M98子程序调用
m98调用子程序的格式

m98调用子程序的格式
在CNC(计算机数控)编程中,M98是一种常用的调用子程序的G代码指令。
子程序是一系列G代码指令的集合,它可以被主程序多次调用,以减少代码的重复编写,提高编程效率。
M98指令的基本格式如下:
其中:
M98 是调用子程序的指令。
Pxxxx 指定子程序的编号。
xxxx 是子程序的标识号,具体格式和位数取决于机床的控制系统。
例如,P9010可能代表子程序号为9010。
Lyy (可选参数)指定子程序的重复执行次数。
yy 是一个整数,表示子程序需要重复执行的次数。
如果省略此参数,子程序默认执行一次。
子程序本身应该以Oxxxx开头,其中xxxx与调用时的Pxxxx相对应。
子程序的结尾通常使用M99指令来标示。
例如:
主程序中调用子程序:
在这个例子中,子程序O9010将被主程序调用并执行10次。
请注意,不同的CNC控制系统可能在M98指令的具体使用上有所不同,因此在使用时应参考相关机床和控制系统的文档或手册。
M98子程序调用

第二十课:M98子程序调用—数控编程(一)
教学目的:M98子程序调用的格式与用法
数控仿真软件下载地址/jpyj/jpyj_20100520195735.html
教学内容:
1、M98的格式与用法
2、M98实例讲解
4、M98上机仿真练习
子程序的使用
一、调用子程序的使用方法
1.格式
M98P_____L_____
2.意义
M98为调用子程序,P后面的四位数字表示子程序调用次数,L后面的四位数字表示调用子程序的次数(范围为0000-9999)。
二、子程序返回的使用方法
1.格式
M99P_____
2.意义
M98为调用子程序,P后面4个四位数字表示返回的程序段名。
三、子程序调用注意事项
子程序调用次数如果为1次,可以省略不写。
五、子程序调用编程实例
毛坯直径为8mm,粗车刀为T0101,精车刀为T0202,粗车一次进刀量不超过3mm。
现在要求利用子程序编程。
O2008
T0101
M03S800
G00X82Z2
G01X80Z0F80
M98P0001L10
G00X100
Z100
M30
O0001
G01U-2F80
Z-30
U20Z-80
Z-100
U3
Z0
U-25
M99。
数控车床子程序M98、M99编程
数控车床子法式M98、M99编程之迟辟智美创作
把法式中某些固定顺序和重复呈现的法式独自抽出来,按一定格式编成一个法式供调用,这个法式就是常说的子法式,这样可以简化主法式的编制.子法式可以被主法式调用,同时子法式也可以调用另一个子法式.这样可以简化法式的编制和节省CNC系统的内存空间.子法式必需有一法式号码,且以M99作为子法式的结束指令.主过程调用子法式的指令格式如下:M98 P___L___;其中P为被调用的子法式号L为重复调用的次数例如:M98 P1234L4主法式调用同一子法式执行加工,最多可执行999次,且子法式亦可再调用另一子法式执行加工,最多可调用4层子法式(分歧的系统其执行的次数及条理可能分歧).例:以HNC-21T系统子法式指令,加工图2-11工件上的四个槽.分别编制主法式和子法式如下:
主法式%123;M3 S600 G95 T0101;G00 X82.0 Z0;M98 P1234 L4;(调用于法式1234执行四次,切削四个凹槽)X150.0 Z200.0;M30;子法式%1234;W-20.0;G01 X74.0 F0.08;G00 X82.0;M99;M99指令也可用于主法式最后法式段,此时法式执行指针会跳回主法式的第一法式段继续执行此法式,所以此法式将一直重复执行,除非按下RESET键才华中断执行.。
m98和g65调用子程序的用法

m98和g65调用子程序的用法
m98和g65是G代码中调用子程序的两种方式。
+m98调用子程序的语法为:
M98 P<子程序号> [L<循环次数>]
其中,P后面的<子程序号>指定了要调用的子程序的号码。
L
后面的<循环次数>表示要重复调用子程序的次数。
例如,要调用子程序号为100的子程序,可以使用的命令为:M98 P100
如果要循环调用该子程序10次,可以使用的命令为:
M98 P100 L10
注意,m98调用子程序时会暂停主程序的执行,直到子程序执行完毕才会继续执行主程序。
+g65调用子程序的语法为:
G65 P<子程序号> [X<参数1> Y<参数2> Z<参数3> ...]
其中,P后面的<子程序号>指定了要调用的子程序的号码。
X、Y、Z等参数表示传递给子程序的参数。
例如,要调用子程序号为200的子程序,并传递参数1.0和
2.5,可以使用的命令为:
G65 P200 X1.0 Y2.5
与m98不同,g65调用子程序时不会暂停主程序的执行,而是在当前位置继续执行,子程序会在后台执行。
因此,g65调用子程序可以实现同时执行多个程序的效果。
需要注意的是,子程序中的参数对应在子程序中定义的变量,通过参数传递给子程序,可以在子程序中使用。
子程序调用 M98

指令功能:(子程序中)当前程序段的其它指令执行完成后,返回主程序中由P指定的程序段继续执行,
当未输入P时,返回主程序中调用当前子程序的M98指令的后一程序段继续执行。
如果M99用
于主程序结束(即当前程序不是由其它程序调用执行),当前程序反复执行。
示例:图2-1表示了调用子程序(M99中有P指令字)的执行路径。
图2-2表示M99中无P 指令字调用及返回执行路径
本系统可以调用二重子程序,即可以在子程序中调用其它子程序(如图2-3)
2.1.5 M 指令调用子程序
当系统参数NO.006 的BIT5(CM98)设置为1时,执行表2-1以外的M指令(M□□),系统调用执行子程序O90□□,此功能用于用户自定义特殊功能。
注1:若系统参数NO.006的BIT5(CM98)设置为0时,执行表2-1以外的指令,系统产生报警。
注2:当执行表2-1以外的M指令时必须编入对应的子程序,否则产生报警。
注3:在MDI方式下,子程序调用操作无效。
(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
可复制、编制,期待你的好评与关注)。
数控车床子程序M98、M99编程之欧阳体创编
数控车床子程序M98、M99编程
把程序中某些固定顺序和重复出现的程序单独抽出来,按一定格式编成一个程序供调用,这个程序就是常说的子程序,这样可以简化主程序的编制。
子程序可以被主程序调用,同时子程序也可以调用另一个子程序。
这样可以简化程序的编制和节省CNC系统的内存空间。
子程序必须有一程序号码,且以M99作为子程序的结束指令。
主过程调用子程序的指令格式如下:M98 P___L___;其中P为被调用的子程序号L为重复调用的次数例如:M98 P1234L4主程序调用同一子程序执行加工,最多可执行999次,且子程序亦可再调用另一子程序执行加工,最多可调用4层子程序(不同的系统其执行的次数及层次可能不同)。
例:以HNC-21T系统子程序指令,加工图2-11工件上的四个槽。
分别编制主程序和子程序如下:
主程序%123;M3 S600 G95 T0101;G00 X82.0 Z0;M98 P1234 L4;(调用于程序1234执行四次,切削四个凹槽)X150.0 Z200.0;M30;子程序%1234;W-20.0;G01 X74.0 F0.08;G00 X82.0;M99;M99指令也可用于主程序最后程序段,此时程序执行指针会跳回主程序的第一程序段继续执行此程
序,所以此程序将一直重复执行,除非按下RESET键才能中断。
m98调用子程序实例

m98调用子程序实例
m98调用子程序是利用m98命令可以直接调用其他程序内部的子程序,而无需复杂的调用过程。
具体实现步骤如下:
(1)先在主程序中定义一个变量,用于存储副程序的程序号,如:=
子程序1。
(2)在主程序中通过M98命令定义子程序,格式为:M98P。
(3)在子程序中使用M99指令将程序控制返回主程序,格式为:M99。
(4)在主程序中将M98定义的子程序号()通过GOTO指令连接,格
式为:GOTO。
(5)在主程序中使用M98P#3000指令调用子程序,格式为:M98P。
以上就是M98调用子程序的基本实现步骤。
它可以让CNC机床按照我
们编写的正确操作流程一步步执行,解放双手,来完成繁琐的车削加工作。
(完整word版)子程序的调用

定的顺序号的程序段执行。 3、仅在子程序中使用 M99: (1)如果直接执行子程序,当执行到 M99 的程序段时,控制返回
到 子程序的开始段重复循环执行 (2)如果在子程序中执行到 M99 PXX,跳转到子程序中P指
定的顺序号的程序段执行。
4、尺寸计算: A 点:X30、Z96 B 点:X31、Z65 C 点:X31、Z40 D 点:X31、Z20 E 点:X31、Z5
5、设计加工程序并编程 O1234: N10 MO3 S700 T0101;(启动主轴,确定刀具)
N20 GOO X30 Z71;(车Φ30 外圆定位) N30 G01 X30 Z-5 F0。2;(精车Φ30 外圆) N40 G00 X100 Z100;(退刀至换刀点) N50 T0202 S350;(换切刀降速) N60 G00 X31 Z65;(切刀定位至 B 点) N70 M98 P0001;(调用子程序) N80 GOO X31 Z40;(切等二槽定位 C 点) N90 M98 P0001;(调用子程序) N100 GOO X31 Z20;(切等三槽定位 D 点) N110 M98 P0001;(调用子程序) N120 G00 X31 Z5;(切等四槽定位 E 点) N130 M98 P0001;(调用子程序) N140 G00 X35 ;(横向退切刀) N150 G00 X100 Z100;(纵向退切刀) N180 M30;(程序结束)
(完整 word 版)子程序的调用
1、返回主程序的指定程序段 如果用 M99 P 指定一个顺序号,当子程序结束时子程序不是
返回到调用该子程序的那个程序段的下一个程序段,而是返回到 由 P 指定顺序号的那个程序段。如:M 99 P15 ; 2、在主程序中的使用 M99 ; (1)如果在主程序中执行到 M99 ,控制返回到主程序的开始段,
5子程序
子程序
子程序的格式:%XXXX …… M99 在子程序开头,必须规定子程序号,以作为调用入口地址。 在子程序的结尾用M99,以控制执行完该子程序后返回主程序。
子程序的编程方法:
子程序是调用几何形状完全相同的图形,但是图形的位置会
发生变化,例如在深度方向(Z轴)、在横向(X轴)和在纵向
(Y轴),任意方向上发生变化,那么在编写子程序时,通常将 发生变化的轴采用增量方式编写,也可以全部采用增量编写,用
增量方式来实现相同轮廓不同位置的刀轨的编写。
子程序
例1:采用子程序完成毛坯尺寸为120×80mm的毛坯平面的铣削,
使用直径10mm立铣刀加工。
%1234主程序 G54G0X-66Y-35Z50 M3S800 Z5 G1Z-2F300 M98P0010L8 G0G90Z100 M30 %0010子程序 G01G91X132 Y5 X-132 Y5 M99
径10mm立铣刀加工。
一个子程序。子程序和主程序必须存在同一个文件中,调出的子程序
可以再调用另一个子程序,称为多重调用。子程序是由主程序或上层 子程序调出并执行的。M98实现子程序调用功能,子程序结束以M99指 令返回。 调用的子程序格式:M98 P_ L_ P为调用的子程序号,L为重复调用的次数;如:M98 P1002 L5, 表示 %1002号子程序被连续调用5次。
子程序
例2:采用子程序完成下图零件中六个沉孔的精加工,选用φ12
键槽铣刀加工。(取零件中心为编程零点, )
%0001 主程序 G54 G0 Z50 M03 S2000 X-150 Y-50 Z5 M98 P0010 G0 X-150 Y50 M98 P0010 G0 X0 Y50 M98 P0010 G0 X0 Y-50 M98 P0010 G0 X150 Y-50 M98 P0010 G0 X150 Y50 M98 P0010 G0 Z100 M30
主程序调用子程序的c语言例子,子程序调用M98编程举例

主程序调⽤⼦程序的c语⾔例⼦,⼦程序调⽤M98编程举例编程时,为了简化程序的编制,当⼀个⼯件上有相同的加⼯内容时,常⽤调⼦程序的⽅法进⾏编程。
调⽤⼦程序的程序叫做主程序。
⼦程序的编号与⼀般程序基本相同,只是程序结束字为M99表⽰⼦程序结束,并返回到调⽤⼦程序的主程序中。
调⽤⼦程序的编程格式 M98 P~ ;式中:P―表⽰⼦程序调⽤情况。
P后共有8位数字,前四位为调⽤次数,省略时为调⽤⼀次;后四位为所调⽤的⼦程序号。
例:如图所⽰,在⼀块平板上加⼯6个边长为10mm的等边三⾓形,每边的槽深为-2mm,⼯件上表⾯为Z向零点。
其程序的编制就可以采⽤调⽤⼦程序的⽅式来实现(编程时不考虑⼑具补偿)。
设置G54:X=-400,Y=-100,Z=-50。
主程序:O10N10 G54 G90 G01 Z40 F2000 //进⼊⼯件加⼯坐标系N20 M03 S800 //主轴启动N30 G00 Z3 //快进到⼯件表⾯上⽅N40 G01 X 0 Y8.66 //到1#三⾓形上顶点N50 M98 P20 //调20号切削⼦程序切削三⾓形N60 G90 G01 X30 Y8.66 //到2#三⾓形上顶点N70 M98 P20 //调20号切削⼦程序切削三⾓形N80 G90 G01 X60 Y8.66 //到3#三⾓形上顶点N90 M98 P20 //调20号切削⼦程序切削三⾓形N100 G90 G01 X 0 Y -21.34 //到4#三⾓形上顶点N110 M98 P20 //调20号切削⼦程序切削三⾓形N120 G90 G01 X30 Y -21.34 //到5#三⾓形上顶点N130 M98 P20 //调20号切削⼦程序切削三⾓形N140 G90 G01 X60 Y -21.34 //到6#三⾓形上顶点N150 M98 P20 //调20号切削⼦程序切削三⾓形N160 G90 G01 Z40 F2000 //抬⼑N170 M05 //主轴停N180 M30 //程序结束⼦程序:O20N10 G91 G01 Z -2 F100 //在三⾓形上顶点切⼊(深)2mm N20 G01 X -5 Y-8.66 //切削三⾓形N30 G01 X 10 Y 0 //切削三⾓形N40 G01 X 5 Y 8.66 //切削三⾓形N50 G01 Z 5 F2000 //抬⼑N60 M99 //⼦程序结束。
数控车床子程序MM新新编程

数控车床子程序M M新新
编程
The following text is amended on 12 November 2020.
数控车床子程序M98、M99编程
把程序中某些固定顺序和重复出现的程序单独抽出来,按一定格式编成一个程序供调用,这个程序就是常说的子程序,这样可以简化主程序的编制。
子程序可以被主程序调用,同时子程序也可以调用另一个子程序。
这样可以简化程序的编制和节省CNC系统的内存空间。
子程序必须有一程序号码,且以M99作为子程序的结束指令。
主过程调用子程序的指令格式如下:
M98 P___L___;
其中P为被调用的子程序号
L为重复调用的次数
例如:M98 P1234L4
主程序调用同一子程序执行加工,最多可执行999次,且子程序亦可再调用另一子程序执行加工,最多可调用4层子程序(不同的系统其执行的次数及层次可能不同)。
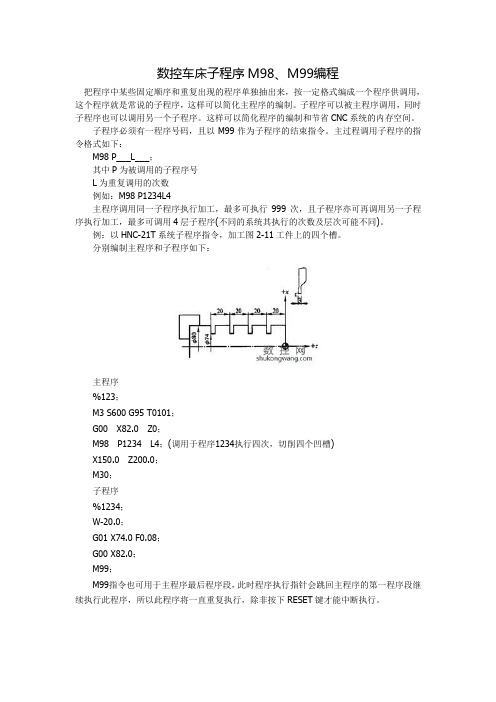
例:以HNC-21T系统子程序指令,加工图2-11工件上的四个槽。
分别编制主程序和子程序如下:
主程序
%123;
M3 S600 G95 T0101;
G00 X82.0 Z0;
M98 P1234 L4;(调用于程序1234执行四次,切削四个凹槽)
X150.0 Z200.0;
M30;
子程序
%1234;
W-20.0;
G01 X74.0 F0.08;
G00 X82.0;
M99;
M99指令也可用于主程序最后程序段,此时程序执行指针会跳回主程序的第一程序段继续执行此程序,所以此程序将一直重复执行,除非按下RESET键才能中断执行。
数控车床子程序M98、M99编程
数控车床子程序M98、M99编程
把程序中某些固定顺序和重复出现的程序单独抽出来,按一定格式编成一个程序供调用,这个程序就是常说的子程序,这样可以简化主程序的编制。
子程序可以被主程序调用,同时子程序也可以调用另一个子程序。
这样可以简化程序的编制和节省CNC系统的内存空间。
子程序必须有一程序号码,且以M99作为子程序的结束指令。
主过程调用子程序的指令格式如下:
M98 P___L___;
其中P为被调用的子程序号
L为重复调用的次数
例如:M98 P1234L4
主程序调用同一子程序执行加工,最多可执行999次,且子程序亦可再调用另一子程序执行加工,最多可调用4层子程序(不同的系统其执行的次数及层次可能不同)。
例:以HNC-21T系统子程序指令,加工图2-11工件上的四个槽。
分别编制主程序和子程序如下:
主程序
%123;
M3 S600 G95 T0101;
G00 X82.0 Z0;
M98 P1234 L4;(调用于程序1234执行四次,切削四个凹槽)
X150.0 Z200.0;
M30;
子程序
%1234;
W-20.0;
G01 X74.0 F0.08;
G00 X82.0;
M99;
M99指令也可用于主程序最后程序段,此时程序执行指针会跳回主程序的第一程序段继续执行此程序,所以此程序将一直重复执行,除非按下RESET键才能中断执行。
数控车床子程序M98、M99编程

数控车床子程序M98、M99编程之杨若古兰创作
把程序中某些固定顺序和反复出现的程序单独抽出来,按必定格式编成一个程序供调用,这个程序就是常说的子程序,如许可以简化主程序的编制.子程序可以被主程序调用,同时子程序也能够调用另一个子程序.如许可以简化程序的编制和节省CNC零碎的内存空间. 子程序必须有一程序号码,且以M99作为子程序的结束指令.主过程调用子程序的指令格式如下:M98 P___L___;其中P为被调用的子程序号L为反复调用的次数例如:M98 P1234L4 主程序调用同一子程序履行加工,最多可履行999次,且子程序亦可再调用另一子程序履行加工,最多可调用4层子程序(分歧的零碎其履行的次数及条理可能分歧). 例:以HNC-21T零碎子程序指令,加工图2-11工件上的四个槽. 分别编制主程序和子程序如下:
主程序%123;M3 S600 G95 T0101;G00 X82.0 Z0;M98 P1234 L4;(调用于程序1234履行四次,切削四个凹槽) X150.0 Z200.0;M30;子程序%1234;W-20.0;G01 X74.0 F0.08;G00 X82.0;M99;M99指令也可用于主程序最初程序段,此时程序履行指针会跳回主程序的第一程序段继续履行此程序,所以此程序将不断反复履行,除非按下RESET键才干间断履行.。
数控车床子程序M98、M99编程
数控车床子程序M98、M99编
程(总1页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
数控车床子程序
M98、M99编程
把程序中某些固定顺序和重复出现的程序单独抽出来,按一定格式编成一个程序供调用,这个程序就是常说的子程序,这样可以简化主程序的编制。
子程序可以被主程序调用,同时子程序也可以调用另一个子程序。
这样可以简化程序的编制和节省CNC系统的内存空间。
子程序必须有一程序号码,且以M99作为子程序的结束指令。
主过程调用子程序的指令格式如下:
M98 P___L___;
其中P为被调用的子程序号
L为重复调用的次数
例如:M98 P1234L4
主程序调用同一子程序执行加工,最多可执行999次,且子程序亦可再调用另一子程序执行加工,最多可调用4层子程序(不同的系统其执行的次数及层次可能不同)。
例:以HNC-21T系统子程序指令,加工图2-11工件上的四个槽。
分别编制主程序和子程序如下:
主程序%123;M3 S600 G95 T0101;G00 Z0;M98 P1234 L4;(调用于程序1234执行四次,切削四个凹槽) ;M30;子程
序%1234;;G01 ;G00 ;M99;M99指令也可用于主程序最后程序段,此时程序执行指针会跳回主程序的第一程序段继续执行此程序,所以此程序将一直重复执行,除非按下RESET键才能中断执行。
2。
数控车床子程序M98、M99编程

数控车床子程序M98、M99编
程(总1页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
数控车床子程序M98、M99编程
把程序中某些固定顺序和重复出现的程序单独抽出来,按一定格式编成一个程序供调用,这个程序就是常说的子程序,这样可以简化主程序的编制。
子程序可以被主程序调用,同时子程序也可以调用另一个子程序。
这样可以简化程序的编制和节省CNC系统的内存空间。
子程序必须有一程序号码,且以M99作为子程序的结束指令。
主过程调用子程序的指令格式如下:
M98 P___L___;
其中P为被调用的子程序号
L为重复调用的次数
例如:M98 P1234L4
主程序调用同一子程序执行加工,最多可执行999次,且子程序亦可再调用另一子程序执行加工,最多可调用4层子程序(不同的系统其执行的次数及层次可能不同)。
例:以HNC-21T系统子程序指令,加工图2-11工件上的四个槽。
分别编制主程序和子程序如下:
主程序%123;M3 S600 G95 T0101;G00 X82.0 Z0;M98 P1234 L4;(调用于程序1234执行四次,切削四个凹槽) X150.0 Z200.0;M30;子程序%1234;W-20.0;G01 X74.0 F0.08;G00 X82.0;M99;M99指令也可用于主程序最后程序段,此时程序执行指针会跳回主程序的第一程序段继续执行此程序,所以此程序将一直重复执行,除非按下RESET键才能中断执行。
2。
新代m98调用子程序实例说明(一)

新代m98调用子程序实例说明(一)新代m98调用子程序实例说明1. 引言在新代m98的编程中,调用子程序是一种常见的操作。
本文将通过具体实例说明如何在新代m98中调用子程序。
2. 示例一:计算两个数的和假设我们需要编写一个程序,用于计算两个数的和,并输出结果。
步骤:1.定义一个变量x,并赋值为10。
2.定义一个变量y,并赋值为20。
3.调用子程序add,将变量x和y作为参数传入。
4.子程序add将对x和y进行相加,并将结果存储在变量sum中。
5.输出变量sum的值。
代码示例:start:let x = 10let y = 20call addoutput sumstopadd:let sum = x + yreturn3. 示例二:求解阶乘假设我们需要编写一个程序,用于求解一个数的阶乘,并输出结果。
步骤:1.定义一个变量n,并赋值为5。
2.调用子程序factorial,将变量n作为参数传入。
3.子程序factorial将对n进行计算,并将结果存储在变量result中。
4.输出变量result的值。
代码示例:start:let n = 5call factorialoutput resultstopfactorial:let result = 1loop:if n <= 1 then exit looplet result = result * nlet n = n - 1jump loopreturn4. 结论在新代m98中,调用子程序是一种方便快捷的编程方式。
通过明确的参数传递和返回值获取,可以实现复杂的计算和处理。
通过本文的实例说明,相信读者对新代m98调用子程序的使用有了更深入的了解。
数控车床子程序M98、M99编程
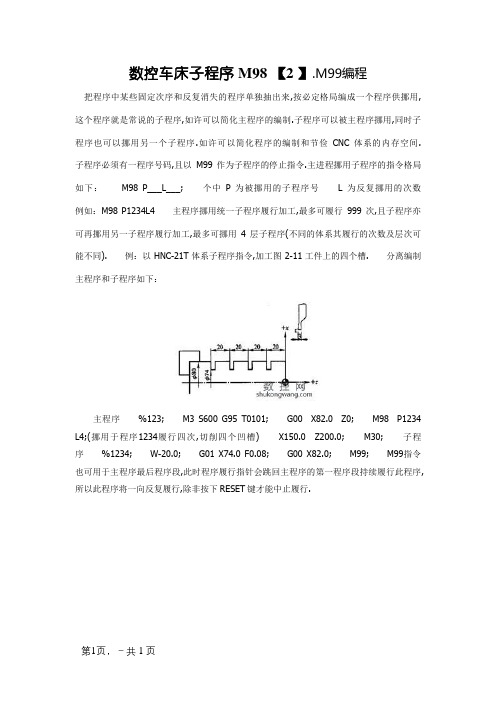
数控车床子程序M98 【2 】.M99编程把程序中某些固定次序和反复消失的程序单独抽出来,按必定格局编成一个程序供挪用,这个程序就是常说的子程序,如许可以简化主程序的编制.子程序可以被主程序挪用,同时子程序也可以挪用另一个子程序.如许可以简化程序的编制和节俭CNC体系的内存空间.子程序必须有一程序号码,且以M99作为子程序的停止指令.主进程挪用子程序的指令格局如下:M98 P___L___;个中P为被挪用的子程序号L为反复挪用的次数例如:M98 P1234L4主程序挪用统一子程序履行加工,最多可履行999次,且子程序亦可再挪用另一子程序履行加工,最多可挪用4层子程序(不同的体系其履行的次数及层次可能不同).例:以HNC-21T体系子程序指令,加工图2-11工件上的四个槽.分离编制主程序和子程序如下:
主程序%123;M3 S600 G95 T0101;G00 X82.0 Z0;M98 P1234 L4;(挪用于程序1234履行四次,切削四个凹槽)X150.0 Z200.0;M30;子程序%1234;W-20.0;G01 X74.0 F0.08;G00 X82.0;M99;M99指令也可用于主程序最后程序段,此时程序履行指针会跳回主程序的第一程序段持续履行此程序,所以此程序将一向反复履行,除非按下RESET键才能中止履行.
第1页,-共1页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二十课:M98子程序调用—数控编程(一)
教学目的:M98子程序调用的格式与用法
数控仿真软件下载地址/jpyj/jpyj_20100520195735.html
教学内容:
1、M98的格式与用法
2、M98实例讲解
4、M98上机仿真练习
子程序的使用
一、调用子程序的使用方法
1.格式
M98P_____L_____
2.意义
M98为调用子程序,P后面的四位数字表示子程序调用次数,L后面的四位数字表示调用子程序的次数(范围为0000-9999)。
二、子程序返回的使用方法
1.格式
M99P_____
2.意义
M98为调用子程序,P后面4个四位数字表示返回的程序段名。
三、子程序调用注意事项
子程序调用次数如果为1次,可以省略不写。
五、子程序调用编程实例
毛坯直径为8mm,粗车刀为T0101,精车刀为T0202,粗车一次进刀量不超过3mm。
现在要求利用子程序编程。
O2008
T0101
M03S800
G00X82Z2
G01X80Z0F80
M98P0001L10
G00X100
Z100
M30
O0001
G01U-2F80
Z-30
U20Z-80
Z-100
U3
Z0
U-25
M99。