档案编辑→program→ACAD.PGP修改好后保存,输命令reinit回车,点OK注解輸出沒有文字:處理方法: 這時您可以試一下下面的方法:在命令行輸入style或點擊下拉菜單格式里的字型,這時會彈出如下圖的對話框.請注意中間部分高度有沒設定值,如果有,請取消,設為0.不能彈出對話框,而是以提示的方式:處理方法: 在命令行輸入filedia,把它的值設為1.當您全景定窗時系統出現提示是否畫面重生(如下圖):處理方法:在命令行輸入regenauto回車,在提示符輸入 on,以后就不出現地上面的提示了.Presscad菜单栏里少了菜单:输命令menu回车,选择press.cui点打开即可打开Cad会提示这个fail to get commcntrcontroller开始-运行-regeditHKEY_LOCAL_MACHINE——SOFTWARE——Autodesk——AutoCAD2006——R16.2——ACAD-4001:804——Applications——WSCommCntrAcCon找到LOADCTRLS这个项值,双击,将其值由2改成0 ,点击确定就可以了。
沥青混合料试验
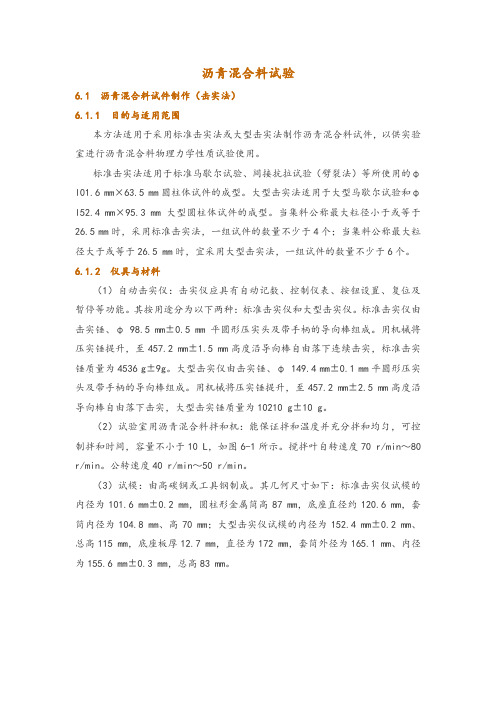
沥青混合料试验6.1 沥青混合料试件制作(击实法)6.1.1 目的与适用范围本方法适用于采用标准击实法或大型击实法制作沥青混合料试件,以供实验室进行沥青混合料物理力学性质试验使用。
标准击实法适用于标准马歇尔试验、间接抗拉试验(劈裂法)等所使用的φl01.6 mm×63.5 mm圆柱体试件的成型。
大型击实法适用于大型马歇尔试验和φl52.4 mm×95.3 mm大型圆柱体试件的成型。
当集料公称最大粒径小于或等于26.5 mm时,采用标准击实法,一组试件的数量不少于4个;当集料公称最大粒径大于或等于26.5 mm时,宜采用大型击实法,一组试件的数量不少于6个。
6.1.2 仪具与材料(1)自动击实仪:击实仪应具有自动记数、控制仪表、按钮设置、复位及暂停等功能。
其按用途分为以下两种:标准击实仪和大型击实仪。
标准击实仪由击实锤、φ 98.5 mm±0.5 mm平圆形压实头及带手柄的导向棒组成。
用机械将压实锤提升,至457.2 mm±1.5 mm高度沿导向棒自由落下连续击实,标准击实锤质量为4536 g±9g。
大型击实仪由击实锤、φ 149.4 mm±0.1 mm平圆形压实头及带手柄的导向棒组成。
用机械将压实锤提升,至457.2 mm±2.5 mm高度沿导向棒自由落下击实,大型击实锤质量为10210 g±10 g。
(2)试验室用沥青混合料拌和机:能保证拌和温度并充分拌和均匀,可控制拌和时间,容量不小于10 L,如图6-1所示。
搅拌叶自转速度70 r/min~80 r/min。
公转速度40 r/min~50 r/min。
(3)试模:由高碳钢或工具钢制成。
其几何尺寸如下:标准击实仪试模的内径为101.6 mm±0.2 mm,圆柱形金属筒高87 mm,底座直径约120.6 mm,套筒内径为104.8 mm、高70 mm;大型击实仪试模的内径为152.4 mm±0.2 mm、总高115 mm,底座板厚12.7 mm,直径为172 mm,套筒外径为165.1 mm、内径为155.6 mm±0.3 mm,总高83 mm。
SAP-PPQM常用事务代码

SAP-PPQM常⽤事务代码1 TCODE 描述 24 MD01N Hana MPS/MRP2 CS01 BOM创建 25 MD11 创建计划订单 MD4C 多级订单报表2 CC01 变更号创建 26 MD12 修改计划订单 CO46 订单处理报表3 CC02 变更号修改 27 MD13 显⽰计划订单3 CS02 BOM修改 28 MD04 显⽰库存/需求状况-实时4 CS03 BOM查看 29 MD06 显⽰库存/需求状况-实时-批量4 CS11H 逐层查看 30 MD05 显⽰库存/需求状况-历史5 CS12H 逐层查看 31 MD07 显⽰库存/需求状况-历史-批量5 CS13H 逐层查看 32 MB21 创建预留领料311,退料312,⾮BOM的发料2016 CS15 反查BOM 33 MB22 更改预留6 CR01 创建⼯作中⼼ 34 MB23 显⽰预留7 CR02 更改⼯作中⼼ 35 MB25 显⽰预留清单7 CR03 显⽰⼯作中⼼ 36 MF60 按计划订单备料8 CR05 查询⼯作中⼼ 37 MMSC 扩充库存地点8 CR06 查询⼯作中⼼所分配的成本中⼼ 38 CO11N ⽣产订单报⼯9 CA01 创建⼯艺路线 39 CO13 ⽣产订单报⼯取消9 CA02 更改⼯艺路线 40 CO14 显⽰⽣产订单报⼯10 CA03 显⽰⼯艺路线 41 COOIS 复核物耗信息组件10 CA85 替换⼯作中⼼ 42 COOIS 复核⼯时信息确认11 CA98 归档删除⼯艺路线 43 COOIS 复核⼊库信息订单抬头11 C223 创建⽣产版本 44 COHV 确认并关闭订单差额(车间损耗)发货-其他-Y01⽣产物资发料传输过账-预留-311⾮⽣产物资发料发货-预留-20112 CO41 参考计划订单创建⽣产订单 45 MIGO 货物移动研发领料移动类型发货-其他-Z6112 CO40 参考单个计划订单创建⽣产订单 46 MIGO 发料 A08 传输过账 R09预留 311 TF⼚内转储13 CO01 创建⽣产订单 47 MIGO 发料冲销 A08 传输过账 R09预留 312 TR⼚内转储13 CO02 更改⽣产订单 48 MIGO 录⼊物耗信息 A07 发货 R08 订单 261 仓库中的订单消耗14 CO03 显⽰⽣产订单 49 MIGO ⽣产⼊库 A01 收货 R08 订单 101 按订单收货到库存14 COOIS ⽣产订单信息查询 50 MIGO 物资报废 A07 发货 R10 其他 Z05 报废15 MD61 建⽴计划独⽴需求 51 MIGO 更改质检状态 A08 传输过账 R10 其他 321 质检库存→⾮限制库存采购来料检验流程15 MD62 改变计划独⽴需求 52 MIGO 更改库存状态 A08 传输过账 R10 其他 322 ⾮限制库存→质检库存复验流程16 MD63 显⽰计划独⽴需求 53 MIGO 更改库存状态 A08 传输过账 R10 其他 349 冻结库存→质检库存16 MD40 Run MPS 多级-⼯⼚ 54 MIGO 更改质检状态 A08 传输过账 R10 其他 350 质检库存→冻结库存偏差处理流程17 MD41 Run MPS 多级-单物料 55 MIGO 样本损耗记账 A07 发货 R10 其他 333 样本损耗记账采购来料检验流程17 MD42 Run MPS 单级-单物料 56 MIGO 造库存 A01 收货 R10 其他 56118 MD01 Run MRP 多级-⼯⼚ 57 MIGO 副产品⽣产⼊库 A07 发货 R08 订单 53118 MD02 Run MRP 多级-单物料 58 MIGO 副产品⽣产⼊库冲销 A07 发货 R08 订单 53219 MD03 Run MRP 单级-单物料 59 发货到成本中⼼ A07 发货 R09预留 20120 su01 ⽤户维护 60 MB51 物料凭证清单21 su3 ⽤户账号设置 61 MB52 查库存可以显⽰⼀定限制条件下的物料库存状态可以显⽰库存价值22 ME5A 批量查看PR 62 MMBE 查库存只能查询单个物料的库存状态并只能根据⼯⼚库位及批次进⾏限定不能显⽰库存价值23 SE16N 常规表显⽰ 63 ZPP012 产出⽇报表ME51N 创建采购申请 ME29N 批准采购订单 ZBATCH 批次属性清单 /o另打开 /n关闭后打开ME52N 修改采购申请 ME2M 采购订单按物料ME53N 显⽰采购申请 ME2N 采购订单按订单号ME54N 批准采购申请 ME2L 采购订单按供应商ME55 采购申请的集中审批 MM01 创建物料ME5A 采购申请清单 MM02 修改物料ME21N 创建采购订单 MM03 显⽰物料ME22N 修改采购订单 MM06 删除物料ME23N 显⽰采购订单 MM60 物料清单。
供货清单(样本)
序号
货物名称/产品型号
制造厂商
数量
备注
一
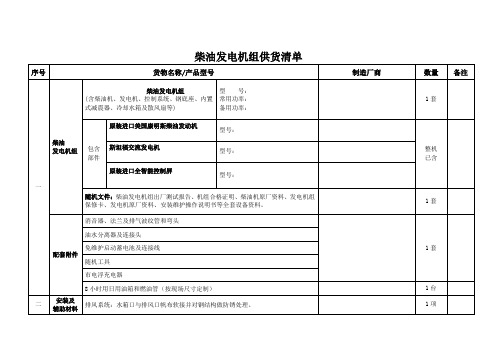
柴油
发电机组
柴油发电机组
(含柴油机、发电机、控制系统、钢底座、内置式减震器、冷却水箱及散风扇等)
型号:
常用功率:
备用功率:
1套
包含
部件
原装进口美国康明斯柴油发动机
型号:
整机
已含
斯坦福交流发电机
型号:
原装进口全智能控制屏
型号:
随机文件:柴油发电机组出厂测试报告、机组合格证明、柴油机原厂资料、发电机组保修卡、发电机原厂资料、安装维护操作说明书等全套设备资料。
1套
配套附件
消音器、法兰及排气波纹管和弯头
1套
油水分离器及连接头
免维护启动蓄电池及连接线
随机工具
市电浮充电器
8小时用日用油箱和燃油管(按现场尺寸定制)
1台
二
安装及
辅助材料
排风系统:水箱口与排风口帆布软接并对钢结构做防锈处理。1项燃油系统来自燃油箱与机组进回油口的燃油管连接
1项
排烟系统:消音器、波纹管、法兰、弯头和排烟管安装连接
1项
辅材:法兰、弯头、螺栓、螺母、吊架
1项
三
调试用料
机油(第一次加满)
200L
防锈水(按比例添加)
2瓶
0#柴油
500L
备注:机房的安装根据每个机房不同情况报价
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
COOIS 导出需要生产的工单
备注; 3A 是已工作中心来导出工单
3B 是根据自己区域的计划人员代码来导出工单
1;点击进去
2选中 Standard layout 在确认
1工厂
2这里需输入ZOPEN
3(A )这里需输入工作
3(B )计划的
选工单的截止日
备注;截止时间是代表着在3/24/2015 还未关闭的所有工单
最后点击运行按钮
下面在SAP界面在开一个窗口进入MF60
单击任一栏后一直拉到底页选中Order这栏拷贝(Ctrl+V)
MF60
第 5步
:1如果你知道工单信息 你可以直接从电子档里拷贝过来,
2 还有就是你从前面COOIS 里拷贝的工单信息
点击GlobaL
勾选去掉
Stok 勾选中
1:Sloc √选中
3:日期删除掉
2:工厂代码 4:选中第二栏Production
5把工单粘贴到Order 这栏
点击粘贴按钮
清空按钮
备注:这在粘贴工单号时不要用快捷键一定要用SAP 的粘贴按钮和清空按钮确保你粘贴的数据是完整的
1:Location 是指你所需求得
库位
2这里是你要排除其它库位
1点击第三栏排除单一
2这里输入生产库位
3点击运行按钮
点击运行按
2 点击按钮1点全选
单击空格
点击小方格边
根据库存点击补给的库位
全选&Stage
这里你可以先不Stage 可以放在最后一步在保存前Stage
导出Pull List
√选这栏
确认1点击X
2确认按钮
放入你需要的文夹
点击邮件发
SAP界面点击返回按钮
最后保存
备注。
保存按钮灰色时说明没有Stage, 只要Stage后就可以保存了。