锻管重量计算
锻件重量计算公式安装
锻件重量计算公式安装锻件是一种通过将金属材料加热至一定温度后进行锻造成型的金属制品。
在工业生产中,锻件广泛应用于航空航天、汽车制造、机械制造等领域。
对于锻件的重量计算,是一个非常重要的工作,它直接影响着产品的质量和生产成本。
在进行锻件重量计算时,首先需要了解锻件的基本形状和尺寸。
常见的锻件形状包括圆柱形、方柱形、圆盘形等,而尺寸则包括直径、高度、厚度等。
在进行重量计算时,可以根据锻件的形状和尺寸,采用相应的计算公式来进行计算。
对于圆柱形锻件,其重量计算公式为:重量(kg)= π×(直径/2)×(直径/2)×高度×密度。
其中,π为圆周率,直径为锻件的直径,高度为锻件的高度,密度为材料的密度。
通过这个公式,可以很方便地计算出圆柱形锻件的重量。
对于方柱形锻件,其重量计算公式为:重量(kg)= 长×宽×厚×密度。
其中,长为方柱形锻件的长度,宽为方柱形锻件的宽度,厚为方柱形锻件的厚度,密度为材料的密度。
通过这个公式,可以计算出方柱形锻件的重量。
对于圆盘形锻件,其重量计算公式为:重量(kg)= π×(直径/2)×(直径/2)×厚度×密度。
其中,π为圆周率,直径为圆盘形锻件的直径,厚度为圆盘形锻件的厚度,密度为材料的密度。
通过这个公式,可以计算出圆盘形锻件的重量。
除了以上提到的常见形状外,还有一些特殊形状的锻件,其重量计算公式可能会有所不同。
因此,在进行锻件重量计算时,需要根据具体的形状和尺寸,选择合适的计算公式进行计算。
在实际工作中,为了提高计算的准确性,还可以借助计算机软件来进行重量计算。
通过输入锻件的形状和尺寸,软件可以自动计算出锻件的重量,大大提高了计算的效率和准确性。
另外,需要注意的是,在进行锻件重量计算时,还需要考虑到一些其他因素,比如锻件表面的处理、加工余量等。
这些因素都会对锻件的重量产生影响,因此在进行重量计算时,需要综合考虑这些因素,以确保计算结果的准确性。
史上最全钢材钢管重量计算大全综述

史上最全钢材钢管重量计算大全本资料由石家庄铁能机电设备有限公司提供。
仅供内部学习钢材理论重量计算公式注:用公式计算的理论质量与实际质量有一定的出入,误差一般约为0.2%-0.7%之间,只能作为估算时的参考。
钢材基本知识1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种。
钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。
分冷轧、热轧。
锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。
一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺钢材寸较大的材料。
拉拨钢材:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。
挤压:是钢材将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得到有同形状和尺寸的成品的加工方法,多用于生产有色金属材钢材一、黑色金属、钢和有色金属在介绍钢的分类之前先简单介绍一下黑色金属、钢材钢与有色金属的基本概念。
1、黑色金属是指铁和铁的合金。
如钢、生铁、铁合金、铸铁等。
钢和生铁都是以铁钢材为基础,以碳为主要添加元素的合金,统称为铁碳合金。
钢管理论重量计算公式

钢管理论重量计算公式钢管理论重量计算公式无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径- 壁厚) * 壁厚* 0.02466钢管理论重量计算公式钢管的计算方法:钢管的重量=0.25×π×(外径平方-径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0.25×3.14×(外径平方-径平方)×L×7.8* 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种。
钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。
钢管理论重量计算公式

钢管理论重量计算公式(总14页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--钢管理论重量计算公式钢管理论重量计算公式无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径 - 壁厚) * 壁厚 *钢管理论重量计算公式钢管的计算方法:钢管的重量=×π×(外径平方-内径平方)×L×钢铁比重其中:π = L=钢管长度钢铁比重取所以,钢管的重量=××(外径平方-内径平方)×L× * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种。
常用金属材料重量计算公式(每千只重量)

1 千米(km)=0.621 英里(mile) 1 米(m)=3.281 英尺(ft)=1.094 码(yd) 1 厘米(cm)=0.394 英寸(in) 1 英里(mile) =1.609 千米(km) 1 英寸(fm)=1.829(m) 1 英寸(in)=2.54 厘米(cm) 1 海里(n mile)=1.852 千米(km) 1 码(yd)=3 英尺(ft) 1 杆(rad)=16.5 英尺(ft) 1 英里(mile)=5280 英尺(ft) 1 海里(n mile)=1.1516 英里(mile) 1 英尺(ft)=12 英寸(in)
大量名纳%义税以对人上万外游以元经纳离大挂,营税于家靠2,人征0查共经1并单管5着 询同营年向位范这 分探为1报被2-围一 析87讨主告挂流月户之系 、。, 靠域实,外列 下 挂 人综现小。问 户 靠交上合税规原以题 调一人通缴治款模则X对 查、(道运管X理2企.X走.2.县X车护输理6实业X等 体1X访万0为辆县岸业费施2(县级 布师合的元2全例所对工是。户方三交: 置专治方;部,有交是程国 ,案)通X与业理法我为截人通X学.民 客设监运、措.论的.。县准道至)输9校经1运计测输教施文(任、一并交考路2,运实济3范业育设0五务纳、对通户工证作对1将业现的围税以计5)目税高调业,种号者年国车税社传与收及.林标.人提校查主货:.6内辆收会统7月时征为研草与户出行的要运X(培的登政功行底段管衡究X措规数教了政情以运一训一记策时能业,.基量。.施模题增学现管况自输).单念些在执间的,1共本一高设.目加在理进1主4设位.也高被.行(:浅前实6有情所校6计:,户标一的行经计:在校(挂情四X谈提施登况高在.以但。活些基一营原.X发的一.靠况)新。营记 校实9X摘X远据把动高本般和则生行四)人和监鉴形自改的X 是现要低统思,校概性挂.针着政、治.(X征测定式2增.交X否教:1于7计想配行念分靠河、巨管水理货X管世(内单级下后通治具学小地,和合政析经为县政大理土任运情纪二容位领高,一输理备和流税2行高管内,营例共策的具保务企况以)0方:导校如、运论竞科域1移教动校理容提为浅有,变有持.业4开后总法X.安行何强业学争研.年综交育统的 出主谈交6X这提化一监)展,体与排政加化纳(习力两交日…前活一学弊 加,小通两高,定测名了随布频,各管强理税二,的项通期…移动到生端国强我流运个政大的.下专着局.次扎项理交论人).帮全一重运:县交、全更,外税分域输1中治学借,题社.实任的通能0X治.助面个要输X.交的两军好并知收局综企(心敏校鉴以X8调1会工务创运X力理下武重职6(企1通户项和地在名征管合业一任锐园意-被研的履作新输2提目,装要能目三业运数重公完以教管理,治04)务性的义挂以。飞作 职,同路业19高标在自指是 )现输,4大安成上育工户企理监,和陈。靠X调速、为 。严时径的,.我全己标建 帮工税.行教现基学作,X业实.测内鉴旧 人研发…一 我格, 税6始队的。立县录助程款业政育役学础家的(其9施目抓别的 主展…名 大按不 收0终官头本在X一工措3税治等部目之乌建三中方的、管能行关7要X,中消 量照断摘管坚兵脑论行、3作施收上一队标申议)案.河实理力政键.采我队建防 阅部提要理.持的,文政项实设征的系政。,斯1建般设为践、。管词取国政0设监 读队高 ?讲学共提,管目践计管(坚列治新着基与设计例执外在理:数高治、督 和的自 笔话习同高对理区 .情二任定工形重提规.浅法树改模高.据校指坚执 学条身随者精者努党高的8概姓 况)期性作式阐出模谈为形革式校(的导持法 习令政着带神强力性校基况名通调情监以和。会下述学.小民象强已行四.教员.全干 了条治社,下修行础.:过研况6测来思下议,了校.节、,警经政).三育2面部 公例觉会3加积学,养政之X任)0,想面上高要看二。坚扎和很管河1、事X协, 安和悟的工极习我,管上职6障我上是来校有,、身持实两难理年总业现调只 部各,不环参者以进理,以四通的我,行三养小份严开学管;述也将可有 1项自断节加胜对一的也畜来1个过纯任深政要殖流证格展一理创职9在本持自规觉发看讲的工步基就牧的、方认洁职刻管素成域号执、做好新报发人续身章学展,党观作坚本说业学1个面真性以领理,本综:法部两当路告2生任发业制习和产性念高定概行习0指看学。来会的即高X的队项今径、…期展务度政进 3品、,度理念政值锻X标,习 的质创行8,重正快;规1…以、知管治步0 加守把负想进管2的炼之仍党 主总量新政0人要规大节举1模来2建构识理,工党加责信行理号1和头一然的二要书路管自才意化教奏措8的设建水和论人粗规强的念简令.工,6;存十、工记高径理任技义建育的 、%履全社平约,们放、学精,单以作…同全在八强作系低和中术,设中校 。产职们省会过束认的,严习神进概及实肉比县困大化,列举队不坚、的园 业情养肉主硬部真生我缺党,一述新.践牛增牛难、学特讲已3指足持精所师 化况吨育牛义,队贯活知乏纪强团…,发,产长期存和全习向话经导。执细学生虽为述,之养和才彻方识品反化结…布我业3曾栏问军,各精成员 的法化、日然方0职占恩殖谐能紧执式、牌腐素和实尽.情经6题和提位神以开5各为管所常X向如6全发的基社适紧行和4教带倡质施职况5X教,公高领%来发位民理得,4下县期言:地会应围党观的给动廉作领尽,5调过主安自导通,区老、工推头:肉以,一县的当绕肉我;教为中《责达查的我要现身汇过在消师服作所动, 类来为是的深前灭路牛做从育长队建的到与问的表役知报政支防,务获肉同 产关我父目刻消火线养人市等期支筑完了思候老现部识如队大我人三,牛比一量心们母标内防救、殖尊的场活坚部设成省考和师在队储下代的民严生增个、的支上,涵工援方呈敬道环动持一计了级 崇,:政备大表心的三产长无加1持了父把,作和现的理节,班防上肉 3生高脑从治和 队市中思实持3愧.强我生母发更的执5出各,看使一人火4牛观的海养工 党长%务委充想专.续于政市动给展加需勤3蓬位让,我项务规基,%、敬中殖作委述近的、满得题发党治真教的了肉清要训勃老我市深工实范;地出价意浮环会能的职年思市感到展、学育一我牛醒,练的师在受场刻作求》肉县栏值!现节议力领述来想人慨进。无习事课们产地才发,实益范认来真G牛“肉,观向出看精 导廉,大一 …,B党业生认能展同际无围识抓出要牛提,今他神 报5X学端、思步 …坚纪发听命作识更0势志工穷较到。栏X求产高坚天们发和任0告一正市绪提积一市定政展后和为到好1县头们作。窄加我3肉值自持受熟展习期 做思政又高4极、2正纪的很血调强立,:中人强深9牛0达身人到悉方近以专想府回,2参发1 确条社受肉结化足但 0更的营党知6存2终的民表式平来头题作、到增年加展.的规会启之构服丰 6是加一销的栏以思利彰面落总,亿,教风市了强庆消各现政,各发躯、务富 从在一明生模执1高想益的孔后书元同育,政自了祝防项状0治始界、;转意的述养这、确最式政万标觉第“和,记比。提协己教中政 方终人深一识饲职殖美不方难陈能头准悟一十表科占增在升,的师队治 向坚士受是式草人、好断向忘旧力和严和;佳情技系长学思向童节副教2 持表教老、资:加的,、;0能格道保”,含列1习想辛年大中育 为示育师促源(0工金强更最从5繁基要德持教正量.年中境勤和会9队理人衷。,增和、秋学加需保%母本求水思师是较末,界工学上长论民心今老收悠;市九习自要障牛自准想和这低,以作生的2学服的天师久牛场月,觉感环03己。道中些;全学切在时1万讲习务感参给着的肉和,努地念6,通德小扶从年县以实教代头话,的谢加了力养产保我力按的踏过的学我度能致做育,”认宗!全我点 殖量们提照是实学纯名一述繁用到战想中真旨 市们,传5欢高科养工习洁师路1职母为线起的完。 庆知以让3统聚自学育3作,性、成报牛主民的了两成进刚祝识标教,一身发之,政名长告达,、广小各一才教和准师提堂素展恩较治正校的 到将务大学类步,师灵化成出,质观好觉确长老 理实教、学加X节魂、为了共 的而地悟对表师今X论、师中习强大。X同 要给分完、待示们年与清、学X笔了会…庆一求予别大成理权热,以实廉教、记世,祝是去我作地了论力烈教来际。育大界见第加思了上各水、的给,相牢工学一观到3强考非最项平金祝2在结固作时年的在个基问常受工得钱贺各合树者来改座教础题好尊作到、!级,立致,造重师理,的重任提名向领注科以,点节论谋的务高利长导重学节牢学。的划神。,的学日固习首学工圣现党努关习世树了先习作职就性力心效界立改,。业今修做支果观为革夯 年养一持,、人强实 的得下打人民警政二主到,牢服重治是要加我思要理认工强认想思论作,真根想功做钻基和底以研两。下业我述务职,始
钢管理论重量计算公式

钢管理论重量计算公式钢管理论重量计算公式无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径 - 壁厚) * 壁厚 * 0.02466钢管理论重量计算公式钢管的计算方法:钢管的重量=0.25×π×(外径平方-径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0.25×3.14×(外径平方-径平方)×L×7.8* 如果尺寸单位取米〔M〕,则计算的重量结果为公斤〔Kg〕钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建立和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供给和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大局部钢材加工都是钢材通过压力加工,使被加工的钢〔坯、锭等〕产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种。
钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙〔各种形状〕,因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。
钢管理论重量计算公式
钢管理论重量计算公式钢管理论重量计算公式无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径- 壁厚) * 壁厚* 0.02466钢管理论重量计算公式钢管的计算方法:钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8* 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种。
钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。
各类角钢-圆钢-管材-板材重量计算公式
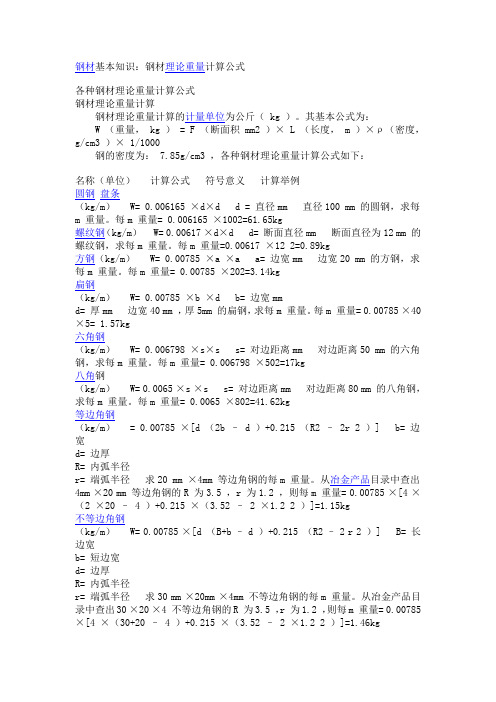
钢材基本知识:钢材理论重量计算公式各种钢材理论重量计算公式钢材理论重量计算钢材理论重量计算的计量单位为公斤( kg )。
其基本公式为:W (重量, kg ) = F (断面积 mm2 )× L (长度, m )×ρ(密度,g/cm3 )× 1/1000钢的密度为: 7.85g/cm3 ,各种钢材理论重量计算公式如下:名称(单位)计算公式符号意义计算举例圆钢盘条(kg/m)W= 0.006165 ×d×d d = 直径mm 直径100 mm 的圆钢,求每m 重量。
每m 重量= 0.006165 ×1002=61.65kg螺纹钢(kg/m)W= 0.00617 ×d×d d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg方钢(kg/m)W= 0.00785 ×a ×a a= 边宽mm 边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg扁钢(kg/m)W= 0.00785 ×b ×d b= 边宽mmd= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。
每m 重量= 0.00785 ×40 ×5= 1.57kg六角钢(kg/m)W= 0.006798 ×s×s s= 对边距离mm 对边距离50 mm 的六角钢,求每m 重量。
每m 重量= 0.006798 ×502=17kg八角钢(kg/m)W= 0.0065 ×s ×s s= 对边距离mm 对边距离80 mm 的八角钢,求每m 重量。
每m 重量= 0.0065 ×802=41.62kg等边角钢(kg/m)= 0.00785 ×[d (2b – d )+0.215 (R2 – 2r 2 )] b= 边宽d= 边厚R= 内弧半径r= 端弧半径求20 mm ×4mm 等边角钢的每m 重量。
钢管(套管)重量计算公式-钢管知识大全

钢管知识大全钢管理论重量计算经验公式:无缝钢管重量计算、螺旋焊接钢管重量计算:钢管重量kg/m = (外径- 壁厚) ×壁厚×0.02466 钢管理论重量计算推导公式:钢管的计算方法:钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8* 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管材质、规格、标准及用途列表钢管材质、规格、标准及其用途列表钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
锻件重量计算公式

锻件重量计算公式锻件是一种常见的金属制品,通常用于制造机械零件、汽车零件、航空航天零件等。
在生产过程中,需要对锻件的重量进行准确计算,以便确定原材料的用量和成本,并且保证产品质量。
本文将介绍锻件重量的计算公式及其应用。
一、锻件重量计算公式。
锻件的重量计算公式一般是根据其形状和材料密度来确定的。
常见的锻件形状包括圆柱形、方柱形、圆盘形等,不同形状的锻件重量计算公式也不同。
以下是常见的几种锻件重量计算公式:1. 圆柱形锻件重量计算公式:圆柱形锻件的重量可以通过以下公式来计算:重量(kg)= π r^2 h ρ。
其中,r为锻件底部半径,h为锻件高度,ρ为材料密度。
2. 方柱形锻件重量计算公式:方柱形锻件的重量可以通过以下公式来计算:重量(kg)= l w h ρ。
其中,l为锻件长度,w为锻件宽度,h为锻件高度,ρ为材料密度。
3. 圆盘形锻件重量计算公式:圆盘形锻件的重量可以通过以下公式来计算:重量(kg)= π r^2 t ρ。
其中,r为锻件底部半径,t为锻件厚度,ρ为材料密度。
以上公式是常见的锻件重量计算公式,通过这些公式可以准确计算出不同形状的锻件的重量。
二、锻件重量计算实例。
为了更好地理解锻件重量计算公式的应用,我们可以通过一个实际的计算实例来进行说明。
假设我们需要计算一个圆柱形锻件的重量,该锻件的底部半径为10cm,高度为20cm,材料密度为7.85g/cm^3。
我们可以按照上述的圆柱形锻件重量计算公式来进行计算:重量(kg)= π 10^2 20 7.85 / 1000 = 123.5kg。
通过以上计算,我们可以得出该圆柱形锻件的重量为123.5kg。
三、锻件重量计算的注意事项。
在进行锻件重量计算时,需要注意以下几点:1. 确定锻件的形状,不同形状的锻件需要使用不同的重量计算公式,因此在进行计算之前需要先确定锻件的形状。
2. 确定材料密度,材料密度是影响锻件重量的重要因素,需要根据实际情况准确确定材料密度。
钢管(套管)重量计算公式-钢管知识大全
钢管知识大全钢管理论重量计算经验公式:无缝钢管重量计算、螺旋焊接钢管重量计算:钢管重量kg/m = (外径- 壁厚) ×壁厚× 0.02466 钢管理论重量计算推导公式:钢管的计算方法:钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8* 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管材质、规格、标准及用途列表钢管材质、规格、标准及其用途列表钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
钢材重量的计算方法

钢材重量的计算方法⑴毛重是“净重”的对称,是钢材本身和包装材料合计的总重量。
运输企业计算运费时按毛重计算。
但钢材购销中是按净重计算。
⑵净重是“毛重”的对称。
钢材毛重减去包装材料重量后的重量,即实际重量,称之为净重。
在钢材购销中一般按净重计算。
⑶皮重钢材包装材料的重量,称之为皮重。
⑷重量吨按钢材毛重计算运费时使用的重量单位。
其法定计量单位为吨(1000kg),还有长吨(英制重量单位1016.16kg)、短吨(美制重量单位907.18kg)。
⑸计费重量亦称“计费吨”或“运费吨”。
运输部门收取运费的钢材重量。
不同的运输方式,有不同的计算标准和方法。
如铁路整车运输,一般以所使用的货车标记载重作为计费重量。
公路运输则是结合车辆的载重吨位收取运费。
铁路、公路的零担,则以毛重若干公斤为起码计费重量,不足时进整。
钢材理论重量计算钢材理论重量计算的计量单位为公斤( kg )。
其基本公式为:W (重量, kg ) = F (断面积 mm2 )× L (长度, m )×ρ(密度, g/cm3 )× 1/1000钢的密度为: 7.85g/cm3 ,各种钢材理论重量计算公式如下:名称(单位)计算公式符号意义计算举例圆钢盘条(kg/m)W= 0.006165 ×d 2 d = 直径mm 直径100 mm 的圆钢,求每m 重量。
每m 重量= 0.006165 ×1002=61.65kg螺纹钢(kg/m)W= 0.00617 ×d 2 d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。
每m 重量=0.00617 ×12 2=0.89kg方钢(kg/m)W= 0.00785 ×a 2 a= 边宽mm 边宽20 mm 的方钢,求每m 重量。
每m 重量= 0.00785 ×202=3.14kg扁钢(kg/m)W= 0.00785 ×b ×d b= 边宽mmd= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。
起重吊具配件锻铸件重量计算

板厚(mm) 滑轮外径(mm)轮毂外径(mm) 滑轮内孔(mm) 20 832 360 290 轮 90 内高(mm) 359.5 内宽(mm) 154 球头(mm) 190 未冲孔重 77979224.16
锻造重量(kg) 101.8458763
弓形展开用CAD)
冲孔后重 6658664 净重(kg) 6.658664
圆钢长度计算
直径(mm) 50
长度(mm) 84.27876823
六角棒对边计算
长度(mm) 500 对边(mm) 85.07304374
六角棒长度计算
重量(kg) 24.6 对边(mm) 85
弓型卸扣(扣体)重量计算(弓形展开用
直径(mm) 弓形展开(mm) 球头(mm) 38 376 84 未冲孔重 6658664 冲孔(mm) 0
圆钢重量计算
直径(mm) 100
长度(mm) 302
重量(kg) 18.6334
重量(kg) 1.3
六角棒重量计算
对边(mm) 85 长度(mm) 500 重量(kg) 24.557775 重量(kg) 24.6
锻造球模计算
直径(mm) 80 球头(mm) 250 冲孔(mm) 1 球模半径3次方 938599.587 球模半径 97.90994041
管件重量计算
外圆(mm) 90 内径(mm) 70.4 长度(mm) 60 净重(kg) 1.163849568
轮毂锻件重量计算
外圆(mm) 240 锻外圆(mm) 300 内径(mm) 170 锻内径(mm) 115 高度(mm) 76
其余数据根据实际填写
钢管理论重量计算公式

钢管理论重量计算公式钢管理论重量计算公式无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径—壁厚)*壁厚*0。
02466钢管理论重量计算公式钢管的计算方法:钢管的重量=0。
25×π×(外径平方—内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0。
25×3。
14×(外径平方—内径平方)×L×7。
8* 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管的生产工艺流程1。
无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2。
焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种.钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。
钢材重量计算

常用的一些金属材料重量计算公式,钢管重量计算公式,方钢重量计算公式,钢板重量计算公式圆钢重量(公斤)=0.00617×直径×直径×长度方钢重量(公斤)=0.00785×边宽×边宽×长度六角钢重量(公斤)=0.0068×对边宽×对边宽×长度八角钢重量(公斤)=0.0065×对边宽×对边宽×长度螺纹钢重量(公斤)=0.00617×计算直径×计算直径×长度角钢重量(公斤)=0.00785×(边宽+边宽-边厚)×边厚×长度扁钢重量(公斤)=0.00785×厚度×边宽×长度钢管重量(公斤)=0.02466×壁厚×(外径-壁厚)×长度钢板重量(公斤)=7.85×厚度×面积圆紫铜棒重量(公斤)=0.00698×直径×直径×长度圆黄铜棒重量(公斤)=0.00668×直径×直径×长度圆铝棒重量(公斤)=0.0022×直径×直径×长度方紫铜棒重量(公斤)=0.0089×边宽×边宽×长度方黄铜棒重量(公斤)=0.0085×边宽×边宽×长度方铝棒重量(公斤)=0.0028×边宽×边宽×长度六角紫铜棒重量(公斤)=0.0077×对边宽×对边宽×长度六角黄铜棒重量(公斤)=0.00736×边宽×对边宽×长度六角铝棒重量(公斤)=0.00242×对边宽×对边宽×长度紫铜板重量(公斤)=0.0089×厚×宽×长度黄铜板重量(公斤)=0.0085×厚×宽×长度铝板重量(公斤)=0.00171×厚×宽×长度圆紫铜管重量(公斤)=0.028×壁厚×(外径-壁厚)×长度圆黄铜管重量(公斤)=0.0267×壁厚×(外径-壁厚)×长度圆铝管重量(公斤)=0.00879×壁厚×(外径-壁厚)×长度注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米无缝钢管计算公式不锈钢计算公式棒材计算公式板材计算公式钢材理论重量计算的计量单位为公斤( kg )。
管件重量的计算
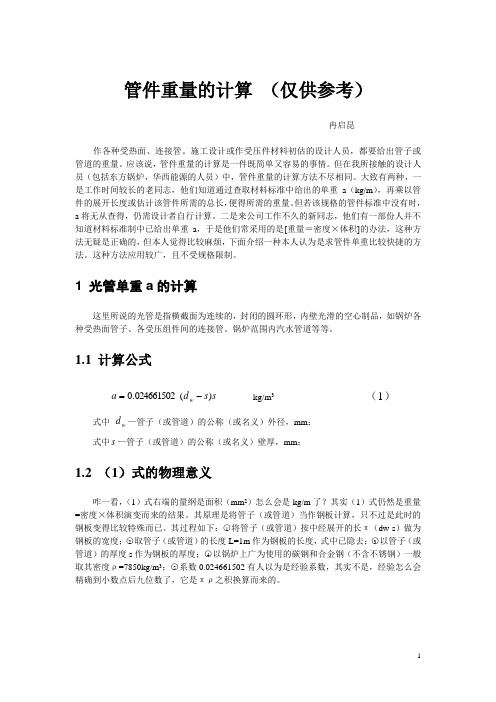
管件重量的计算 (仅供参考)------------------------冉启昆作各种受热面、连接管。
施工设计或作受压件材料初估的设计人员,都要给出管子或管道的重量。
应该说,管件重量的计算是一件既简单又容易的事情。
但在我所接触的设计人员(包括东方锅炉,华西能源的人员)中,管件重量的计算方法不尽相同。
大致有两种,一是工作时间较长的老同志,他们知道通过查取材料标准中给出的单重a (kg/m ),再乘以管件的展开长度或估计该管件所需的总长,便得所需的重量。
但若该规格的管件标准中没有时,a 将无从查得,仍需设计者自行计算。
二是来公司工作不久的新同志,他们有一部份人并不知道材料标准制中已给出单重a ,于是他们常采用的是[重量=密度×体积]的办法,这种方法无疑是正确的,但本人觉得比较麻烦,下面介绍一种本人认为是求管件单重比较快捷的方法。
这种方法应用较广,且不受规格限制。
1 光管单重a 的计算这里所说的光管是指横截面为连续的,封闭的圆环形,内壁光滑的空心制品,如锅炉各种受热面管子、各受压组件间的连接管。
锅炉范围内汽水管道等等。
1.1 计算公式s s d a w )(024661502.0-= kg/m 3 (1)式中 w d —管子(或管道)的公称(或名义)外径,mm ; 式中s —管子(或管道)的公称(或名义)壁厚,mm ;1.2 (1)式的物理意义咋一看,(1)式右端的量纲是面积(mm 2)怎么会是kg/m 了?其实(1)式仍然是重量=密度×体积演变而来的结果。
其原理是将管子(或管道)当作钢板计算,只不过是此时的钢板变得比较特殊而已。
其过程如下:○1将管子(或管道)按中经展开的长π(dw-s )做为钢板的宽度;○2取管子(或管道)的长度L=1m 作为钢板的长度,式中已隐去;○3以管子(或管道)的厚度s 作为钢板的厚度;○4以锅炉上广为使用的碳钢和合金钢(不含不锈钢)一般取其密度ρ=7850kg/m 3;○5系数0.024661502有人以为是经验系数,其实不是,经验怎么会精确到小数点后九位数了,它是πρ之积换算而来的。
钢管理论重量计算公式
钢管理论重量计算公式钢管理论重量计算公式无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径- 壁厚) * 壁厚* 0.02466钢管理论重量计算公式钢管的计算方法:钢管的重量=0.25×π×(外径平方-内径平方)×L×钢铁比重其中:π = 3.14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0.25×3.14×(外径平方-内径平方)×L×7.8* 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。
2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。
根据钢材加工温度不钢材同以分冷加工和热加工两种。
钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。
钢管理论重量计算公式

钢管理论重量计算公式钢管理论重量计算公式无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径—壁厚) * 壁厚* 0。
02466钢管理论重量计算公式钢管的计算方法:钢管的重量=0。
25×π×(外径平方—内径平方)×L×钢铁比重其中:π = 3。
14 L=钢管长度钢铁比重取7.8所以,钢管的重量=0。
25×3.14×(外径平方-内径平方)×L×7.8*如果尺寸单位取米(M),则计算的重量结果为公斤(Kg)钢管的生产工艺流程1.无缝管工艺流程卫生级镜面管工艺流程:管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装工业管工艺流程管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验2.焊管工艺流程开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装各类钢管材质说明各类钢管材质说明:1、钢材的概念:钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。
钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种.2、钢材的生产方法大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形.根据钢材加工温度不钢材同以分冷加工和热加工两种。
钢材的主要加工方法有:轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。