FANUC程序CF卡传输及DNC
发那科数控系统CNC与PC的传输

4、按循环启动开关,即可进行DNC传输运行。
操作方法:
1、用RS232接口的电缆线连接电脑CAXA软件和机床。
2、用CAXA做出轨迹,生成“G代码”,保存。
3、打开CNC传送软件,找到生成的TXT文件。
4、先点击上传,再在机床上点读入。
5、OK
1、CF卡传是最方便的,不用改参数。
2、但事先要保证钥匙开关打开状态。
3、直接按Progrm键,找到程序,操作-选择设备-选择卡-按输入文件-然后输入文件名F检索(也可以输入序号ONUC加工中心在程序传输途中报警
第一:CNC和PC机的波特率,数据位,奇偶校验,停止位等数据一定要一致;
第二:编写的程序一定要规范,每句程序中不要有不必要的空格,括号等系统不能识别的字符,尤其是每句程序的末尾很可能存在空格。好好检查一下编写的程序吧,如果是在传输过程中出现报警,很可能是编写的程序不符合规范。
如果是用CF卡来进行DNC加工,不需要对参数进行设置。操作方法如下:
1、将I/O通道设为4;
2、选择DNC模式;
3、选择存储卡一览显示画面,输入需运行的程序号,按软键DNC设定来选定需运行的程序;
(操作面板放在DNC传输上按program就会在底下出来一行选项,再按存储卡选择要选的程序就可以了。 )
CF卡传输程序的步骤解析
FANUC OI-PC数控系统使用CF卡传输程序的步骤用CF卡传程序步骤一.机床参数20号设为4。
改参数顺序如下:1.将参数使能打开。
MDI 方式下,按OFFSET SETTING 键,找到设定,将参数写入改成1。
此时会有100号报警,同时按RESET 和CAN清除。
I/O通道为4 2.将参数写入改成0。
二.传入步骤:(要求机床无任何报警EDIT下,按PROG,按扩展键+,按卡,出现卡中的程序,如01 O0001 02 O0002 03 O0003 如想读取序列号01,程序号为O0001的程序到机床里变成1111号,步骤如下:按(操作,F读取。
输入01,按F设定。
输入1111,按O设定。
按执行,程序便会复制到机床里。
三.传出步骤:(要求机床无任何报警EDIT下,按PROG,调出要传出的程序,按(操作,按传出,按执行,就可以传出需要的程序。
四、FANUC 配H+L系统,要长期使用CF卡传,还需修改子程序9022,步骤如下:1.将参数使能打开。
MDI 方式下,按OFFSET SETTING 键,找到设定,将参数写入改成1。
2、SYSTEM,按参数,找到3211,输入1111,再找到3202,对应的参数位NE9变为0,按RESET一下。
3、将参数写入改成0。
4、EDIT方式下,编辑9022程序,做如下修改:N20R0 改为N20 R4N100R00000000 G11 M99 五、CF卡的文件系统格式应为FAT。
当机床不读卡时要格式化,文件系统应为FAT,而不是FAT32或其它。
希望可以帮到你.!FANUC数控系统Compact flash card (CF存储卡的选用和详细操作步骤2007-12-11 12:45:06| 分类:默认分类| 标签:|字号大中小订阅1.前言:Compact flash card (CF 卡可以当作FANUC控制器的数据服务器储存空间。
而且,当插在FANUC控制器的PCMCIA 接口上可以当作备份数据用的记忆卡(IC 卡。
FANUC加工中心利用RS232通信进行程序输入和DNC加工
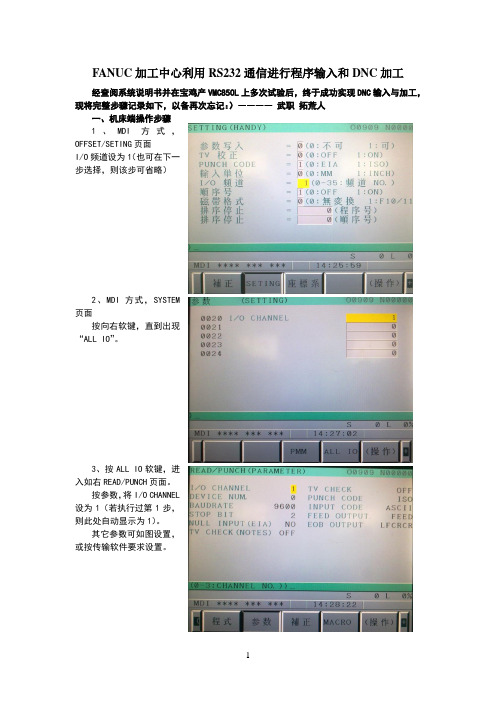
FANUC加工中心利用RS232通信进行程序输入和DNC加工经查阅系统说明书并在宝鸡产VMC850L上多次试验后,终于成功实现DNC输入与加工,现将完整步骤记录如下,以备再次忘记:)――――武职拓荒人一、机床端操作步骤1、MDI方式,OFFSET/SETING页面I/O频道设为1(也可在下一步选择,则该步可省略)2、MDI方式,SYSTEM页面按向右软键,直到出现“ALL IO”。
3、按ALL IO软键,进入如右READ/PUNCH页面。
按参数,将I/O CHANNEL设为1(若执行过第1步,则此处自动显示为1)。
其它参数可如图设置,或按传输软件要求设置。
4、切换到EDIT方式,按“程式”,按(操作),进入程序输入页面,如右。
5、输入用于存储的程序号,按READ键,按执行,右下角出现闪烁的“标头SKP”,进入待输入状态。
6、此时操作传输软件发送程序文件,发送完成后可以在程式页面查看程序内容。
应检查是否传输完整、正确。
7、较大程序可采用DNC方式加工,其方法为在步骤3后,直接切换到DNC方式,按启动键,右下角出现闪烁的“标头SKP”,进入待输入状态。
8、此时操作传输软件发送程序至机床,即可开始加工。
二、电脑端操作步骤1、进行传输参数的设置,与机床端设置相一致。
在图示菜单中,点击“设置”。
设置发送参数和接收参数。
2、在机床端进入待输入状态后,发送程序文件。
在图示菜单中点击“发送”。
点击“代码文件”找到并选中要传输的程序文件,然后点击打开。
点击确定。
进入发送状态,发送进度达到100%时发送完毕。
CF卡在FANUC 0i中进行数据传输的方法

CF卡在FANUC 0i中进行数据传输的方法摘要:论述了cf卡的使用。
cf卡可以进行程序的传输(将卡上的程序传输到cnc系统上和将cnc系统上的程序传输到卡上),可以备份和传输系统参数、刀补、梯形图等,还可实现数控机床系统参数的备份、恢复及dnc在线加工。
关键词:cf卡数据传输在线加工compact flash card (cf卡)可以当作fanuc制器的数据服务器储存空间。
而且,当插在fanuc控制器的pcmcia接口上可以当作备份数据用的记忆卡(ic卡)。
目前在fanuc数控系统中,均提供pcmcia插槽,通过pcmcia插槽可以很方便的对系统数据进行备份。
由于pcmcia插槽位于显示器的左侧,所以使用起来更加方便。
用存储卡进行数据的输入输出的方法可以分为三种,每种方法各有特点。
1 通过boot画面的备份这种方法备份数据,备份的是sram的整体,数据为二进制形式,在计算机上打不开。
但此方法的优点是恢复或调试其他相同机床时可以迅速完成。
第一步 boot画面的进入boot是系统在起动时执行cnc软件建立的引导系统,作用是从f-rom中调用软件到d-ram中。
boot画面的进入方法,首先插上存储卡,按住显示器下面最右边两个键,然后通电(注意这里的时序是先按住软键再通电。
此时,系统会进入boot画面)。
如图1:boot画面的各选项所对应的意义为:第二步 s-ram数据的备份在boot画面中,1~ 4项是针对存储卡和f-rom的数据交换,第5项是保存s-ram中的数据,因为s-ram中保存的系统参数、加工程序等都是我们系统出厂时没有的,所以我们要注意保存,做好备份。
①在boot画面中按软键[up],[down]把光标移至 5.sram data backup。
②然后按软键[select],显示s-ram备份画面,如图2:这时,注意message下的信息提示,按照提示进行操作。
进入s-ram备份画面后,我们可以看到有两个选项:①s-ram数据备份,作用是把s-ram中的内容保存到存储卡中。
fanuc_imc与md系统cf卡传输程序图解步骤
FANUC 0i MD系统CF卡传输程序图解步骤
操作步骤如下:
开机→MDI→OFS/SET→设定→
→(数果使用数据线传输I/O通道选:“0”,用CF卡传输选用:“4”)→编辑→PROG→列表+→操作→按+键→设备→
(“CNCMEM”为系统内存,“M-卡”为CF卡存)→
输入→
→ F NO.= (需要传输到系统的文件序号)
O NO.= (传输到系统保存的程序号,如果不设定安CF卡存的程序名保存)
例如要把0001号 O1111.CUT 文件传到系统应该是→输入0001按“F 设定”按建→(设定保存的程序名为O100)输入100→按“O 设定”按建按→执行。
FANUC 0i MC系统CF卡传输程序图解步骤
操作步骤如下:
开机→MDI→OFS/SET→
设定→
→(数果使用数据线传输I/O通道选:“0”,用CF卡传输选用:“4”)
→编辑→PROG→
按向右箭头按键→
CARD →操作→F READ→
→ F NO.= (需要传输到系统的文件序号)
O NO.= (传输到系统保存的程序号,如果不设定安CF卡存的程序名保存)
例如要把0001号 O1111.CUT 文件传到系统应该是→输入0001按“F 设定”按建→(设定保存的程序名为O100)输入100→按“O 设定”按建按→执行。
维护应用FANUC几种常用文件传输方式小结
维护应用FANUC几种常用文件传输方式小结
FANUC系统是符合工业标准的通用性机床操作系统,系统中参数、梯形图、程序有着高度的可重复利用性,可以通过相应接口进行文件的输入、输出。
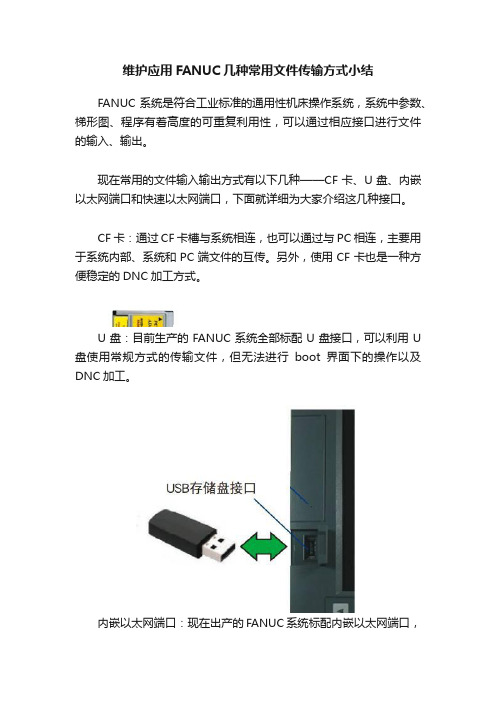
现在常用的文件输入输出方式有以下几种——CF卡、U盘、内嵌以太网端口和快速以太网端口,下面就详细为大家介绍这几种接口。
CF卡:通过CF卡槽与系统相连,也可以通过与PC相连,主要用于系统内部、系统和PC端文件的互传。
另外,使用CF卡也是一种方便稳定的DNC加工方式。
U盘:目前生产的FANUC系统全部标配U盘接口,可以利用U 盘使用常规方式的传输文件,但无法进行boot界面下的操作以及DNC加工。
内嵌以太网端口:现在出产的FANUC系统标配内嵌以太网端口,
其既可以用于PC与系统文件传输也可以用于PC端实时监控。
快速以太网端口:快速以太网端口具有内嵌以太网端口能力,同时可以应用其他第三方软硬件连接(机器人等),支持协议更多、传输速率更快。
但需要其他选配硬件支持,成本较高。
现在为大家对比一下各传输方式:
同时FANUC最新推出的0i-F系统,具备了USB、PC向CF卡的非插拔式程序传输功能,可以解决使用中来回插拔CF卡而带来的不便,大大提升了系统的操作便利性。
(来自“Fanuc数控技术”)。
FANUC存储卡(又称CF卡)的使用

存储卡(又称CF卡)的使用使用CF卡可以存储系统参数,梯形图以及程序等。
对于我们维修中常用重装系统参数来解除一些系统故障。
此外,我们也应该备份一下系统参数,万一机床损坏后,为恢复机床性能,应重装系统参数。
CF卡分为一个卡和架。
卡一般用金士顿(KINGSTON)的CF卡。
现在256MB,512MB ,1GB,架和笔记本电脑上用的卡的架是一致的,通常在电脑市场上都可以买到。
架约30元左右。
卡多在100元以内。
强调一个概念:系统SRAM中存储系统参数,加工程序,各种补偿值。
系统FROM中存储了梯形图,宏执行程序。
按RESET+DELETE键只清除SRAM中的参数,不清除FROM中的梯形图和宏执行程序部分。
系列备份:在系统上电时作的备份,全部数据是以机器码的形式存放,不能在计算机中打开,但是可以作为一个文件保存。
操作步骤:1.按住显示屏幕下最右边两个软键,同时上电(NC ON)2.触摸屏没软键,按住字母6,7 进入画面显示如下:①SYSTEM DATA LOADING②SYSTEM DATA CHECK③SYSTEM DATA DELDTE④SYSTEM DATA SAVE⑤SRAM DATE SAVE⑥MEMORY CARD FILE DELETE⑦MEMORY CARD FORMAT10 END解释:1.由存储卡将数据加载到FROM中2.检查系统FROM的文件3.删除系统FROM的文件4.系统中FROM文件保存到存储卡中5.SRAM中的数据备份和回装6.检查和删除存储卡的数据7.存储卡格式化我们常用1 4 5项SRAM 备份系统参数操作第五项按软键UP或DOWN软键选择第五项,按(SELECT)选择操作软键,显示如下画面SRAM DATA BACKUP[BOARD:MAIN]1.SRAM BACKUP (CNC→MEMORY CARD)2.RESTORE SRAM (MEMORY CARD→CNC)END[SELECT] [YES] [NO] [UP] [DOWN]用[UP][DOWN]键移光标到1,备份,将系统参数保存储到CF卡,按[SELECT]选择[YES]或[NO],[YES]为执行,[NO]为放弃。
FANUC存储卡又称CF卡的使用
储卡(又称C F卡)的使用使用CF卡可以存储系统参数,梯形图以及程序等。
对于我们维修中常用重装系统参数来解除一些系统故障。
此外,我们也应该备份一下系统参数,万一机床损坏后,为恢复机床性能,应重装系统参数。
一个卡和架。
卡一般用金士顿(KINGSTON)的CF卡。
现在256MB,512MB,1GB,架和笔记本电脑上用的卡的架是一致的,通常在电脑市场上都可以买到。
架约30元左右。
卡多在100元以内。
个概念:中存储系统参数,加工程序,各种补偿值。
系统FROM中存储了梯形图,宏执行程序。
ELETE键只清除SRAM中的参数,不清除FROM中的梯形图和宏执行程序部分。
备份:时作的备份,全部数据是以机器码的形式存放,不能在计算机中打开,但是可以作为一个文件保存。
作步骤:1.按住显示屏幕下最右边两个软键,同时上电(NCON)2.触摸屏没软键,按住字母6,7进入画面TALOADINGTACHECKTADELDTETASAVESAVERDFILEDELETERDFORMAT解释:1.由存储卡将数据加载到FROM中FROM的文件FROM的文件ROM文件保存到存储卡中的数据备份和回装除存储卡的数据式化45项系统参数操作第五项或DOWN软键选择第五项,按(SELECT)选择操作软键,显示如下画面CKUPN]UP(CNC→MEMORYCARD)RAM(MEMORYCARD→CNC)ES][NO][UP][DOWN]N]键移光标到1,备份,将系统参数保存储到CF卡,按[SELECT]选择[YES]或[NO],[YES]为执行,[NO]为放弃。
,回装由CF卡→CNC,将参数回装系统再选择[YES]或[NO],进行执行回装或放弃。
想好了再按,以免出错!主画面END后,系统继续加载,正常开机。
名字的存储卡上的文件名是由装在CNC上的SRAM的容量大小来决定的,由系统自动定义,后缀为(flashdatabackup)FDB_0A.FDB表示文件容量为1M,A表示第1个文件,B,C,D,E分别表示第2,3,4,5个文件梯形图﹑宏执行程序UP/DOWN)到第四项4SYSTEMDATASAVE,按[SELECT]键出现18个项目:1.NCBASIC(10)2.OPRMINF(1)3.PSOB408A(8)4.PS1B408A(4)5.PS2B408A(4)6.GRAPH(10)7.EIH2EMB(8)8.PMM(1)9.DGB5SRVO(2)10.NC1OPTN(8)11.NC2OPTN(8)12.NC3OPTN(8)13.NC4OPTN(8)14.NC5OPTN(8)15.NC2BSIC(8)16.NC3BSIC(8)7.MINFO(1)8.PMC-SB(2)ND到第一项,按[SELECT]键之后,再按[YES],开始存取,这时存取项会闪烁,停止闪烁后,再按一次[SELECT]键,这才完成保存动作。
FANUC 加工中心U盘 CF卡 机床数据线三种方法传程序
一、FANUC 加工中心U盘CF卡机床数据线三种方法
传程序
1.四种通道:在MDI模式----OFFSET—设定---I/O通道
09600
1:电脑连线(19200)
4 :CF卡
17:U盘
2. CF卡和U盘传程序:
在EDIT编辑模式----PROG---列表---操作---设备----M卡(或U盘)---- F输入---键入要选择程序的排列顺
序号(如:4)----点F设定----键入新建的程序名(如:5020)
----点O设定---执行----切换到程序自动模式----看到了调
入的程序;
3. CF卡在线加工传输(程序较大,超过512KB):
在RMD连线模式--- PROG---列表---操作-------设备
---- M卡----键入要选择程序的顺序号(如:2)---按DNC---
按绿色循环启动键---点PROG查看运行的程序
4. 机床数据线在线传输加工:
在RMT连线模式----先按绿色启动键预接受(注意此时的进给倍率和快速移动倍率都调到0%,预防突然动作)---用
CIMCOEDIT.EXE传输软件---打开程序---机床通讯---发送---
然后逐渐调大进给倍率。
1.注意:在RMT连线模式也可以启用单段加工功能,在按到M6T1
换刀指令时要多按几次绿色启动键才能循环过去,因为换刀
是一个复合指令,它内部其实有好几段程序。
2.注意:在CIMCOEDIT.EXE软件---DNC设置---设置S----波特率
19200(不同的机
床波特率不一样,要设置的和机床的一样)。
FANUC程序CF卡传输及DNC

FANUC程序CF卡传输及DNC操作说明一、相关参数设定参数号参数内容说明设定值备注P0020I/O设备输入接口号4外部CF卡接口P0138#7 从CF卡进行DNC运行有效二、运用CF卡进行程序传输操作说明1、传输程序格式要求①程序文件名不能以"O9000-O9999"进行命名;且文件名格式可为“字母O+数字”,文件名不得包含有其他字符或空格。
②程序内容开头和结尾必须加“%”符号,例如:%O0123;G00G90G54X0Y0Z50.;............M30;%③程序文件后缀名可以不要或者用“.NC”。
2、CF卡程序传输操作说明①选择“编辑”模式,进入程序“列表”,点击“操作”,选择“设备”进入,点选“CF卡”选项,此时画面会显示出现CF卡内存放的所有程序文件;②程序传输方式分为:F输入;N输入,分别为“顺序号传输”和“文件名传输”两种方式选择任一项均可。
③若要在传输中变更程序文件名,可在F输入或N输入功能选项中,设置“O设定”来实现文件名的更改。
④后处理程序中最好不要出现中文,大括号,小括号。
后处理程序时需更改。
三、运用CF卡进行DNC加工操作说明①查看P0138#7位参数是否设置为“1”,开放DNC加工操作功能;②选择“连线”模式(DNC),在程序列表中,选择CF卡存储介质;③选择输入要进行DNC加工程序前面的排列序号,然后选择按下“DNC”软体键,程序登录成功,接下来按“循环启动”键即可实现DNC加工(CF卡介质)。
四、以下有可能导致撞机频繁的插拔,CF卡插槽里的针有些弯曲,而且里面的粉尘也比较多。
在用CF卡做DNC执行程序时,可能引起刀具无故突然撞刀,刀具严重损毁,模具发生位移。
我们对系统中正在执行的程序段进行了核查,发现:系统将程序中的一些字符误读,比如,将3认为是8。
还对当时的面板程序内容拍了照作为事故证据。
后面我又进行了大容量程序空运转,多次发生报警,因为程序中的字母I,系统从CF读入后变为数字1。
CF卡传输程序的步骤解析
FANUC OI-PC数控系统使用CF卡传输程序的步骤用CF卡传程序步骤一.机床参数20号设为4。
改参数顺序如下:1.将参数使能打开。
MDI 方式下,按OFFSET SETTING 键,找到设定,将参数写入改成1。
此时会有100号报警,同时按RESET 和CAN清除。
I/O通道为4 2.将参数写入改成0。
二.传入步骤:(要求机床无任何报警EDIT下,按PROG,按扩展键+,按卡,出现卡中的程序,如01 O0001 02 O0002 03 O0003 如想读取序列号01,程序号为O0001的程序到机床里变成1111号,步骤如下:按(操作,F读取。
输入01,按F设定。
输入1111,按O设定。
按执行,程序便会复制到机床里。
三.传出步骤:(要求机床无任何报警EDIT下,按PROG,调出要传出的程序,按(操作,按传出,按执行,就可以传出需要的程序。
四、FANUC 配H+L系统,要长期使用CF卡传,还需修改子程序9022,步骤如下:1.将参数使能打开。
MDI 方式下,按OFFSET SETTING 键,找到设定,将参数写入改成1。
2、SYSTEM,按参数,找到3211,输入1111,再找到3202,对应的参数位NE9变为0,按RESET一下。
3、将参数写入改成0。
4、EDIT方式下,编辑9022程序,做如下修改:N20R0 改为N20 R4N100R00000000 G11 M99 五、CF卡的文件系统格式应为FAT。
当机床不读卡时要格式化,文件系统应为FAT,而不是FAT32或其它。
希望可以帮到你.!FANUC数控系统Compact flash card (CF存储卡的选用和详细操作步骤2007-12-11 12:45:06| 分类:默认分类| 标签:|字号大中小订阅1.前言:Compact flash card (CF 卡可以当作FANUC控制器的数据服务器储存空间。
而且,当插在FANUC控制器的PCMCIA 接口上可以当作备份数据用的记忆卡(IC 卡。
FANUC_0iMC与MD系统CF卡传输程序图解步骤
→(数果使用数据线传输I/O通道选:“0” ,用CF卡传输选用:“4”)
→编辑→PROG→
按向右箭头按传输到系统的文件序号)
O NO.= (传输到系统保存的程序号,如果不设定安CF卡存的程序名保存)
例如要把0001号 文件传到系统应该是→输入0001按“F 设定”按建→(设定保存的程序名为O100)输入100→按“O 设定”按建按→执行。
O NO.= (传输到系统保存的程序号,如果不设定安CF卡存的程序名保存)
例如要把0001号 文件传到系统应该是→输入0001按“F 设定”按建→(设定保存的程序名为O100)输入100→按“O 设定”按建按→执行。
FANUC 0i MC系统CF卡传输程序图解步骤
操作步骤如下:
开机→MDI→OFS/SET→
FANUC0iMD系统CF卡传输程序图解步骤
操作步骤如下:
开机→MDI→OFS/SET→设定→
→(数果使用数据线传输I/O通道选:“0” ,用CF卡传输选用:“4”)→编辑→PROG→
列表+→操作→按+键→设备→
(“CNCMEM”为系统内存,“M-卡”为CF卡存)→
输入→
→ F NO.=(需要传输到系统的文件序号)
DNC和CF卡之间的传输步骤

FANUC系统和CF卡之间的DNC传输步骤
一、将NC程序从电脑复制到CF卡里,再将CF卡插入CF卡卡套里。
二、将插了CF卡的卡套插入FANUC系统的CF卡卡槽里。
(如下图)
三、在控制面板里寻找DNC按钮或见到这个按钮也是DNC按钮看
到了按下亮绿灯。
四、寻找系统面板里的程序(PROG)按钮,重复按下此键一直见到以下
图片界面为止。
(程序 BC:000000000 F0000 N05000)
五、按下以上界面看到的DNC-CD下方对应的软键,就可以看到以下界面。
(读
取CF卡界面)
六、选择执行的NC序号。
列:现在需要执行LK.NC这个程序,在数字面板处
按下数字键 1 对应的文件名即为LK.NC程序。
在按下数字 1 以后就可以看到以下界面。
七、在看到界面里按下DNC-ST对应下的软键按钮,就可以见到界面里的DNC
文件名:已经有了LK.NC的文件名了。
八、在看到界面里【 DNC 文件名:】后面有对应的当前需要执行程序文件名。
按下循环启动按钮当前程序就可以执行进行加工。
注意事项:
1、CF卡里不应该放入大量的程序,对于寻找需要加工的程序加大工作量。
2、在当前执行程序启动后至机器加工完成前禁止拔插CF卡。
FANUC数控机床程序传输流程
1FANUC数控机床程序传输流程:fanuc数控系统机床在设置好计算机及机床端参数后,按照下面的顺序即可传输程序;机床接收程序操作步骤:编辑PROG 操作> READ 输入程序号(Oxxxx)执行(exc)SKP闪动...计算机端发送(使用caxa lathe 2008 里的通信功能发送代码文件)2FANUC程序传输机床:机床打到MDI档位—程序键(PROG)--按拓展键())--选择“列表+”—按“操作”—按拓展键())--选择“输入”传输端口设置1CIMCO: 打开CIMCO—点击“机床通讯”—点击“DNC设置”—设置如下:串口1,停止位2,奇偶位:偶,波特率19200数据位7,流控制:软件设置如下设定和后点击确定保存—点击发送程序至机床。
一般设置如下:端口com1、波特率9600、数据位7、奇偶数偶、停止位2、流控制硬件。
记得要把电脑里上述参数跟软件里的设成一致。
电脑里的波特率只能比机床里的低或相等。
不知你在换电脑前用过否,电脑里面是这样设置的:右击我的电脑,点属性,点硬件,点设备管理器,点端口前的+号,右击com1,点属性。
剩下的就不用我讲了吧。
2法兰克系统的传输速度为19200 三菱系统的传输速度为9600(三菱系统只能用线传)3FANUC系统计算机端参数:端口:com1停止位:2位数据位:7位波特率:9600奇偶位:偶握手方式:XON/XOFFFANUC数控系统机床端设置:MDI SYSTEM > ALL IO 参数显示如下:I/O : 0 OR 1 (2 OR 3)DEVICE NUM: 1 BAUDRATE: 9600STOP BIT: 2 NULL INPUT: NOTV CHECK: OFFTV CHECK: OFFPUNCH : ISOINPUT : ASC11FEED OUTPUT: NO FEEDEOB OUTPUT: LFCRCR4FANUC 0T系统能不能和电脑连接传输程序2009-3-3 14:51提问者:aqing_88 |浏览次数:1288次如果能,那机床端怎么操作才能接收程序呢我来帮他解答推荐答案2009-3-4 17:06可以的,通道号I/O=0,I/O=1,停止位0002=1****0*1,0012=1****0*1,波特率0552=10是4800,11是9600,电脑设波特率=4800或9600,停止位=2,奇偶校验位=偶校验,连接RS232,机床在EDIT模式,程序-I/O-程式名-READ,电脑输出OI MD卡传FANUC Series Oi-MD卡传的使用方法5 [ 标签:fanuc, series, oi ] & .伤逝.°2011-06-11 11:40注:不是用卡在线加工是怎么样把卡的程序复制到机床。
FANUC系统CF卡的用法

FANUC系统CF卡的用法一.用CF卡进行程序的导入导出1. 准备工作机床工作方式:编辑状态程序保护开关:打开I/O通道设为:4机床工作方式:MDI状态,按MDI面板OFS/SET键,进入图1页面。
图1按软键“设定”,进入图2页面。
移动光标到“I/O通道”,键入“4”,按输入即可。
图22. 程序的传输按MDI面板SYSTEM键,进入图3页面。
图3按扩展软键进入图4图4 按扩展软键进入图5图5按软键“所有IO",进入图6图6 按软键“操作”进入图7图7从CF卡输入程序到CNC,按软键“F输入”,进入图8图8该页面上半部分,显示的是CF卡的内容,下半部分是CNC存储器的内容,*在的部分,可以用翻页键查看下页内容,*可以用光标键移动到CF卡部分或CNC部分。
用翻页键找到要输入的程序,输入程序序号,按“F设定”,输入程序名,若程序名与CNC存储区的程序名不重复,可以不写,若重复,可重新命名,按“O设定”,按“执行”即可,如图8.若从CNC输入程序到CF卡,在图7时按软键“F输出”,进入图9,键入要输出的程序名,按“执行”即可。
见图10,程序O5556输出到CF卡上。
如果不键入程序名,直接按“执行”,则把系统当前打开的程序输出到CF卡上。
图9图10二DNC加工/在线加工工作方式:DNC,按MDI面板上“PROGAM”,进入图11页面。
图11按扩展软键,进入图12.图12图13 按软键“操作”进入图14页面。
图14图15 按软键“设备”进入图16页面。
图16图17 按扩展软件,进入图18页面。
图18按翻页找到需要DNC加工的程序,键入程序序号10,按软键“DNC”进入图19页面。
图19按机床操作面板上的“循环启动”键,机床即可进行在线加工。
注意:1 如果再图18时,不出现M-卡中的内容时,可按软键“更新”。
2 当需要取消当前在线加工的程序,重新启动性程序时,先按软键“DNC CLR”,再输入新程序序号。
FANUC数控系统的DNC软件传输操作说明

FANUC数控系统的DNC软件传输操作说明FANUC数控系统数据传输操作1 FANUC 数据传输历史最早使用穿孔纸带记载加工程序 , 通过纸带阅读机把加工程序读入数控系统的缓冲寄存器 , 这是早期数控机床自动运行的主要方式。
因为那时候存储器技术还不完善 , 人们只好借助穿孔纸带记录和保存加工程序。
纸带体积庞大 , 还要为其准备专门的阅读机装置 , 稍有不慎或使用多次会造成破损,导致输入错误是无法避免的。
存储器技术的发展已经让我们有足够的理由淘汰纸带和阅读机。
640m纸带所记载的程序容量相当于 256K 字节的存储器 , 其体积也不过是一个30mm × 15m × 3m 的集成电路模块而已。
读入和读出靠软件 , 不占空间。
我们用手工编制的加工程序一般都不太长 , 加工一个有钻、镗、铣、攻丝等工序的汽车变速箱程序大约有 2K 字节就够了 , 这就算长程序。
在 256 K 程序存储器的 FANUC 数控系统里 , 存储100个加工零件的程序是毫无问题的。
当前生产制造的中高档数控系统无一例外 , 全部都采用了这种程序存储器方式作自动运行。
然而随着三轴乃至四、五轴联动功能的出现 , 加工三维空间曲面的编程已经成为必需解决的问题,因为靠人手工是无法实现的。
CAD/CAM 计算机辅助设计/ 制造软件, 特别是具有三维造型和编程的软件受到用户的喜爱。
市面上流行最广的有Pro/Engineer,Unigraphics,Cimatron等。
由于模具制造加工的编程都属于三维实体 , 它们必需使用这些软件进行造型和编程。
计算机应用上述软件生成的加工程序都很长 , 少则 1-3 兆 , 多则几十至几百兆。
这样长的程序数控系统没有可存放的空间,它们只能存放在计算机的硬盘中。
当需要加工时, 利用电缆连接计算机和数控系统的RS232C 串行接口 , 通过 DNC 软件把加工程序一部分、一部分地传送给数控系统。
加工中心CF卡传输程序
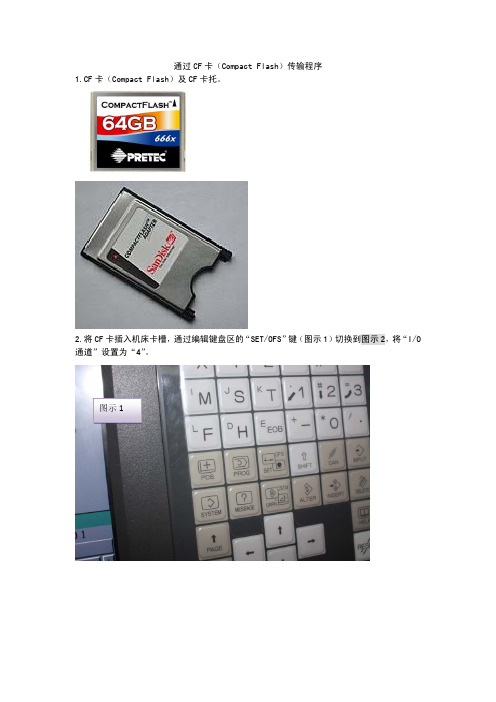
通过CF卡(Compact Flash)传输程序
1.CF卡(Compact Flash)及CF
卡托。
2.将CF卡插入机床卡槽,通过编辑键盘区的“SET/OFS”键(图示1)切换到图示2,将“I/O 通道”设置为“4”。
图示1
3.将机床开到编辑模式。
4.点击编辑键盘区的“PROG”(图示3),切换到图示4界面。
图示2
图示3
图示4
5.点击“(操作)”出现图示5。
图示5
6.点击屏幕最右边的“+”,出现图示6。
图示6
7.点击“设备”,出现图示7。
图示7
8.点击“M-卡”,出现图示8。
9.,比如,我们想要输入“20120815.NC”,它的序号是“0002”,此时需要再编辑面板上输入“2”,如图示9中红色箭头所示。
10. 点击“F 设定”,屏幕变化如图示10
红色箭头所指示。
图示8
图示9
11.再输入“145”,屏幕变化如图示11红色箭头所示。
12.点击“O 设定”,屏幕变化如图示12
红色箭头所示。
图示10
图示11
13.点击“执行”,程序就会传入机床内存里。
14.在图示6中点击“F输入”可以直接跳到图示
8,不用进行设备选择的操作。
图示12。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F A N U C程序C F卡传
输及D N C
公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
FANUC程序CF卡传输及DNC
操作说明
一、相关参数设定参数号参数内容说明
设定值
备注P0020I/O设备输入接口号4
外部CF卡接口 P0138#7 从CF卡进行DNC运行有效
二、运用CF卡进行程序传输操作说明
1、传输程序格式要求
①程序文件名不能以"O9000-O9999"进行命名;且文件名格式可为“字母O+数字”,文件名不得包含有其他字符或空格。
②程序内容开头和结尾必须加“%
”符号,例如:
%
O0123;
G00G90G54X0Y0Z50.;
............
M30;
%
③程序文件后缀名可以不要或者用“.NC”。
2、CF卡程序传输操作说明
①选择“编辑”模式,进入程序“列表”,点击“操作”,选择“设备”进入,点选“CF卡”选项,此时画面会显示出现CF卡内存放的所有程序文件;
②
程序传输方式分为:F输入;N输入,分别为“顺序号传输”和“文件名传输”两种方式选择任一项均可。
③若要在传输中变更程序文件名,可在F输入或N输入功能选项中,设置“O设定”来实
现文件名的更改。
④后处理程序中最好不要出现中文,大括号,小括号。
后处理程序时需更改。
三、运用CF卡进行DNC
加工操作说明
①查看P0138#7位参数是否设置为“1”,开放DNC加工操作功能;
②选择“连线”模式(DNC),在程序列表中,选择CF卡存储介质;
③选择输入要进行DNC加工程序前面的排列序号,然后选择按下“DNC”软体键,程序登录成功,接下来按“循环启动”键即可实现DNC加工(CF卡介质)。
四、以下有可能导致撞机!!!!
频繁的插拔,CF卡插槽里的针有些弯曲,而且里面的粉尘也比较多。
在用CF卡做DNC执行程序时,可能引起刀具无故突然撞刀,刀具严重损
毁,模具发生位移。
我们对系统中正在执行的程序段进行了核查,发现:系统将程序中的一些字符误读,比如,将3认为是8。
还对当时的面板程序内容拍了照作为事故证据。
后面我又进行了大容量程序空运转,多次发生报警,因为程序中的字母I,系统从CF读入后变为数字1。
最后我对CF卡插槽进行了检查,发现某些针已经严重变形,且有一定的粉尘(这些粉尘对元件都是致命的),
安全起见:
1:小容量程序(即小于系统存储量的)可以由CF卡拷贝入系统。
:
2:中型容量程序(约小于1MB)可采用CF卡的DNC功能,
3:如果经常是这样大的程序的话不推荐采用CF卡,次数不多的情况下是可以的。
大容量程序(大于1MB)的,最好采用RS232连接用通信软件进行传输,
假如你的参数配置正确的,如果还有问题,不会超出以下原因:
其一:CF卡的型号有问题:你的CF卡电压不合适。
你在上面看看标的电压如果是的(查看你使用CF卡说明书,上面有型号),那就是用不成的。
建议CF卡从FANUC公司购买,你可以咨询北京FANUC公司的售后服务,有卖的。
你就说想买一个做DNC的CF卡。
市场上的CF卡良莠不齐,不建议使用。
其二:格式化:新卡使用前应该在BOOT?SYSTEM(数控引导系统)中进行格式化。
CF卡正确插入接口,接通机床电源,将操作面板LCD下靠右边两软体键同时按下,然后按下CNC电源进入BOOT?SYSTEM,选择格式化项并选择执行。
几秒后系统提示:FORMAT?COMPLETE(格式化完毕)。
关闭
CNC电源取出CF卡,将格式化后的卡用读卡器接入计算机便会发现CF卡的盘符更变为FANUC?LTD(日本发那科公司),说明卡已正确格式化。