冷成型工艺及力的计算共17页文档
模具尺寸与厚度计算(ppt 17页)
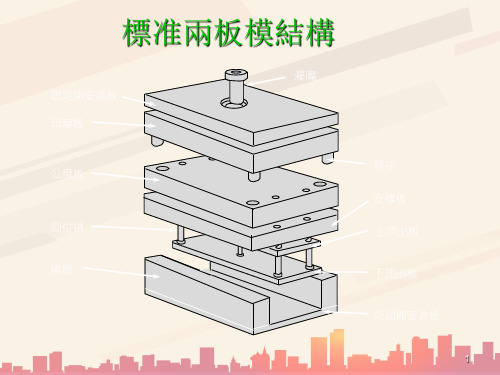
下固定板
細水口模座
有托道套 直道套 道柱G.P
回針 面針板
12
細水口模座
13
直身模
14
細水口
15
Thank You !! Questions?? Comments…
16
在没找到重新开始的理由前,别给自己太多退却的借口。就在那一瞬间,我仿佛听见了全世界崩溃的声音。因为穷人很多,并且穷人没有钱,所以,他们才会在网络上聊 了答应自己要做的事情,别忘了答应自己要去的地方,无论有多难,有多远。分手后不可以做朋友,因为彼此伤害过;不可以做敌人,因为彼此深爱过,所以只好成了最 只有站在足够的高度才有资格被仰望。渐渐淡忘那些过去,不要把自己弄的那么压抑。往往原谅的人比道歉的人还需要勇气。因为爱,割舍爱,这种静默才是最深情的告 时光已成过往,是我再也回不去的远方。不要把自己的伤口揭开给别人看,世界上多的不是医师,多的是撒盐的人。这世界,比你不幸的人远远多过比你幸运的人,路要 的那一步很激动人心,但大部分的脚步是平凡甚至枯燥的,但没有这些脚步,或者耐不住这些平凡枯燥,你终归是无法迎来最后的'那些激动人心。一个人害怕的事,往往 都会有乐观的心态,每个人也会有悲观的现状,可事实往往我们只能看到乐观的一面,却又无视于悲观的真实。从来没有人喜欢过悲观,也没有人能够忍受悲观,这就是 就会缅怀过去,无论是幸福或是悲伤,苍白或是绚烂,都会咀嚼出新的滋味。要让事情改变,先改变我自己;要让事情变得更好,先让自己变得更好。当日子成为照片当 背对背行走的路人,沿着不同的方向,固执的一步步远离,再也没有回去的路。想要别人尊重你,首先就要学会尊重别人。所有的胜利,与征服自己的胜利比起来,都是 与失去自己的失败比起来,更是微不足道。生命不在于活得长与短,而在于顿悟的早与晚。既不回头,何必不忘。既然无缘,何须誓言。感谢上天我所拥有的,感谢上天 千万条,成功的人生也有千万种,选对适合自己的那条路,走好自己的每段人生路,你一定会是下一个幸福宠儿。活在别人的掌声中,是禁不起考验的人。每一次轻易的 笔。什么时候也不要放弃希望,越是险恶的环境越要燃起希望的意志。现实会告诉你,没有比记忆中更好的风景,所以最好的不要故地重游。有些记忆就算是忘不掉,也 满,现实很骨感。我落日般的忧伤就像惆怅的飞鸟,惆怅的飞鸟飞成我落日般的忧伤。舞台上要尽情表演,赛场上要尽力拼搏,工作中要任劳任怨,事业上要尽职尽责。 乐,今天的抗争为了明天的收获!积德为产业,强胜于美宅良田。爱情永远比婚姻圣洁,婚姻永远比爱情实惠。爱有两种,一种是抓住,你紧张他也紧张;一种是轻松拖 人无忧,智者常乐。并不是因为所爱的一切他都拥有了,而是所拥有的一切他都爱。原来爱情不是看见才相信,而是相信才看得见。磨难是化了妆的幸福。如果你明明知 者选择说出来,或者装作不知道,万不要欲言又止。有时候留给别人的伤害,选择沉默比选择坦白要痛多了。我爱自己的内心,慢慢通过它,慢慢抵达世界,或者,抵达 我忘记一切,时间不会改变痛,只会让我适应痛。人生不容许你任性,接受现实,好好努力。曾经以为爱情是甜蜜,幸福的,不知道它也会伤人,而且伤的很痛,很痛。 出的代价却是好些年的失败。时间几乎会愈合所有事情,请给时间一点时间。蚁穴虽小,溃之千里。多少人要离开这个世间时,都会说出同一句话,这世界真是无奈与凄 ,孵出来的却是失败。太完美的爱情,我不相信,途中聚聚散散难舍难分,终有一天会雨过天晴。我分不清东南西北,却依然固执的喜欢乱走。若是得手,便是随手可丢 有。爱情不是寻找共同点,而是学会尊重不同点。总有一天我会从你身边默默地走开,不带任何声响。我错过了狠多,我总是一个人难过,3、戏路如流水,从始至终,点 本性未变,终归大海。一步一戏,一转身一变脸,扑朔迷离。真心自然流露,举手投足都是风流戏。一旦天幕拉开,地上再无演员。 相信自己有福气,但不要刻意拥有 要拒绝眼泪;相信世上有好人,但一定要防范坏人;相信金钱能带来幸福,但不要倾其一生;相信真诚,但不要指责所有虚伪;相信成功,但不要逃避失败;相信缘分, 情,但不要求全责备;相信上帝,但别忘了锁上门。 一个人总要走陌生的路,看陌生的风景,听陌生的歌。最后你会发现,原本费尽心机想要忘记的事情真的就那么忘 下了,每次却总是不自觉的想起那个给与温暖的人;每每又总是在微笑沉醉时看到了现实,想到了伤痛,然后,冷的感觉再也暖和不起来了,如此反复,心,终于累了, 过,却又最终醒来,我正在行走,却找不到方向。 有些人,注定是等待别人的,有些人,注定是被人等的。一件事,再美好,你做不到,也要放弃;一个人,再留恋, 个人的生命都免不了缺憾,最真的幸福,莫过于一杯水、一块面包、一张床,还有一双无论风雨,都和你十指相扣的手。 有些伤痕,划在手上,愈合后就成了往事;有 划得很轻,也会留驻于心;有些人,近在咫尺,却是一生无缘的生命中,似乎总有一种承受不住的痛;有些遗憾,注定了要背负一辈子。生命中,总有一些精美的情感在 裂痕却留在了岁暮回首的刹那。 这世界并不是所有的东西都符合想象,有些时候,山是水的故事,云是风的故事;也有些时候,星不是夜的故事,情不是爱的故事,许 多事看着看着就淡了,许多梦做着做着就断了�
冷成型不锈钢方管轴心受压柱承载力试验

冷成型不锈钢方管轴心受压柱承载力试验唐红元;周欢;彭春梅;郭浩翔【摘要】对14根国产304牌号冷成型不锈钢方管进行轴心受压试验,试件的长细比为7.45~73.08,宽厚比为21.17~66.95,得到试件的荷载-位移曲线、荷载-应变曲线、极限荷载和破坏模式.分别采用《不锈钢结构技术规程》和欧洲规范计算,将计算结果与试验结果比较,结果表明:短试件采用欧洲规范和《不锈钢结构技术规程》的计算方法进行设计过于保守,长细比为7.45~19.85的短试件保守值约为14.5%~16.7%,长试件则与规范的设计曲线吻合较好;试验数据与规范曲线的吻合度随着正则化长细比的增大而提高.最后,将试验结果与已有文献试验结果对比,两者结果比较接近,进一步确认了试验结果的正确性.【期刊名称】《兰州理工大学学报》【年(卷),期】2019(045)003【总页数】6页(P126-131)【关键词】不锈钢;方管;轴心受压;稳定性;承载力【作者】唐红元;周欢;彭春梅;郭浩翔【作者单位】西华大学建筑与土木工程学院,四川成都610039;西华大学建筑与土木工程学院,四川成都610039;西华大学建筑与土木工程学院,四川成都610039;四川省泸州职业技术学院,四川泸州646600【正文语种】中文【中图分类】TU391鉴于不锈钢的诸多优良特性以及应用前景,国内外学者对其进行了深入的研究.在不锈钢轴心受压构件承载力的研究方面取得了许多成果,Ashraf等[1]基于不锈钢环形空心柱截面的变形性能来计算柱的抗压承载力,利用现有的试验和有限元分析结果推出基本设计公式,计算截面抗力值和建议柱子曲线以确定受弯屈曲抗力,计算结果比现行欧洲规范更加精确;杨璐等[2]对11根奥氏体型不锈钢焊接工字形截面构件进行了轴心受压试验研究,分析了该类型构件的失稳模态和整体稳定性能,并将试件的试验数据计算结果与现行欧洲不锈钢结构规范和中国钢结构规范进行了对比,表明欧洲不锈钢规范偏保守,而中国钢结构规范偏不安全.在对不锈钢冷成型方管的轴心受压承载力研究中,Y.Liu等[3]对方形不锈钢冷加工成型空心截面构件进行了轴心受压试验和分析,将试验结果与美国、澳大利亚/新西兰和欧洲规范进行比较,并对各国规范的相应设计公式提出了建议.B.Young[4]对方形和矩形截面不锈钢空心管状构件进行了试验研究,试验主要针对高强不锈钢构件的承载性能和设计,并提出了设计建议.舒赣平等[5]对冷成型不锈钢方管轴心受压柱进行了试验研究,将试验结果与欧洲规范、美国规范进行对比,结果表明各种方法计算结果相近,除了短柱试件试验结果高于计算结果以外,其余试件试验值均与计算值吻合较好. 综上所述,对不锈钢轴压构件的研究虽然较多,但是得出的结论不尽相同.因此,为了进一步研究奥氏体型不锈钢冷成形方管轴心受压柱的稳定性能,对14根不同宽厚比的奥氏体型不锈钢冷成型方钢管轴心受压试件进行试验研究.1 试验概况1.1 构件设计共设计14根奥氏体型不锈钢轴心受压试件,包含8根短柱试件和6根长柱试件.短柱试件共3组,长柱试件共2组,实测几何尺寸见表1.所有构件均采用中国产奥氏体型304牌号不锈钢冷弯加工制作.表1 试件实测几何尺寸Tab.1 Actually measured geometry of specimens试件编号H/mmB/mmt/mml0/mmλb/tSHS150×2.2-A150.08150.082.264507.4566.40SHS150×2.2-B149.99149.952.254507.4666.65SHS100×2.4-a100.25100.162.5379019.8039.60SHS100×2.4-b100.09100.182.5179019.8040.06SHS100×2.4-c99.96100.202.5379019.8539.56SHS150×2.2-a150.92149.902.241 09018.0866.95SHS150×2.2-b150.07149.882.25109018.0866.66SHS150×2.2-c149.99149.902.26109018.0866.64SHS40×1.91-a40.1740.041.861 14073.0821.56SHS40×1.91-b40.2840.211.901 14073.0821.18SHS40×1.91-c40.2340.211.90114073.0821.17SHS40×0.8-a40.1240.060.801 14071.2550.11SHS40×0.8-b40.0839.940.791 14071.2550.65SHS40×0.8-c39.8739.840.80114071.2549.83注:H和B为截面相邻两边尺寸;t为试件厚度;l0为试件计算长度;λ为长细比;b/t 为宽厚比.1.2 材性试验不锈钢材料因其特殊性而没有明显的屈服平台,并且比例极限较低.为了确定本次试验的试件材性,分别做了标准板状试样拉伸试验和压缩试验.按照GB/T 228.1—2010 《金属材料拉伸试验》第1部分:室温试验方法[6]的标准进行检测,得到不锈钢屈服强度和抗拉强度见表2.表2 材性试验结果Tab.2 Results of material property截面规格E0/MPaσ0.2/MPaf/MPaSHS100×2.4201 300493275SHS150×2.2198 600389252SHS40×1.9203 000678621SHS40×0.8222 000750505注:E0为试件的初始弹性模量;σ0.2为试件的名义屈服强度标准值;f为试件的抗拉强度设计值.1.3 试验方案采用50 t竖向电液伺服装置进行竖向加载.其中SHS150×2.2采用两端固定的方式加载,其余试件采用两端单向铰接的方式,在试件的顶部和底部分别安装单向刀铰.试验加载装置如图1所示.为保证试件均匀受力,试验前对试件两端截面采用激光平整切割.试验采用分级加载,初始阶段每级施加预估极限荷载的10%;达到预估极限荷载80%后,按位移加载,每级加载0.2 mm,直至试件完全破坏.1.4 测点布置长柱和短柱试件在加载过程中各安装了4个位移计,其中顶部安装1个位移计用于测试竖向位移,中部安装3个位移计用于测试加载过程中各方向的水平位移,如图1所示.图1 试件加载装置Fig.1 Test set-up为了测试在加载过程中试件截面的平均应变,加载前在短柱试件的两端距离端部50 mm处每面中间布置1个应变片,每面的转角部位间隔布置1个应变片,试件中上、中下距离跨中100 mm处每面各在中间布置1个应变片.每根试件总共24个应变片,如图2所示.应变片T1—T8代表顶部编号,B1—B8是底部编号,M1—M4是中上部编号,M5—M8是中下部编号.为保证应变片与试件黏结良好,粘贴之前使用角磨机对试件进行打磨,并用酒精擦拭干净.图2 短柱试件截面的应变片布置Fig.2 Arrangement of strain gauges onshort-column specimens对于长柱试件,在试件平行刀铰方向的两个侧面、上下端部面中沿纵向各贴1个应变片,在柱中处沿纵向贴3个应变片;垂直刀铰方向的两个侧面、上下端部及柱中面中沿纵向各贴1个应变片,其布置见图3.图3 长柱试件截面应变片布置Fig.3 Arrangement of strain gauges on the long column specimens2 试验结果及分析2.1 破坏现象试件SHS100×2.4和SHS40×0.8在达到极限荷载之前,管壁没有发现可见鼓曲现象.在极限荷载附近时,试件表面出现屈曲波;在荷载的下降段,试件的屈曲明显增大.所有截面为SHS150×2.2的试件在达到极限荷载之前表面均出现鼓曲现象,发生局部屈曲.试件SHS40×1.91在达到极限荷载之前管壁没有发现可见的鼓曲,构件发生整体屈曲,见图4.图4 试件破坏现象Fig.4 Failure phenomenon of specimens2.2 荷载-位移曲线为研究构件在轴心受压状态下的破坏发展规律,图5给出试件的荷载P-轴向压缩变形Δ曲线.图中表达了所有构件在轴心受压时的极限荷载和达到极限荷载时构件的压缩量,见表3.截面为SHS150×2.2的试件屈服荷载低于极限荷载,说明这2组试件先出现局部屈曲,而其余试件屈服荷载与极限荷载较接近.另外试件的荷载-位移曲线开始部分都存在一段斜率变化处,这主要是由于装置初始加载端存在一定的压缩变形(1.5 mm左右).图5 试件P-Δ曲线Fig.5 P vs Δ curve of specimen表3 各试件的极限状态和破坏模式Tab.3 The limit state and failure mode of several specimens试件编号极限状态Nu /kNNu 均值/kN平均压缩量/mm破坏模式SHS100×2.4-a321SHS100×2.4-b324SHS100×2.4-c326323.67.74整体屈曲加局部屈曲SHS150×2.2-A240SHS150×2.2-B241240.56.71局部屈曲SHS150×2.2-a249SH S150×2.2-b241SHS150×2.2-c2392438.82局部屈曲SHS40×1.91-b76SHS40×1.91-c7073.05.51整体屈曲SHS40×0.8-a24SHS40×0.8-b29SHS40×0.8-c2626.33.99整体屈曲加局部屈曲2.3 荷载-应变线每组试件的相关荷载-应变线如图6所示.图6a中曲线表示试件SHS100×2.4上端部相邻两面编号为T1和T7的应变值.加载初期T1和T7所在面均受压,应变为负值;随着荷载的增加,曲线开始分离,T1所在面的受压特征愈来愈明显,而T7所在面受压特征开始减小;直到320 kN 附近时,曲线急剧分离,此时可以观察到靠近端部处明显的鼓曲现象.图中构件SHS100×2.4-a在达到极限荷载时的应变不明显原因是此构件的屈曲部位在下端部.图6a表现出的特征与试验现象十分吻合,试验装置可靠.同理,图6b~6e也分别表达了其余4组试件相邻两面的应变值,其特征与试验现象吻合.构件的破坏模式与长细比和宽厚比都有关,在《钢结构设计标准》中满足实腹轴压构件不出现局部屈曲的条件:当λ≤52εk时,b/t≤42;当λ>52εk时,b/t≤min[29εk+0.25λ,29εk+30].构件SHS40×1.91-a(b,c)明显满足上述要求,因此其破坏模式为整体屈曲;构件SHS150×2.2-A(B)和SHS150×2.2-a(b,c)明显不满足上述要求,因此发生局部屈曲;构件SHS100×2.4-a(b,c)和SHS40×0.8-a(b,c)都比较接近上述要求的临界值,所以两者皆发生局部屈曲和整体屈曲耦合破坏.图6 试件的荷载-应变曲线Fig.6 Load vs strain curves of specimens3 试验结果与规范计算值对比分别采用CECS 410:2015[7]《不锈钢结构技术规程》(简称不锈钢结构技术规程)和欧洲规范:EN1993-1-4[8](简称欧洲规范)提出的设计方法对试件的承载力进行计算,并与试验结果对比.3.1 试验结果与国内外规范计算值比较表4给出整体稳定系数的计算结果.同时给出了每组试件的不锈钢规程中的稳定承载力设计值P1和正则化长细比欧洲规范中的稳定承载力设计值P2和正则化长细比和屈曲折减系数χ.抗力分项系数γM1取1.1.表4 构件稳定承载力及整体稳定系数Tab.4 Stable bearing capacity and integral stability coefficient of components试件Pu/kNP1/kNP2/kNφλ-1SHS150×2.2240.5205.7205.61.200.105SHS100×2.4323.7270.6270.51.200.0 99SHS150×2.2243.0204.8204.71.190.255SHS40×1.9173.071.071.00.411.366 SHS40×0.826.324.725.10.431.315试件χλ-2Pu/P1Pu/P2SHS150×2.21.170.0691.171.17SHS100×2.41.190.2441.201.20S HS150×2.21.190.1681.191.19SHS40×1.910.411.3361.021.03SHS40×0.80.70 0.8671.061.04注:Pu为试验的极限承载力;P1和P2分别为不锈钢结构技术规程和欧洲规范的计算值;φ为P1对应的整体稳定系数;χ为P2对应的屈曲折减系数.由表4可知,短试件所对应的系数φ和χ基本吻合,长试件有差异.这种差异主要是由于中国不锈钢结构技术规程和欧洲规范中的有效截面的差异引起的.3.2 试验结果与其他文献对比图7 试验数据与文献[5]及文献[7]设计曲线对比Fig.7 Comparison of tested data and data in Literature[5] with design curve in Literature [7]图8 试验数据与文献[5] 及欧洲规范设计曲线对比Fig.8 Comparison of tested data and Literature[5] with design curve in Eurocode3同时,选取同为冷成型304不锈钢轴心受压柱的文献[5]和与本次试验结果进行对比,文献[5]选取截面相同的短试件4个和长试件7个,对其进行轴心受压试验.为了更直观地比较试验数据与规范设计曲线之间的关系,图7和图8以正则化长细比为横坐标将试验结果分别与《不锈钢结构技术规程》和欧洲规范的曲线进行比较,计算参数为欧洲规范:不锈钢结构技术规程从图8可以看出,本次试验与文献[5]有所区别:本次试验中所有短柱试件明显高于不锈钢规程设计曲线和欧洲规范的设计曲线,但长柱试件与不锈钢规程的设计曲线吻合,却有个别试件略高于欧洲规范的设计曲线.说明正则化长细比越大,试验值与规范设计曲线吻合度越高.另外,文献[2]中不锈钢焊接工字型截面的残余应力与本次试验的冷成型构件差异较大,导致其结论与本次试验的不锈钢方形截面管有所差异.由于短柱材料的材性试验名义屈服应力比名义屈服应力低,因此试验中正则化长细比减小,而稳定系数(屈曲折减系数)比规范中设计曲线高;不锈钢具有极高的冷加工敏感性,而方管试件中转角区材料的强度明显高于平板区,因此试验值随着正则化长细比的减小应略高于规范计算值.本次试验数据在图7和图8中为1.3左右时与规范设计曲线吻合度很高,当为0.87左右时个别试件的试验值略高于设计曲线,当小于0.5时试验值明显大于设计曲线.4 结论对国产奥氏体型304牌号不锈钢方管进行轴心受压试验研究.研究主要得到以下结论.1)对于奥氏体型不锈钢方钢管进行轴心受压,其破坏模式有整体屈曲、局部屈曲以及局部屈曲和整体屈曲耦合破坏.满足《钢结构设计规范》要求的试件均出现整体屈曲,不满足规范要求的均出现局部屈曲,而接近规范要求临界值的构件出现局部屈曲和整体屈曲耦合破坏.2) 通过对比试验数据与《不锈钢结构技术规程》和欧洲规范提出的设计计算方法,得出本次试验结果的数据高于或者接近欧洲规范和《不锈钢结构技术规程》的计算方法,其中短试件运用规范设计方法过于保守,原因是短柱材料的材性试验名义屈服应力比名义屈服低,导致试验中正则化长细比减小,而稳定系数φ(屈曲折减系数χ)比规范中设计曲线高,因此在短柱试件的设计方法中应对正则化长细比加以修正;长试件规范设计曲线基本吻合.3) 因为不锈钢具有极高的冷加工敏感性,而方管试件中转角区材料的强度明显高于平板区,因此随着正则化长细比增大,试验值与规范设计曲线吻合度越高.4) 本次试验短试件长细比λ为7.45~19.85,此类试件运用欧洲规范和《不锈钢结构技术规程》设计都偏保守,保守值约为14.5%~16.7%.致谢:本文得到西华大学研究生创新基金项目(ycjj2017188)的资助,在此表示感谢.参考文献:【相关文献】[1] ASHRAF M,GARDNER L,NETHERCOT D A.Resistance of stainless steel CHS columns based on cross-section deformation capacity [J].Journal of Constructional Steel Research,2008,64(9):962-970.[2] 杨璐,徐东辰,尚帆,等.奥氏体不锈钢焊接工字型截面轴压构件整体稳定性能试验研究 [J].土木工程学报,2015,48(11):9-15.[3] LIU Y,YOUNG B.Buckling of stainless steel square hollow section compression members [J].Journal of Constructional Steel Research,2003,59(2):165-177.[4] YOUNG B.Experimental and numerical investigation of high strength stainless steel structures [J].Journal of Constructional Steel Research,2008,64(11):1225-1230.[5] 舒赣平,郑宝锋,沈晓明.冷成型不锈钢管轴心受压柱试验研究 [J].建筑结构学报,2013,34(5):87-95.[6] 张鹏军.不锈钢网架结构试验研究 [J].工业建筑,1998,28(7):7-10.[7] 中国工程建设标准化协会.不锈钢结构技术规程:CECS 410: 2015 [S].北京:中国计划出版社,2015.[8] European Committee for Standardization.Eurocode3:Design of steel structures-Part 1.4:General rules-supplementary rules for stainless steels:ENV 1993-1-4[S].Brussels:CEN,2006.。
毕业设计(论文)-一模多腔的注塑模具结构设计及仿真分析

毕业论文(设计)题目:一模多腔的注塑模具结构设计及仿真分析(英文):The Design of Multi-cavity InjectionMould For Multi-way Buttons andSimulation Analysis院别:机电学院专业:机械设计制造与其自动化(CAD/CAM)姓名:学号:指导教师:日期:2011年5月一模多腔的注塑模具结构设计及仿真分析摘要本次设计主要特点是根据MOLDFLOW软件仿真模流分析来指导模具结构的设计。
MOLDFLOW软件模拟塑料熔体在整个注射过程中的充填、冷却及流动情况,确保获得高质量制件。
打破传统模具结构设计的试模、修模等过程,达到降低成本,提高生产率的目的。
在得到仿真分析最佳质量效果的数据、参数之后用来作为模具结构设计的依据。
本次设计主要包括:(1)模流仿真分析注射成型时熔体在型腔中的流动过程非常复杂,与许多因素如聚合物性能、制件结构、温度、压力、时间、模具结构及注射设备等有关。
仿真定量地给出成型过程的成型窗口状态参数(如压力、温度、速度等)。
(2)依据仿真的成型窗口状态参数进行整个注塑模具的结构设计。
如注射机的选择、浇注系统、成型零件、合模机构、脱模机构和冷却系统的设计,绘制模具零件图和装配图等。
关键词:仿真分析;模具设计;一模六腔;PROE建模The Design of Multi-cavity Injection Mould For Multi-way Buttons and Simulation AnalysisABSTRACTThe main features of the design is based on software simulation flow analysis MOLDFLOW to guide the design of die structure. MOLDFLOW software to simulate the injection of plastic melt in the process of filling, cooling and flow, ensuring access tohigh-quality parts. Breaking traditional mold structure design test mode, the process of repair molds, to reduce costs, improve productivity purposes. Obtained the best quality in the simulation results of the data, parameters after the design used as the basis for the mold.The design includes: (1)Moldflow injection molding simulation of melt flow in the cavity is very complex process with many factors. Such as polymer properties, parts structure, temperature, pressure, time, and injection mold structure and other related equipment. Quantitative simulation of the molding window molding process given the state parameters (such as pressure, temperature, speed, etc.). (2) Simulation based on the parameters of the molding window state the structural design of the injection mold. Such as the choice of injection machine, injection system, molded parts, mold bodies, stripping institutions and cooling system design, drawing die part and assembly drawings, etc..Keywords:Simulation Analysis;Mold Design ;Six-cavity Mold;Proe Modeling目录1绪论 (1)1.1 模具工业在国民经济中的地位 (1)1.2我国模具工业的现状 (1)1.3未来模具发展方向 (1)1.4论文的提出及研究意义 (2)2多向按键工艺分析及模具方案的初步确定 (3)2.1塑件的结构和尺寸精度及表面质量分析 (4)2.2塑件的原材料分析 (4)2.3模具方案的初步确定 (6)2.31 模具结构各个部件的分析确定 (6)2.32 总体结构方案的论证和初步确定 (6)3运用MOLDFLOW进行模具结构有限元仿真分析 (7)3.1介绍其功能 (7)3.2 MOLDFLOW分析的流程 (7)3.3应用MOLDFLOW进行分析 (8)3.31 划分产品网格 (8)3.32 选择成型材料 (9)3.33 确定最佳浇口位置 (10)3.34 创建浇注系统及优化 (11)3.35 创建冷却系统及优化 (13)3.36 成型窗口分析 (16)3.37 选择分析类型 (17)3.38 注射工艺参数的优化 (20)4多向按键的注塑模具结构的最终确定 (24)4.1型腔数目及布局的确定 (24)4.2注塑机的选择 (25)4.3分型面的设计 (27)4.4浇注系统的设计 (29)4.41主流道的设计及计算 (29)4.42定位圈 (30)4.43分流道的设计 (30)4.5浇口的设计 (32)4.51浇口形状的分析与确定 (32)4.52浇口位置的确定 (33)4.6排气系统的设计 (34)4.7模架的确定 (34)4.8推出机构的设计 (34)4.81顶杆的设计及计算 (35)4.82复位杆的设计 (36)4.83推板和推杆固定板的设计 (37)4.9合模导向机构的设计 (37)4.10成型零件的设计 (39)4.101计算成型零件的工作尺寸 (40)4.11冷却系统 (42)4.12模具工作原理 (44)5设计总结 (46)参考文献 (47)致谢 (49)附录 (50)1绪论1.1模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
塑料成型的方法概论PPT学习教案
一、塑料的成型特性
1、塑料的类型
⑴ 热固性塑料: 在初次受热时变软,可以制成一定 形状, 但加热 到一定 时间或 加入固 化剂后 ,就硬 化定型 ,再加 热不熔 融也不 溶解, 形成体 型(网 状)结 构物质 的塑料 。
这种类型在成形过程中发生了化学变化,分子 结构产生了变化。
常见的热固性塑料有:酚醛塑料、 氨基塑 料、环 氧树脂 等。
(1)排气式注射成型。排气式注射成型应用的排气式注射机, 在料筒中部设有排气口,亦与真空系统相连接,当塑料化时, 真空泵可将塑料中合有的水汽、单体、挥发性物质及空气经排 气口抽走;原料不必预干燥,从而提高生产效率,提高产品质 量。特别适用于聚碳酸酯、尼龙、有机玻璃、纤维素等易吸湿 的材料成型。
(2) 流动注射成型。流动注射成型可用普通移动螺杆式注射机。 即塑料经不断塑化并挤入有一定温度的模具型腔内,塑料充满型 腔后,螺杆停止转动,借螺杆的推力使模内物料在压力下保持适 当时间,然后冷却定型。流动注射成型克服了生产大型制品的设 备限制,制件质量可超过注射机的最大注射量。其特点是塑化的 物件不是贮存在料筒内,而是不断挤入模具中,因此它是挤出和 注射相结合的一种方法。
(3) 共注射成型。共注射成型是采用具有两个或两个以上注射单 元的注射机,将不同品种或不同色泽的塑料,同时或先后注入模 具内的方法。用这种方法能生产多种色彩和(或)多种塑料的复合 制品,有代表性的共注射成型是双色注射和多色注射。
第12页/共73页
(4) 无流道注射成型。模具中不设置分流道,而由注射机的延 伸式喷嘴直接将熔融料分注到各个模腔中的成型方法。在注射 过程中,流道内的塑料保持熔融流动状态,在脱模时不与制品 一同脱出,因此制件没有流道残留物。这种成型方法不仅节省 原料,降低成本,而且减少工序,可以达到全自动生产
冷作模具材料及热处理规范

②要求韧性好 、变形小的模具: 960~980℃分级淬火 ,
270~290℃回火二次。
第三十六页 ,共七十九页。
3 、应用范围 Cr4W2MoV钢主要用于制造各种冲模 、 冷镦模 、 落料模 、
冷挤凹模及搓丝板 , 可替代Cr 12 型钢 。
三 、其他高耐磨微变形冷作模具钢 中合金冷作模具钢Cr6WV: 具有较好的耐磨性和韧性的配合 ,
据此 , 碳素工具钢制模具的淬火温度选择原则是: 对于小型模具 , 可采用较低淬火温度( 760~ 780℃) 。 对于较大型模具 , 适当提高淬火温度( 800~850℃) 。 对于形状复杂的模具 , 应采用较低淬火温度。
■淬火冷却方式的选择 水溶液 、油冷
冷却方式 水溶液—油 、水溶液—硝盐
分级淬火 、等温淬火
图2~ 11
图2~ 12
由图分析可知: 9Mn2V钢的淬火温度范围较宽 ,在840℃以下淬火 , 力 学性能基本不变 , 840℃以上淬火 , 综合力学性能将会下降 。 因此合适的
淬火温度为780~840℃ , 根据模具的性能要求在此范围可适当调整。
淬火一般采用油冷 , 形状复杂的模具可用100℃热油冷却或硝盐浴 分级淬火。
淬火变形小 易形成网状碳化物 , 锻造不良 , 韧性差
第十五页 ,共七十九页。
2 、热加工工艺
1)锻造
加热: 1100~ 1150℃ ,
始锻: 1050 ~1100℃
终锻: 800~850℃ , 锻后空冷至650℃后缓冷
2)退火与正火
退火工艺: 加热790~830℃ , 等温700~720℃ , 保温1~2h, 炉冷至550℃出炉 。
第十三页 ,共七十九页。
3 、料模 冷挤压模 搓丝板 成型模
《冷冲压工艺与模具设计》课程设计

设计任务书 (2)序言 (3)一、零件的冲裁工业分析 (4)二、拟定制件的冲裁工艺方案 (4)三、模具的结构形式 (5)四、模具的设计以及计算 (5)1.排样 (5)2.裁板 (6)3.计算工序压力、总压力,选择压力机 (6)4.压力中心的确定 (6)5.凸凹模刃口尺寸及公差的计算 (7)6.各主要零件尺寸的确定 (8)五、编写冲压工艺卡 (8)六、绘制模具总装图 (9)七、绘制非标准零件图 (11)八、模具主要零件的加工的加工工艺规程的编制 (13)1.凸凹模的加工工艺 (13)2.垫板的加工工艺 (14)3.凸模固定板的加工工艺 (14)4.落料凸模的加工工艺 (14)5.导正销的加工工艺 (14)6.冲孔凸模的加工工艺 (15)7.卸料板加工工艺 (15)8.凹模加工工艺 (15)9.导料板加工工艺 (15)10.始始挡料销的加工工艺 (16)后记 (17)参考文献: (18)设计任务书一、课程设计的目的《冷冲压工艺与模具设计》课程设计是冷冲模课程的最后一个教学环节,同时是第一次对学生进行全面的模具设计训练。
其基本目的是:(1)综合运用冷冲模课程和其它有关先修课程的理论及生产实践的知识去分析和解决模具设计问题,并使所学专业知识得到进一步巩固和深化。
(2)学习模具设计的一般方法,了解和掌握常用模具整体设计、零部件的设计过程和计算方法,培养正确的设计思想和分析问题、解决问题的能力,特别是总体设计和计算的能力。
(3)通过计算和绘图,学会运用标准、规范、手册、图册和查阅有关技术资料等,培养模具设计的基本技能。
二、课程设计的内容课程设计的题目为常用简单冲压零件的冲模设计,具体题目见每组的分组名单。
其具体内容如下:(1)模具整体方案设计,包括零件的工艺分析、模具类型的确定、压力中心计算、刃口尺寸计算、压力机选择等;(2)模具整装配图和模具重要零件设计;(3)编写设计计算说明书。
要求每个学生完成:模具整体装配图1 张,凸模、凹模或凸凹模等零件图3-5张,设计计算说明书1份(不少于20页)。
材料成型原理各章重点

第一章重点总结第一节了解即可,没有出过题。
第二节1.纯金属的液态结构(11页第三段)2.实际金属的液态结构(11页第四段第五行,从“因此,实际液态金属-----”到段末)3.名词解释温度起伏,结构起伏,能量起伏(11页三、四段中)4.13页第一段“X射线衍射-----”第三节5.影响液态金属粘度的因素(14页)(1)化学成分,难熔化合物的液体粘度较高,熔点低的共晶成分合金粘度低(2)温度,液体金属的粘度随温度的升高而降低。
(3)非金属夹杂物,非金属夹杂物使液态金属粘度增加6.粘度在材料成形过程中的意义1)对液态金属净化的影响(2)对液态合金流动阻力的影响(3)对凝固过程中对流的影响7.名词解释,表面张力(15页最下面一句“总之,一小部分---”)8.表面张力产生的原因,(16页第一段)9.影响表面张力的因素(见2005年A卷二大题1小题)第四节10.流变铸造及特点(21页第一段“即使固相体积分数达到---”至最后,及21页最后一段,22页第一段)11.半固态金属表观粘度的影响因素(21页2 3 4段)第二章重点总结1铸造概念(22页第一段第一句)第一节2.液态金属充型能力和流动性有何本质区别(见2006年A卷第2题)3.两种金属停止流动机理(1)纯金属和窄结晶温度范围合金的停止流动机理(22页最后一段)(2)款结晶温度范围合金停止流动机理(23页第二三段)4.影响充型能力的因素及促进措施(1)金属性质方面的因素1.合金成分2.结晶潜热3.金属比热容4液态金属粘度5表面张力(2)铸型性质方面的因素1铸型蓄热系数,蓄热系数越大,铸型的激冷能力就越强2.铸造温度(3)浇注条件方面因素1.浇注温度2充型压头3浇注系统结构(4)铸件结构方面因素1折算厚度2铸件复杂程度(每点后最好总结一句话)第二节5.金属凝固过程中的流动(第二节1、2段)第三节6.了解存在三种传热;对流传热,传导传热,辐射传热即可第四节7.了解存在三种计算凝固时间的方法1理论计算法2平方根定律3折算厚度法即可第三章重点第一节1为什么过冷是液态合金结晶的驱动力(见2006年A卷第1题)2. 何为热力学能障和动力学能障?凝固过程中是如何克服这两个能障的?(见2005年D卷第3题)第二节 3.形核条件(40页第一段)4.名词解释,匀质形核,非匀质形核(41页最上部)5,2007年B卷第1题6.记住公式3-17 7.2006年A卷第3题第三节8.晶体宏观长大方式晶体宏观长大方式取决于界面前方液体中的温度分布,即温度梯度(1)平面方式长大固-液界面前方液体中的温宿梯度大于0,液相温度高于界面温度,称为正温度梯度分布。
弹箭 零件的冷冲压
图5-16 弯曲件的回弹
返回
图5-17 拉伸类零件
返回
图5-18 平板拉伸成圆筒件时的网格变化
返回
图5-19 圆筒拉伸件沿高度方向的厚度及硬度 分布
[任务5.3]抢答器设讨
5.3.3硬件设计
16路抢答器的硬件电路如图5-13所示。
5.3.4软件设计
主程序流程如图5-14所示。 中断服务程序流程如图5-15所示。
5.3.5电路仿真运行结果
对上述电路用Proteus软件进行仿真,其 结果如图5-16、图5-17、图5-18所示。
上一页 返回
上一页 下一页 返回
[任务5.2]LED数码显示器接口设 讨
5. 2. 5动态显示电路的软件结构
动态显示编程的难点就是逐位轮流点亮。 在轮流点亮LED显示器过程中,每位LED显 示器的点亮时间是极为短暂的(约1 ms), 但由于人的视觉停留现象及发光二极管的 余晖效应,尽管实际上各个LED显示器并 非同时点亮,但只要扫描的速度足够快, 给人的印象就像是所有的LED显示器同时 点亮一样,很稳定,不会有闪烁感。
② 适用于无顶板的单角弯曲。
4. 弯曲件的回弹 见图5-16
上一页 下一页 返回
5.4 圆筒件的不变薄拉伸
拉伸类零件占弹箭冷冲压零件的大多数。这类零件以拉伸为主要成型 工序,经过一次或多次的拉伸或再附加以少量的成型工序,可以获得 复杂的薄壁零件。图5-17所示是典型的拉伸类零件。
1 圆筒件的不变薄拉伸变形过程
[任务5.1]键盘接口设计
5.1.1独立式按键的硬件电路结构及工作原理
在单片机控制系统中,如果需要按键个数 较少或功能要求较为简单时,可采用独立 式按键结构。独立式按键的电路如图5-1所 示。
最新cDIN_EN_10149-1.(中文12-2)
1.2 该欧洲标准不适用于压力罐钢制作的产品,更不适用于其他欧标或欧洲标准 (现有的或正在编辑的)所规定的产品,例如:
— 非合金结构钢的热轧产品(见 EN 10025) — 普通结构钢锻造成的半成品(见欧标 30) — 焊接适应性好的细晶粒结构钢(见 EN 10113 第 1 至第 3 部分) — 高屈服点的、调质处理或沉淀硬化的钢板和宽钢板(见 EN 10137 第 1 至
EN 10045-1 金属材料-夏皮缺口冲击韧性试验-第 1 部分:试验方法
欧标 6(1955)1) 钢材抗弯试验
欧标 12(1955)1) 厚度在 3 mm 以上的钢板和带钢的折弯试验
欧标 18(1979)1) 试样截取件的选择与备制和钢与钢产品试验
欧标 103(1971)1) 钢的铁素体和奥氏体粒度的显微镜探测
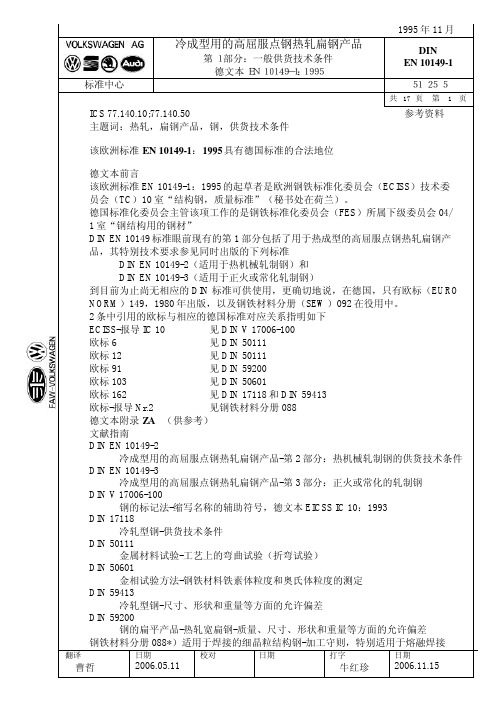
冷成型用的高屈服点钢热轧扁钢产品 第 1 部分:一般供货技术条件
该欧洲标准于 1995 年 8 月 6 日被欧洲标准化委员会(CEN)采用
凡是 CEN 的成员,都有义务遵守 CEN/CENELEC(/欧洲电工标准化委员会)的议事规 程,不过这种遵守是有条件的,即该欧洲标准的问世,并不改变一国的国家标准的 合法地位。目前,这些国家标准的目录及目录说明书,可向企业管理中心或 CEN 成员 处询问购得.
欧标 162
见 DIN 17118 和 DIN 59413
欧标-报导 Nr.2
见钢铁材料分册 088
德文本附录 ZA (供参考)
文献指南
DIN EN 10149-2
冷成型用的高屈服点钢热轧扁钢产品-第 2 部分:热机械轧制钢的供货技术条件
DIN EN 10149-3
冷成型用的高屈服点钢热轧扁钢产品-第 3 部分:正火或常化的轧制钢
果干冷成型工艺流程

果干冷成型工艺流程
果干冷成型工艺流程主要包括以下几个步骤:
1. 原材料准备:选择新鲜的水果作为原材料,清洗去除杂质,并将其切成适当的大小。
2. 蒸煮处理:将切好的水果放入蒸煮设备中进行蒸煮处理,以杀灭细菌、酵母和霉菌等微生物,同时软化水果的组织。
3. 搅拌和过滤:将蒸煮后的水果放入搅拌机中进行搅拌,使其成为均匀的糊状物。
然后,通过过滤设备将糊状物中的固体颗粒和纤维等杂质去除。
4. 冷却:将过滤后的果泥放入冷却设备中进行快速冷却,以保持果泥的新鲜度和口感。
5. 成型:将冷却后的果泥放入成型设备中,通过模具将其成型为所需的形状,如块状、片状或条状等。
6. 干燥:将成型后的果干放入干燥设备中进行干燥处理,以去除水分,延长果干的保质期。
7. 包装:将干燥后的果干进行包装,常见的包装方式有袋装、盒装等,以保护果干的品质和卫生。
8. 检验和质量控制:对成品果干进行质量检验,确保符合相关标准
和规定。
9. 成品入库:将经过检验合格的果干进行入库,待销售或分发给消费者。
以上是果干冷成型工艺流程的基本步骤,具体操作和设备配置可能会有所差异,视厂家和产品类型而定。
注塑成型工艺注射模温度调节系统
(10-18)
式中 W——单位时间内注入型腔中塑料质量,kg/h;
N——每小时注射次数; G——每次塑料注射量,kg;
Q1——单位质量塑料制件从熔体进入型腔开始到冷却结束时所
放出热量,kJ/kg;又称为单位热流量之差或热焓之差。
对于一些塑料,可从图10-2中得到不一样温度下热焓量,
第十章 注射模温度调整系统
重点掌握
一、 温度调整必要性 二、 冷却管道工艺计算 三、 冷却系统设计标准
注塑成型工艺注射模温度调节系统
第1页
第一节 温度调整必要性
一、温度调整对塑件质量影响
1.变形
模具温度稳定,冷却速度均衡,可减小塑件变形。 对壁厚不一致和形状复杂塑件,经常会出现因收缩不均 匀而产生翘曲变形情况。故须采取适当冷却系统,使模 具凹模与型芯各个部位温度基本保持一致,方便型腔内 塑料熔体能同时凝固。
Q1——单位重量塑件在凝固时所放出热量,kJ/kg; ρ——冷却介质密度,kg/m3;
c1——冷却介质比热容,kJ/(kg·℃);
θ1——冷却介质出口温度,℃;
θ2——冷却介质进口温度,℃。
注塑成型工艺注射模温度调节系统
第15页
Q1可表示为
Q1 c2 3 4 u (10-13)
式中 c2——塑料比热容,kJ/(kg·℃); θ3、θ4——分别为塑料熔体温度和推出前塑件温度,℃;
A——冷却介质传热面积,m2;
Δθ——模具温度与冷却介质温度之间差值,℃;
t——冷却时间,s。
式(10—1)知,当所需传递热量Q不变时,可经过以下
三条路径来缩短冷却时间。
注塑成型工艺注射模温度调节系统
第6页
1.提升传热膜系数
2018年镀锌管材质证明书word版本 (17页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==镀锌管材质证明书篇一:镀锌合格证镀锌企业理念合格证信誉第一JIANXING许可证编号:XK11-001-00032日照市建兴铁塔有限公司工件名称:热镀锌铁塔铁塔镀锌件,经检验符合 GB/T470-201X Zn0#标准,准予出厂质量第一地址:日照市莒县县城西环路西侧邮编:276500 电话:0633-6167998 受检单位:镀锌车间检测类别:抽检检测:审核:批准:批准日期:合格证日照市建兴铁塔有限公司使用单位:塔址:型号:3GT-50-0.55 塔高:塔重:工程编号:经检验合格准予出厂检验员:角钢塔出厂构件交/复验单地市公司名称: 站名:塔型:生产厂家:篇二:镀锌铁皮质量证明书购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准gb/t13793-201X 质保书编号合同号车号苏e39713业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-201X 质保书编号合同号车号苏e39713业务员:检查单位:购货单位收货单位昆山炅悦昆山正阳镀锌有限责任公司执行标准 gb/t13793-201X 质保书编号合同号车号苏e39713业务员:检查单位:篇二:产品质量证明书篇三:镀锌板国家新标准镀锌板国家新标准201X-5-15目录前言 1 范围 2 规范性引用文件3 术语和定义4 分类及代号5 尺寸、外形、重量及允许偏差 6订货内容 7技术要求 8试验方法 9检验规则 10包装、标志及质量证明书附录a(规范性附录)理论计重时的重量计算方法前言本标准参考 iso 3575:1996 《商品级、固定成型级和冲压级连续热镀锌碳素钢薄板》,iso 41996《结构级连续热镀锌碳素薄钢板》和 din en 10142:201X《连续热镀锌结构钢板及钢带技术条件》,din 10147:201X《冷成形用低碳钢连续热镀锌钢板及钢带供货技术条件》并结国具体情况对 gb/t 2518—1998《连续热镀锌薄钢板及钢带》进行了修订。
WPC材料的知识介绍教案
二、WPC的应用
1、户外用品 户栏、垃圾筒、坐椅、户外
地板 2、结构部件
WPC托盘、结构支撑杆 3、其它方面
第3页/共17页
第4页/共17页
第5页/共17页
第6页/共17页
第7页/共17页
三、WPC材料的性能及加
工特1、性具有优良的物理化学特性:
有类似木具有优良的物理化学特 性:有类似木材的外观,况且比 木材的尺寸稳定(吸水性方面), 无木材节疤、斜纹;同时可以加 入着色剂、覆膜或复合表层制成 各种制品,硬度比塑料高,使用 寿命长.材的外观,
WPC国内发展状况
据统计我国现有从事WPC材料 的企业大概有150多家,但其上 规模的WPC材料生产厂家不到 15家,特别近2~3年发展比较迅 速,许多企业纷纷上塑木项目, 但是生产的产品比较单一,生产 成本比较高,附加值低,产品主 要以塑木托盘、景观制品为主, 我国塑木托盘第1发页/共1展7页 已处于成熟阶 段。
WPC成型方法介绍
WPC成型采用的主机
单螺杆挤出机
同向双螺杆挤出机
异向锥形双螺杆挤出机
成型方法
分为一步法和二步法
一步法:高速混合好的原料直接 挤出成型
二步法:1、先第1把2页/共高17页速混合好的料 造粒
五、我国WPC发展存在的问题
1、研发力度不够 主要表现在研发力量分散、
资金不足 2、木质纤维材料回收利用率底 3、机械设备存在问题 表现在生产
WPC存在的缺点
1、机械强度不够,在作为结构材料使用 时,需要加增强材料
2、易老化变色,耐候性差
3、抗蠕变性差
4、易发生翘曲变形
第10页/共17页
四、WPC机械设备
主要设备
最新EN10131-冷成形用冷轧无涂层低碳钢和高屈服极限的(总9页)精品文档
最新E N10131-冷成形用冷轧无涂层低碳钢和高屈服极限的(总9页)精品文档EN10130-1999.pdfEN10131-1991冷成形用冷轧无涂层低碳钢和高屈服极限的普通钢的扁平制品.尺寸和形状公差.pdfEN10131-1992.PDFEN10131-2006.pdfEN10132-1-2000热处理用冷轧窄钢带材.技术提交条件.第1部分_一般.pdfEN10132-2-2000热处理用冷轧窄钢带材.技术提交条件.第2部分_表面硬化钢.pdfEN10132-3-2000热处理用冷轧窄钢带材.技术提交条件.第3部分_淬火和回火.pdfEN10132-4-2000热处理用冷轧窄钢带材.技术提交条件.第4部分_弹簧钢和其它用途钢.pdfEN10136-1989黑色金属材料的化学分析.钢中镍的测定.火焰原子吸收分光光度测定法.pdfEN10139-1997冷成型加工用无涂层低碳钢制冷轧窄钢带.技术交货条件.pdfEN1014-1-1995木材防腐剂.沥青浸渍油以及用该油的浸渍木材.取样和分析.第1部分_沥青浸渍油取样法.pdfEN1014-2-1995木材防腐剂.沥青浸渍油以及用该油的浸渍木材.取样和分析.第2部分_跟踪分析用从浸渍木材中提取.pdfEN1014-3-1997木材防腐剂.沥青浸渍油以及用该油浸渍的木材.取样和分析方法.第3部分_杂酚油中苯芬花含量的测.pdfEN1014-4-1995木材防腐剂.煤焦浸渍油及用该油浸渍的木材.取样和分析.第4部分_煤焦浸渍油中水解萃取苯酚含量.pdfEN10140-1996冷轧窄钢带.尺寸和形状公差.pdfEN10142-2000.pdfEN10143-1993连续热镀钢板和钢带.极根尺寸和形状公差.pdfEN10147-1991.pdfEN10149-1-1995冷成型用高屈服点钢制热轧扁平产品.第1部分_一般交货条件.pdfEN10149-2-1995冷成型用高屈服点钢制热轧扁平产品.第2部分_热机械轧制钢的交货条件.pdfEN10149-3-1995冷成型用高屈服点钢制热轧扁平产品.第3部分_普通退火和轧制钢交货条件.pdfEN1015-1-1998圬工用灰浆的检验方法.第1部分_用筛分分析测定粒度分布.pdfEN1015-10-1999圬工用灰浆的检验方法.第10部分_固体灰浆干燥体密度的测定.pdfEN1015-11-1999圬工用灰浆的检验方法.第11部分_固体灰浆的弯曲拉伸强度和抗压强度的测定.pdfEN1015-12-2000圬工用灰浆的试验方法.第12部分_在基底物上硬化打底和涂抹灰浆的粘结强度的测定.pdfEN1015-17-2000圬工用灰浆的试验方法.第17部分_新凝灰浆中水溶性氯化物含量的测定.pdfEN1015-18-2002圬工用灰浆的检验方法.第18部分_测定硬化泥浆毛吸作用引起的水吸收系.pdfEN1015-19-1998圬工用灰浆的检验方法.第19部分_粉刷灰浆制固定灰浆的水蒸气渗透性的测定.pdfEN1015-2-1998圬工用灰浆的检验方法.第2部分_灰浆的取样和检验灰浆的制备.pdfEN1015-21-2002圬工用灰浆的检验方法.第21部分_测定底层灰浆与基材的兼容性.pdfEN1015-4-1998圬工用灰浆的检验方法.第4部分_用渗透器测定新鲜灰浆的粘度.pdfEN1015-6-1998圬工用灰浆的检验方法.第6部分_测定新鲜灰浆的粗密度.pdfEN1015-7-1998圬工用灰浆的检验方法.第6部分_测定新鲜灰浆的粗密度.pdfEN1015-9-1999圬工用灰浆的检验方法.第9部分_新鲜灰浆的可处理时间和可修正时间的测定.pdfEN10151-2002弹簧用不锈钢带材.交货技术条件.pdfEN10152-2003电解镀锌冷轧扁钢制品.交货技术条件.pdfEN10160-1999.PDFEN10160-1999厚度大于或等于6毫米的钢板制品的超声波检验(平面反射法).pdfEN10162-2003冷轧钢型材.交货技术条件.尺寸和横截面公差.pdfEN10163-1-2004热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第1部分_一般要求.pdfEN10163-2-2004热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第2部分_薄板和宽扁钢.pdfEN10163-3-2004热轧钢制品表面状态的供货条件(薄板.宽扁钢和异型钢).第3部分_异型钢.pdfEN10164-2004经调质垂直于制品表在变形性能的钢制品.交货技术条件.pdfEN10165-1995非最终退火装态下合金钢制冷轧电工钢片和钢带.pdfEN10168-2004钢产品.检查文件.信息和描述表.pdfEN10169-1-1996连续有机涂层(带涂层)的钢板制品.第1部分_概述(定义,材料,极限偏差,试验法).pdfEN10169-2-2006.pdfEN10169-3-2003连续有机涂层(盘绕涂层)变平钢轧材.建筑物内部用品.pdfEN1017-1998用于制备饮用水的产品.半烧结的白云石.pdfEN10179-1989黑色金属材料的化学分析.钢中氮(微含量)的测定.光度法.pdfEN1018-1998用于制备饮用水的产品.碳酸钙.pdfEN10181-1989黑色金属材料的化学分析.钢中铅含量)的测定.火焰原子吸收分光光度测定法.pdfEN10184-1989钢铁材料的化学分析.钢内和铁内磷的测定.分光光度法.pdfEN10188-1989黑色金属材料的化学分析.钢铁中铬的测定.火焰原子吸收分光光度测定法.pdfEN102-1991.pdfEN1020-1997用风扇输送燃气和-或废气,不超过300kV额定热负载,非家用室内供暖的强对流气体燃烧热气发生器.pdfEN10200-1991钢铁冶炼材料的化学分析.钢中硼含量的测定.分光光度法.pdfEN10202-2001.pdfEN10204-2004.pdfEN10204-2004冶金产品.检验文件型式.pdfEN10205-1992.pdfEN10207-2005简单的压力容器用钢材.薄钢板,带钢和棒钢的交货技术条件.pdfEN10208-1-1997易燃液体或气体用管道钢管.交货技术条件.第1部分_要求等级为A的管.pdfEN10208-2-1996易燃液体或气体用管道钢管.交货技术条件.第2部分_要求等级为B的管.pdfEN10209-1996.pdfEN1021-1-2006家具.装璜家具易燃性的评估.第1部分_火源_燃着的香烟.pdfEN1021-2-2006家具.室内装璜家具易燃性的评估.第2部分_火源_等同于火柴的煤气火焰.pdfEN10210-1-1994非合金结构钢和精粒结构钢制的钢构件用热成型空心型件.第1部分_交货技术要求.pdf EN10210-2-2006.pdfEN10211-1995钢铁材料的化学分析.钢和铁中钛含量测定.火焰原子吸收光谱测定法.pdfEN10212-1995生铁材料的化学分析.用分光光度法测定钢和铁中的砷含量.pdfEN10213-1-1995压力容器用铸钢的交货技术条件.第1部分_概述.pdfEN10213-2-1995压力容器用铸钢的交货技术条件.第2部分_室温和高温下使用的钢种.pdfEN10213-3-1995压力容器用铸钢的交货技术条件.第3部分_低温下使用的钢种.pdfEN10213-4-1995压力容器用铸钢的交货技术条件.第4部分_奥氏体和奥氏体铁素钢种.pdfEN10216-1-2002压力载荷用无缝钢管.交货技术条件.第1部分_具有室温下规定性能的非合金钢管.pdf EN10216-2-2002压力载荷用无缝钢管.交货技术条件.第2部分_具有较高温度下规定性能的非合金和合金钢管.pdfEN10216-3-2002压力载荷用无缝钢管.交货技术条件.第3部分_细粒合金钢管.pdfEN10216-4-2002压力载荷用无缝钢管.交货技术条件.第4部分_具有低温下规定性能的非合金和合金钢管.pdfEN10216-5-2004压力无缝钢管.交货技术条件.无缝钢管.pdfEN10217-1-2002压力载荷用焊接钢管.交货技术条件.第1部分_具有室温下规定性能的非合金钢管.pdf EN10217-2-2002压力载荷用焊接钢管.交货技术条件.第2部分_具有较高温度下规定性能的电焊非合金和合金钢管.pdfEN10217-3-2002压力载荷用焊接钢管.交货技术条件.第3部分_细粒合金钢管.pdfEN10217-4-2002压力载荷用焊接钢管.交货技术条件.第4部分_具有低温下规定性能的电焊非合金钢管.pdfEN10217-5-2002压力载荷用焊接钢管.交货技术条件.第5部分_具有较高温度下规定性能的埋弧焊接非合金和合金钢.pdfEN10217-6-2002压力载荷用焊接钢管.交货技术条件.第6部分_具有低温下规定性能的埋弧焊接非合金钢管.pdfEN10217-7-2005压力用途焊接钢管.交货技术条件.不锈钢管.pdfEN10218-1-1994钢丝和线材产品.概述.第1部分_检验方法.pdfEN10218-2-1996钢丝和线材产品.概述.第2部分_线材尺寸和公差.pdfEN10219-1-1997.pdfEN10219-1-1997非合金结构钢和细晶粒结构钢的冷成形结构空心型材.第1部分_交货技术要求.pdfEN10219-2-1997.pdfEN10219-2-1997非合金结构钢和细晶粒结构钢的冷成形结构空心型材.第2部分_公差,尺寸和分段性能.pdfEN1022-2005.PDFEN1022-2005居室家具.可就坐的家具.稳定性测试.pdfEN10220-2002无缝钢管.单位长度尺寸重量通用表.pdfEN10221-1995热轧钢棒和线材的表面质量等级.交货技术条件.pdfEN10222-1-1998压力容器用钢锻件.第1部分_自由成型锻件的一般要求.pdfEN10222-2-1999-AC-2000.pdfEN10222-2-1999压力容器用钢锻件.第2部分_特定高温性能的铁素体和马氏体钢.pdfEN10222-3-1998压力罐用钢制锻件.第3部分_低温下有确定性能的镍钢.pdfEN10222-4-1998压力罐用钢制锻件.第4部分_高膨胀极限适于焊接的微粒结构钢.pdfEN10222-5-1999-AC-2000.pdfEN10222-5-1999压力容器用钢锻件.第5部分_马氏体、奥氏体和奥氏体铁素体不锈钢.pdfEN10223-1-1997栅栏用钢丝和钢丝制品.第1部分_锌和锌合金涂层的有刺钢丝.pdfEN10223-2-1997栅栏用钢丝和钢丝制品.第2部分_农业,隔离和栅栏用六角网目钢丝编织物.pdfEN10223-3-1997栅栏用钢丝和钢丝制品.第3部分_建筑用带六角网目的钢丝编织物.pdfEN10223-4-1998栅栏用钢丝和钢丝制品.第4部分_栅栏用钢丝焊接的格网.pdfEN10223-5-1998栅栏用钢丝和钢丝制品.第5部分_栅栏用钢丝铰链网格和结节网格.pdfEN10223-6-1998栅栏用钢丝和钢丝制品.第6部分_栅栏用正方形网目的钢丝编织物.pdfEN10223-7-2002栏栅用钢丝和钢丝制品.第7部分_栏栅用焊接钢丝板条.pdfEN10224-2005.pdfEN10225-2001固定近海结构的可焊接结构钢.技术交货条件.pdfEN10226-1-2004.pdfEN10226-3-2005.PDFEN10228-1-1999.PDFEN10228-1-1999钢锻件的无损检验.第1部分_磁粉探伤.pdfEN10228-2-1998.pdfEN10228-2-1998钢锻件的无损检验.第2部分_渗透检验.pdfEN10228-3-1998钢制锻件的无损检验.第3部分_铁氧体钢制或马氏体钢制锻件的超声波试验.pdfEN10228-4-1999钢锻件的无损检验.第4部分_奥氏和奥氏铁氧体非合金钢锻件的超声波检验.pdfEN1023-1-1996办公室家具.隔断墙板.第1部分_尺寸.pdfEN1023-2-2000办公室家具.隔断墙板.第2部分_机械安全要求.pdfEN1023-3-2000办公室家具.隔断墙板.第3部分_试验方法.pdfEN10230-1-1999钢丝钉.第1部分_一般用途的散装钉.pdfEN10238-1996结构钢制经自动喷射和自动涂层处理的产品.pdfEN1024-1997不连续铺设用粘土屋顶砖.几何特性测定.pdfEN10240-1997钢管用内部和-或外部防护涂层.通过在自动设备中热浸镀锡进行的涂层的规定.pdfEN10241-2000螺纹钢管.pdfEN10242-1994可锻铸铁制螺纹管件.pdfEN10243-2-1999钢热模锻件.尺寸公差.第2部分_在水平锻造机器上的顶锻.pdfEN10244-1-2001钢线和钢线产品.钢线上的有色金属涂层.第1部分_一般规则.pdfEN10244-2-2001钢线和钢线产品.钢线上的有色金属涂层.第2部分_锌和锌合金涂层.pdfEN10244-3-2001钢线和钢线产品.钢线上的有色金属涂层.第3部分_铝涂层.pdfEN10244-4-2001钢线和钢线产品.钢线上的有色金属涂层.第4部分_锡涂层.pdfEN10244-5-2001钢线和钢线产品.钢线上的有色金属涂层.第5部分_镍涂层.pdfEN10244-6-2001钢线和钢线产品.钢线上的有色金属涂层.第6部分_铜,青铜和黄铜涂层.pdfEN10245-1-2001钢线和钢线产品.钢线上的有机涂层.第1部分_一般规则.pdfEN10245-2-2001钢线和钢线产品.钢线上的有机涂层.第2部分_PVC涂层线.pdfEN10245-3-2001钢线和钢线产品.钢线上的有机涂层.第3部分_PE涂层线.pdfEN10245-4-2003钢丝和钢丝产品.钢丝上的有机涂层聚脂涂覆钢丝.pdfEN10246-1-1996钢管的无损检测.第1部分_证明密封性用无缝和焊接铁磁钢管(埋弧焊除外)的自动电磁检验.pdfEN10246-10-2000钢管的无损检验.第10部分_缺陷探测用自动熔融电弧焊接钢管焊缝的放射线检验.pdf EN10246-11-2000钢管的无损试验.第11部分_表面缺陷探测用的无缝和焊接钢管的液体渗透试验.pdfEN10246-12-2000钢管的无损检验.第12部分_表面缺陷探测用无缝和焊接铁磁钢管的磁粉探伤.pdfEN10246-13-2000钢管的无损检验.第13部分_无缝和焊接(埋弧焊除外)钢管的自动全周超声波测厚检验.pdfEN10246-14-1999钢管的无损试验.第14部分_无缝和焊接钢管(埋头焊接除外)叠层缺陷检测的自动超声波试验.德文.pdfEN10246-15-2000钢管的无损检验.第15部分_用于检测层状缺陷的焊接钢管生产时用的带材-板材的自动超声波检验.pdfEN10246-16-2000钢管的无损检验.第16部分_层状缺陷检测用焊接钢管焊缝区域的自动超声波检验.pdf EN10246-17-2000钢管的无损检验.第17部分_层状缺陷检测用无缝和焊接钢管管端的超声波检验.pdfEN10246-18-2000钢管的无损检验.第18部分_层状缺陷检测用无缝和焊接铁磁钢管管端的磁粉探伤.pdf EN10246-2-2000钢管的无损试验.第2部分_证明液压渗漏紧密性的无缝和焊接(埋弧焊接除外)的奥氏体和铁素体-奥.pdfEN10246-3-1999钢管的无损试验.第3部分_无缝和焊接钢管(埋弧焊接除外)缺陷检测的自动涡电流试验.德文版本EN.pdfEN10246-4-1999钢管的无损检验.第4部分_横向不完整性检测用铁磁无缝钢管的自动全外围磁换能器检验-磁漏检验.pdfEN10246-5-1999钢管的无损检验.第5部分_纵向不完整性检测用铁磁无缝和焊接(埋弧焊接除外)钢管的自动全外围.pdfEN10246-6-1999钢管的无损试验.第6部分_无缝钢管横向缺陷探测的自动全周长超声波试验.pdfEN10246-7-2005钢管的无损检测.第7部分_证明长度误差用整个管圆周上无缝和焊接铁磁钢管(埋弧焊除外)的自动.pdfEN10246-8-1999钢管的无损试验.第8部分_电焊钢管焊缝径向缺陷探测的自动超声试验.pdfEN10246-9-2000钢管的无损试验.第9部分_径向和-或横向缺陷探测用的埋弧焊钢管的自动超声试验.pdf EN10248-1-1995非合金钢制热轧板桩.第1部分_交货技术条件.pdfEN10248-2-1995非合金钢制热轧板桩.第2部分_极限尺寸和外形公差.pdfEN10249-1-1995非合金钢制冷成型板桩.第1部分_交货技术条件.pdfEN10249-2-1995非合金钢制冷成型板桩.第2部分_极限尺寸和外形公差.pdfEN10250-1-1999通用工程用开式模锻钢件.第1部分_一般要求.pdfEN10250-2-1999通用工程用开式模锻钢件.第2部分_非合金质量级钢和特种钢.pdfEN10250-3-1999通用工程用开式模锻钢件.第3部分_特种合金钢.pdfEN10250-4-1999通用工程用开式模锻钢件.第4部分_不锈钢.pdfEN10251-1997磁性材料.测定电工钢片和电工钢带几何特性值的方法.pdfEN10252-1997磁性材料.中等频率下电工钢片和电工钢带的磁性测量的方法.pdfEN10253-1-1999对焊管配件.第1部分_一般用途和无特定检验要求的锻造碳钢.pdfEN10254-1999闭模锻造的钢锻件.通用技术交货条件.pdfEN10255-2004.pdfEN10256-2000钢管的无损检验.1级和2级检验师的合格证明及能力.pdfEN10257-1-1998.pdfEN10257-1-1998电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第1部分_地下铺设的电缆.pdfEN10257-2-1998.pdfEN10257-2-1998电流电缆和通信电缆加固用锌或锌合金涂层的非合金钢丝.第2部分_海底电缆.pdfEN10258-1997冷轧不锈钢窄带材和剪切长度.极限尺寸和外形公差.pdfEN10259-1997冷轧不锈钢宽带材和薄板.极限尺寸和外形公差.pdfEN1026-2000门窗.透气率.试验方法.pdfEN10263-1-2001冷镦和冷挤压的钢杆材、棒材和线材.第1部分_一般交货技术条件.pdfEN10263-2-2001冷镦和冷挤压的钢杆材、棒材和线材.第2部分_冷处理后不用于热处理的钢的交货技术条件.pdfEN10263-3-2001冷镦和冷挤压的钢杆材、棒材和线材.第3部分_表面硬化钢的交货技术条件.pdfEN10263-4-2001冷镦和冷挤压的钢杆材、棒材和线材.第4部分_淬火和回火钢的交货技术条件.pdfEN10263-5-2001冷镦和冷挤压的钢杆材、棒材和线材.第5部分_不锈钢的交货技术条件.pdfEN10264-1-2002钢丝和钢丝产品.绳索用钢丝.第1部分_一般要求.pdfEN10264-2-2002钢丝和钢丝产品.绳索用钢丝.第2部分_一般绳索用的冷拉非合金钢丝.pdfEN10264-3-2002钢丝和钢丝产品.钢丝绳用钢丝.第3部分_3_重型装置用圆形和异型非合金钢丝.pdfEN10264-4-2002钢丝和钢丝产品.绳索用钢丝.第4部分_不锈钢钢丝.pdfEN10265-1995磁性材料.确定机械性能和磁性能的薄钢板和带钢的要求.pdfEN10266-2003.pdfEN10267-1998由热变形温度产生的沉淀硬化铁氧-珠光体钢.pdfEN10268-1998微型合金钢制冷变形用高延展极限冷轧平面产品.交货技术要求.pdfEN10269-1999具有特殊高温和-或低温性能的紧固件用钢和镍合金.pdfEN10269.pdfEN1027-2000门窗.水密性.试验方法.pdfEN10270-3-2001机械弹簧用钢丝.第3部分_不锈钢弹簧钢丝.pdfEN10271-1998带电解分离锌-镍(ZN)涂层的平面钢制品.交货技术条件.pdfEN10272-2000压力设备用不锈钢棒材.pdfEN10273-2000规定高温性能的压力容器用热轧可焊钢棒.pdfEN10274-1999金属材料.重量坠落试验.pdfEN10275-1999金属材料.管环液压压力试验.pdfEN10276-1-2000铁素体材料的化学分析.钢铁中氧的含量测定.第1部分_氧测定用钢样品的抽样和制备.pdfEN10277-1-1999.PDFEN10277-1-1999光亮钢产品.技术交货条件.第1部分_总则.pdfEN10277-2-1999.PDFEN10277-2-1999光亮钢产品.技术交货条件.第2部分_一般工程用钢.pdfEN10277-3-1999.PDFEN10277-3-1999光亮钢产品.技术交货条件.第3部分_快削钢.pdfEN10277-4-1999.PDFEN10277-4-1999光亮钢产品.技术交货条件.第4部分_表面硬化钢.pdfEN10277-5-1999.PDFEN10277-5-1999光亮钢产品.技术交货条件.第5部分_回火和淬火钢.pdfEN10278-1999.pdfEN10278-1999光亮钢产品的尺寸和公差.pdfEN10279-2000热轧钢管道.形状,尺寸,质量公差.德文版本EN10279_2000.pdfEN1028-1-2002消防泵.带起动注油器的消防离心泵.第1部分_分类、总则和安全要求.pdfEN1028-2-2002消防泵.带起动注油器的消防离心泵.第2部分_总则和安全要求的检定.pdfEN10280-2001磁性材料.使用单片试验机测量电工钢板和带钢的磁性的方法.pdfEN10282-2001磁性材料.测定电工钢板和带钢表面绝缘电阻的试验方法.pdfEN10283-1998耐蚀钢铸件.pdfEN10284-2000聚乙烯(PE)管系统用带压缩端的可锻铸铁配件.pdfEN10288-2002.pdfEN10289-2002.pdfEN10290-2002.pdfEN10291-2000金属材料.单轴蠕变拉伸试验.试验方法.pdfEN10293-2005一般工程用钢铸件.pdfEN10294-1-2005机制空心棒.技术交货条件.第1部分_非合金和合金钢.pdfEN10295-2002耐热钢铸件.pdfEN10296-1-2003机械和一般工程用焊接圆钢管.交货技术条件.第1部分_非合金及合金钢管.pdfEN10296-2-2005机械工程和一般工程用焊接圆钢管.交货技术条件.第2部分_不锈钢.pdfEN10297-1-2003机械和一般工程用无缝圆形钢管.交货条件技术.非合金和合金钢管.pdfEN10297-2-2005机械和一般工程用无缝钢管.交货技术条件.第2部分_不锈钢.pdfEN10298-2005岸上和海底管路用钢管和管件.水泥灰浆内衬.pdfEN103-1991.pdfEN10301-2003岸上及海底管道用钢管及配件.非腐蚀性气体的输送用减少摩擦的内涂层.pdfEN10302-2002耐蠕变的镍和钴合金钢.pdfEN10303-2001在中等频率使用的薄磁性钢片材和带材.pdfEN10304-2001继电器用磁性材料(钢铁).pdfEN10305-1-2002(Incldue Corrigendum1).pdfEN10305-1-2002.pdfEN10305-1-2002精密装置用钢管.交货技术条件.第1部分_无缝冷拉管.pdfEN10305-2-2002精密装置用钢管.交货技术条件.第2部分_焊接冷拉管.pdfEN10305-3-2002精密装置用钢管.交货技术条件.第3部分_焊接冷分级管.pdfEN10305-4-2003精密仪器用钢管.交货技术条件.液压和气动系统用无缝冷拉管.pdfEN10305-5-2003精密仪器用钢管.交货技术条件.焊接和冷精加工的方形矩形钢管.pdfEN10305-6-2005精密仪器用钢管.交货技术条件.液压和气动系统用焊接冷拉管材.pdfEN10306-2001钢铁.带平行法兰和IPE梁的H梁的超声检验.pdfEN10307-2001无损检验.厚度等于或大于6mm的奥氏体和奥氏体铁素不锈钢板制品的超声检验(反射式探伤法).pdfEN10308-2001无损检验.钢棒的超声检验.pdfEN10311-2005.pdfEN10312-2002.pdfEN10318-2005.pdfEN10319-1-2003金属材料.拉伸应力松弛试验.试验机规程.pdfEN1032-2003机器振动.测定可移动机器整体振动的试验方法.概述.pdfEN10323-2004钢丝和钢制品.轮胎钢丝.pdfEN10324-2004钢丝和钢丝制品.软管加筋钢丝.pdfEN10326-2004结构钢的持续热浸镀带材和薄板.交货技术条件.pdfEN10327-2004冷成形低碳钢持续热浸涂覆带材和片材.交货技术条件.pdfEN10328-2005铁和钢.表面加热测定常规深度和硬度.pdfEN10329-2006.pdfEN10330-2003.pdfEN10331-2003.pdfEN10332-2003.pdfEN10333-2005.pdfEN10334-2005.pdfEN10335-2005.pdfEN1034-1-2000机械安全.纸制造和整饰机器的设计和结构的安全要求.第1部分_共同要求.pdfEN1034-13-2005.pdfEN1034-14-2005.pdfEN1034-3-1999机械安全.纸制造和整饰机器的设计和结构的安全要求.第3部分_卷纸机、切纸机和压纸机.pdfEN1034-4-2005.pdfEN1034-5-2005.pdfEN1034-6-2005.pdfEN1034-7-2005.pdfEN10342-2005磁性材料.电工钢片、带材和层压板材表面绝缘的分类.pdfEN1035-1998制革机.带移动板的制革机.安全性要求.pdfEN1036-1999建筑业中用玻璃.室内用涂银浮法玻璃制镜子.pdfEN1037-1995机器的安全性.避免意外起动.pdfEN1038-1995识别卡系统.电信应用.集成电路卡付费电话.pdfEN104-1991.pdfEN1040-1997化学消毒剂和抗菌药及杀毒药作用(基础试验).检验方法和要求(第1期).pdfEN1041-1998.pdfEN1041-1998医疗产品生产者提供的信息.pdfEN1043-1-1995金属材料焊接的破坏试验.硬度试验.第1部分_电弧焊接的硬度试验.pdfEN1043-2-1996金融材料焊接的破坏试验.硬度试验.第2部分_焊接连接的显微硬度试验.pdfEN1044-1999硬焊接.填充材料.pdfEN1045-1997硬焊.硬焊用熔剂.分类和交货技术条件.pdfEN1047-1-2005安全存储单元.耐火试验的分类和方法.第1部份_数据保险箱.pdfEN1047-2-1999安全存储单元.耐火试验的分类和方法.第2部份_数据空间和数据容器.pdfEN1048-1998热交换器风冷液体冷却器_干冷塔_.功率确定用检验方法.pdfEN1049-2-1993.pdfEN105-1991.pdfEN1050-1996机器安全性.风险评定用原理.pdfEN1051-1-2003建筑玻璃.玻璃块和玻璃铺面.第1部分_定义和说明.pdfEN1052-1-1998圬工的检验方法.第1部分_抗压强度的测定.pdfEN1052-2-1999圬工的检验方法.第2部分_弯曲拉伸强度的测定.pdfEN1052-3-2002圬工的检验方法.第3部分_初始剪切强度的测定.pdfEN1052-4-2000圬工的试验方法.第4部分_包括防潮层的剪切强度的测定.pdfEN1052-5-2005圬工的试验方法.第5部分_粘结扭转法测定粘结强度.pdfEN1053-1995塑料管道系统.无压力情况下使用的热塑管道系统.防水性的检验方法.pdfEN1054-1995塑料管道系统.建筑物内污水排放下水道用热塑管道系统.连接件气密性检验方法.pdfEN1055-1996塑料管道系统.建筑物内排水管用热塑制管道系统.可载温度负荷的检验方法.pdfEN1056-1996塑料管道及保护管系统.塑料管及管件.暴露在室外的自然风蚀法.pdfEN1057-1996铜和铜合金.卫生装置和暖气设备上的水管道和气管道用铜制无缝圆管.pdfEN1058-1995木制材料.机械性能和粗密度特性值的测定.pdfEN106-1991.pdfEN1060-1-1995.pdfEN1060-1-1995非侵入式血压计.第1部分_一般要求.pdfEN1060-2-1995非侵入式血压表.第2部分_机械血压表的补充要求.pdfEN1060-3-1997.pdfEN1060-3-1997非侵入式血压表.第3部分_电机血压表的补充要求.pdfEN1060-4-2004.pdfEN1062-1-2004漆和涂料.外部砖石和混凝土用涂层材料和涂层系统.第1部分_分类.pdfEN1062-11-2002涂料和清漆.外部砖石和混凝土用涂层材料和涂层系统.第11部分_检验前的状态调节方法.pdfEN1062-3-1998漆和涂料.外部矿物地基和混凝土用涂层材料和涂层系统.第3部分_液态水渗透系数的测定和分类(渗.pdfEN1062-6-2002涂料和清漆.外部砖石和混凝土用涂层材料和涂层系统.第6部分_二氧化碳渗透性的测定.pdfEN1063-1999建筑物用玻璃.安全玻璃.防弹玻璃的试验和分类.pdfEN1064-2005健康信息学.标准通信协议.计算机辅助心电图仪.pdfEN1065-1998可拉伸调节的钢结构支撑件.产品规范,设计以及通过计算和试验的评定.pdfEN1067-1997胶粘剂.试样的制备和检验.pdfEN1068-2005健康信息学.编码系统的注册.pdfEN1069-1-20002米高或更高的水滑道.第1部分_安全要求和试验方法.pdfEN1069-2-19992米高或更高的水滑道.第2部分_说明.pdfEN107-1980窗户的试验方法.机械试验.pdfEN1071-1-2003高级工业陶瓷.陶瓷覆层的试验方法.第1部分_用触针式轮廓测定仪测定陶瓷覆层厚度.pdf EN1071-2-2002高级工程陶瓷.陶瓷覆层的试验方法.第2部分_用环形研磨法测定覆层厚度.pdfEN1071-3-2005.pdfEN1072-1995胶合板.建筑用胶合板.弯曲性能说明.pdfEN1073-1-1998放射性污染防护服.第1部分_防护固体颗粒放射性污染的通气式防护服的要求和检验方法.pdfEN1073-2-2002放射性污染防护服.第1部分_防护固体颗粒放射性污染的不通气式防护服的要求和检验方法.pdfEN1074-1-2000供水用阀门.适用性要求和专用检查试验.第1部分_一般要求.pdfEN1074-3-2000供水用阀门.适用性要求和专用检查试验.第3部分_止回阀.pdfEN1074-4-2000供水用阀门.适用性要求和专用检查试验.第4部分_空气阀.pdfEN1074-5-2001供水阀门.适用性要求和适配试验.第5部分_控制阀门.pdfEN1075-1999木结构.试验方法.冲孔金属板紧固件连接接头.pdfEN1076-1997工作场所环境.气体和蒸气测定用抽吸附物质管.pdfEN1078-1997自行车赛车手的防护帽和滑板及轮滑鞋使用者的防护帽.pdfEN108-1980.pdfEN1080-1997幼儿用冲击防护帽.pdfEN1081-1998弹性铺地织物.电阻测定.pdfEN1082-1-1996防护服.防止手用刀造成剪伤和刺伤用的手套和套袖.第1部分_金属环编织的手套和套袖.pdfEN1082-2-2000防护服.防止被手持刀具割伤和刺伤用的手套和手臂保护物.第2部分_非链环铠甲式的手套和手臂保.pdfEN1082-3-2000防护服.防止被手持刀具割伤和刺伤用的手套和手臂保护物.第3部分_编织物,皮革和其它编织材料的.pdf。
FDM工艺成型体力学性能的数值分析
FDM工艺成型体力学性能的数值分析及世良; 郭树起【期刊名称】《《石家庄铁道大学学报(自然科学版)》》【年(卷),期】2019(032)004【总页数】8页(P27-34)【关键词】FDM工艺; 力学性能; 打印参数; 试验设计【作者】及世良; 郭树起【作者单位】石家庄铁道大学工程力学系河北石家庄050043【正文语种】中文【中图分类】TQ325.20 引言在3D 打印技术中,熔融沉积成型(FDM)工艺由于操作性强和成型速度快等特点,成为应用最广泛的3D 打印技术。
随着FDM 工艺的成熟和发展,越来越多的人接触到这项“新科技”。
人们也不再满足于使用该技术制造概念化物体,而转向于制造功能性物体。
一种材料或者结构是否能够安全可靠地使用,需要一系列力学性能指标来判断,因此就需要对FDM 工艺成型体的力学性能进行进一步的研究。
高晓东等[1]采用FDM 工艺制备了聚酰胺12(PA12)试样,研究了基于PA12材料的FDM 工艺成型体的不同构型对其力学性能的影响,并与传统注射成型体的力学性能进行了对比。
于旺旺等[2]通过研究打印参数对FDM 制品力学性能的影响探索最佳打印方式。
Mohamed et al[3]使用Q-优化响应曲面法探究了FDM 工艺中的打印参数对FDM 制品的打印时间、材料使用量和动态弯曲模量的影响。
Rayegani et al[4]使用数据处理组合方法(GMDH)确定了FDM 工艺的打印参数与成型体拉伸强度之间的函数关系,使用差分进化对工艺参数进行了优化。
Sood et al[5]研究了FDM 制品的抗压强度与打印参数间的关系,建立了一个预测方程,并使用量子行为粒子群优化算法(QPSO)来确定最佳的打印参数;随后又探究了这些工艺参数对FDM 制品的拉伸强度、抗弯强度和抗冲击强度的影响[6]。
Lee et al[7]使用田口方法确定了影响FDM制品的力学性能的主要工艺参数。
基于近年来的研究成果,可知打印层厚、打印方向、打印角度、沉积纤维间距和纤维宽度等打印参数显著地影响FDM 制品的力学性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F—切口面积 τ切应力: τ= σb/√3
≈0.6 σb 因此,在确定切断力时,各公式都可以用σb取代
Kpτ。 b.镦粗、镦锻力:毛坯进行自由镦粗时的最大压
力
P= σs*(1+0.4μ√F/H)
• 式中F-零件的横截面积;H-零件的高度 • μ-带润滑材料的冷变形摩擦系数μ ≈0.1 • σs*(折算流动应力)=β σs • β=1--1.5(劳德系数) • σs--流动应力/真实应力;在塑性变形中
4、由所选用的材料的规格选用适当τ的设 备(这里要结合实际生产中设备的利用 情况)。
5、设计工艺变形, 根据镦锻比计算一位 阳模预成型模膛的几何形状,这里主要 是头部锥角角度及锥体长度,锥口直径, 锥口圆角等。如图:根据材料规格设计 一位阴模模膛尺寸,多数情况下模膛直 径尺寸应比材料规格大0.03-0.05,以保 证材料不被挤伤、刮伤、折叠等,并保 证阴模模腔壁不粘结金属。
冷成型工艺及力的计算
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
3、冷镦成型和挤压使用的硬质合金模具的工作 表面粗糙度不应小于Ra= 0.2,当模具工作表面 达到Ra0.025—0.05时,具有最高寿命。通过计 算来确定工模具的压力,在个别情况下压力不 应高于2200—2500MPa,能保证有力的冲压及 最长的模具寿命的压力应不大于1500MPa。
二、毛坯变形的纵向稳定性
采用带圆柱段的锥形冲模可以提高预镦稳定 性,因为采用这种冲模会提高端部夹紧刚性。
如果锥腔角度缩小,第一镦锻工位的
毛坯稳定性提高,但后面工序的失稳概 率可能会增大。第一位必须采用最佳锥 度的锥形冲模,不符合这种要求会在圆 柱体向锥体过渡的位置上形成环形褶皱。 在锥度大于20度时和圆柱体是非圆弧过 渡的情况下,按这种预成型变粗终锻时 会形成分度线,甚至会形成圆褶皱。当 锥角等于12 ° ~ 15 °时,锥形头部的 镦锻会获得良好的金属流动。
冷成型工艺实例一
工序简图:
其余
20-00 23.17-00
120 -00
120 -00
120 -00
120 -00
一、设计思路:
1、根据功能图要求的机械性能等级确定材料。
2、计算镦制产品的用料重量(为生产、采购、 财务提供计划及成本核算) 、体积,计算出头 部用料,根据试选材料规格计算出镦锻比(长 径比),该镦锻比应以第二工位头部体积计算, 并加以修正,根据最终产品杆部尺寸确定材料 的规格。
产生硬化的材料,其流动应力和变形量 有关。压缩(镦粗)时
• 对数变形量ε=lnF/F0=lnh/h0 • 相对变形量ψ=(h0 –h)/ h0=(F- F0)/F
• 在许多情况下可用下列公式进行计算:
• σs=0.9 σb(1+2ψ)
• σs=σb(1+1.6ψ) c.缩径力: p=σsq/(q-1)[(F/f)q-1-1]+4 σs* μl/d (F/f)q-1 • 式中q=(μ+tgα)/ [(1- μ tgα) tgα ] • l=缩径带宽度 • F=缩径前截面积 • f=缩径后截面积
弯曲度,模具工作面的状态(粗糙度、有无润滑 油及其种类)。
2、变形金属的机械性能,毛坯的原始状态(退 火、热轧、冷拔、晶粒大小、塑性变形过程中 的硬化能力和精拔变形量)和各中间冲压工序 的变形量。
对纵向稳定性影响最大的是冲压毛坯轴心线 与模具轴心线的偏离和毛坯端面的倾斜角度。
镦锻毛坯与模具轴心偏离0.1d0 ,变形后,其 偏离会提高3~5倍。但这种缺陷通过调整模具 比较容易消除。
3、计算镦击力:切断力可以忽略(参考设备说 明书)。在螺栓的成型过程中受力最大的应该 是头部镦粗力,当各工位载荷之间的对数变形 量小于0.45-0.6时,往往对σs会有影响,当各工 位载荷之间的变形量大时,采用多次于载荷不 会对流动应力产生影响。
a.切断力:P=Kpτf Kp=1.3-1.4,考虑切断刀及切料套筒切削刃结构
• 毛坯的稳定性是使零件获得指定的外形和尺寸 的必要条件。判定纵向稳定性的依据是保证毛 坯变形时不变曲的关系式:k=h0/d0(h0-毛坯变形 部分的长度; d0 -毛坯直径)。 纵向稳定性取决于以下两个方面:
1、变形毛坯端部夹持方法,金属的预成型形状, 预成型冲头的锥腔角度,冲压件各模具的结构 形状,变形施力点相对毛坯轴心线的位移,切 面清洁度,毛坯两端的倾斜度,毛坯轴心线的
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 反顾。 40、对时间的价值没有没有深切认识 的人, 决不会 坚韧勤 勉。
冷成型工艺及力的计算
一、冷成型工艺的特点
1、自动冷镦机成型工艺包括切料 与成型,单击与双击冷镦机的比例 极限为h0≤2.5d0和h0≤4.5d0。弹簧浮 动的比例极限为h0≤7.35d0和 D/d0≤4.12。多工位冷镦机分别在几 个(5个或以上)成型凹模内进行 冲压、镦锻、挤压和缩径等多工位 工艺,与单工位冷镦机工艺相比
• 二位头部镦粗成型; 三位缩径; 四位切边
• 冷成型工艺实例二
• G:\相关图片与文件\调整图\115_1518.JPG相关 图片与文件\调整图\115_1518.JPG
工序简图:
0 -1φ13.8其余17.32 3.7
18° A
φ19.3
73±0.5
+0.7 0
3
8.5 min
可使h0/d0增大到10, D/d0≤25。首先材料是退火 好的状态。
2、制造螺栓和阶梯轴采用镦粗及多次缩径工艺, 一次缩径的极限变形ε=0.36,缩细角2α≤30°多 次缩径的总极限为ε=0.96~1.36,第一次和第 二次缩径的极限为ε=0.28~0.35,第三次、第 四次ε=0.36~0.40。