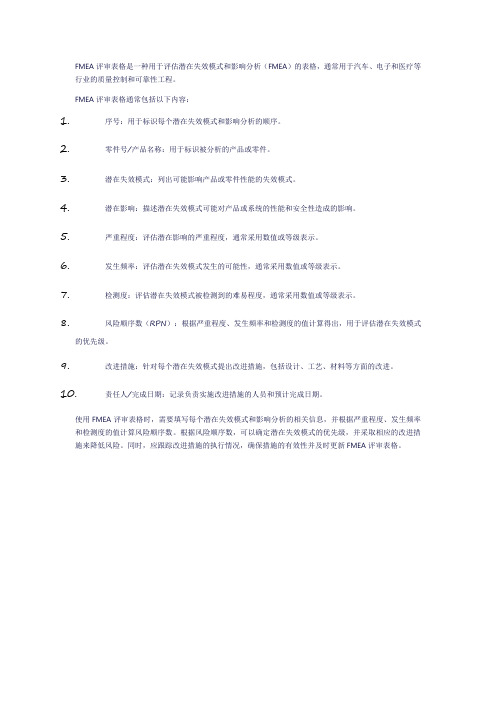
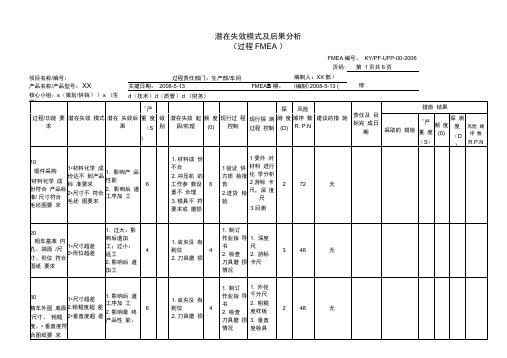
工厂管理制程FMEA分析表
FMEA失效模式效应分析表-
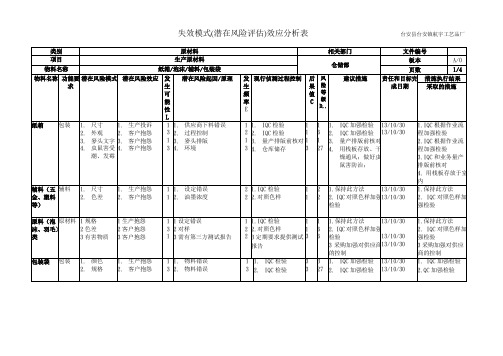
失效模式(潜在风险评估)效应分析表
台安县台安镇航宇工艺品厂
类别
成品
相关部门
文件编号
项目 物料名称
包装好的成品 成品
仓储部
板本
A/0
页数
3/4
功能要求 潜在风险模式 潜在风险效应 发 生 可 能 性 L
潜在风险起因/原理
发 现行侦测过程控制 生 频 率 E
后风
果险 值等 C级
D..
建议措施
责任和目标
行组装和包装
1 2、质检不到位
2 2.加强检验
3 18 7 14
1.严格按客人 13/10/30 和包装流程进 行组装和包装 2.员工自检和 13/10/30 品检全检相结 合的检验方式 彻底执行,保 证质量
1.严格按客人和包装 流程进行组装和包装 2.员工自检和品检全 检相结合的检验方式 彻底执行,保证质量
燥通风;做好虫
鼠害防治;
2 1.IQC 检验 2 2.对照色样
1 2 1.保持此方法
13/10/30
1 2 2. IQC 对照色样加强13/10/30
检验
1.IQC 根据作业流 程加强检验 2.IQC 根据作业流 程加强检验 3.IQC 和业务量产 排版前核对 4. 用栈板存放于室 内 1.保持此方法 2. IQC 对照色样加 强检验
台安县台安镇航宇工艺品厂
半成品
相关部门
文件编号
制程半成品 工序
生产部
板本
A/0
页数
2/4
发 潜在风险起因/原理 生 可 能 性 L
3 1. 操作不良 3 2. 破损 3 3. 伤害身体,影响健康
发 现行侦测过程控 后 风
生
制
PFMEA 分析表

4.定期保养真空过滤棉时进行检查。
4
12
参阅《SMT设备保养计划》
1◎ 相机识别不清
3
每日保养对镜片进行擦拭,防止灰层,板 屑污染镜片,每日点检1次。 参阅《SMT设备点检记录表》
100%自检, IPQC抽检1次/天
4
12
1. 检查FEEDER MARK点识别坐标
1.供料器动作不到位; 2.Feeder取料中心位置偏移.
1、作业前按照标准设置4±0.5kgf.cm;
1、首件确认;
3
2、设置后实际测量,实际扭力需与标准一 致;
2、100%自检; 3、IPQC:2H/次
2
42
3、首件确认螺丝锁后是否锁紧及滑牙
抽检;
烧录
程序没烧录进芯 片
产品功能测试 失败
7 ● 烧录时程序调用错误
1.烧录前工程确认软件,确认无误后需先 1、首件确认;
7 ◎ 升温过快,导致器件两端受 3 升温斜率),参阅《回流焊炉温设定表 检; 2、IPQC抽 3 63
热不均匀;
》;
检2H/次
7
◎
回流焊升温区时间设定过 长;
3
根据炉温曲线设定SOP来设定炉温曲线的 各个参数,并参照锡膏规格书。
100%1、100%自 检; 2、IPQC抽 检2H/次
3
63
7 ◎ 作业员漏失;
3
湿敏元件的贮存环境进行控制,如温度、 湿度。参阅《温湿管理规范》。
行实时稽查。
3 63
锡膏存储 钢网管控
1.存储温度按照锡膏规格参数控制;
锡膏印刷品质 不良
存贮锡膏的冰箱温度不满足 锡膏存储条件。
2
2.对冰箱温度进行监控点检,2次/天; (参阅《锡膏存储使用规范》)
制程PFMEA分析表格
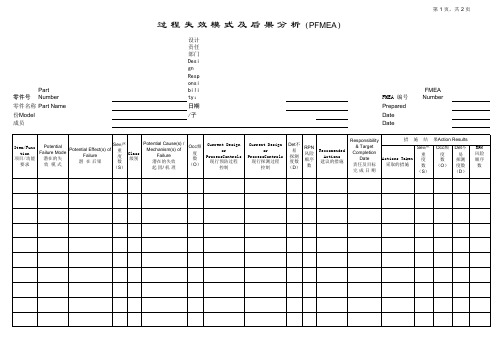
零件号 Part Number 设计责任部门Design Responsibility: 关键日期Key Date: 系统/子系统/部件System/Subsystem/Component FMEA 编号 FMEA Number 零件名称 Part Name 车型/年份Model Year(s)/Vehicle(s) 核心小组成员Core Team Member 编制Prepared by: 编制日期Date (Orig.): 修订日期Date (Rev.):
Det不 RPN 易 风险 探测 顺序 度数 数 (D)
Reccomended Actions 建议的措施
第 2 页,共 2 页
sults RPN 风险 顺序 数
Sev严 Potential Effect(s) of 重 Class Failure 度 级别 潜 在 后果 数 (S)
Potential Cause(s) / Mechanism(s) of Failure 潜在的失效 起 因/ 机 理
Occ频 Current Design or Current Design or 度 ProcessControls现 ProcessControls 数 行预防过程 现行探测过程 (O) 控制 控制
措 施 结 果Action Results Responsibility & Target Sev严 Occ频 Det不 Completion 重 度 易 Date Actions Taken 度 数 探测 采取的措施 责任及目标 数 (O) 度数 完成日期 (S) (D)
Potential Item/Funct Failure Mode ion 项目/功能 潜在的失 要求 效 模式
制程FMEA分析表

目檢﹐將不 2 8 4 64
良品選出
-----
換PIN前必
3 6 2 36
須確認治具
-----
內無剩余的
pin
選擇正確的 3 8 5 120 控制操作﹐機台壓力控制在
治具
80±2kg﹔時間為2.5秒
壓pin后將各 4 5 3 60 將各pcb整齊擺放好放入周
pcb放置好
轉盤﹐并防止受硬壓
負責單位 /
加強控制
3 6 3 54 保持操作台面的清潔﹐壓
膠和灌膠時仔細檢查是否
有雜物粘在其上
灌膠后進行 外觀檢查 控制操作 刷墨后的反 射蓋平放
3 7 3 63 灌膠后將空氣抽干淨
2 7 4 56
------
100%目檢
2 73
42 將不同產品不同標簽分開 放置﹐并標上標識以便識 別
負責單位 /
完成日期
IPQC 制造部 (1/7)
度 度 度 系數
5 4 2 40 刷墨前先將各參數調至規
定值﹐并嚴格按指導書進
行操作
4 4 2 32
-------
3 7 4 84 加長反射蓋的預熱時間 在反射蓋上加防呆柱子
4 7 4 118 按操作規程對抽真空工序 加強控制
3 6 4 72 烘烤前先將各參數調至規 定值﹐并嚴格按指導書進 行操作
3 6 4 72 重新調試烘烤溫度﹐并作 好記錄作為下一次生產時 所用的參考值
0 客戶產品型號 廠內產品型號
制程FMEA分析表
關鍵日期 制成單位
4/20/03 工程部
FMEA日期
制成 修訂
04/25/03 -----
保管編號 頁次 開發擔當
附件一 ----3of4
制程FMEA分析表
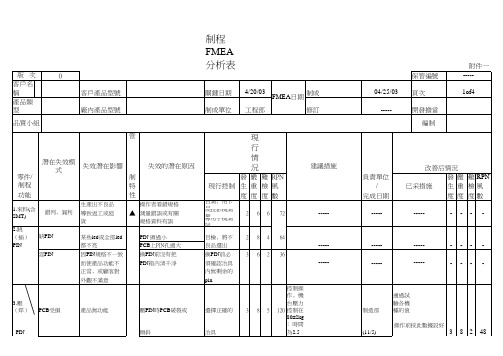
(1/6)
FM-0201-01
版次 客戶名 稱 產品類 型
0 客戶產品型號 廠內產品型號
制程 FMEA 分析表
關鍵日期 制成單位
4/20/03 FMEA日期 制成
工程部
修訂
管
零件/ 制程 功能
潛在失效模 式
失效潛在影響
制
特
性
失效的潛在原因
12.外觀 反射蓋污染 由于表面缺陷使
節內雜物
節內缺膠 正面脫墨 表面刮傷
工程部
修訂
管
零件/ 制程 功能
潛在失效模 式
失效潛在影響
制
特
性
失效的潛在原因
5.焊線 焊線松脫
晶粒與焊線接觸
(bonding )
不良
★ 拉力不足
第二焊球脫落 死節 球形過扁
超音波不穩定 PCB未清洗干淨
現行控制
加大綁線的 壓力值
OPR自檢 QC抽檢
現 行 情 況 發 嚴 難 RPN 生重 檢風 度度 度系
顧客對外觀不滿 意
因壓膠和灌膠時沒 仔細檢查﹐使污物 粘在膠片上或滲入 膠內
灌膠時有氣泡混入
刷墨未干時用手去 碰反射蓋或反射蓋
現行控制
加強控制
現
行
情
況
建議措施
發 嚴 難 RPN
生重 檢風
度度 度系
3 63
保持操 作台面 的清潔 54 ﹐壓
膠和灌 膠時仔 細檢查 是否
有雜物粘在其上
灌膠后進行 外觀檢查 控制操作 刷墨后的反
版次 客戶名 稱 產品類 型
0 客戶產品型號 廠內產品型號
品質小組
管
零件/ 制程 功能
潛在失效模 式
Fmea分析表1
成型加工困难
主体棱角保留装饰条定位,将装 客户可能不接受 饰条由直角(90°)形改为直条形
装饰片过小且胶口接近一 装饰条易少肉或多肉 级外观面,不易剪胶 成型件有应力造成变形 不平整
胶口设计在装 饰片内侧 做背胶和卡扣
建议 背胶不易承受高低温考验,易 易脱落(客户部接受) 增加卡扣以增加 装饰条易脱落 老化失效 且易造成经济赔偿损失 软胶片(装饰条) 稳固性 做背胶黏贴
装饰条不服帖 麦拉片 二 次 加 工 难 度 高 超音波 喷漆 黏胶 移印 网印
卡扣与主体配合有间隙装饰 装饰条整体配合易有鼓 做塑胶卡扣方式组 增加背胶以减小 起产生缝隙影响整体形 配 条易变形 翘曲(不服贴) 象 麦拉片制作加工成本高 超音波底座治具不易制作 喷剂治具密封性差 胶水多位液体 拐角不易移印 铰链干涉 模具加工困难及成型不易 模具加工困难 塑胶装饰片成型尺寸 及变形难以管控 成本过高 贴整片麦拉片 采用超音波将装饰 条与肢体粘合 外观管控不易,不良率 在主体表面喷漆成 白色装饰条 高 胶水比较稀,易流在主 用胶水将塑胶装饰 片黏贴在主体上 体上,影响良率 影响产品整体不良率高 采用移印方式印刷 装饰条
設計失效模式與效應分析表丝芙兰魔术方块白色装饰条201110192011108零件潜在失效模式失效效應建议改善風險建议改善措施建议改善風險pra装饰条易脱落增加卡扣以增加稳固性装饰条不服帖卡扣与主体配合有间隙装饰条易变形做塑胶卡扣方式组配麦拉片制作加工成本高成本过高贴整片麦拉片超音波超音波底座治具不易制作喷漆喷剂治具密封性差外观管控不易不良率高黏胶胶水多位液体拐角不易移印影响产品整体不良率高采用移印方式印刷装饰条铰链干涉网板无法完全贴近产品表面在主体上印刷装饰模具加工困难及成型不易模具加工困难模具四面滑块相互干涉成型加工困难成本过高超音波喷漆喷剂治具密封性差黏胶胶水多位液体铰链干涉烫金棱角烫金困难取消两侧边装饰片白客户可能不接受客户可能不接受成型件有应力造成变形不平整s對產品失效的嚴重度效應severity設計開始日期
fmea评审表格
FMEA评审表格是一种用于评估潜在失效模式和影响分析(FMEA)的表格,通常用于汽车、电子和医疗等行业的质量控制和可靠性工程。
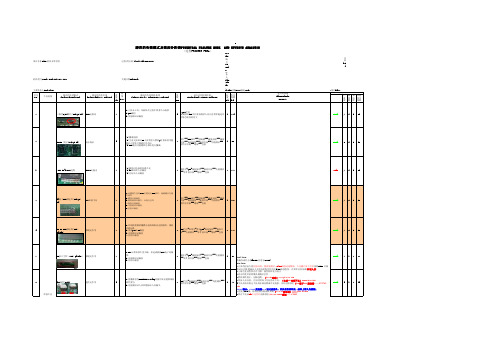
FMEA评审表格通常包括以下内容:
1.序号:用于标识每个潜在失效模式和影响分析的顺序。
2.零件号/产品名称:用于标识被分析的产品或零件。
3.潜在失效模式:列出可能影响产品或零件性能的失效模式。
4.潜在影响:描述潜在失效模式可能对产品或系统的性能和安全性造成的影响。
5.严重程度:评估潜在影响的严重程度,通常采用数值或等级表示。
6.发生频率:评估潜在失效模式发生的可能性,通常采用数值或等级表示。
7.检测度:评估潜在失效模式被检测到的难易程度,通常采用数值或等级表示。
8.风险顺序数(RPN):根据严重程度、发生频率和检测度的值计算得出,用于评估潜在失效模式
的优先级。
9.改进措施:针对每个潜在失效模式提出改进措施,包括设计、工艺、材料等方面的改进。
10.责任人/完成日期:记录负责实施改进措施的人员和预计完成日期。
使用FMEA评审表格时,需要填写每个潜在失效模式和影响分析的相关信息,并根据严重程度、发生频率和检测度的值计算风险顺序数。
根据风险顺序数,可以确定潜在失效模式的优先级,并采取相应的改进措施来降低风险。
同时,应跟踪改进措施的执行情况,确保措施的有效性并及时更新FMEA评审表格。
FMEA管理-范本
FMEA编号Number:页码Page:准备人Prepared By:严重度频度数难检度风险优先指数1三极管Q453移位(JT37A2MB)HDMI无联动71.上料未卡好,导致贴片过程中吸著中心偏移2.AOI漏检3.功能测试站漏检61.AOI拦检2.測試站SOP中有要求測試人員注意菜單處是否有綠色底紋的英文3126CLOSE733632IC150 反向(JT37A2 MB)无法烧录6(1)機器拋料(2)生產交接班時OP人員將當天散料A材重新使用脆盤后正常貼片導致打件反向(3)DIP後段功能測試也無法進行攔截。
5裂片---DIP插件---過錫爐---爐後接板---爐後目檢---錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝390CLOSE632363 U51 29-30pin连锡HDMI1无输出7(1)维修时造成的短路不良(2)FT测试站人员漏检(3)总检站人员漏检5维修室-AOI-錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝5175OPEN733635RF端子PIN脚连焊(JT37A2MB)DTV画面不良71.此機種生產時H101位置是由DIP插件,過鍋爐后有幾率連焊2.爐後目檢漏检3.錫面檢修站漏失,未進行拉焊4.錫面目檢漏检5.功能测试站漏检6.总检站漏检5裂片---DIP插件---過錫爐---爐後接板---爐後目檢---錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝3105CLOSE722286IC U1 PIN脚连锡(JT24keypad)按键无作用71.印刷設備擦拭機構出現故障無法自動擦拭,導致印刷短路2.重流AOI站OP漏检3.功能测试站漏检4.总检站漏检4AOI拦检-维修室-重流AOI-錫面檢修---錫面目檢---功能測試---零件面目檢---總檢---包裝4112CLOSE722287CN接口空焊(JT24keypad)按键无作用71元件維修不當少錫,易造成插拔CN1端子時錫裂。
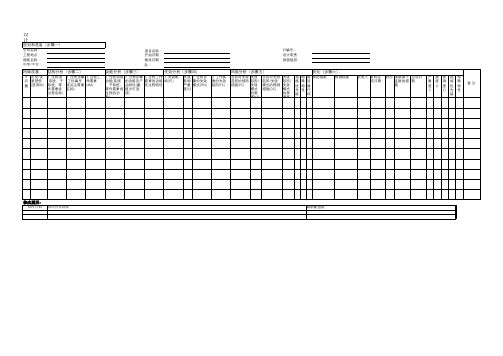
FMEA表格模版

FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工machiningFMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工FMEA 编号Number:页码Page:准备人Prepared By:关键日期Key Date: 2009.09.07车型年/车辆类潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item:工。
FMEA应用表格 - 模板
成日期
证据的措 期
施
严频探措特
重度测施殊
度 O 度优特
S
D 先性
级
备注
修改履历: 修改日期 修改内容摘要
跨职能团队
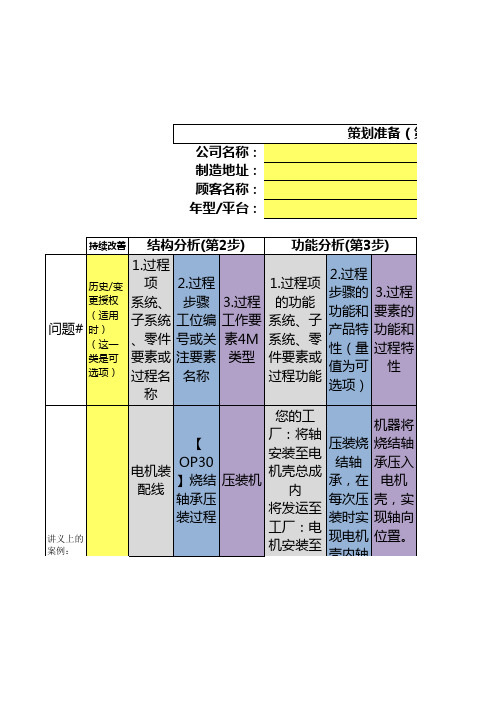
功能分析(步骤三)
失效分析(步骤四)
1. 过程项的 2. 过程步骤 3. 过程工作 1. 失效影 功能(系统 的功能及产 要素的功能 响(FE) 、子系统、 品特性(量 及过程特性 零件要素或 值为可选 过程的功 项) 能)
失效 2. 过程步 影响 骤的失效 严重 模式(FM) 度(S)
3. 工作要 素的失效 起因(FC)
设 计
规划和准备(步骤一)
公司名称: 工程地点: 顾客名称: 年型/平台:
持续改善
# 历史/变 问 更授权 题 (适用时)
结构分析(步骤二)
1. 过程项 (系统、子 系统、零 件要素或 过程名称)
2要素 (4M) 名称)
项目名称:
开始日期:
修跨改职日能期团: 队:
ID编号: 设计职责: 保密级别:
风险分析(步骤五)
当前对失效 失效 当前对失效 失效
起因的预防 起因/ 起因/失效 起因/
措施(PC) 失效 模式的探测 失效
模式 措施(DC) 模式
的频
的探
度(O)
测度
优化(步骤六)
措 特 筛 预防措施 探测措施 施殊选 优特器 先性代 级码
负责人 目标完 状态 采取基于 完成日
FMEA表格讲解

潜在的失效模式及后果分析(FMEA)第1章概论1.1 什么是FMEA?潜在的失效模式及后果分析(英文:Potential Failure Mode and Effects Analysis.简称FMEA)。
是在产品/过程/服务等的策划设计阶段,对构成产品的各子系统,零部件,对构成过程,服务的各个程序逐一进行分析,找出潜在的失效模式,分析其可能的后果,评估其风险,从而预先采取措施,减少失效模式的严重程度,降低其可能发生的概率,以有效地提高质量与可靠性,确保顾客满意的系统化活动。
FMEA是一种系统化的工作技术和模式化的思考形式。
FMEA就是及早地指出根据经验判断出的弱点和可能产生的缺陷,及其造成的后果和风险,并在决策过程中采取措施加以消除。
FMEA是一个使问题系统地得到合理化解决的工具,实际上也是目前全世界行之有效的预防手段,实施FMEA就是根据经验和抽象思维来确定缺陷,在研究过程中系统地剔除这些缺陷的工作方法,它可划分为三个方面:SFMEA-系统FMEADFMEA-设计FMEAPFMEA-过程FMEA1.2 FMEA的历史世界上首次采用FMEA这种概念与方法的是在本世纪60年代中期美国的航天工业。
进入70年代,美国的海军和国防部相继应用推广这项技术,并制订了有关的标准。
70年代后期,FMEA被美国汽车工业界所引用,作为设计评审的一种工具。
1993年2月美国三大公司联合编写了FMEA手册,并正式出版作为QS9000质量体系要求文件的参考手册之一,该手册于1995年2月出版了第2版。
1994年,美国汽车工程师学会SAE发布了SAE J1739-潜在失效模式及后果分析标准。
FMEA还被广泛应用于其他行业,如粮食、卫生、运输、燃气等部门。
1.3 为什么要进行FMEA?工程中大量的事实证明,由于策划设计阶段疏忽,分析不足,措施不够,以至造成产品/过程/服务等投入运行时严重程度不同的失效,给顾客带来损失,甚至产生诸如“挑战者”号航天飞机爆炸的惨痛事故。
FMEA分析量化评定参照表(失效模式分析)
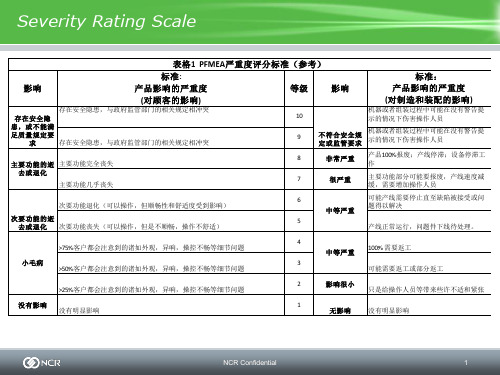
存在安全隐患,与政府监管部门的相关规定相冲突 存在安全隐 患,或不能满 足质量规定要 求 存在安全隐患,与政府监管部门的相关规定相冲突 主要功能的逝 主要功能完全丧失 去或退化 主要功能几乎丧失 次要功能退化(可以操作,但顺畅性和舒适度受到影响) 次要功能的逝 去或退化 次要功能丧失(可以操作,但是不顺畅,操作不舒适) >75%客户都会注意到的诸如外观,异响,操控不畅等细节问题 小毛病 >50%客户都会注意到的诸如外观,异响,操控不畅等细节问题 >25%客户都会注意到的诸如外观,异响,操控不畅等细节问题 没有影响 没有明显影响
5
中等水平
过程中监测
4
中等偏上
源头处监测
3
高
有部分防错手段
自动控制装置能自动检测到即将发生的失效并避免错误的发生
2
很高
有防错,不需要监测
夹具,机器或者产品设计本身具有放错功能,能够完全规避制作过程中可 能发生的失效
1
必然的(能被发 现)
NCR Confidential
3
Severity Rating Scale
表格 1 PFMEA 严重度评分标准(参考) 标准 : 产品影响的严重度 等级 影响 (对顾客的影响 )
10 9 8 7 6 中等严重 5 4 中等严重 3 2 1 影响很小
影响
标准: 产品影响的严重度 (对制造和装配的影响 )
机器或者组装过程中可能在没有警告提 示的情况下伤害操作人员
等级 10 9 8 7 6 5 4 3 2
1
NCR Confidential
2
Detection Rating Scale
可探测性表格
探测机会
没有机会探测到 任何阶段都好像不容 易探测到 问题探测总是滞后
FMEA潜在失效模式及分析表格模版

FM EA编号Numbe r:页码Page:准备人Pre par ed By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2012.05.07工FM EA编号Numbe r:页码Page:准备人Pre par ed By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2012.05.07工FM EA编号Numbe r:页码Page:准备人Pre par ed By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2012.05.07工FM EA编号Numbe r:页码Page:准备人Pre par ed By:潜在的失效模式及效应分析表POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS(过程PROCESS FMEA)过程责任部门Process Responsibility: 质量部 QA Dept.项目名称 Item: 关键日期Key Date: 2012.05.07工。
新版FMEA表单模板(带AP明细)(OK)
起因或 失效模 式的当 前探测
控制 (DC
对失效 起因或 失效模 式的探
测度 (D)
)
)
您的工厂:间 隙太小无法安
根据规 范
装轴,没有潜
设备在 根据数
MRKJ5
在损害 将发运至工
达到最 据表调 不能实 终位置 整力的
5
038对 电机性
2
厂:将电机安
现烧结 前停止 大小
能曲线
装至车门上需 8 轴承的
进行完
要额外插入
轴向定
全检测
力,存在潜在
位
损害
最终用户:舒
适模式关闭时
间过长
厂:将电机安
现烧结
装至车门上需 8 轴承的
要额外插入
轴向定
力,存在潜在
位
损害
最终用户:舒
适模式关闭时
间过长
PFMEA
PFMEA ID编号: 过程职责: 保密级别:
估(第5步)
改进措施(第6步)
PFM
EA AP( 行动 优先
筛选器代码 (可选)
备注
832
L
2.过程 步骤的 功能和 产品特 性(量 值为可 选项)
3.过程 要素的 功能和 过程特
性
讲义上的 案例:
电机装 配线
【 OP30 】烧结 轴承压 装过程
压装机
您的工 厂:将轴 安装至电 机壳总成
内 将发运至 工厂:电 机安装至
车门上 最终用 户:升起 和降下车
压装烧 结轴
承,在 每次压 装时实 现电机 壳内轴 向定位 保留最 大间隙
机器将 烧结轴 承压入
电机 壳,实 现轴向 位置。
窗
电机装 配线
FMEA表格
(过程FMEA )(过程FMEA )FMEA编号:KY/PF-UFP-00-2006页码:第1页共6页项目名称/编号:S 过程责任部门:生产部/车间编制人:w(技术部)产品名称/产品型号:S壳关键日期:2008-5-13 FMEA日期:________ 核心小组:d(策划/供销))d (生产)d(技术)d质管)d (财务)FMEA 编KY/PF-UFP-00-2006关键日期:2008-5-13 (过程FMEA )项目名称/编号:69DS - 180- 1 - 10驱动轴三柱槽壳 产品编制人:w 平(技术部)过程责任部门:生产部/车间(过程FMEA)FMEA编号:KY/PF-UFP-00-2006页码:第1页共6页项目名称/编号:ew 过程责任部门:生产部/车间编制人:e(技术部)产品名称/产品型号:e 关键日期:2008-5-13FMEA B 期:(编制)2008-5-13 (修订)核心小组:w(策划/供销))w (生产)w(技术)e(质管)e (财务)(过程FMEA)FMEA编号:KY/PF-UFP-00-2006页码:第1页共6页项目名称/编号:d 产品名称/产品型号:d过程责任部门:生产部/车间关键日期:2008-5-13编制人:d(技术部)FMEA B 期:(编制)2008-5-13 (修订)核心小组:d(策划/供销))d生产)d(技术)d(质管)d (财务)(过程FMEA)FMEA编号:KY/PF-UFP-00-2006页码:第1页共6页项目名称/编号:d过程责任部门:生产部/车间编制人:d(技术部)产品名称/产品型号:d壳关键日期:2008-5-13FMEA B 期:(编制)2008-5-13 (修订)核心小组:d策划/供销))d (生产)来建平(技术)d质管)d (财务)FMEA 编KY/PF-UFP-00-2006产品名称/产品型号:d 壳 关键日期:2008-5-13FMEA 日期:(编制)2008-5-13 (修订) ___________核心小组:d 策划/供销))d 生产)d (技术)d (质管)d (财务))潜在失效模式及后果分析(过程FMEA )项目名称/编号:d过程责任部门:生产部/车间编制人:d 平(技术部)。
FMEA图表
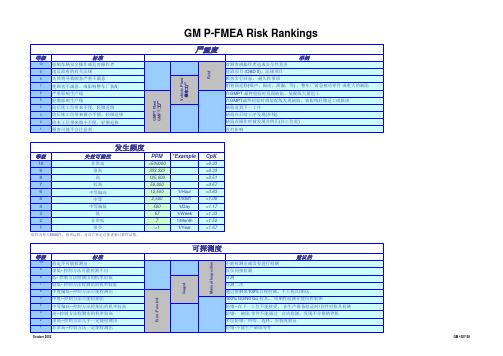
严重度
等级
10 9 8 7 6 5 4 3 2 1
标准
影响车辆安全操作或危害操作者
Field
举例
对顾客或操作者造成安全性危害 排放项目 (OBD II)。法规项目 顾客步行回家, 耐久性事项 销售商返修(噪声、振动、泄漏,等) 。整车厂紧急接动零件 或重大的缺陷 在GMPT 最终检验时发现缺陷。装配线大量返工 在GMPT最终检验时或装配线发现缺陷。装配线轻微返工或报废 缺陷流到下一工序 缺陷在后续工序发现(在线) 缺陷在操作时被发现并纠正(在工位处) 没有影响
等级
10 9 8 7 6 5 4 3 2 1
失效可能性
非常高 很高 高 较高 中等偏高 中等 中等偏低 低 非常低 很少
PPM
>500000 333,333 125,000 50,000 12,500 2,500 500 67 7 <1
*Example
CpK
<0.33 >0.33 >0.51 >0.67
Error-Proofed Gaged Man测 仅仅间接检测 目测 目测二次 通过接触来100%目视检测。手工检具/测试 100% G0/N0 Go 检具。 周期性检测并使用控制图 防错--在下一工位不能接受。 在生产准备验证时/首件对检具检测 防错缺陷 零件不能通过 自动检测,发现不合格格停机 多层防错;供给、选择、安装或验证 防错-不能生产缺陷零件
GM 1927-28
肯定不可能检测出
较低- 控制方法检测出的机率较低 中度--控制方法可能检测出
1/Hour 1/Shift 1/Day 1/Week 1/Month 1/Year