PCB表面处理比较表表格格式
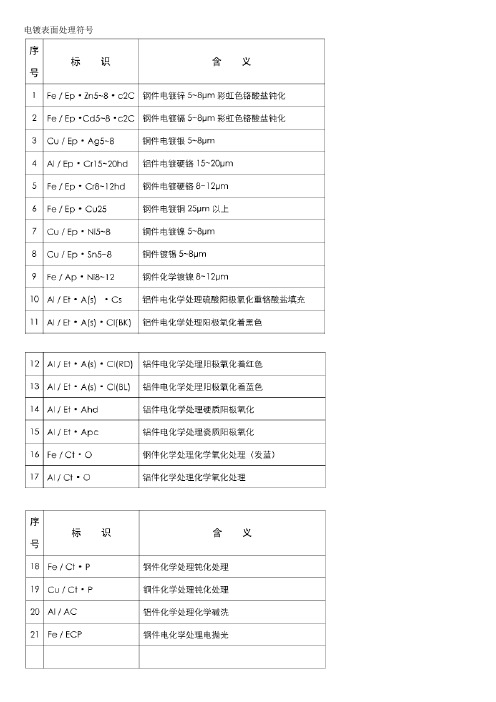
表面处理符合对照表
最后镀银12~18μm
镀金
Ep.Au1
D.Au1
电镀金1~3μm
镀硬铬
Ep.Cr5hd
D.yCr5
电镀硬铬5~8μm
镀镍
Ep.Ni8
D.Ni8
电镀镍8~12μm
镀锡
Ep.Sn5
D.Sn5
电镀锡5~8μm
镀锡铅合金
Ep.Sn(60)-Pb8
D.60SnPb8
电镀含锡60%的铅铝合金8~12μm
钢质零件,使用条件为极严酷,由铜、光亮镍、乳白铬组成的多层镀覆电镀层
EP.Cu20Ni25bCrOWJ456-1995
/EP.Cr(45)OWJ456-1995
注:“mc”符号表示微裂纹,“hd”符号表示硬质
镉电镀层
钢质零件,使用条件为中等,彩色钝化处理的无光缎面镉镀层
EP.Cd12St3.c2CWJ457-1995
铜质零件,使用条件为轻度,采用细光缎面镀镍
EP.Ni5St1WJ455-1995
铬电镀层
钢质零件,使用条件为轻度,采用低锡青铜为底层的粗光缎面镀镍
EP.Cu(85)-Sn(15)Ni10St2WJ455-1995
铜质零件,使用条件为轻度,采用细光缎面镀铬
Ep.Cr5St1WJ456-1995
铜质零件,使用条件为轻度,采用无光缎面镀铬
无光缎面化学氧化
Ct.OSt3WJ461-1995
半光亮化学氧化
Ct.OSWJ461-1995
光亮化学氧化
Ct.ObWJ461-1995
黑镍电镀层
钢质零件采用镀锌底层后无光缎面镀黑镍
EP.NibkSt3WJ454-1995
表面处理一览表

ANTIQUE BRASS AB ANTIQUE COPPER AC BLACK NICKEL BN
10 红古铜 11 黑镍 12 镀铬 13 镀铜 14 叻/拉丝叻 15 金/拉丝叻 16 叻/珍珠叻 17 金/珍珠金 18 金/珍珠银 19 黑色 20 白色 21 大红 22 紫色
CHROME PLATED CP BPASS PLATED NICKEL/BRUSH_ GOLD/BRUSH_ NICKEL/DULL_ BP LW PW WB
GOLD/DULL GOLD RB
GOLD/DULLSILVEL DKW 40 BLACK NICKEL WHITE RED PURPLE BL W RED P 41 42 43 44
表面处理代码ห้องสมุดไป่ตู้览表
代号 PINK GR DR DG DB DBL DKB ALN
CRYS
GC AN
表面处理代码一览表
序号 1 2 3 4 5 6 7 8 9 真金 白银 拉丝铜 拉丝银 珍珠铬 珍珠镍 珍珠金 泳金 青古铜 表面处理方式 GOLD(24K) SILVER BRUSHBRASS BRUSHNICKEL DULLCHROME DULL NICKEL DULL GOLD GOLD PLATED 代号 序号 GOLD 23 粉红 S BRB BRN SC SN SB GP 24 灰色 25 亚红 26 亚绿 27 亚兰 28 亚黑 29 深兰 30 铝镍 31 水晶 32 镀金 33 氧化 34 35 36 37 38 39 表面处理方式 PINK GREY DULL RED DULL GREEN DULL BLUE BULL BLACK DARK BLUE ALUMIN NICKEL CRYSTAL GOLD COLOURED ANODIZED
PCB各类表面处理方式性能比较--线路板销售人员必备

PCB各类表面处理方式性能比较
表面处理样本表观图主要应用位置可焊性焊接强度表面耐腐
蚀性
稳定程度成本消耗
焊垫平整
性
喷锡(HAL)/ 无铅+有铅工业焊接产品、对
性能要求特别严格
的产品、没有太多
IC或BGA的PCB
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
沉镍金(IMG)贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
沉银(IMS)贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
沉锡(IMT)贴片产品、对焊接
面均匀性和焊接效
果都要求特别严格
的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
电镀镍金(Au&Ni Plating)贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
抗氧化膜(OSP)/OSP+
金手指贴片产品、对焊接
面均匀性要求特别
严格的产品
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
电镀银(SP)通讯设备☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
电镀锡(TP)通讯设备☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆镀金手指(GF)插拔连接器不参与焊接不参与焊接☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆/
电镀厚金(ATP)通讯设备,信号传
输器
☆☆☆☆
Bonding/
信号传输
☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆
备注:星级越多表示比重越大或性能越高。
PCB表面处理

喷锡板我们厂是按PAD的面积算的,不过我做了5年PCB了,客户指定喷锡厚度的板子很少。
沉锡板大概0.8-1.2um沉金ENIG 金厚0.05um min 镍厚3um min (IPC 4552)沉银0.12um min 典型值0.2~0.3um (IPC4553)电金金厚0.8um 镍厚2.54 um min (IPC 6012)OSP 我们厂能0.2~0.5um至于极限能力,厂子和厂子的能力不一样。
具体问题要具体分析OSP不同于其它表面处理工艺之处为:它是在铜和空气间充当阻隔层;简单地说PCB常见的表面处理有喷锡、化锡、化镍/金、化银、电镍/金、OSP等几种。
裸铜板:优点:成本低、表面平整,焊接性良好(在还没有氧化的情况下)。
缺点:容易受到酸及湿度影响,不能久放,拆封后需在2小时内用完,因为铜暴露在空气中容易氧化;无法使用于双面制程,因为经过第一次回流焊后第二面就已经氧化了。
如果有测试点,必须加印锡膏以防止氧化,否则后续将无法与探针接触良好。
喷锡板(HASL,Hot Air Solder Levelling,热风焊锡整平):优点:可以获得较佳的Wetting效果,因为镀层本身就是锡,价钱也较低,焊接性能佳。
缺点:不适合用来焊接细间隙脚以及过小的零件,因为喷锡板的表面平整度较差。
在PCB 制程中容易产生锡珠(solder bead),对细间脚(fine pitch)零件较易造成短路。
使用于双面SMT制程时,因为第二面已经过了第一次高温回流焊,极容易发生喷锡重新熔融而产生锡珠或类似水珠受重力影响成滴落的球状锡点,造成表面更不平整进而影响焊锡问题。
化金板(ENIG,Electroless Nickel Immersion Gold,无电镀镍浸金):优点:不易氧化,可长时间储放,表面平整,适合用于焊接细间隙脚以及焊点较小的零件。
有按键线路电路板的首选(如手机板)。
可以重复多次回流焊也不太会降低其锡焊性。
很全面的PCB_checklist_表格
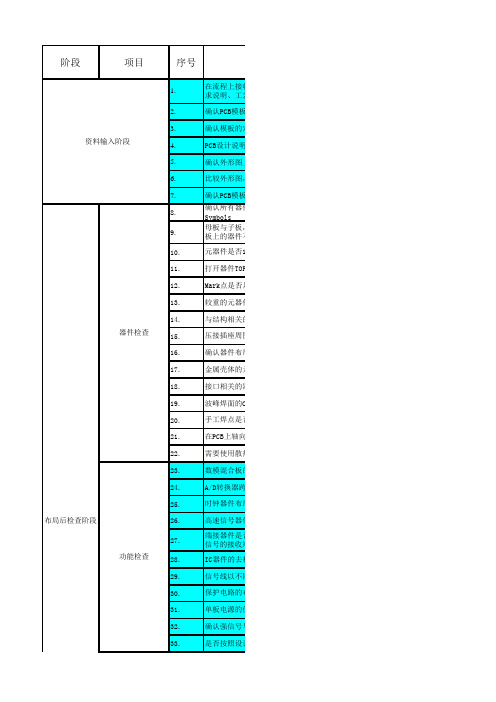
5.
确认外形图上的禁止布放器件和布线区已在PCB模板上体现
6.
比较外形图,确认PCB所标注尺寸及公差无误, 金属化孔和非金属化孔定义准确
7.
确认PCB模板准确无误后最好锁定该结构文件,以免误操作被移动位置
8.
确认所有器件封装是否与公司统一库一致,是否已更新封装库(用viewlog检查运行结果) Symbols
0805及其以下封装求的丝印添加是否正确置有防静电和射频板标识射频板使用的插板方向标识是否对应确标识了槽位名槽位号端口名称护套方向否遗漏位置是否能正确标识器件否符合公司标准要求管脚排列顺序第1脚标志器件的极性标志连接器的方向标识的正确性盘安装的chip元件0805及其以下封装如电阻电容与其焊盘连接的印制线最好从焊盘中心位置对与焊盘连接的印制线必须具有一样的宽度对于线宽小于03mm12mil的引出线可以不考虑此条规定从soicplccqfpsot等器件的焊盘的两端引出板边推荐为大于2mm最小为05mm皮到板边12mm最小为05mm孔径最好不小于板厚的110是否100布通率是否100没有达到100的需要在备注中说明测试点的网络都是经确认可以进行精简的时应该尽量避免出现没有网络连接的死铜孤岛还需注意是否有非法连线未报告的drcottom上的大面积铜箔如无特殊的需要应用网格铜单板用斜网背板用正交网线宽03mm12距05mm20mil区的元件焊盘应设计成花焊盘以免虚焊
29.
信号线以不同电平的平面作为参考平面,当跨越平面分割区域时,参考平面间的连接电容
30.
保护电路的布局是否合理,是否利于分割
31.
单板电源的保险丝是否放置在连接器附近,且前面没有任何电路元件
32.
确认强信号与弱信号(功率相差30dB)电路分开布设
PCB板的无铅表面处理比较

PCB板的無鉛表面處理比較锡银铜镍之无铅喷锡优势无铅喷锡种类与分析无铅喷锡板上锡厚度均匀水平喷锡简介喷锡SMOBC&HAL)作为线路板板面处理的一种最为常见的表面涂敷形式,被广泛地用于线路的生产,喷锡的质量的好坏直接会影响到后续客户生产时焊接soldering的质量和焊锡性;因此喷锡的质量成为线路板生产厂家质量控制一个重点;喷锡目前有两种:垂直喷锡和水平喷锡。
喷锡的主要作用:①防治裸铜面氧化;②保持焊锡性;其他的表面处理的方式还有:热熔,有机保护膜OSP,化学锡,化学银,化学镍金,电镀镍金等;但是以喷锡板的性价比最好;垂直喷锡主要存在以下缺点:①板子上下受热不均,后进先出,容易出现板弯板翘的缺陷。
②焊盘上上锡厚度不均,由于热风的吹刮力和重力的作用是焊盘的下缘产生锡垂solder sag,使SMT表面贴装零件的焊接不易贴稳,容易造成焊后零件的偏移或碑立现象tomb stoning。
③板上裸铜上的焊盘与孔壁和焊锡接触的时间较长,一般大于6秒,铜溶量在焊锡炉增长较快,铜含量的增加会直接影响焊盘的焊锡性,因为生成的IMC合金层厚度太厚,使板子的保存期大大缩短shelf life。
水平喷锡大大克服以上缺陷,与垂直喷锡相比,主要有以下优点:①融锡与裸铜接触时间较短,2秒钟左右,IMC厚度薄,保存期较长;②沾锡时间短wetting time ,1秒钟左右;③板子受热均匀,机械性能保持良好,板翘少;水平喷锡的工艺流程:前清洗处理----预热----助焊剂涂覆---水平喷锡---热风刀刮锡---冷却----后清洗处理1.前清洗处理:主要是微蚀铜面清洗,微蚀深度一般在0。
75—1。
0微米,同时将附着的有机污染物除去,使铜面真正的清洁,和融锡有效接触,而迅速的生成IMC;微蚀的均匀会使铜面有良好的焊锡性;水洗后热风快速吹干;2.预热及助焊剂涂敷预热带一般是上下约1。
2米长或4英尺长的红外加热管,板子传输速度取决于板子的大小,厚度和其复杂性;‘60mil(1.5mm)板子速度一般在4。
PCb各种表面处理耐老化性能对比修
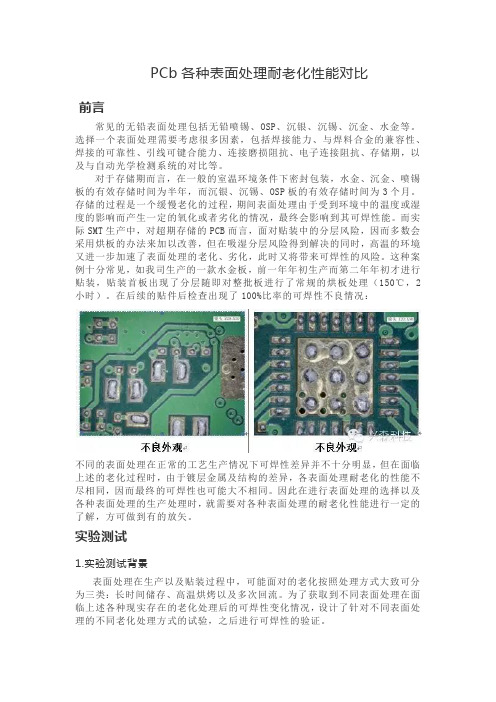
PCb各种表面处理耐老化性能对比前言常见的无铅表面处理包括无铅喷锡、OSP、沉银、沉锡、沉金、水金等。
选择一个表面处理需要考虑很多因素,包括焊接能力、与焊料合金的兼容性、焊接的可靠性、引线可键合能力、连接磨损阻抗、电子连接阻抗、存储期,以及与自动光学检测系统的对比等。
对于存储期而言,在一般的室温环境条件下密封包装,水金、沉金、喷锡板的有效存储时间为半年,而沉银、沉锡、OSP板的有效存储时间为3个月。
存储的过程是一个缓慢老化的过程,期间表面处理由于受到环境中的温度或湿度的影响而产生一定的氧化或者劣化的情况,最终会影响到其可焊性能。
而实际SMT生产中,对超期存储的PCB而言,面对贴装中的分层风险,因而多数会采用烘板的办法来加以改善,但在吸湿分层风险得到解决的同时,高温的环境又进一步加速了表面处理的老化、劣化,此时又将带来可焊性的风险。
这种案例十分常见,如我司生产的一款水金板,前一年年初生产而第二年年初才进行贴装,贴装首板出现了分层随即对整批板进行了常规的烘板处理(150℃,2小时)。
在后续的贴件后检查出现了100%比率的可焊性不良情况:不同的表面处理在正常的工艺生产情况下可焊性差异并不十分明显,但在面临上述的老化过程时,由于镀层金属及结构的差异,各表面处理耐老化的性能不尽相同,因而最终的可焊性也可能大不相同。
因此在进行表面处理的选择以及各种表面处理的生产处理时,就需要对各种表面处理的耐老化性能进行一定的了解,方可做到有的放矢。
实验测试1.实验测试背景表面处理在生产以及贴装过程中,可能面对的老化按照处理方式大致可分为三类:长时间储存、高温烘烤以及多次回流。
为了获取到不同表面处理在面临上述各种现实存在的老化处理后的可焊性变化情况,设计了针对不同表面处理的不同老化处理方式的试验,之后进行可焊性的验证。
对试样分别进行了上述的回流处理后,采用润湿天平测试记录了5s润湿力值,并通过实际板印刷锡膏过炉进行了验证。
PCB表面处理工艺
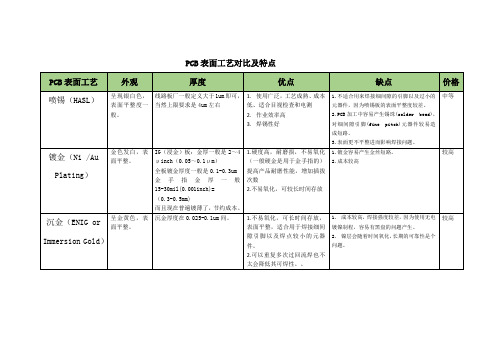
PCB表面工艺
外观
厚度
优点
缺点
价格
喷锡(HASL)
呈现银白色,表面平整度一般。
线路板厂一般定义大于1um即可,当然上限要求是4um左右
1.使用广泛,工艺成熟、成本低、适合目视检查和电测
2.作业效率高
3.焊锡性好
1.不适合用来焊接细间隙的引脚以及过小的元器件,因为喷锡板的表面平整度较差。
2.PCB加工中容易产生锡珠(solder bead),对细间隙引脚(finepitch)元器件较易造成短路。
3.表面更不平整进而影响焊接问题。
中等
镀金(Ni /Au Plating)
金色发白,表面平整。
IG(浸金)板:金厚一般是2~4μinch(0.05~0.1μm)
全板镀金厚度一般是0.1-0.3um
较高
有机防氧化(OSP)
偏红色黄铜(类似于裸铜板)表面平整。
OSP膜厚度一般控制在0.2-0.5微米。
1.具有裸铜板(成本低、表面平整,焊接性良好(在没有被氧化的情況下))焊接的所有优点。
2.过期(三个月)的板子也可以重新做表面处理,但通常以一次为限
1.容易受到酸及湿度影响。使用于二次回流焊时,需在一定时间内完成,通常第二次回流焊的效果会比较差。
呈金黄色,表面平整。
沉金厚度在0.025-0.1um间。
1.不易氧化,可长时间存放,表面平整,适合用于焊接细间隙引脚以及焊点较小的元器件。
2.可以重复多次过回流焊也不太会降低其可焊性。。
1.成本较高,焊接强度较差,因为使用无电镀镍制程,容易有黑盘的问问题。
2.存放时间如果超过三个月就必须重新表面处理。
3.打开包装后需在24小时内用完。 OSP为绝缘层,所以测试点必须加印锡膏以去除原来的OSP层才能接触针点作电性测试。
表面处理符合对照表
O(A)
过硫酸盐氧化
O(G)
电解氧化
O(E)
硫酸阳极氧化
A(S)
铬酸阳极氧化
A(Cr)
磷酸阳极氧化
A(P)
草酸阳极氧化
A(O)
阳极氧化
A
硬质阳极氧化
D.YY
处理名称
后理名称
符号
钝化
P
磷化(磷酸盐处理)
Ph
氧化
O
乳化
E
着色
CI
热熔
Fm
扩散
Di
涂装
Pt
封闭
S
防变色
At
铬酸盐封闭
Cs
其它镀覆层特征、处理特征
无光缎面过硫酸盐氧化
Ct.O(G)St3WJ462-1995
半光亮过硫酸盐氧化
Ct.O(G)SWJ462-1995
电解氧化
Et.O(E)WJ462-1995
暗面电解氧化
Et.O(E)mWJ462-1995
无光缎面电解氧化
Et.O(E)St3WJ462-1995
半光亮电解氧化
Et.O(E)SWJ462-1995
Ap.Ni5
H.Ni5
化学镀镍5~8μm
不锈钢钝化
Ct.p
H.D
化学钝化
铜钝化
Ct.p
H.D
化学钝化
镀银
Ep.Ag5
D.Ag5
电镀银5~8μm
Ep.Ag8b
D.L3Ag8
电镀光亮银8~12μm
Ep.Cu5Ag12
D.Cu5Ag12
电镀铜5~8μm,银12~18μm
Ep.Ni12Cu5Ag12
D.Ni12Cu5Ag12
表面处理表示方法及选择
表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜Fe铜、铜合金Cu铝、铝合金Al锌、锌合金Zn镁、镁合金Mg钛、钛合金Ti塑料PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀Ep化学镀Ap电化学处理Et化学处理Ct3)化学和电化学处理名称的表示符号处理名称符号钝化P(不能理解为元素符号磷)氧化O电解着色Ec磷化Ph阳极氧化 A电镀锌铬酸盐处理 Ca.电镀锌光亮铬酸盐处理C1Ab.电镀锌彩虹铬酸盐处理C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理C2C (彩虹型)常用d.电镀锌深色铬酸盐处理C2D(符号-C;分级1、2;类型:A.B.C.D)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例1.Fe/Ep.CuN15bCy0.3mc.(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2. Fe/Ep.Zn7.C2C(钢材。
PCB表面处理检验规范(含表格)

PCB表面处理检验规范
(IATF16949-2016)
1.0 目的
为我司表面处理板设定检验标准,以保证产品品质符合客户要求。
2.0 适用范围
本公司所有表面处理板。
3.0 职责
品质部负责对已表面处理板进行相关检验,状态标识及检验结果记录
4.0 作业说明
4.1检验工具:放大镜,3M600胶带,
4.2抽样标准:100%全检
4.3检验方法:一般情况下目视,如有疑虑,可用10倍或更大倍数的放大镜加以验证。
4.4检验标准:
A.喷锡板:
B.镍金板
C.沉银板
4.5注意事项:
4.5.1外观检验后,将板放置于相对应的区域,在《制造说明》作相应的标识,并将检验结果记录报表中; 4.5.2检验过程发现的不良时,以《不合格控制程序》处理; 4.5.3检验时,须依《流程卡》的交货期先后顺序进行; 5.0 相关记录 IQC 抽检报表
I Q C 复检清单.d oc I Q C 进料检验报告.xl s I Q C 进料检验日报表.xl s
生产流转卡.d oc。
PCB表面处理比较表表格格式

P C B表面处理比较表表格格式集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]PCB 各种不同可焊表面及无铅制程在装配上之研讨(1)目前PCB各种常用的可焊表面处理分别为保焊剂(OSP) --Organic Solderability Preservatives喷锡(HASL)--- Hot Air Solder Levelling浸银(Immersion Silver Ag)浸锡(Immersion Tin Sn)化镍浸金(Electroless Nickel Immersion Gold, ENIG)2004年因喷锡板已突破设备、材料(Sn-Cu-Ni)的瓶颈,并成功量产,故喷锡已成PCB无铅表面处理的首选(目前Sn63/Pb37多层板喷锡市场占有率为90%以上)(2)各种常用可焊表面处理焊接BGA后(约美金100cent铜币大小的BGA图一)经拉力试验所得知强度比较表上表摘自PC FAB上的资料< 图一 >(3)各种表面处理之优点及缺点比较处理优点缺点保焊剂(a)焊锡性特佳是各种表面处理焊锡强度的指标(benchmark)(b)对过期板子可重新Recoating一次(c)平整度佳, 适合SMT装配作业(d)可作无铅制程(a)打开包装袋后须在24小时内焊接完毕, 以免焊锡性不良(b)在作业时必须戴防静电手套以防止板子被污染(c)IR Reflow的peak temp为220℃对于无铅锡膏peak temp要达到240℃时第二面作业时之焊锡性能否维持目前被打问号〝〞, 但喜的是目前耐高温的已经出炉, 有待进一步澄清.(d)因OSP有绝缘特性, 因此testing pad一定有加印锡膏作业以利测试顺利.在有孔的testing pad更应在钢板stencil用特殊的开法让锡膏过完IR后,只在pad及孔壁边上而不盖孔,以减少测试误判.(e)无法使用ICT测试,因ICT测(4)一般含铅制程及无铅制程IR Reflow比较图:Lead free reflow(SnCuNi)两者比较得知无铅IR Reflow的 Peak temp比含铅多了约240℃-225℃=15℃Peak TEMP的时间多了 20-5=5 Sec 多了四倍Preheat也多了约(150~180℃)-(140~170℃)=10℃为避免装配时减少IR Reflow对Z axis expansion的冲击, 造成孔壁破拉裂,建议凡板厚超越70milm)或12层板以上用无铅制程者一律采用High Tg 170℃)的材料而不是一般FR4 Tg(135℃)的材料.Z axis expansion Before Tg *10-5m/m℃Z axis expansion After Tg *10-5 m/m℃。
常用表面处理及膜厚表
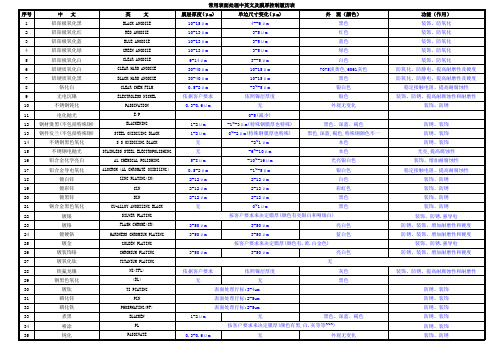
铝阳极氧化黑 铝阳极氧化红 铝阳极氧化蓝 铝阳极氧化绿 铝阳极氧化白 铝硬质氧化白 铝硬质氧化黑 铬化白 无电沉镍 不锈钢钝化 电化抛光 钢材煲黑(不包括特殊钢) 钢件发兰(不包括特殊钢) 不锈钢黑色氧化 不锈钢电抛光 铝合金化学亮白 铝合金导电氧化 镀白锌 镀彩锌 镀黑锌 钢合金黑色氧化 镀银 镀铬 镀硬铬 镀金 镀装饰铬 镀氧化钛 铁氟龙镍 钢黑色氧化 镀钛 磷化锌 磷化铁 煮黑 喷涂 钝化
ቤተ መጻሕፍቲ ባይዱ
BLACK ANODIZE RED ANODIZE BLUE ANODIZE GREEN ANODIZE CLEAR ANODIZE CLEAR HARD ANODIZE BLACK HARD ANODIZE CLEAR CHEM FILM ELECTROLESS NICKEL PASSIVATION E/P BLACKENING STEEL OXIDIZING BLACK S S OXIDIZING BLACK STAINLESS STEEL ELECTROPOLISHING AL CHEMICAL POLISHING ALOCROM(AL CHROMATE OXIDIZING) ZINC PLATING(ZN) CZN BZN CU-ALLOY ANODIZING BLACK SILVER PLATING FLASH CHROME(CR) HARDNESS CHROMIUM PLATING GOLDEN PLATING CHROMIUM PLATING TITANIUM PLATING NI(TFL) (BL) TI PIATING PZN PHOSPHATING(PF) BLACKEN PL PASSIVATE
常用表面处理中英文及膜厚控制履历表 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 中 文 英 文 膜层厚度( μ m) 10-15μ m 10-13μ m 10-13μ m 10-13μ m 9-14μ m 30-40μ m 30-40μ m 0.5-2μ m 依据客户要求 0.3-0.6μ m 1-2μ m 1-2μ m 无 无 5-8μ m 0.5-2μ m 2-12μ m 2-12μ m 2-12μ m 无 单边尺寸变化( μ m) 4--6μ m 3-5μ m 3-5μ m 3-5μ m 3--5μ m 10-15μ m 10-15μ m -3~-5μ m 依照镍层厚度 无 0-5(减少) -1~-3μ m(特殊钢膜厚也特殊) 0~-2μ m(特殊钢膜厚也特殊) -2~1μ m -6~-10μ m -10~-16μ m -1~-5μ m 2-12μ m 2-12μ m 2-12μ m 0~1μ m 按客户要求来决定膜厚(颜色有亮银白和哑银白) 3-50μ m 3-50μ m 3-50μ m 3-50μ m 3-50μ m 按客户要求来决定膜厚(颜色有.黄.白金色) 3-50μ m 无 依据客户要求 无 依照镍层厚度 无 表面处理行标:3-4um 表面处理行标:2-5um 表面处理行标:2-5um 1-2μ m 0.3-0.6μ m 无 黑色、深蓝、褐色 灰色 黑色 防锈、装饰 防锈、装饰 防锈、装饰 防锈、装饰 防锈、装饰 装饰、防锈 装饰、防锈、提高耐腐蚀性和耐磨性 亮白色 亮白色 蓝白色 黑色、深蓝、褐色 黑色,深蓝,褐色,特殊钢颜色不一 本色 本色 光亮银白色 银白色 白色 彩虹色 黑色 黑色 防锈、装饰 防锈、装饰 防锈、装饰 光亮,提高腐蚀性 装饰、增加耐腐蚀性 稳定接触电阻、提高耐腐蚀性 装饰、防锈 装饰、防锈 装饰、防锈 装饰、防锈 装饰、防锈.强导电 防锈、装饰、增加耐磨性和硬度 防锈、装饰、增加耐磨性和硬度 装饰、防锈.强导电 防锈、装饰、增加耐磨性和硬度 外 观(颜色) 黑色 红色 蓝色 绿色 白色 7075淡黄色,6061灰色 黑色 银白色 银色 外观无变化 功能(作用) 装饰、防氧化 装饰、防氧化 装饰、防氧化 装饰、防氧化 装饰、防氧化 防氧化、防静电、提高耐磨性及硬度 防氧化、防静电、提高耐磨性及硬度 稳定接触电阻、提高耐腐蚀性 装饰、防锈、提高耐腐蚀性和耐磨性 装饰、防锈
PCB表面处理比较表表格格式

PCB 各种不同可焊表面及无铅制程在装配上之研讨(1)目前PCB各种常用的可焊表面处理分别为保焊剂OSP --Organic Solderability Preservatives喷锡HASL--- Hot Air Solder Levelling浸银Immersion Silver Ag浸锡Immersion Tin Sn化镍浸金Electroless Nickel Immersion Gold, ENIG2004年因喷锡板已突破设备、材料Sn-Cu-Ni的瓶颈,并成功量产,故喷锡已成PCB无铅表面处理的首选目前Sn63/Pb37多层板喷锡市场占有率为90%以上(2)各种常用可焊表面处理焊接BGA后约美金100cent铜币大小的BGA图一经拉力试验所得知强度比较表浸银Ag 373 389 401 28浸锡Sn 350 382 404 54化镍浸金ENIG 267 375 403 136上表摘自PC FAB上的资料< 图一 >3各种表面处理之优点及缺点比较处理优点缺点(4)一般含铅制程及无铅制程IR Reflow比较图:Lead free reflowSnCuNi两者比较得知无铅IR Reflow的 Peak temp比含铅多了约240℃-225℃=15℃Peak TEMP的时间多了 20-5=5 Sec 多了四倍Preheat也多了约150~180℃-140~170℃=10℃为避免装配时减少IR Reflow对Z axis expansion的冲击, 造成孔壁破拉裂,建议凡板厚超越70milm或12层板以上用无铅制程者一律采用High Tg 170℃的材料而不是一般FR4 Tg135℃的材料.Z axis expansion Before Tg 10-5m/m℃Z axis expansion After Tg 10-5 m/m℃。
PCB表面处理分类及特点

表面處理種類
•乾式镀法 PVD 物理气相沈积法(Physical Vapor Deposition) 阴极溅射 真空镀(Vacuum Plating) 离子镀(Ion Plating) CVD 化学气相沈积法(Chemical Vapor Deposition)
PCB表面處理優缺點比較
處理
優點
缺點
(a) 平整度佳適合SMT裝 (a) 焊錫強度最差
配作業
(b) 容易造成BGA處焊接後之裂
(b) 由因金導電性特性對 痕,
化鎳浸金 ENIG
於板周圍須要良好的 接觸或對於按鍵用的 產品如手機類仍是最 佳的選擇
其原因為先天焊錫強度很差, 裝 配線操作空間小, 也可能是 PCB板本身上鎳容易氧化, 操 作空間同樣很小, 因此PCBA
(e) 无法使用ICT测试,因ICT测试会破坏OSP表 面保护层而造成焊盘氧化.
PCB表面處理優缺點比較
處理
噴錫板 HASL
優點
缺點
(a) 與OSP一樣其焊錫性也是特 性, 也同樣是各種表面處理 焊錫強度指標(Benchmark)
(b) 由於錫鉛板測試點與探針接 觸良好¸測試比較順利
(c) 目前制程与QC手法无须改 变
必須在110℃, 1小時以內完成,
以免影響焊錫性
(a) 在空氣中怕氧化更怕氯化及硫化, 因此存放及作業場所絕對不能有 酸,氯或硫化物,因此作業時希望 能比照O.S.P.在打開包裝後24小 時焊接完畢(最長也須在3天內完 成)以避免因水氣問題要Baking時 又被上述條件限制而進退兩難.
(b) 包裝材料不得含酸及硫化物.
pcb质量检验标准(表面处理)

1 目的建立广谦电子有限公司质量检验标准,使各岗位检验操作有据可依。
2 适用范围适用于昆山广谦电子有限公司所有单面板、双面板、多层板整个产品品质控制内容。
3 职责3.1品保部工程师负责更新此标准;3.2品保部、生产部和其它相关部门严格按此标准执行;3.3品保部经理负责审核,以及确认此标准运作的适用性及有效性。
4 定义4.1严重缺陷(Critical Defect=CR)此种缺陷将导致装配者或使用者受到伤害或产品不能执行其功能之缺陷。
4.2主要缺陷(Major Defect=MA)将可能造成产品之功能故障,降低其使用效能或其它有关客户主要规定品质偏差的缺陷,或可能影响出货的标准规定及对产品的使用者造成不良抱怨,均属主要缺陷。
4.3次要缺陷(Minor Defect=MI)指不影响产品的适用性和功能性或外观的缺陷,对产品的使用者不会造成不良反应或影响之缺陷,均属次要缺陷。
5 参考文件《IPC-A-600标准》《IPC-6012手册》6 程序6.1执行准则6.1.1生产部、工艺部、品保部严格按质量标准相关内容进行生产及检验测量;6.1.2 品保部按质量标准对产品进行合格与否判定;6.1.3 工程部将客户标准编写成MI(生产指示)以指导生产,确保生产品质畅通顺利;6.1.4 标准执行的先后顺序:终端客户标准>客户标准>国际标准>公司内部标准。
6.1.5如客户没有特殊要求,所有PCB采用IPC二级标准进行检验。
6.2各工序品质验收标准内容6.2.1 沉金/金手指序号项目描述接受标准检验方法缺陷类型1 镀层粗糙在金面上有不光滑/颗粒状的电镀层需在镀金前用砂纸磨平,否则不予接受目视检查MA2 金、镍镀层厚度不合格金、镍厚度量度值不符合生产指示要求按MI要求X-Ray镀层测厚测仪MA3 金镀层颜色不良镀金层阴暗或呈现局部灰白色镀金层颜色应呈现一致而有光泽目视检查MI4 金、镍镀层脱落金层或镍层从基底金属上分离用3M600#胶带贴于板面大概5cm,用手套赶平胶带下气泡,胶带垂直于线路90度反向迅速拉起,出现金镍胶带测试CR号类型层脱落不接受5 金手指针孔镀金后金手指表面有微小圆型凹点只容许出现在金手指上下1/5区域目视检查MA6 露铜/露镍镍或铜层暴露在金手指或金面上不允许目视检查MA7 金手指凹痕金手指表面缓慢下降的凹陷二级和三级接受标准:重要区域不允许有大于0.125mm的凹痕,非重要区不允许有大于0.25mm的凹痕,且含有凹痕的金手指不超过10%,每根金手指上允许2个,镀层交叠区露铜不超过0.8mm目视检查刻度十倍镜MA8 漏镀金层在需要镀金的手指或焊盘上没有金层不接受目视检查MA9 金手指、按键位金面要求按键位金面凹痕、手工磨痕、划伤、粗糙。
PCB各工序擦花控制表

文字
部门主管
文字 ห้องสมุดไป่ตู้A
文字
部门主管
须用硬纸皮隔开,必须做到轻拿轻放 3.不能有甩板和丢板现象。 4.冲板后板的放置高度以100PCS为准 5.V-CUT后之板必须分区域放整齐。 6.转到后序的板必须装筐,并转板筐内之板不许晃动,(用纸皮填死) 1.放板的距离和接板的速度须搭配,以防卡机及接板忙不过来. 2.接板时动作要规范,不可有“洗牌”动作 3.放板不可全部将纸和胶片抽出,放一片取出纸一张 1.测试时戴手套作业。轻拿轻放,板摆放整齐 2.OK板与待修理板区分开来,摆放整齐,50SET自检一次,不可有压
操作不当
1.对位员在把曝光后的板取下菲林时一手托板一手撕菲林。 2.取下的板应斜角45度放在已曝光板处,不允许碰撞。 3.开机前应先检查机器是否运行正常 ,板与板之间相隔3-5CM。 4.接板处一块一块的接,并且插好架,不可叠放在一起。 1.检板前必须空三格,插架时板与板不允许碰撞或叠在一起。 2.检板轻拿轻放,不允许一手拿2块板。 3.QC检板时必须带手套双手拿板两端,取板时轻拿轻放。 4.如检出有返工板必放置在待处理区域内,不同料号用胶片隔开放置。
现象. 2.问题板修理摆放整齐,不可横七竖八放置以防刮伤 3.平放板时下面不可有硬物,防止插花绿油及线路 4.看板过程中轻拿轻放不准有“洗牌”动作. 1.转运大料时,注意两边勿撞击墙面及异物,将大料摆放平整。 2.领料和发料时,切勿将硬物及相应工具放于大料上。 3.检大料时,必须要有两个人抬两头,且勿拖动,撞击。 4.IQC戴手套工作,轻拿轻放,勿刮伤铜面 . 5.计划部发出去的所有板必须每包25pnl一叠并且每pnl都要隔胶片
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCB 各种不同可焊表面及无铅制程在装
配上之研讨
(1)目前PCB各种常用的可焊表面处理分别为
保焊剂(OSP) --Organic Solderability Preservatives
喷锡(HASL)--- Hot Air Solder Levelling
浸银(Immersion Silver Ag)
浸锡(Immersion Tin Sn)
化镍浸金(Electroless Nickel Immersion Gold, ENIG)
2004年因喷锡板已突破设备、材料(Sn-Cu-Ni)的瓶颈,并成功量产,故喷锡已成PCB无铅表面处理的首选(目前Sn63/Pb37多层板喷锡市场占有率为90%以上)
(2)各种常用可焊表面处理焊接BGA后(约美金100cent铜币大小
的BGA图一)
经拉力试验所得知强度比较表
化镍浸金ENIG 267 375 403 136
上表摘自PC FAB上的资料
< 图一 >
(3)各种表面处理之优点及缺点比较
处理优点缺点
保焊剂
O.S.P.
(a)焊锡性特佳是各种表
面处理焊锡强度的指标
(benchmark)
(b)对过期板子可重新
Recoating一次
(c)平整度佳, 适合SMT
装配作业
(d)可作无铅制程
(a)打开包装袋后须在24小时内
焊接完毕, 以免焊锡性不良
(b)在作业时必须戴防静电手套
以防止板子被污染
(c)IR Reflow的peak temp为
220℃对于无铅锡膏peak temp要
达到240℃时第二面作业时之焊
锡性能否维持目前被打问号
(4)一般含铅制程及无铅制程IR Reflow比较图
:Lead free reflow(SnCuNi)
两者比较得知
无铅IR Reflow的 Peak temp比含铅多了约240℃-225℃=15℃Peak TEMP的时间多了 20-5=5 Sec 多了四倍
Preheat也多了约(150~180℃)-(140~170℃)=10℃
为避免装配时减少IR Reflow对Z axis expansion的冲击, 造成孔壁破拉裂,
建议凡板厚超越70mil(1.8m/m)或12层板以上用无铅制程者一律采用High Tg 170℃)的材料而不是一般FR4 Tg(135℃)的材料.
Z axis expansion Before Tg 5.0*10-5 m/m℃
Z axis expansion After Tg 25.0*10-5 m/m℃。