在用加氢反应器堆焊层缺陷及对策
加氢反应釜堆焊层焊接裂纹的处理

64焊接质量控制与管理焊接技术第42卷第l O期2013年10月文章编号:1002—025X(2013)10—0064一02加氢反应釜堆焊层焊接裂纹的处理朱昌宏1,张涛俊2(1.江苏特种设备监督检验院镇江分院,江苏镇江212300;2.江苏华泰重工装备有限公司,江苏镇江212300)摘要:在某加氢反应釜首次全面检验中,人孔接管堆焊层经渗透检测发现有多条环向裂纹,经超声波探伤进一步确定,裂纹深度未达到基材,缺陷存在于人孔接管的堆焊层。
该裂纹产生的主要原因是焊接层间温度控制不稳定、合金元素的流失产生硬脆的马氏体组织、焊后热处理温度不均匀:但氢气和微量的硫化氢在此工作压力和工作温度中不会对复合层O C r l8N i l0T i和基层材质15C r M oR产生氢腐蚀.关键词:加氢反应釜;堆焊层裂纹;焊接层间温度;焊后热处理中图分类号:T C457.5文献标志码:B0前言某化工有限公司在生产混合甲苯产品的装置中.对1台2006年投入使用的二段加氢反应釜首次进行全面检验.在人孔接管堆焊层经渗透检测发现有多条环向裂纹。
裂纹宏观形貌如图1所示。
l bj图1人孔接管堆焊层裂纹宏观形貌该容器直径1200m m,母材壁厚:基材40m m,复合板3m m,总长:10415m m,容积8.31i n3,设收稿日期:2013-04—03计压力6.6M Pa,工作压力6.0M Pa,设计温度370℃,工作温度350oC。
使用介质:妒(H2)>90%,(300一l000)×10巧的硫化氢气体及碳九混合物。
容器材质:基材为15C r M oR钢,复合层材质为0C r l8N i O Ti,堆焊层材质为321不锈钢,人孔接管材质为15C r M0111钢,内壁堆焊层材质为321不锈钢。
1使用状况和检验结果该容器使用中,釜内碳九混合物先升温至135℃,随至升压到<2.4M Pa,再逐步加入氢气反应后产生硫化氢气体,通过逐步升温升压到工作温度和工作压力,反应结束后,先降压到<2.4M P a,再降温至135℃,随后先降压后降温。
在役加氢反应器内壁不锈钢堆焊层的修复措施

在役加氢反应器内壁不锈钢堆焊层的修复措施发布时间:2023-04-22T05:55:36.601Z 来源:《中国科技信息》2023年第34卷第1期作者:王东峰1 丛作鹏2[导读] 本文介绍了某在役加氢反应器停车检验时,在其内壁不锈钢堆焊层上发现了缺陷。
根据缺陷位置王东峰1 丛作鹏21.大连凯飞化学股份有限公司,辽宁大连 1160002.大连锅炉压力容器检验检测研究院有限公司,辽宁大连 116000摘要:本文介绍了某在役加氢反应器停车检验时,在其内壁不锈钢堆焊层上发现了缺陷。
根据缺陷位置,制订合理的返修措施,确保设备正常投入使用。
关键词:加氢反应器;缺陷;返修措施引言加氢反应器[1]是炼油工艺中的关键设备,通常处于高温、高压的临氢状态,内部通常会有氢气、硫化氢等腐蚀性介质,所以对加氢反应器的材料及结构都有较高的要求。
虽然人们对其钢材的选择、制造和检验技术以及焊接工艺的研究和关注,但设备投用后仍然有质量问题的发生。
某炼油厂200万吨/年重油加氢装置投产6年后进行在役停车检验时,发现其中一台加氢反应器(R-102)内部自下向上数第一层与第二层冷氢盘之间位置(第4床层)堆焊层存在一条长约40mm的裂纹缺陷(如图1所示),需要进行返修处理。
1. 待修设备简介加氢反应器(R-102)按GB150设计,其设计压力20.8MPa;设计温度454℃,工作温度430℃;内径为φ5000mm×(319+6.5)mm,切线长11.2m;重量为753t。
采用国产12Cr2Mo1V Ⅳ锻件制造,内壁堆焊E309L+E347L。
2. 返修措施2.1 脱氢处理由于加氢反应器是在临氢环境下使用,返修前需对待返修部位进行脱氢处理。
采用履带加热片进行电加热,脱氢规范如图2所示。
加热片的铺设区域应包含整个缺陷部位,缺陷中心位于加热区的中心位置。
加热片下方,在缺陷中心处固定1支热电偶用于测温。
加热片上表面铺设保温毡,保温毡厚度不小于60mm,面积不少于800mm×800mm。
热壁加氢反应器常见缺陷与防治措施

周期 短 , 产 中维修 较 方 便 ;3 质量 轻 ;4 器 壁 不 生 () () 易产 生 局部 过 热 现 象 。热 壁 加 氢 反 应 器 壳 体 材 料 : 22 C 一1 ( 括 封 头 、 管 、 兰 等 )堆 焊 层 材 .5 r Mo 包 接 法 ; 料 : 39 E 0 L+E 4 L 3 7 。加 氢 反 应 器 所 发 生 的 各 类 缺
氢腐蚀是指设备在高温高压下 , 氢侵人并扩散 到钢 中 与 固溶碳 或 碳 化 物 反 应 生 成 甲烷 , 使 钢 材 致
出现脱 碳 和 内部 裂纹 的 现象 。该 腐 蚀反 应 可用 方 程
式 表示 为 :
FeC+2 —— { 3 H2 C|d+3 。 Fe
加氢反应器的裂纹分析及处理探讨

加氢反应器的裂纹分析及处理探讨本文以石油化工领域常用的R-301加氢反应器为例,对改型加氢反应器在实际的应用过程中检测出的设备壁上出现了焊接表面到母材出现的裂纹,在设备工况条件下裂纹出现了扩展的现象。
在对裂纹的现象进行了分析后,充分结合了加氢反应器的材料性质特征后,制定出了的修复裂纹缺陷的方案,在实际的实施过程中证明修复的效果良好。
标签:加氢反应器;裂纹;氢脆;修复措施在现代石油化工不断发展的形势下,石油化工的原油深加工工艺日趋深化。
而加氢反应器是该技术工艺实施的核心,鉴于石油化工的装置运行工况的恶略环境,根据相关标准的要求将反应器的母材设置为2.25Cr 1Mo钢。
而设备的内壁由于接触的介质具有腐蚀性,因此内壁的处理选择的是堆焊奥氏体不锈钢。
某石油化工企业的R-301加氢反应器装置在投产运行的过程中,长期运行的其高温高压、强腐蚀环境下。
在对该型加氢反应器进行的检验的时候发现其筒体的堆焊层中出现了一个明显呈现放射性的裂纹,对裂纹进行打磨后发现,该裂纹已经穿透了设备的堆焊层进入了母材。
1 R-301加氢反应器的概况1.1 R-301加氢反应器R-301加氢反应器长期的运行的介质是硫化氢、氢气以及油气等,设备的设计工作压力达到了9.5MPa,母材的厚度为70mm,筒体采用的是堆焊形式制造。
1.2 R-301加氢反应器检验在该石油化工企业停工期间,按照压力容器的相关技术要求进行了检验。
从外观上看反应器的质量状况良好,没有发现影响反应器性能的严重缺陷,在反应器其余部位的焊缝中均未发现裂纹、变形或者泄露等缺陷,设备的密封槽、凸台拐角等容易出现应力集中的部位也没有发现裂纹或者咬边等缺陷;反应器整体的裙座以及紧固件等都比较完整,设备的基础也没有出现下沉或者倾斜的现象[1]。
在设备的内表面一处补焊区域发现了多个放射型的裂纹。
将裂纹区域进行打磨,直至深度为2mm的时候,发现了点状的夹渣,在进一步的打磨过程中裂纹仍然没有消失,然后我们将对焊层全部打磨掉,并对其进行着色探伤监测,发现裂纹已经发展到了设备的母材上,将母材进行打磨处理后,实施着色摊上检测,发现在其7.9mm深的时候裂纹消失。
加氢反应器缺陷原因及安全性分析
热处理温度 、 时间曲线记 录报告 。
3 . 1 . 1材料
2 . 2硬度测定 ( 1 )对 H6环焊缝母材 、 热影 响区、 焊缝分别进行 硬度测定 , 测得硬 度值 分别为 HB 1 6 5 ~1 7 1 、 HB 1 9 6 ~2 2 8 、 HB I 9 6 ~2 2 1 I ( 2 )对 H6环焊缝 l 6条裂纹 区域 的母 材、 热 影响区 、 焊 缝分
M a i n t e n a n c e & s e r v i c e
维护与检修
王建军 王永红 ’
1 . 兰州理工大学
甘肃兰 州 7 3 0 0 5 0 ; 2 冲 石 化第五建设有限公司
广东广州
5 1 0 1 4 5
摘
要
对反应器主焊缝外壁产生 的裂纹成 因进行 了分析 , 为反应器 的制造 、 使用提供借鉴 。
3调查结果
3 . 1相关 制造过程 根据制造厂家提供 的资料 主要 内容有设备 制造过程 中工厂
的板材 、 焊材和 主要尺 寸检 验 、 焊缝排 版图 、 实 际施 焊记录 及返 修报告 ,焊 接工 艺及焊 接工 艺评 定 报告 , H6 、 H4等焊 缝 MT、 P T、 R T、 UT无 损检测 报告 , H6合扰 缝 中间热处理及 设备 最 终
l处。该公 司成 立联合调查 组 , 对 反应器 的运行 、 原材料 、 制造 、
铁 素体含量 为 2 . 8 7 % ~5 . 1 0 %。 2 . 4 光谱分析
对环缝 H4 、 环 缝 H6上下母 材 、 热影 响区 、 焊缝 , 以及环 缝
硬度、 H 4 环缝内部缺陷、 H 6 环缝裂纹成因等 7 个方面进行了调
查。
加氢反应器不锈钢堆焊层点腐蚀分析及修复

设计 温 度 / ℃
工作压力/ a MP
23 0mi, 中一个小孔 的最 深为 4mm, 0 l 其 l 这些d qL 集 中在约 1 2mmX1 3mm 的范 围内。见图 1 。
工作 介 质
结 构 尺 寸 / a ir
油 、 、 S NH3 H2 H2 、
d2 4 3× 1 0 1 580
损害 , 因而 , 必须进 行 点腐蚀 缺 陷的清 除和修 复 。
3 缺 陷修 复 3 1 缺 陷 清 除 .
使 用 电铣子 将 点腐 蚀 缺 陷 清 除 , 并铣 削加来自工 腐 蚀 与防 护
P o—Chem备 术21 T( ・ y 石r化 设calEqui0nt2)2。 油 工 i 技 ,13e hnol 5 e t pm e, 1 og c
加 氢 反 应 器 不 锈 钢 堆 焊 层 点 腐 蚀 分 析 及 修 复
雷 健
( 山东 省 特 种 设 备 检 验 研 究 院 东 营 分 院 , 山东 东 营 2 7 9 ) 5 0 1
加 氢 反 应 器 是 石 油 产 品 加 氢 精 制 装 置 中 的关
物、 贫铬 区 、 晶界 、 位错 、 伤 等 ) 擦 。介 质 中 的氯 离
子 在 金 属 表 面 上 发 生 选 择 性 吸 附 , 种 吸 附 不 是 这
键设 备 , 在高 温 、 压及 有氢 气和硫 化 氢介 质存 在 高 的条件 下运行 , 工作 条件 苛 刻 , 于非 常重要 的第 属 三类 压力 容 器 。加 氢 反应 器 有 热 壁 和 冷 壁之 分 ,
这 些 反 应 可 以使 腐 蚀 孔 内介 质 p 值 下 降 , H
图 1 3 7带 极 堆 焊 层 表 面 点 蚀 孔 4
加氢裂化反应器堆焊层剥离和开裂原因分析

1 加 氢裂化 反应器 损 伤 的 出 现 ¨ 。 内部 细 部结 构主体 材料 为奥 氏体不 锈钢 14 5 , .5 1外部 细
开裂 等 缺 陷 , 胁 加 氢 裂 化 系 统安 全 稳 定 运 行 。文 章详 细 分 析 了形 成 这 些 缺 陷 的原 因 , 对 维 护 加 氢 裂 化 威 并 反 应 器 及 其 系统 安 全 稳 定 运行 提 出 了建 议 。 关 键 词 : 加 氧裂 化 反应器 运行 检测 缺 陷
第 6期 (0 9 20 )
郭建 华 . 加氢裂化 反应器堆 焊层剥离和开裂原因分析
部结 构主 体材料 为 HⅡ。
13 热壁 形式 .
的硫化 氢和氨 。另外 , 加氢 裂化是 放热 反应 , 使 会
业 部 2芳 烃 联 合 装 置 加 氢 裂 化单 元 的减 压 柴 油
原 料 ( G 在临氢 压 力 和催 化剂 作用 下 , 变 为 V O) 转 低 分子烃 类产 品 , 如重石 脑油 、 轻石脑 油等 。其过 程 包括加 氢精制 反应 、 氢裂 化反应 和重石 脑油 、 加 轻 石脑 油 分 离 等 。 原 料 油 在 规 定 的 反 应 温 度
石 油 化 工 技 术 与 经 济
T c n lg & E o o c n P t c e c l e h oo y c n misi er h mi as o
第2 卷 5
第6 期
20 年 l 月 09 2
加 氢裂 化 反应 器 堆 焊层 剥 离 和开 裂 原 因分 析
PTA加氢反应器内壁堆焊层腐蚀分析及修复

沿着内壁环向分布。
2内壁腐蚀原因分析
2.1 PTA加氢反应器机理 PTA(精对苯二甲酸)是一种常见的生产聚酯
材料的工业原料。其主要生产流程是将对二甲苯 P。
加氢反应的原理是把充分混合并升温升压的 粗对苯二甲酸水溶液送到溶解加氢反应器中,在 加氢环境中充分吸收氢气后,通过催化剂的作用, 使对苯二甲酸中的不纯物还原生成PT酸(对甲 基苯甲酸)。而该酸易溶于热水,通过后面工序 把溶于热水的该酸性液体除去⑴i 2.2成因分析
一般情况下,溶解加氢反应器中的Br浓度很 低,对反应器内壁的347耐蚀层腐蚀较轻。从现 场其它部位可以看出,表面并没有发现明显的腐 蚀现象。通常BO等卤素离子对奥氏体不锈钢的 点蚀存在一个门槛值,即卤素离子质量浓度要超 过一定值后才会发生点蚀⑶i但在实际工况环 节下,尤其是高温高压的加氢环境中,氢气呈现翻 腾状态,当存在堵塞和偏流时,甚至可能形成气液 固三相混合物剧烈翻腾,不仅冲刷严重,甚至可能 形成局部气蚀环境,引起空泡腐蚀⑷i这样不锈 钢表面的钝化膜遭到破坏,表面局部腐蚀形成微 孔洞,能使Br-在电泳的作用下自发向微孔洞内移 动,洞内的BF浓度升高,又加速孔洞内不锈钢的 腐蚀,如此交互促进,点蚀快速向器壁深处扩展, 形成较深的腐蚀凹坑⑸i
16
化氯溶液腐蚀的材料之一,对高浓度的氯化盐溶 液有显著的耐蚀性⑷°经试验研究,C276合金具
有优良的焊接性能,遵从焊接评定合格的工艺规 程,能够保证相关的技术要求° 3.1.2方法选择
贴板:对易发生腐蚀的区域贴一层3 ~4 mm 的C276哈氏合金板。C276哈氏合金板为固溶退
火的冷轧钢板°采用贴板修复腐蚀缺陷,首先要
(3) 焊接工艺参数见表2。 3.3.2相关试验分析
高压加氢反应器检验及缺陷修复

总605期第2期2017年2月河南科技Henan Science and Technology高压加氢反应器检验及缺陷修复郭保国姬辉(河南省锅炉压力容器安全检测研究院,河南郑州450016)摘要:由于高压加氢反应器处在高温、高压、临氢及易燃易爆介质的运行环境中,为确保高压加氢反应器安全、稳定的长期运行,其检验工作就显得尤为紧迫和重要。
本文针对某BDO装置的高压加氢反应器在检验过程中发现的沿筒体环焊缝出现的外表面裂纹,分析其形成原因及修复方法。
关键词:BDO装置;高压加氢反应器;检验;再热裂纹;补焊中图分类号:TE966文献标识码:A文章编号:1003-5168(2017)02-0051-02Inspection and Defect Repairs of High Pressure Hydrogenation ReactorGuo Baoguo Ji Hui(The Boiler&Pressure Vessel Safety Inspection Institute of Henan Province,Zhengzhou Henan450016)Abstract:Because the high pressure hydrogenation reactor is in the operating environment of high temperature,high pressure,hydrogen and flammable and explosive medium,in order to ensure the safe and stable operation of high pressure hydrogenation reactor for a long time,the inspection work is particularly urgent and important.This paper analyzed the causes and repair method of high pressure hydrogenation reactor external surface cracks which along the barrel girth weld in a BDO device.Keywords:BDO unit;high pressure hydrogenation reactor;inspection;reheat crack;repairing welding高压加氢反应器处在高温、高压、临氢及易燃易爆介质的运行环境,为确保高压加氢反应器安全、稳定的长期运行,其检验工作就显得尤为紧迫和重要[1,2]。
加氢反应器不锈钢堆焊层铁离子污染及其防护

32加氢反应器是用于高压、高温的临氢工况下工作的炼油工艺核心装备,是加氢工艺过程或加氢装置的关键设备。
其操作条件非常苛刻,技术难度大,制造技术要求高,造价高昂。
因此对该设备无论在设计上还是使用上都给予高度的重视[1]。
但是多次发现运到现场的加氢设备内壁不锈钢堆焊层出现锈蚀问题。
笔者对此问题进行了专项的跟踪探究,并提出了一些在工艺安排及生产过程中应注意及改进要点,以便能解决此问题,提升产品内在品质。
1 不锈钢在加氢反应器上的应用1.1 加氢反应器的堆焊材料由于热壁加氢反应器外壳材料,在高温高压条件下不能承受氢和硫化氢的腐蚀。
因此,提出了在热壁加氢反应器内壁上堆焊耐腐蚀不锈钢层的技术措施。
不锈钢可分为奥氏体和铁素体两种类型,加氢反应器内部堆焊层为奥氏体不锈钢。
目前该产品的具体应用是单层堆焊和双层堆焊两种结构,单层堆焊仅堆焊一层347L奥氏体不锈钢;双层堆焊是将一层309L成分的不锈钢作为过渡层,再由一层不锈钢347L组成。
采用单层或双层结构,关键是焊接工艺应保证不锈钢内壳设计条件的性能要求[2]。
1.2 不锈钢的耐腐蚀原理及其失效原因不锈钢的耐腐蚀性,主要是由于表面覆盖了一层非常薄(约1nm)致密钝化膜,将腐蚀介质分开,是不锈钢保护的基本屏障。
具有动态特性的不锈钢钝化,不应视为完全停止腐蚀,而是形成扩散阻挡层后,阳极反应大大降低。
通常钝化膜在还原剂如氯化物存在下易于破坏,而在氧化剂如空气存在下,能保留或修复钝化膜[3]。
不锈钢具有抵抗大气氧化的能力——即不锈性,还具有耐酸、耐碱、耐盐介质腐蚀——即耐腐蚀性。
然而,其耐腐蚀性的大小随着钢本身的化学成分,使用条件和环境介质的种类而变化。
不锈钢表面薄而强,致密的富铬氧化膜,能防止氧原子不断渗透和氧化,并获得耐腐蚀性。
一旦薄膜因某种原因被损坏,空气或液体中的氧原子将继续渗透,将金属铁原子不断分离出来,形成松散的氧化铁,金属表面也受到持续的腐蚀。
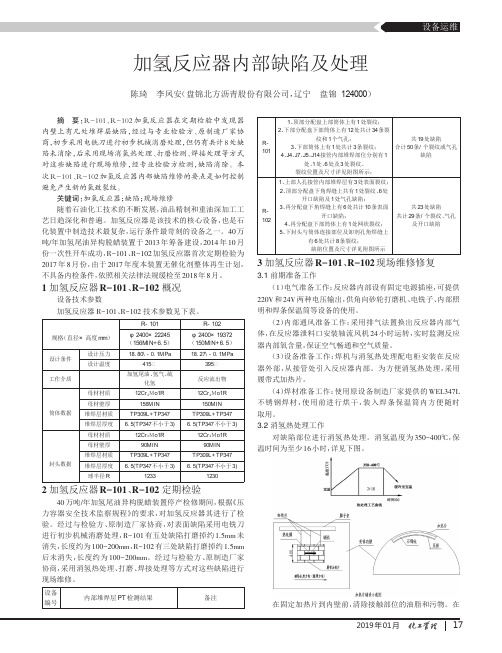
加氢反应器内部缺陷及处理
化氢 12Cr 2Mo1R
156M I N TP309L+ TP347 6. 5(TP347不小于 3)
12Cr 2Mo1R 90M I N
TP309L+ TP347 6. 5(TP347不小于 3)
1233
R- 102 φ 2400× 19372 (150MIN+ 6. 5) 18. 27\ - 0. 1MPa
5、下封头与筒体连接部位及卸剂孔角焊缝上
有 6处共计 8条裂纹;
缺陷位置及尺寸详见附图所示
3 加氢反应器 R-101、R-102 现场维修修复
3.1 前期准备工作 (1)电气准备工作:反应器内部设有固定电源插座,可提供
220V 和 24V 两种电压输出,供角向砂轮打磨机、电铣子、内部照 明和焊条保温筒等设备的使用。
395℃
反应流出物
12Cr 2Mo1R 150M I N
TP309L+ TP347 6. 5(TP347不小于 3)
12Cr 2Mo1R 90M I N
TP309L+ TP347 6. 5(TP347不小于 3)
1230
2 加氢反应器 R-101、R-102 定期检验
40 万吨/年加氢尾油异构脱蜡装置停产检修期间,根据《压 力容器安全技术监察规程》的要求,对加氢反应器其进行了检 验。经过与检验方、原制造厂家协商,对表面缺陷采用电铣刀 进行初步机械消磨处理,R-101 有五处缺陷打磨掉约 1.5mm 未 消失,长度约为 100-200mm,R-102 有三处缺陷打磨掉约 1.5mm 后未消失,长度约为 100-200mm。经过与检验方、原制造厂家 协商,采用消氢热处理、打磨、焊接处理等方式对这些缺陷进行 现场维修。
加氢反应器不锈钢堆焊层修复
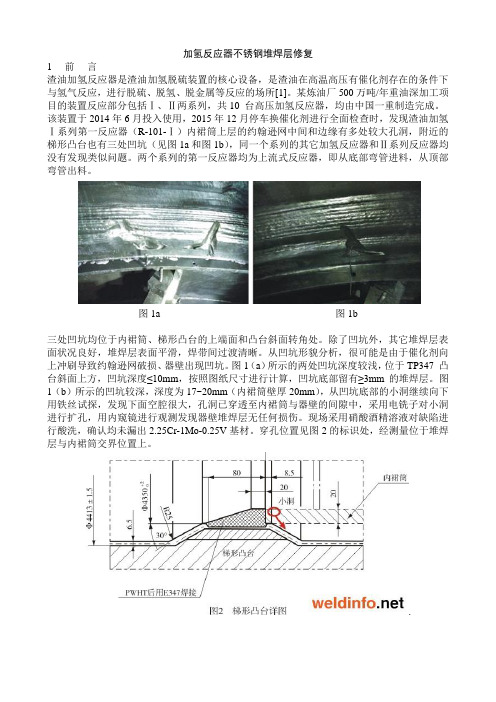
加氢反应器不锈钢堆焊层修复1 前言渣油加氢反应器是渣油加氢脱硫装置的核心设备,是渣油在高温高压有催化剂存在的条件下与氢气反应,进行脱硫、脱氢、脱金属等反应的场所[1]。
某炼油厂500万吨/年重油深加工项目的装置反应部分包括Ⅰ、Ⅱ两系列,共10 台高压加氢反应器,均由中国一重制造完成。
该装置于2014年6月投入使用,2015年12月停车换催化剂进行全面检查时,发现渣油加氢Ⅰ系列第一反应器(R-101-Ⅰ)内裙筒上层的约翰逊网中间和边缘有多处较大孔洞,附近的梯形凸台也有三处凹坑(见图1a和图1b),同一个系列的其它加氢反应器和Ⅱ系列反应器均没有发现类似问题。
两个系列的第一反应器均为上流式反应器,即从底部弯管进料,从顶部弯管出料。
图1a 图1b三处凹坑均位于内裙筒、梯形凸台的上端面和凸台斜面转角处。
除了凹坑外,其它堆焊层表面状况良好,堆焊层表面平滑,焊带间过渡清晰。
从凹坑形貌分析,很可能是由于催化剂向上冲刷导致约翰逊网破损、器壁出现凹坑。
图1(a)所示的两处凹坑深度较浅,位于TP347 凸台斜面上方,凹坑深度≤10mm,按照图纸尺寸进行计算,凹坑底部留有≥3mm的堆焊层。
图1(b)所示的凹坑较深,深度为17~20mm(内裙筒壁厚20mm),从凹坑底部的小洞继续向下用铁丝试探,发现下面空腔很大,孔洞已穿透至内裙筒与器壁的间隙中,采用电铣子对小洞进行扩孔,用内窥镜进行观测发现器壁堆焊层无任何损伤。
现场采用硝酸酒精溶液对缺陷进行酸洗,确认均未漏出2.25Cr-1Mo-0.25V基材。
穿孔位置见图2的标识处,经测量位于堆焊层与内裙筒交界位置上。
.2 反应器概况渣油加氢第一反应器(R-101-Ⅰ)的主要设计参数见表1。
3 反应器缺陷修复由于在役加氢反应器结构及材质特殊,工况较为复杂,对于缺陷的检验和修复工作需要谨慎对待,仔细论证后方可实施。
根据现有的堆焊工艺评定,采用手工焊条电弧焊在2.25Cr-1Mo-0.25V钢上堆焊3mm厚TP309L,试板经历最大模拟焊后热处理后再堆焊3.5mm 的TP347,TP347堆焊后不进行热处理,试板经解剖检验,弯曲、三区硬度、晶间腐蚀和氢剥离试验结果均符合技术条件要求,对母材的性能几乎没有影响(见表2和表3)。
浅谈加氢反应器产品及制造缺陷分析

浅谈加氢反应器产品及制造缺陷分析发布时间:2021-09-03T08:39:33.546Z 来源:《科学与技术》2021年第13期作者:刘石[导读] 加氢反应器主要应用于石油工业中,将最难利用的重制部分渣油加氢转化为轻质油刘石一重集团大连核电石化有限公司,辽宁大连,116113摘要:加氢反应器主要应用于石油工业中,将最难利用的重制部分渣油加氢转化为轻质油,从而生产出汽油、柴油等重要动能燃料。
本文主要对加氢反应器结构特点及制造过程中产品的缺陷进行阐述分析。
关键词:加氢反应器;石化化工;焊接缺陷一、引言加氢,分为加氢精制,加氢处理和加氢裂化。
加氢精制一般是对某些不满足使用要求的石油通过加氢进行再加工,使之达到规定的性能指标;加氢处理是对于那些劣质的重油和渣油利用加氢技术进行预处理,主要是为了得到易于进行其他二次加工的原料,同时获得部分较高质量的轻质油品(这一过程也可叫做加氢精致);加氢裂化是重要的重油轻质化加工手段,以重油或渣油为原料,在一定的温度、压力和有氢气存在的条件下进行加氢裂化反应,获得最大数(转化率可达90%以上)和较高质量的轻质油品。
二、加氢反应器分类加氢反应器分类(按照工艺流程及结构分类):1)固定床反应器;2)移动床反应器;3)流化床反应器,固定床反应器使用最为广泛。
固定床反应器是指床层内固定催化剂处于静止状态。
特点:催化剂不易磨损,催化剂在不失活情况下可长期使用;主要始于加工固体杂质、油溶性金属含量少的油品。
反应器中催化剂分层放置,各层之间注入冷却介质(冷氢)以调节反应温度。
原料油和氢气混合物经反应器入口扩散器后自上而下并流过催化剂床层。
原料油和氢气经预热到适当温度在反应器中反应。
加氢过程由于存在有气、液、固三相的放热反应,欲使反应进料(气、液两相)与催化剂(固相)充分、均匀、有效地接触,加氢反应器设计有多个催化剂床层,在每个床层的顶部都设置有分配盘,并在两个床层之间设有温控接头(冷氢箱),以确保加氢装置的安全平稳生产和延长催化剂的使用寿命。
高压加氢反应器接管焊缝裂纹分析及处理
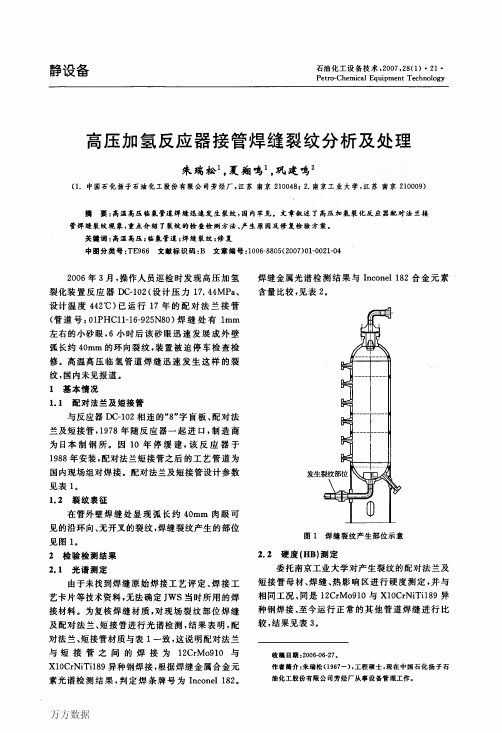
静设备石油化工设备技术,2007,28(1)・21・PetrorChemicalEquipmentTechnoIogy高压加氢反应器接管焊缝裂纹分析及处理朱瑞松1,夏翔鸣1,巩建鸣2(1.中国石化扬子石油化工股份有限公司芳烃厂,江苏南京210048;2.南京工业大学,江苏南京210009)摘要:高温高压临氢管道焊缝迅速发生裂纹,国内罕见。
文章叙述了高压加氢裂化反应器配对法兰接管焊缝裂纹现象,重点介绍了裂纹的检查检测方法、产生原因夏修复检验方案。
关键词:高温高压;临氢管道;焊缝裂纹;修复中图分类号:TE966文献标识码:B文章编号:1006—8805(2007)01一0021一042006年3月,操作人员巡检时发现高压加氢裂化装置反应器DC-102(设计压力17.44MPa、设计温度442℃)已运行17年的配对法兰接管(管道号:01PHCll—16—925N80)焊缝处有1mm左右的小砂眼,6小时后该砂眼迅速发展成外壁弧长约40mm的环向裂纹,装置被迫停车检查检修。
高温高压临氢管道焊缝迅速发生这样的裂纹,国内未见报道。
1基本情况1.1配对法兰及短接管与反应器DC一102相连的“8”字盲板、配对法兰及短接管,1978年随反应器一起进口,制造商为日本制钢所。
因10年停缓建,该反应器于1988年安装,配对法兰短接管之后的工艺管道为国内现场组对焊接。
配对法兰及短接管设计参数见表1。
1.2裂纹表征在管外壁焊缝处显现弧长约40mm肉眼可见的沿环向、无开叉的裂纹,焊缝裂纹产生的部位见图1。
2检验检测结果2.1光谱测定由于未找到焊缝原始焊接工艺评定、焊接工艺卡片等技术资料,无法确定JWS当时所用的焊接材料。
为复核焊缝材质,对现场裂纹部位焊缝及配对法兰、短接管进行光谱检测,结果表明,配对法兰、短接管材质与表1一致,这说明配对法兰与短接管之间的焊接为12CrM0910与X10CrNiTil89异种钢焊接,根据焊缝金属合金元素光谱检测结果,判定焊条牌号为Inconel182。
柴油加氢精制反应器堆焊层腐蚀缺陷的处理

广州 化工
・3 19・
柴 油 加 氢 精 制 反 应 器 堆 焊 层 腐 蚀 缺 陷 的 处 理
王教理 , 张金春
( 中国化 工 正和 集 团,山东 东营 274 ) 532
摘 要 : 热壁式加氢反应器在使用过程中, 堆焊层出现氯离子点腐蚀 , 点腐蚀产生的主要原因是原料中氯离子超标以及存在堆
全性能 已有 了可靠保障 , 而冷壁反 应器 已逐 步被淘 汰。但 是 , 由 于热壁反应器使用 条件极 为苛刻 , 长期 的使 用过 程 中仍 然会 内, 梅花状” 中排列 , 缺陷处 于相邻堆焊 带的熔合线 的一 在 呈“ 集 该 出现某些 问题 , 尤其 以内壁堆焊层 的剥 离 、 高温氢损伤 等较为 常 侧 ( 见图 1 。经初步测量 , 中最深 的小孔 深度为 4mm。缺 陷 ) 其 见 。而 在 加 氢 反 应 器 某 些 缺 陷 的 处 理 方 面 , 内 的 处 理 经 验 相 周 围其它部位未发现异常 。 国 对有所欠缺 , 仍然要较多地参考 国外 经验。 因此 , 就该方 面 问题
( hn hmi l n ut ru h n h ru , h n o gD n y g 5 3 2 h a C iaC e c d s yG o pZ eg eG o p S ad n og i 7 4 ,C i ) aI r n 2 n
Ab t a t n t e c u s ft ema l h d o e to e co ,t e s ra i g ly ro h o dei n p t n o rso C s r c :I h o r eo h r lwal y r g nain r a tr h u fc n a e fc lr o it g c ro i n O — i i c r d,a d t e ma n c u e fp tig c ro in we e c l rd o n r w t ra sa d t e e c si e ma u a t rn ee t ue n h i a s so it o r so r h o i e in i a mae l n h x e sv n f cu g d fc s n i i s ra i g u c n .Co o in dee t u a i g ly rh d a h g e h c lr q ie n s s e i l n t e fe d n e e o f c s o f r so fc s s r c n a e a ih t c nia e u r me t ,e p cal i h l e d d t o u n f y i h n ln r r c ia x re c a d i g mo ep a t le pe n e,t e d fc po la i g,ei n t n o y r g n b f r li g,r p i l i g,he t c i h e e ts tc e n n lmi ai fh d o e eo e wed n o e a rwe d n a te t n f rwe dng,t e wh l e lp o e s n h e ae h o eia a i n r v nt e me s r swe e d s rb d r a me tat l i e h oe d a r c s ,a d t e r lt d t e r tc lb ssa d p e e i a u e r e c e v i i e al n d ti. Ke r y wo ds:h d o e ain r a t r u f cn a e th n y r g n to e co ;s ra i g ly re c i g;hy r g n d ma e;d f c r ame t doe a g ee tte t n
加氢裂化反应器全面检验及缺陷处理

2 . 2 壁厚测量
容
器位号 仪器型号 仪器精度 简体 l 封头
壁 厚 测 量 最 小 值f i l m
2 . 4铁素体含量测量
男 ,陕西威 阳人 ,天津大学过程装 作者简介 :赵猛 ( 1 9 8 2 一), 备与控 制工程专业毕业 ,学士 助理工程师。在中石化海南炼化公 司机动部从事静设备管理工作 。
H 2 ,H 2 S , 油 气பைடு நூலகம்,油
2全面检 验情况
2 . 3 硬度 测量
容 器位 号 仪 器 型 号
R一1 0 2 HT 一2 000 A
2 . 1 宏观检测
缺 陷部 位 附近 硬 度 测 量 值 H B
l 60~ 2 47
注 :缺陷部位 附近 硬度 的测 量值偏 高,可接受 。其他部位 正常 。
火脆 化 能 力 ,抵 抗 氢 侵 蚀 、氢 脆 和 氢 致 裂 纹 能 力 更强 ,非 常高 的抗 不锈 钢堆 焊层 剥 离性 能 。
反 应 器 。炼 油 生 产 中加 氢 反应 器 的 最 高 设计 温 度 为4 5 4 ℃ , 当时 选 用 了在4 5 4 ℃有 较 好 抗 氢 腐 蚀 性 能 、 力 学 性 能 与 制 造 工 艺 性 能 较 好 的2 . 2 5 C r l Mo 钢 。2 . 2 5 C r l Mo  ̄ 锻 焊加 氢 反应 器 在使 用 过程 中发 现 ,2 . 2 5 C r l Mo钢 壳体 材 料 出现 回火 脆 化 、不 锈 钢 堆 焊 层 氢 致 剥 离 与堆 焊 层 开 裂 等 问题 。后 来 ,
MP a ) ;具 有 较 高 的抗 高温 蠕 变 性 能 ;材 料 的使 用 温 度 提 高 了 个 等级 ( 4 8 2 ℃ ) :具有 较 高的抗 回
浅析加氢反应器RBI检验及缺陷处理

浅析加氢反应器 RBI检验及缺陷处理摘要:加氢反应器是炼油厂的核心设备,要进行定期检验,并对损伤机理进行分析,充分地了解RBI检验具体策略,并汇总具体检验方法,进而处理好遇到的问题。
关键词:加氢反应器;RBI检验;缺陷;处理加氢裂化是通过原料油在高温和高压,以及催化剂的作用下,实现加氢、脱硫、脱氮等反应的过程。
尽管加氢和裂化过程中,有很多的工艺流程,总体来讲可以概括成两类,就是加氢精制反应,还有加氢裂化反应。
其中的加氢精制,指的是原料油净化,而加氢裂化反应是烃类加氢异构化和裂化。
要想完成这两类反应,核心设备就是加氢反应器。
在高温、高压的工况下,两种反应器的物料中含有硫和氮等一些杂质,会生成一些反应情况,进而出现了局部损伤,再加上设备的各种缺陷,运用RBI 检验可以有针对性地发现一些安全隐患,可以有效地保障设备的安全运行。
1主要损伤机理分析加氢反应器是采用低合金钢制造的,以防高温氢腐蚀,一般都是选用2.25Cr-1Mo钢做为基底,使用奥氏体不锈钢做为内构件,同时还采用了奥氏体不锈钢堆焊来防止氢气和硫化氢腐蚀情况发生,损伤机理主要有以下几个方面:第一,是关于高温硫化氢/氢气的腐蚀情况分析。
在催化剂作用下,原料油当中的硫,在临氢的环境下会生成硫化氢,经过了高温作用下腐蚀会进一步加剧,而形态也比较均匀。
第二,是高温氢腐蚀情况分析。
反应器使用的母材,在高温和高压,还有临氢的工况下,如果长期地运行,钢中所含有的碳和氢会生成甲烷气体,从而导致了鼓泡和裂纹的出现。
第三,是再热裂纹情况分析。
金属在焊后会进行热处理,或者是在高温服役期间,高应力区会出现应力消除和松弛情况,导致粗晶区的应力比较集中,区域晶界滑的动量会超过塑性变形能力,从而出现了开裂情况。
第四,是回火脆化情况分析。
因为金钢长期地暴露在343-593℃温度范围内,材料的韧性没有出现明显地的降低,当温度降低以后发生了脆性开裂情况。
第五,是连多硫酸应力和腐蚀开裂情况分析。
一台加氢反应器不锈钢堆焊层点腐蚀成因分析

尤其 是 母 液 闪蒸 洗 涤塔 的 捕 集 效 果 是 降低 溶 剂 系 统 溴含 量的 有 效 手 段 。( 2 )定 期 进 行 清洗 、 除 垢 。改 进 产生 缝 隙 和 汽 液 两 相 区的 设
计, 减 少 缝 隙 处 溶 液 的聚 集 浓 缩 和 汽 液 折流 处 的 冲刷 , 并 定期 对 沉 淀物 或 水 垢 进 行 清 洗 。( 3 )应 该 严格 操 作规 程 , 防 止在 使 用 过 程 中 造成 容 器 表 面的 机 械 损伤 , 同时尽 量 改善 管 内表 面 的残 余应 力和 减
CI -、 Br -等 卤族 元 素 的 引入 。CI -、 Br -被 认 为是 不 锈 钢 点蚀 的 最 主要 因 素 】 , 如 美国 NOOTER公 司生 产的 PTA反应 器在 运 行 4 年
后 也 会 出现 点蚀 问题 。 因此 在不 影 响生 产 的前 提 下, 尽 量减 少 C I - 、 B r -等 卤族 元 素 的含 量 , 尤 其是 [ C l - ] / [ OH一 】 值。 例如, 碱 洗Na OH
图7 耐晶间腐蚀性能 及C r - N i 含量的影响
少应 力集 中。
Br 一、 C 卜 等 卤族 元 素 离 子对 钝 化 金 属 ( 如不锈钢、 铝 及 铝 合 参考 文 献 金、 钛 及钛合金等) 具 有 很 强 的 点蚀 敏 感 性 。 由于 钝 化 膜 在 局 部 [ 1 ]郑 春 华 , P D- 2 0 1 j J  ̄ l 氢 反 应 器腐蚀 原 因分析 及 修 复 [ J ] . 石 油化 工 破坏, 微 小 破 口暴 露 的 金 属 成 为 电 池 的 阳 极 , 周 围广 大 面 积 的 膜 蚀 孔 。点蚀 孔 形 成 后 , 孔外 部为腐蚀 产物 阻塞 , 内 外 的 对 流 和 扩 散受 到阻滞, 孔 内 形 成 独 特 的闭 塞 区 , 亦 称 闭 塞 电池 。 孔 内 的 氧 迅
论加氢精制反应器堆焊覆层发现缺陷的处理方案

今日自动化·2019.6216Topics and reviews 专题与综述0 引言某厂的加氢精制反应器属于固定床式的反应器,壳体材质为12Cr2Mo1R,基材厚度135 mm,堆焊TP309L+TP347, TP347最小厚度为3 mm,堆焊层总厚度6.5 mm。
设计压力为8.9 MPa,最高操作压力为8.0 MPa,设计温度为425℃,最高工作温度为365℃。
2016年6月份,该反应器在安装内件,填料时发现加氢反应器内部堆焊层多处有连续点状缺陷,检修人员对覆层缺陷进行打磨清理,局部清理面层、过渡层后发现了网状缺陷,且缺陷有扩展的倾向,经过再次打磨,有的缺陷已经伤及到了基材,典型照片如图1所示。
从实际照片来看,缺陷均是点状、网状结构,并非典型的横向或纵向裂纹,打磨后发现裂纹最大深度6 mm。
初步分析原因:①表面缺陷在清理打磨后,在过渡层和基材附近形成网状缺陷且面积有扩展趋势,原因是过渡层与基材之间焊接、熔合引起;②加氢Cr-Mo钢要求施焊环境及预热温度十分苛刻,在设备封头大锻件与筒体合拢焊缝上堆焊过渡层时,由于结构变化也会造成预热环境温差,因此在过渡层施焊后受热不均导致了缺陷产生;③筒体合拢缝堆焊过渡层、面层时均采用手工焊接,异种钢之间焊接,在焊接电流输入、多层焊、控制层间温度等参数方面很严格,控制不当会影响熔合金属界面,造成缺陷。
1 缺陷在制造检测阶段未发现的原因制造图纸中无损检测手段要求100%UT、100%TOFD (衍射时差法),基材表面100%M T ,堆焊层表面100%P T ,检查了制造厂家的过程检验、检测记录等文件,均有相关的记录,未发现有违反制造技术要求及制造工艺的现象等。
100%UT,100%TOFD的检测是在焊后以及焊缝局部热处理后分别进行,一般情况下,基材处网状缺陷可通过UT检测发现。
无损检测没有发现基材网状缺陷的原因是由于缺陷在距离基材和过渡层很近的界面处,在设备进行水压试验时通过高压强度验证设备强度,一定程度上使得界面处的缺陷发生了扩展。