塑料成型Lesson_003
塑料成型理论

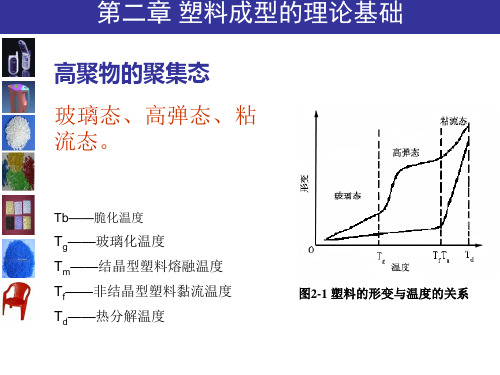
模具材料的选择与热处理
模具材料:钢、铝、铜等金属材料以及塑料、橡胶等非金属材料 热处理:淬火、回火、正火等热处理工艺以提高模具的硬度、耐磨性和耐腐蚀性 模具设计:考虑模具的尺寸、形状、精度和表面粗糙度等因素 模具制造:采用数控机床、3D打印等先进制造技术提高模具的精度和效率
应用领域:广泛应用于汽车、家电、电子等行业
发展趋势:智能化、自动化、节能化
挤出成型机
挤出成型机是一种用于塑料成型的设备通过将塑料熔融并挤出成型。 挤出成型机主要由挤出机、模具和冷却系统组成。 挤出成型机可以生产各种形状和尺寸的塑料制品如管材、板材、薄膜等。 挤出成型机具有生产效率高、产品质量好、能耗低等优点。
耐化学性:塑料制品在化学环境中的 稳定性
耐生物性:塑料制品在生物环境中的 稳定性
检测方法:包括物理性能检测、化学 性能检测、生物性能检测等
感谢您的观看
汇报人:
压延成型机
工作原理:通过压延辊对塑料进行连续、均匀的挤压使塑料成型为片材或薄膜 应用领域:广泛应用于塑料包装、建筑、汽车等领域 设备特点:结构简单、操作方便、生产效率高 主要参数:压延辊直径、辊间距、辊速等
塑料成型模具
第五章
模具的分类与结构
模具分类:根据成型工艺可 分为注射模、吹塑模、压塑
模等
添加标题
型腔:成型塑料制品的主要 部分决定制品的形状和尺寸
添加标题
冷却系统:控制模具温度保 证塑料制品的质量和精度
浇口:连接流道和型腔的通 道控制塑料的流动和充填
添加标题
添加标题
添加标题
模具结构:包括型腔、型芯、 浇口、流道、冷却系统等
添加标题
型芯:成型塑料制品的内部 结构与型腔配合形成完整的
塑料的常用成型方法 ppt课件
PPT课件
2
3.1 塑料的注塑成型
塑料的成型方法有注塑、挤压、吹塑、发 泡膨胀、压缩、压延、热成型等,其中应用最广 泛的是压延、挤压和注塑成型三种。
注塑成型在塑料制件成型中占有很大比重, 注塑模塑制品约占塑料制品总量的20%~30%, 世界上注塑模具产量约占塑料成型模具总产量的 50%。
PPT课件
⑤机头体 用来组装机头各零件并与挤出机相连接。
⑥温度调节系统
⑦调节螺钉 调节挤出塑件的壁厚的均匀性
二、定型装置
使塑件通过它后获得良好的表面质量、正确的尺寸及几
何形状。
PPT课件
15
3.3 塑料的吹塑成型
吹塑成型原理:
塑料的中空成形是指用压缩空气吹成中空容器和 用真空吸成壳体容器而言。吹塑中空容器主要用 于制造薄壁塑料瓶、桶以及玩具类塑件。吸塑中 空容器主要用于制造薄壁塑料包装用品、杯、碗 等一次性使用的容器。
PPT课件
8
1. 成型前对原料的预处理
对于单纯是吸湿的塑料,如SAN、PMMA、 ABS、PVC等可用热风干燥器或者料斗干燥器在 75~85℃时进行干燥;对于吸水率高的聚酰胺 (尼龙)要采用真空烘箱干燥;聚碳酸酯吸水率 虽然较小,但只要有少许水分就会造成水解, 水解后分子量下降,使成型制件变得很脆,因 此应在温度120℃时干燥10小时以上。为了防 止聚碳酸酯在料斗内吸湿,需要采用料斗干燥 器或红外线加热器进一步防止吸潮。
第3章 塑料的常用成型方法
3.1 塑料的注塑成型 3.2 塑料的挤出成型 3.3 塑料的真空吹塑成型
3.4 塑料的压缩成型 3.5 塑料的压注成型
PPT课件
1
第3章 塑料的常用成型方法
内容简介:
《塑料成型基础》课件

成型品外观质量检查
01
检查尺寸精度
测量成型品的尺寸,确保其符合设 计要求。
检查颜色和光泽
确保成型品的颜色均匀,符合预期 的光泽度。
03
02
检查表面光洁度
检查成型品的表面是否光滑,有无 气泡、划痕、凹陷等缺陷。
检查结构完整性
检查成型品是否有断裂、翘曲等结 构问题。
塑料成型的重要性
塑料制品的应用广泛
塑料制品在日常生活、工业生产、科技发展等领域应用广泛,如家电、汽车、建筑、电子 、航空航天等。因此,塑料成型技术的发展对于满足人们对各种塑料制品的需求具有重要 意义。
塑料成型技术的创新发展
随着科技的不断发展,对塑料制品的性能要求也越来越高,如强度、耐热性、耐腐蚀性等 。因此,需要不断研究和创新塑料成型技术,以提高塑料制品的性能和质量。
微纳塑料加工技术
利用微纳米技术制造超小型、超薄型 塑料零件,提高产品性能和降低成本 。
环境友好型塑料成型技术
热塑性弹性体
具有橡胶的弹性和塑料的加工性,可回收利用,减少废弃物产生。
无溶剂型塑料
在成型过程中不使用任何溶剂,减少环境污染和健康危害。
THANK YOU
不同种类的塑料在物理性能、化学性能、加工性能等 方面存在差异。
例如,聚乙烯和聚丙烯都是热塑性塑料,但聚乙烯较 软,而聚丙烯较硬;酚醛树脂和环氧树脂都是热固性 塑料,但酚醛树脂具有较好的耐热性和绝缘性,而环 氧树脂具有较好的机械强度和粘结力。
03
塑料成型工艺
注射成型
总结词
通过高压将塑料熔融并注入模具,冷却后脱模得到制品。
热固性塑料通常采用模压、传递模塑等工艺成型。
第3巻_プラスチック射出成形金型の设计_基础编3

No.13
2.成形品の中央をエジェクタピンで突出し、
ストリッパプレートから成形品を離す。
図18.ストリッパプレートとエジェクタピンの2段突出し
コアと成形品とを一度突出し、アンダーカット部を 抜き易くしておいてエジェクタプレートをさらに前進 させて離型する。
図19.2枚のエジェクタプレートによる2段突出し
※スリープレート金型は、H1+H2+H3のストロークが必要である。
第3章 2段突出しとエジェクタプレートの早戻し
3-1 2段突出し
2段突出し・・・突出しストロークを2段階に分割して行う突出し方法。
※大幅の突出しストロークを作動させると、変形したり、クラックが発生して取出しが困難な場合、 または、完全自動成形で確実に突出し離型させることが必要な場合。 1.ストリッパプレートを突出す。 →成形品の一部が食い込んでいる為、 自動落下しない。
No.2
3.成形機の可動側を移動
4.成形品を取り出す
よく用いられる突出し方法として、 ①ピン突出し
図1.金型構造(ツープレート金型)
②ストリッパプレート突出し
③空気突出し 単独で使用するよりも、複合して使用する方が効果的。
1-2 ピン突出し(エジェクタピン)
No.3
1-2-1 ピンの種類
ストレートピン 〇丸ピン 段付きピン D形ピン
→めり込み(変形)、突抜け(クラック)、白化(変色)などが発生。
No.6
対策として、1.離形抵抗が大きいところには、太いピンを使用する、本数を増やすなど全体のバランスを考えて配置。 2.できるだけ離形抵抗を小さくする。(抜き勾配をできるだけ大きくとる)
不適当な例として
図7.ピンの配置不良による変形
《塑料成型工艺学》课件

塑料的流变性质
塑料在加工过程中表现出粘弹 性行为,即在应力作用下会发
生形变。
塑料的粘度、弹性模量、屈 服应力等流变性质对加工过 程和制品性能有重要影响。
塑料的流变性质与温度、压力 、剪切速率等加工条件密切相
关。
塑料的成型机理
1
塑料在加工过程中经历温度和压力的变化,导致 高分子链的取向、结晶和扩散等行为。
挤出机具有生产效率高、制品尺寸精度高、可连续生产等优点,广泛应用于塑料加 工行业。
吹塑机
吹塑机是塑料成型工艺中的一种特殊设备,主 要用于生产中空塑料制品,如瓶子、油桶等。
吹塑机的工作原理是将塑料原料加入料斗中, 经过加热熔融塑化后,通过模具吹气将塑料膜 吹胀形成各种形状的制品,最后冷却定型。
吹塑机具有生产效率高、可成型大型制品等优 点,广泛应用于包装、化工等领域。
挤出成型工艺
总结词
塑料在挤出机中加热熔融,通过 模具口模形成连续的型材或管材 。
详细描述
挤出成型工艺主要用于生产连续 的型材、管材、板材等,其工艺 流程包括塑料的加热熔融、挤出 、冷却和牵引等步骤。
吹塑成型工艺
总结词
将热塑性塑料置于模具中,通过吹气使其膨胀并贴合模具型腔表面,冷却后获 得所需形状的制品。
特点
塑料成型工艺学具有加工灵活、成本 低、生产效率高、应用广泛等特点, 是现代工业制造中不可或缺的领域。
塑料成型的重要性
满足生活和生产需求
提高生活质量
塑料制品在日常生活中应用广泛,如 家电、汽车、建筑、包装、医疗器械 等,塑料成型是满足这些需求的重要 手段。
塑料制品的出现给人们的生活带来了 极大的便利,如食品包装、家居用品 等,提高了人们的生活质量。
质量。
塑料成型过程中的理论基础课件

2.1聚合物的流变行为
学习目标:
1、掌握聚合物流体流变行为的类 型和特点。 2、掌握影响流动的因素。 3、了解聚合物的弹性行为和不稳 定流动。
塑料成型过程中的理论基础课件
1
2.1 聚合物的流变行为(流动规律)
塑料工艺
• 流体的类型: – 大多数成型过程中都要求聚合物处于粘流状态(塑化状 态),因为在这种状态下聚合物不仅易于流动,而且易 于变形,这给它的输送和成型都带来极大的方便。为 使塑料在成型过程中易于流动和变形,并不限定用粘 流态的聚合物(聚合物熔体),采用聚合物的溶液或分散 体(悬浮液)等也是可以的,熔体和分散体都属于液体的 范畴。
塑料成型过程中的理论基础课件
20
塑料工艺
2.2聚合物的加热和冷却
学习目标:
1、掌握聚合物热扩散系数对其加 热和冷却的影响 2、注意结晶性聚合物熔融的特征。
塑料成型过程中的理论基础课件
21
加热与冷却应用实例
塑料工艺
• 热源:
– 外热:电阻丝(经济、简单、方便、温度 波动较大);微波(适合较厚发泡成型); 红外线;热油(温度控制精确,设备复杂, 成本高);热水、蒸气。
塑料成型过程中的理论基础课件
4
3、假塑性流体:
塑料工艺
• 假塑性流体的特征 – 这种流体是非牛顿流体中最为普通的一种,它所表现的流动曲线是非直 线的。流体的表观粘度随剪切应力的增加而降低。多数聚合物的熔体, 也是塑料成型中处理最多的一类物料,以及所有聚合物在良溶剂中的溶 液,其流动行为都具有假塑性流体的特征。
• 剪敏性塑料: – 剪切速率或剪切应力升高粘度明显下降的塑料,主要 品种有PE PP PS等分子链柔性较大的聚合物。
塑料成型过程中的理论基础课件
材料成型PPT课件
22.3.2聚聚合合物物在的模流内变的行流为动
入口效应、离模膨胀
Unstable flow
挤出胀大现象
B
A
C
胀大比 die
B D max D0
在工程实践中考虑入口效应的目的有两个:
➢1 保证制品的成型质量,在必要时避免或减 小入口效应。
➢2 在确定注射压力时,在考虑所有流道(包 括浇口)总长引起的压力损耗的同时,还要 考虑入口效应引起的压力损失
•鲨鱼皮形 •波浪形 •竹节形 •螺旋形 •不规则破裂
2.3 聚合物的加热与冷却
• 热源:
– 外热:电阻丝(经济、简单、方便、温度波动 较大);微波(适合较厚发泡成型);红外线;
热油(温度控制精确,设备复杂,成本高); 热水、蒸气。
– 内热:摩擦热
Q
1 J
a
2
• 冷却:水(注射模、挤出定型模、中空模
低分子多为此类
宾汉 流体
假塑 性流 体
膨胀
(τy 和η为常数)
n<1
凝胶糊、良溶 在剪切力增大到一 剂的浓溶液 定值后才能流动。
大多数聚合物 剪切增加,粘度下
熔体、溶液、 降。原因为分子
糊
“解缠”
2.2 聚合物的流变行为
拉伸粘度
如果引起聚合物熔体的流动不是剪切应力
而是拉伸应力时,仿照式(2—2)即有拉
聚合物的结晶
有结晶倾向
两类聚合物
无结晶倾向
结晶过程是聚合物由非晶态转变为晶态的过程,发生 在Tg和Tm温度之间。
结晶度:聚合物是不可能完全结晶的,仅有 有限的结晶度,而且结晶度依聚合物结晶的历史 不同而不同。
塑料成型工艺学课程完整版
塑料成型工艺学课程集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]内容简介1、塑料发展历史;2、2、塑料的应用;3、3、塑料成型加工的方法;4、4、本课程学习要求。
本章重点塑料制品生产的组成一、塑料工业包含塑料原料的生产和塑料制品生产。
二、塑料制品的生产是一种复杂的过程,它主要由原料准备、成型、机械加工、修饰和装配等过程组成。
成型是将各种形态的塑料(粉料、粒料、溶液或分散体)制成所需形样的制品或坯件的过程,在整个过程中最为重要,是一切塑料制品或型材生产的必经过程。
成型的种类很多,如各种模塑、层压以及压延等。
其它过程,通常都是根据制品的要求来取舍的,也就是说,不是每种制品都须完整地经过这些过程。
机械加工是指在成型后的工件上钻眼、切螺纹、车削或铣削等,用来完成成型过程所不能完成或完成得不够准确的一些工作。
修饰主要是为美化塑料制品的表面或外观。
装配是将各个已经完成的部件连接或配套使其成为一个完整制品的过程。
后三种过程有时统称为二次加工或后加工。
对比来说,二次加工过程常居于次要地位。
在成型方法中,有、、、、、等三十多种。
塑料制品的应用一、塑料发展的历史塑料成型工业自1872年开始到现在已度过仿制、扩展和变革的时期。
塑料最初品种不多、对它们的本质理解不足,在塑料制品生产技术上,只能从塑料与某些材料如橡胶、木材、金属和陶瓷等制品的生产有若干相似之处而进行仿制。
此后在本世纪的20年代,塑料品种渐多,在生产技术和方法上都有显着的改进。
50年代以来,由于各项尖端科学技术以及工业、农业等发展的需要,对制品数量、结构、尺寸和准确程度上也提出了更高的要求。
通过对新型塑料和制品生产上进行创新变革。
至今,塑料制品的数量和应用种类都有了显着的增长,塑料制品的生产已成为一个重要的生产部门。
二、塑料制品应用的主要领域1、:塑料在农业方面常用的材料有薄膜、管道、片板、绳索和编织袋等。
塑料温室,农作物、肥料和药物等的包装,农田水利工程多选用塑料管,农舍建筑、畜牧保护、农业机械及器具、鱼网、养殖浮漂等。
塑料成型理论ppt课件
精选ppt
7
牛顿型流体
❖ 牛顿在研究低分子流体时发现切应力与剪切速率之间存在 着如下关系
(d)d
•
dr dt
❖ 液层单位表面上所施加的切应力与液层间的速度梯度成正 比,此即著名的牛顿粘性定律。μ为比例常数,称为牛顿 粘度
13
剪切速率的影响
❖ 塑料熔体的一个显著特征是具有非牛顿性,其表观粘度随 剪切速率或切应力的增大而减小
❖ 不同种类的塑料对剪切速率的敏感性有差别
曲线越陡,说明什么情况?
1-PE,220℃ 2-PE,287℃ 3-CA,220℃
剪切速率如何选择?曲率变化 大的区域还是变化小的区域?
精选ppt
14
聚合物结构因素影响
塑料成型理论
精选ppt
1
内容简介
❖ 塑料的粘弹性
塑料的基本力学模型 粘弹性模型
❖ 塑料的流变性
牛顿型流体 非牛顿型流体 影响粘度的因素
❖ 塑料加工过程中的物理和化学变化
聚合物的结晶 聚合物的取向 聚合物的降解 聚合物的交联
精选ppt
2
塑料的基本力学模型
❖ 塑料加工过程一般要经历玻璃态、高弹态和粘流态 ❖ 玻璃态 与刚性材料类似,力与应变满足胡克定律 ❖ 高弹态 既表现出固体性质(弹性),又表现出流体的性
材料的弹性形变 基于Maxwell模型的粘性流动 基于Voigt-Kelvin模型的延迟弹性
低温时,粘度 12 很高,材料表现为切边模量为G 1 理想的弹性体
高温时,粘度 12 很低,材料处于粘流态,总变形表现为粘度 1流动
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PP
Low Viscosity
PP
Low MFR
Fill Time (sec)
黃 明 忠
塑膠的溫度特性
Cp - specific heat capacity 吸熱的能力 k - thermal conductivity 傳熱的能力
黃 明 忠
材料對冷卻時間的影響
冷卻時間與熱傳導係數、密度及比熱有關 這些性質總和就是材料的熱擴散係數 “thermal diffusivity”
黃 明 忠
塑膠的流動模式
凝固層 Frozen Layer
模具 Mold Wall
熔融塑膠
Mold Wall
噴泉流區域 Fountain Flow Region
黃 明 忠
塑膠的黏度
黏度模型 Viscosity Models Newtonian Power Law Cross WLF
Change Cooling Time
k Cp
還有…
Thermal Conductivity (k) Specific Heat (Cp) Density (p)
黃 明 忠
PVT特性
p – 壓力; v – 比容; T – 溫度 描述塑膠如何隨著壓力 及溫度的變化而發生體 積上的變化 在充填及保壓的階段, 塑膠隨著壓力的增加而 膨脹 在冷卻的階段,塑膠隨 著溫度的降低而收縮
Lesson 3. 材料的選擇對製程的影響
塑膠材料的種類 塑膠在模具內的流動模式 流動結晶性 Amorphous 在成型過程中分子鏈的結構 不變 半結晶性 Semi-crystalline 冷卻時分子鏈結構會壓縮, 加熱後變成非結晶性
Polymer
10,000 Glass 1020
Shear Rate (1/s)
黃 明 忠
熔融指數
在等溫及等剪切率下進行 不同的塑膠材料會採用不同的試驗條件
Low MFR Material
W
High MFR Material
W
Higher Pressure
Lower Pressure
黃 明 忠
壓力與黏度的關係
黏度會隨著壓力升高而增大 黏度與溫度及剪接率也有關 黏度與薄殼(Thin-Wall)產品的應用息息相關 還有…
黃 明 忠
材料對射出壓力及鎖模力的影響
不同的材料需要不同的 射出壓力
不同的材料在黏度上的 差異極大
Inj. Pressure and Clamp Force PMMA
Specific Volume
Pressure Increases
Temperature
黃 明 忠
.
黃 明 忠
塑膠的黏度
定義: 流動時的抵抗力 黏度會隨著剪切率或是溫度的提高而降低
High resistance to flow Viscosity (Pa-s) Material Water Viscosity 10-1 10
Increasing temperature
Low resistance to flow