4HP20 变速器工艺过程卡
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
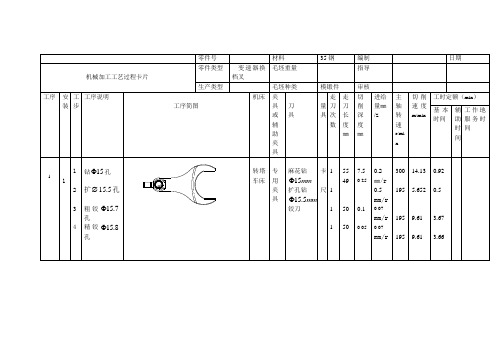
变速器换挡叉工艺工序卡
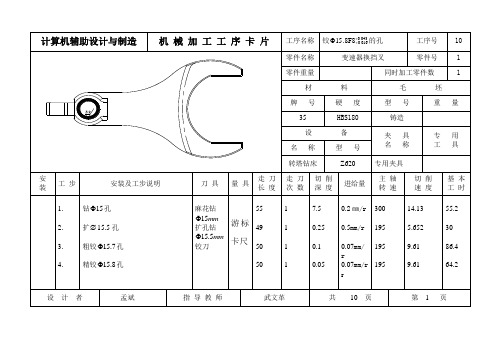
计算机辅助设计与制造机械加工工序卡片工序名称铰043.0016.08F8.15++Φ的孔工序号10零件名称变速器换挡叉零件号 1零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号转塔钻床Z620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4.钻15Φ孔扩∅15.5孔粗铰15.7Φ孔精铰15.8Φ孔麻花钻15mmΦ扩孔钻15.5mmΦ铰刀游标卡尺5549505011117.50.250.10.050.2㎜/r0.5mm/r0.07mm/r0.07mm/rr30019519519514.135.6529.619.6155.23086.464.2 设计者孟斌指导教师武文革共10 页第 1 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口19 5.9⨯两内侧面工序号10零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口19 5.9⨯两内侧面硬质合金立铣刀游标卡尺卡板50 1 2mm 0.15mm 450r/min 56.52m/min 10 设计者孟斌指导教师武文革共10 页第 2 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣16x56两侧面工序号30零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣16x56两侧面高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板70 1 2mm 0.08mm/r 165r/min 20.7m/min 20设计者孟斌指导教师武文革共10 页第 3 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口前后两侧面工序号40零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ15β=︒游标卡尺卡板55 1 2mm 0.08mm/r165r/min 26.7m/min60设计者孟斌指导教师武文革共10 页第 4 页计算机辅助设计与制造机械加工工序卡片工序名称切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面工序号50零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4. 切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面切槽刀高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板55254055222222220.15mm/r0.08mm/r0.08mm/r0.05mm/r190r/min165r/min165r/min165r/min8.35m/min20.7m/min20.7m/min20.7m/min2471218设计者孟斌指导教师武文革共10 页第5 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口两内侧面工序号60零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口两内侧面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板50 1 0.2mm 0.08mm/r 115r/min 14.4m/min20设计者孟斌指导教师武文革共10 页第6页计算机辅助设计与制造机械加工工序卡片工序名称精铣16x56两侧面工序号70零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16x56两侧面高速立铣刀游标卡尺卡板701mm 0.2mm 0.08mm/r/r115r/min 14.426设计者孟斌指导教师武文革共10 页第7 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口前后两侧面工序号80零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ8β=︒游标卡尺卡板55 1 0.2mmm 0.08mm/r 29.5r/min 20.8m/min 74设计者孟斌指导教师武文革共10 页第8页计算机辅助设计与制造机械加工工序卡片工序名称精铣16.5x42.9面工序号90零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16.5x42.9面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板55 1 0.2 0.08mm/r 115r/min 14.4m/s 30设计者孟斌指导教师武文革共10 页第9 页计算机辅助设计与制造机械加工工序卡片工序名称攻螺纹M10x1-H7工序号100零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号钳工台专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时攻螺纹M10x1-H7 M10丝锥27 1 5 1.25mm/r 190r/s 5.97m/s 86设计者孟斌指导教师武文革共10 页第10 页。
4HP20 修理手册_C 1-70

4FA33自动变速箱目录表页简介ii1.一般概况 1.1/11.1变速器图片 1.1/11.2动力传递表 1.2/11.3详细说明 1.3/11.3.1扭紧力矩详细说明 1.3/11.3.1.1液力变矩器壳体(PSA/RSA) 1.3/11.3.1.2液力变矩器壳体(MB) 1.3/11.3.1.3液力变矩器壳体(FIAT) 1.3/11.3.1.1变速器后盖(PSA/RSA) 1.3/11.4调整 1.4/11.4.0测量离合器(步骤) 1.4/11.4.1调整边轴和差速器预载 1.4/31.4.1.1确定边轴安装间距 1.4/31.4.1.2确定边轴安装高度 1.4/51.4.1.3确定边轴安装垫片 1.4/71.4.1.4确定差速器安装间距 1.4/81.4.1.5确定差速器安装高度 1.4/101.4.1.6确定差速器垫片 1.4/121.4.2轴承座预载调整 1.4/131.4.3调整制动器C和D 1.4/181.4.3.1调整制动盘D的间隙(调整盘) 1.4/181.4.3.2调整离合器C的间隙(卡环) 1.4/191.4.4调整C缸的间隙(卡环) 1.4/211.4.5调整离合器B和E 1.4/221.4.5.1确定卡环安装 1.4/231.4.5.2测量离合器B的安装间隙 1.4/241.4.5.3测量离合器E的安装间隙 1.4/251.4.5.4测量离合器组B 1.4/261.4.5.5确定B盘的调整 1.4/261.4.5.6测量离合器组E 1.4/271.4.5.7确定E盘的调整 1.4/271.4.6安装档位切换 1.4/281.4.7调整制动器F的间隙 1.4/291.4.7.1测量安装间距F 1.4/291.4.7.2测量离合器组F 1.4/301.4.7.3确定调整盘F 1.4/301.4.8为调整轴向安装装配后盖(准备) 1.4/311.4.9调整轴向安装,输入轴 1.4/321.5拧紧扭矩 1.5/11.6变速器测试(测试台架) 1.6/11.7特殊工具 1.7/11.8性能测试 1.8/11.8.1档位开关 1.8/11.8.1.1PSA/RSA 1.8/11.8.1.2MB/FIAT 1.8/199/04/014HP20©ZF Getriebe GmbH Saarbrücken CD I2.拆卸 2.1/12.1移出液力变矩器,控制单元 2.1/12.2移出离合器B/E 2.2/12.3移出和拆卸行星齿轮组I+II 2.3/12.4拿开制动器 C和D 2.4/12.5移出换挡机构和辅助设备 2.5/12.6移出液力变矩器壳体 2.6/12.7拆卸离合器B/E和制动器 C/D 2.7/12.7.1拆卸离合器B/E 2.7/12.7.2拆卸C/D 2.7/42.8移出后盖,轴承座,边轴和差速器 2.8/12.8.1移出后盖 2.8/12.8.2移出轴承座 2.8/12.8.3移出边轴 2.8/32.8.4移出差速器 2.8/33.装配 3.1/13.1完成差速器和边轴 3.1/13.1.1完成差速器 3.1/13.1.2完成边轴 3.1/23.2安装驻车锁止机构和壳体的轴承套 3.2/13.2.1在壳体内安装驻车锁止机构 3.2/13.2.2在壳体内安装轴承套 3.2/33.3完成和安装轴承座 3.3/13.4在变速器壳体内安装制动器C/D,行星传动和离合器B/E 3.4/13.4.1安装制动器D/C 3.4/23.4.1.1完成制动器D 3.4/23.4.1.2完成制动器C 3.4/33.4.2安装行星驱动 3.4/53.4.3完成离合器B和E 3.4/63.4.3.1插入离合器组E 3.4/83.4.3.2插入离合器组B 3.4/83.5完成和安装变速器盖 3.5/13.6安装制动器F 3.6/13.7安装边轴,差速器,驻车锁和档位开关 3.7/13.7.1安装边轴和差速器 3.7/13.7.2安装驻车锁和档位开关 3.7/23.8安装液力变矩器壳体,控制单元,感应发送器和油盘 3.8/13.8.1完成和安装液力变矩器壳体 3.8/13.8.2安装控制单元,感应发送器和油盘 3.8/83.9安装辅助设备(油冷器,液力变矩器,速度计轴连接,运输安全帽) 3.9/13.9.1安装油冷器 3.9/23.9.2安装breather cover, 量油计和排油塞 3.9/33.9.3安装液力变矩器 3.9/33.9.4 安装带连接的速度计轴 3.9/33.9.5 换挡性能实验 3.9/33.9.6 安装运输保护罩 3.9/4II CD4HP20©ZF Getriebe GmbH Saarbrücken99/04/01简介此手册包括了维修变速器的步骤。
变速器工作原理及加工工艺流程
变速器工作原理及加工工艺流程英文回答:The working principle of a transmission and the manufacturing process can be explained as follows:The transmission, also known as the gearbox, is an essential component in automobiles. Its main function is to transfer power from the engine to the wheels while allowing the driver to change gears to match the vehicle's speed and load conditions.The working principle of a transmission involves several key components, including gears, shafts, and synchronizers. When the driver changes gears, the transmission engages different gear combinations to achieve the desired speed and torque output.The gears in a transmission are typically arranged in a series of gear ratios, which determine the speed and torqueoutput of the vehicle. The input shaft is connected to the engine, while the output shaft is connected to the wheels. By selecting different gear ratios, the driver can control the speed and power delivery to the wheels.The gear shifting process in a transmission is facilitated by synchronizers. These devices help to match the rotational speeds of the gears before engaging them, resulting in smooth and seamless gear changes. Synchronizers use friction materials and synchromesh rings to achieve this synchronization.In terms of manufacturing process, the production of a transmission involves several steps. These steps include design, casting or forging of the transmission housing, machining of the housing to create the necessary openings and mounting points, and the assembly of gears, shafts, and synchronizers.The design phase involves determining the gear ratios and overall dimensions of the transmission. This is followed by the casting or forging of the transmissionhousing, which provides the structural integrity and houses the various components.Machining is then performed on the housing to create openings for the input and output shafts, as well as mounting points for the gears and synchronizers. This involves the use of specialized machining tools such as CNC machines.Once the housing is machined, the gears, shafts, and synchronizers are assembled into the housing. This is typically done on an assembly line, where each component is carefully installed and secured according to the design specifications.After the assembly process, the transmission undergoes rigorous testing to ensure its performance and durability. This includes testing for noise, vibration, and harshness (NVH), as well as functional testing to verify the gear shifting operation.In conclusion, the transmission is a crucial componentin automobiles, responsible for transferring power from the engine to the wheels. Its working principle involves gears, shafts, and synchronizers, which work together to achieve the desired speed and torque output. The manufacturing process of a transmission involves design, casting or forging, machining, and assembly, followed by testing to ensure its performance and durability.中文回答:变速器的工作原理和加工工艺流程如下:变速器,也被称为传动箱,是汽车中的重要组件。
汽车手动变速器工作原理图解(图文借鉴)
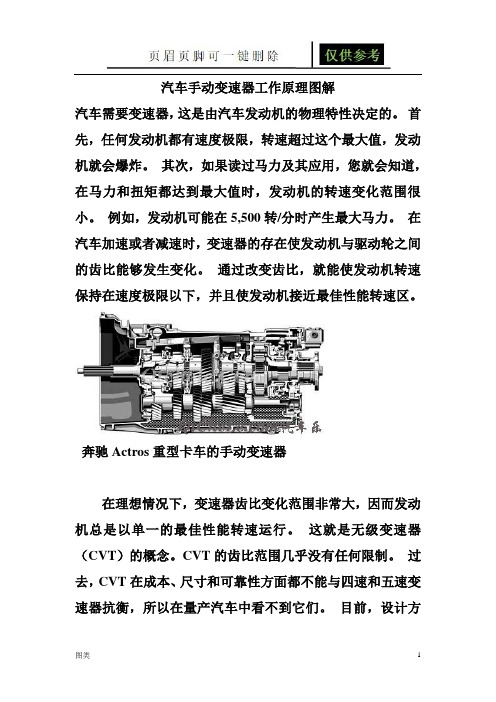
汽车手动变速器工作原理图解汽车需要变速器,这是由汽车发动机的物理特性决定的。
首先,任何发动机都有速度极限,转速超过这个最大值,发动机就会爆炸。
其次,如果读过马力及其应用,您就会知道,在马力和扭矩都达到最大值时,发动机的转速变化范围很小。
例如,发动机可能在5,500转/分时产生最大马力。
在汽车加速或者减速时,变速器的存在使发动机与驱动轮之间的齿比能够发生变化。
通过改变齿比,就能使发动机转速保持在速度极限以下,并且使发动机接近最佳性能转速区。
奔驰Actros重型卡车的手动变速器在理想情况下,变速器齿比变化范围非常大,因而发动机总是以单一的最佳性能转速运行。
这就是无级变速器(CVT)的概念。
CVT的齿比范围几乎没有任何限制。
过去,CVT在成本、尺寸和可靠性方面都不能与四速和五速变速器抗衡,所以在量产汽车中看不到它们。
目前,设计方面的改善使CVT得到了普及。
丰田普锐斯就是使用CVT的混合动力汽车。
变速器通过离合器与发动机连接。
因此,变速器输入轴的转速与发动机相同。
奔驰C级运动型跑车六速手动变速器五速变速器为输入轴提供五种不同的齿比,以便在输出轴产生不同的转速值。
以下是一些典型的齿比:接下来让我们看看简单的变速器。
为了帮助了解标准变速器的基本原理,下图显示了处于空挡状态的简单两速变速器。
Photo courtesy绿色轴将发动机与离合器连接起来。
绿色轴和绿色齿轮连在一起,形成一个整体。
(离合器是用于连接发动机和变速器或断开其间连接的装置。
踩下离合器踏板时,发动机与变速器断开,此时虽然汽车并不移动,但发动机仍在运转。
而松开离合器踏板时,发动机和绿色轴就直接连在一起。
绿色轴和齿轮的转速与发动机相同。
)红色轴及红色齿轮称为副轴。
它们也连为一个整体,因此副轴上的所有齿轮和副轴本身作为整体旋转。
绿色轴与红色轴直接通过各自的啮合齿轮连接起来,所以当绿色轴转动时,红色轴也会转动。
因此,一旦离合器接合,副轴就直接从发动机获得动力。
减速器零件机械加工工艺过程卡(可打印修改)
陕西国防学院
机械加工工艺过程卡片
产品型号 产品名称
减速器
零件图号 零件名称
齿轮
共
页第
页
材料牌号
毛坯种类
工 工名
工
序
内
毛坯外形尺寸
容
车 工 设备
每毛坯件数
每台件数
工艺装备
备注 工时
序 号 序称
间段
准终 单件
30 半精车 半精车一端端面、半精镗内孔、倒角 2×45°、1×45°
CA6140 三抓卡盘、45°车刀、镗孔刀、塞规
15 粗车 粗车外圆 ø55 和 ø65
20 粗车 粗车外圆 ø45、ø52、ø55、ø58
25 热处理 调质 190~230HBS
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
陕西国防学院
容 间段
减速器
设备
零件图号 零件名称 每毛坯件数
箱座
共
每台件数
工艺装备
页第
页
备注
工时
准终 单件
95 钳 打印记、拆开组合
100 钳 扩 6 孔(4-ø15、2-ø16H7)为 6-ø16 105 铣 铣输油沟 110 入库
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
毛坯外形尺寸 车工
容 间段
01 铸造 金属型机器造型砂型铸造——铸造毛坯
减速器
设备
零件图号 零件名称 每毛坯件数
箱盖
变速器换挡叉工艺工序卡

变速器换挡叉工艺工序卡计算机辅助设计与制造机械加工工序卡片工序名称:铰孔零件名称:变速器换挡叉零件重量:未知工序号:F8零件号:1同时加工零件数:1毛坯型号:铸造夹具名称:专用夹具材料牌号:35硬度:HBS180重量:未知专用工具:麻花钻、扩孔钻、铰刀设备名称:转塔钻床安装工步:1.安装麻花钻进行钻孔操作。
2.安装扩孔钻进行扩孔操作。
3.安装粗铰刀进行粗铰操作。
4.安装精铰刀进行精铰操作。
刀具走刀长度分别为55、49、50、50.主轴转速分别为300、195、195、195.切削速度分别为14.13、5.652、9.61、9.61. 基本工时分别为55.2、30、86.4、64.2.设备名称:卧式铣床工序名称:粗铣叉口19x5.9两侧面零件名称:变速器换挡叉零件重量:未知工序号:未知零件号:10同时加工零件数:1毛坯型号:铸造夹具名称:专用夹具材料牌号:35硬度:HBS180重量:未知专用工具:立铣刀、卡板设备名称:卧式铣床安装工步:1.安装立铣刀进行粗铣操作。
2.安装卡板进行夹持。
刀具走刀长度为50.主轴转速为450r/min。
切削速度为56.52m/min。
基本工时为10.设备名称:卧式铣床工序名称:粗铣16x56两侧面零件名称:变速器换挡叉零件重量:未知工序号:未知零件号:30同时加工零件数:1毛坯型号:铸造夹具名称:专用夹具材料牌号:35硬度:HBS180重量:未知专用工具:镶齿三面刃铣刀设备名称:卧式铣床安装工步:1.安装镶齿三面刃铣刀进行粗铣操作。
刀具走刀长度为70.主轴转速为165r/min。
切削速度为20.7m/min。
基本工时为20.粗铣16x56两侧面,设计者XXX在指导教师XXX的帮助下,共计10页,第3页的计算机辅助设计与制造机械加工工序卡片中,工序名称为粗铣叉口前后两侧面,零件名称为变速器换挡叉,零件重量为40,工序号为1,同时加工零件数为毛坯型号,夹具名称为专用夹具,主轴转速为165r/min,切削速度为26.7m/min,材料牌号为35,硬度为HBS180,重量为专用,基本工具为60,设备名称为卧式铣床,安装及工步说明为安装刀具量具,走刀长度次数为551,切削深度为2mm,型号为X620,进给量为0.08mm/r。
商用车变速器装配工艺流程

商用车变速器装配工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!商用车变速器装配工艺流程如下:1. 准备工作a. 检查并准备好所需的装配工具和设备,如扳手、螺丝刀、卡尺等。
4HP20 修理手册_C 71-140
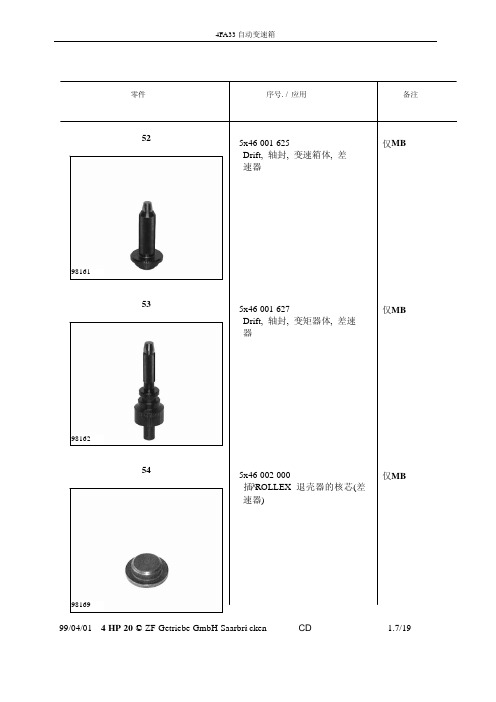
981615398162549816999/04/014HP20©ZF Getriebe GmbH Saarbrücken CD 1.7/191.8性能测试1.8.1挡位开关1.8.1.1 PSA/RSA使用万用表,根据性能列表做挡位开关的电阻测试。
编码表1.8.1.2MB/FIAT使用万用表,根据性能列表做挡位开关的电阻测试。
.编码表99/04/014HP20©ZF Getriebe GmbH Saarbrücken CD 1.8/1拧松紧固螺栓,取出变矩器。
(扳钳=17mm扳钳=13mm)使用变矩器提取扳手5x56000090,将变矩器拆卸。
99/04/014HP20©ZF Getriebe GmbH Saarbrücken CD 2.1/197505拧松螺丝,取出油底盘,将油封移除。
97506将控制单元的螺栓(大头)拧下,再把转速传感器固定物上的螺栓拧下,让控制单元倾斜。
(Torx TX-27)2.1/2CD4HP20©ZF Getriebe GmbH Saarbrücken99/04/01把在控制单元下的转速传感器的紧固螺栓拧松。
然后抬起固定夹的电缆,将转速传感器拿出来。
9750899/04/014HP20©ZF Getriebe GmbH Saarbrücken CD 2.1/32.2移出离合器B/E用拆卸工具拔出密封管(制动器C)5x95000415. 将变速器转90°.拧开油管,取出固定板,螺栓和油管。
从油管中取出O-型圈和油封帽。
(扳钳=19mm扳钳=13mm)将后盖的两个螺栓堵拧开,把箱体上的螺堵取下。
把后盖的五个Torx螺栓拧松,把后盖移除。
(扳钳=内六角形,6mm扳钳= 内六角形,5mm)(扳钳=Torx TX-40)99/04/014HP20©ZF Getriebe GmbH Saarbrücken CD 2.2/1将(离合器B/E)的两个密封垫取出.使用设备5x46001775将离合器B/E的输入轴取出。
4HP20介绍
联系我们 | 网站地图 | 隐私版权 | ENGLISH VERSION | 下
file://C:\DOCUME~1\ADMINI~1\LOCALS~1\Temp\T0LNA67K.htm
2011-6-18
变矩器
W254S 带打滑控制的锁止离合器 速比 一档 2.72 二档 1.48 三档 1.00 四档 0.72
倒档 2.57
主减速比 3.3...4.7 重量(包含油+ECU) 90.4(330 N.m) 88.3(260 N.m) 手柄位 P.R.N.D.3.2.1 控制 电液控制换挡,多种换挡模式
页码,2
变速器系列产品 6RA40—六速自动变速器 4FA33—四速自动变速器
OED 4FA33—四速自
OED 4FA33-四速自动变速器
技术参数 变速类型
4FA33 4速自动变速器 ,适用于横置前驱车型 变速器的扭矩及功率 发动机转速3500rpm Tmax=330N.m 发动机转速3500rpm Pmax=160KW(218HP)
变速控制: 电控液压变速器控制模块提供以下服务:
file://C:\DOCUME~1\ADMINI~1\LOCALS~1\Temp\T0LNA67K.htm
2011-6-18
页码,2/2
完全控制 取决于扭矩的两套压力系统 电子记录变速器和车辆数据 变速器控制系统自适应外部环境 电子控制单元包括一个根据驾驶习惯和驾驶环 境自动控制换挡参数的模块。这个模块可以替 换功能选择程序. 变速箱控制单元带有错误诊断系统
变速器轴类部件的主要加工工艺流程
变速器轴类部件的主要加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!变速器轴类部件的主要加工工艺流程解析变速器轴是汽车传动系统中的关键部件,其精度和质量直接影响到汽车的性能和使用寿命。
变速器轴加工工艺设计DOC
实习报告大连职业技术学院实习报告题目姓名:专业班级:实习单位:指导教师:完成日期:目录第1章前言 (1)第2章工艺方案分析 (2)2.1 零件图 (2)2.2 零件图分析 (2)2.3 确定加工方法 (2)2.4 确定加工方案 (2)第3章工件的装夹 (4)3.1 定位基准的选择 (4)3.2 定位基准选择的原则 (4)3.3 确定零件的定位基准 (4)3.4 装夹方式的选择 (4)3.5 数控车床常用的装夹方式 (4)3.6 确定合理的装夹方式 (4)第4章刀具及切削用量 (5)4.1 选择数控刀具的原则 (5)4.2 选择数控车削用刀具 (5)4.3 设置刀点和换刀点 (6)4.4 确定切削用量 (6)第5章典型轴类零件的加工 (7)5.1 轴类零件加工工艺分析 (7)5.2 典型轴类零件加工工艺 (9)5.3 加工坐标系设置 (11)5.4 手工编程 (12)第1章前言在机械加工工艺教学中,机械制造专业学生及数控技术专业学生都要学习数控车床操作技术。
让学生了解相关工种的先进技术,同时培养工作岗位的前瞻性;在讲授数控知识的同时,必须要求学生掌握基本的机械加工工艺,增强系统意识,理解手动操作与自动操作之间的联系,真正把学生培养成为适应各种工作环境和岗位的多面手。
数控车工基础工艺理论及技能有机融合,包括夹具的使用、量具的识读和使用、刃具的刃磨及使用、基准定位等,分类叙述了车床操作、数控车床自动编程仿真操作、数控车床编程与操作的初、中级内容。
以机械加工中车工工艺学与数控车床技能训练密切结合为主线,常用量具识读及工件测量、刀具及安装、工件定位与安装、金属切削过程及精加工,较清晰地展示了数控车工必须掌握的知识和技能的训练途径。
对涉及与数控专业相关的基础知识、专业计算,都进行了有针对性的论述,目的在于塑造理论充实、技能扎实的专业技能型人才。
本文以与切削用量的选择,工件的定位装夹,加工顺序和典型零件为例,结合数控加工的特点,分别进行工艺方案分析,机床的选择,刀具加工路线的确定,数控程序的编制,最终形成可以指导生产的工艺文件。
变速器工艺卡
专用夹具
切槽刀
高速钢镶齿三面刃铣刀
卡
板
1
1
1
1
55
25
40
55
2
2
2
2
0.15
0.08
0.08
190
165
165
165
8.35
20.7
20.7
20.7
0.38
0.11
0.18
0.25
VI
1
1
精铣叉口两内侧面
卧式铣床
专用夹具
高速钢镶齿三面刃铣刀
卡
板
1
50
0.2
0.08
115
14.4
0.31
VII
115
14.4
0.34
X
1
1
攻螺纹M6x1-H7
M6丝锥
1
27
5
1.25
r/min
190
5.97
1.43
武汉科技学院
机械加工工艺过程卡片
产品型号
CA10B
产品型号
CA10B(解放汽车)
共1页
产品名称
变速器换挡叉
零件名称
ห้องสมุดไป่ตู้心轴
第1页
材料牌号
35钢
毛坯种类
铸件
毛坯外型尺寸
每毛坯件数
4000
每台
件数
备注
2.6kg
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸造
铸造毛坯
2
粗铣
粗铣Φ15、Φ50上,下端面
变速器箱体加工工艺规程及其工艺卡设计
题目变速器下箱体加工工艺规程学生姓名李勇专业班级机械设计制造及其自动化1班学号指导教师连峰完成时间2015年7 月23日目录一制定箱体加工工艺规程的原始材料 (1)1零件工作图和必要的装配图 (1)2零件的生产纲领和生产类型 (1)3毛坯的生产条件和供应条件 (1)4本厂的生产条件 (1)5各有关手册、标准和指导性文件 (1)二减速器箱体加工工艺规程的步骤和内容...........................1阅读装配图和零件图............................................2工艺审查.......................................................3熟悉和确定毛坯................................................4拟定机械加工工艺路线.........................................4.1加工方法的选择..............................................4.2定位基准....................................................4.3工序顺序的安排..............................................4.4热处理工序的安排............................................4.5辅助工序的安排..............................................5确定工艺设备()..............................................5.1选择机床....................................................5.2选择量具5.3选择夹具5.4选择刀具.....................................................5.5专用机床设计任务书5.6确定加工工艺路线6确定技术要求和检验方法7确定加工余量、计算工序尺寸和公差8确定切削用量...................................................8.1粗、精铣切削用量............................................8.2钻削加工切削用量的选择......................................8.3基本时间的确定.............................................. 9确定时间定额10填写工艺文件减速器成品图一制定箱体加工工艺规程的原始材料1零件工作图和必要的装配图2零件的生产纲领和生产类型大批量3毛坯的生产条件和供应条件4本厂的生产条件5各有关手册、标准和指导性文件1 减速器实用技术手册编辑委员会编. 《减速器实用技术手册》北京:机械工业出版社, 19922 冯辛安主编.《机械制造装备设计》第2版大连理工大学北京:机械工业出版社, 2007.123 黄如林主编.《切削加工简明实用手册》北京:化学工业出版社,2004.74 戴曙主编. 《金属切削机床》北京:机械工业出版社, 2005.15冯之敬主编《机械制造工程原理》清华大学出版社,2008.66邢闽芳主编《互换性与技术测量》清华大学出版社,2007.4二减速器箱体加工工艺规程的步骤和内容1阅读装配图和零件图装配零件主视图零件左视图及局部视图2工艺审查减速器的主要加工表面为孔系和平面,为了保证箱体部件的装配精度,对箱体零件的加工,主要有如下技术要求:支承孔的尺寸精度、形状精度和表面粗糙度箱体上的主要支承孔(主轴孔)尺寸公差等级为IT6级,圆度为0.006~0.008mm,表面粗糙度值为Ra0.4~0.8um.其他支承孔的尺寸公差等级为IT6~IT7级,圆度为0.01mm左右,表面粗糙度值为Ra1.6~3.2um。
机械加工工艺卡片
产品名称
电动葫芦减速器
零件名称
减速器箱体总成
共
3
页
第
3
页
材料牌号
HT20-40
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
10
钻扩铰
从箱体方向钻扩铰4×φ13孔,深度至箱体
加工中心
20
钻扩铰
从箱体方向钻扩2×φ8铰销孔至箱盖
加工中心
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
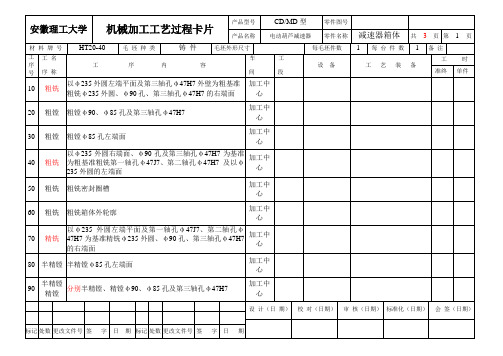
安徽理工大学
机械加工工艺过程卡片
产品型号
CD/MD型
零件图号
产品名称
电动葫芦减速器
零件名称
减速器箱体
共
3
页
第
2
页
材料牌号
HT20-40
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车
间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
OP50 在线最终检测(四阀体共用)
OP60 清洗(四阀体共用)
OP70 气密试漏(四阀体共用)
OP80 浸渗清洗(四阀体共用)
OP90
零件下料
工艺过程卡
零件图纸更改标记
通知书 标记
CAD31U10-JL-4202-00 零件号
零件名称 阀体1壳体
零件 材料
AlSi9Cu3
毛坯 种类
压铸
毛坯 硬度
<= 80
制造 路线
工序号
零件 采壳
装配 单位
车间 发动机
序号名称
OP10
零件上料
以L4、L5及L6平面定位,以L1、L2、L3做角向定位
OP20
粗加工F2000、F3100面及F2000面上的孔系 精加工1011、1012孔
OP30 打标记
以加工后的 1011、1012孔及F2000面定位
OP40
精加工F1000及F1000面上的孔系
共页 第页
页次
毛重 (Kg)
净重 (Kg)
车型
每车 件数
1
平面图号 设备型号 设 备 名 称 夹 具s来自nv冷却液
T单
负 荷%
备注
80%
立式加工中心
标记机
80%
立式加工中心
在线测量仪
清洗机
80%
试漏机
80%
清洗机
80%
更改根据 标记及数目 签名及日期
设 计 校 对 审核
吕仁峰 2008/06/16
公司批准 归口会签