CK514数控立式车床技术参数(精)教程文件
CK系列数控车床规格说明书
CK系列数控卧式车床规格说明书产品型号C K数控系统一、CK系列数控卧式车床介绍本系列机床是由资深的技术团队自主研发,设计过程参考和吸收国内外知名机床厂的先进技术,并进行改进和优化,使本机床相对于同类产品具有较大的技术和性能优势。
该系列数控车床最大加工直径由Φ80mm至Φ560mm不等,最大加工长度由160mm至475mm不等,故可车削加工各种中型、小型复杂的轴类、盘类工件;此外还具有两坐标直线插补、圆弧插补、螺旋线插补,车、镗、钻、扩、铰孔、攻丝等多种功能,选配功能部件后能实现车铣复合加工或一次装夹两端面加工。
因此,本机床具有极高的性价比,广泛被用于五金、汽车、模具、航空航天、军工等各种领域,并使客户取得良好的经济效益。
本系列机床分为小型CK3系列和中型CK5系列,CK3系列包括CK35/P、CK35/T、CK38/P、CK38/T,CK5系列包括CK45/P、CK45/T、CK50/P、CK50/T、CK56/P、CK56/T。
其中P系列是排刀架形式,T系列是回转刀塔形式。
(一)本机床主要特点:1、机床结构方面:该系列数控车床的铸件加厚了承载截面,导轨分布采用和加大跨距设计,使得机床具有高强度,保证动态刚性和精度。
床身采用45°斜床身结构,床身床脚一体式铸造,具有较高的稳定性和吸震性能,有较佳的排屑性能;CK3系列床身水箱一体式设计,增加了机床的刚性,配合整体钣金彻底解决渗漏问题;CK5系列床身采用筒型筋结构设计,增强了机床的刚性。
主轴箱采用密布筋板散热,确保主轴轴向加工精度。
丝杠采用预拉伸结构,远离电机端轴承座采用与床身或床鞍整体铸造的结构,提高传动副的刚性。
机床外观时尚实用,防护性能好;导轨防护不采用多层拉伸罩,将其移动时对机床精度影响降到最低。
2、机床制造方面:A、零件材质:机床床身、主轴箱、床鞍等主要铸件均采用集团母公司优质的树脂砂造型的特高强度铸铁,刚性好、稳定性强。
并经过二次退火等时效处理,对比同类产品使用振动时效处理能更好地消除应力变形。
立式车床操作规程
立式车床操作规程一、引言立式车床是一种常用的金属加工设备,用于加工各种零件。
为了保证操作的安全性和加工质量,制定一份明确的操作规程是非常有必要的。
本文档旨在规范立式车床的操作步骤和注意事项,以确保操作人员的安全以及加工的准确性和质量。
二、操作步骤2.1 准备工作在操作立式车床之前,需要进行以下准备工作:1.检查车床的工作状态和机件是否完好,如有异常情况应及时报修。
2.检查车床上的操作杆、按钮和切削工具等是否固定牢靠。
3.穿戴好工作服和必要的防护设备,如眼镜、手套和防护面罩等。
2.2 开机操作1.将电源插头插入电源插座,确保电源连接正常。
2.打开电源开关,观察仪表板上的指示灯,确保车床供电正常。
3.启动主轴电机,调整主轴的转速和方向,确保与加工要求相符。
4.按下启动按钮,使车床开始转动。
2.3 试车和调整1.在试车前,应确保工件和夹具已正确安装,并检查是否与切削工具有足够的间隙。
2.将切削工具调整到适当的位置和角度,确保与工件的接触平面正确。
3.手动操作车床,试车前慢慢地将切削工具接近工件,避免碰撞和夹紧。
4.观察切削效果和噪音情况,调整切削参数和工具位置,直到达到理想的加工效果。
2.4 加工操作1.在进行加工操作前,应将车床停止,并等待主轴完全停止旋转。
2.将工件放置在工作台上,并用夹具固定牢靠,确保工件不会因为切削力而移动。
3.调整切削工具的位置和角度,再次确认与工件的接触平面正确。
4.开始加工操作,慢慢地将切削工具接近工件,平稳地进行切削。
5.加工过程中,应定期检查切削工具和工件的状态,如有异常情况应及时停机检修。
6.加工结束后,将车床停止,并等待主轴完全停止旋转。
7.将加工好的工件从夹具中取出,检查加工质量和尺寸是否满足要求。
三、注意事项1.操作人员在操作车床时应集中注意力,避免分心和疲劳操作。
2.切削工具应选择适当的材质和型号,确保切削效果和寿命。
3.加工过程中,应避免过大的切削深度和进给速度,以免引起过度振动和切削工具的损坏。
数控单柱立式车床操作方法

数控单柱立式车床操作方法
1. 准备工作:首先需要确认车床处于稳定平衡状态,确认车床进给机构、定位装置、抱紧装置等机构处于可靠状态,准备好所需的加工刀具、工件以及测量工具等。
2. 调整车刀:将车刀具装上车床主轴上,调整切削刃与切削线的切削角度和切削深度等参数,确保车刀正常工作。
3. 调整工件安装:确定工件的加工位置和工件夹紧装置安装,根据要求装夹好工件,并固定好定位和抱紧装置。
4. 进行机床初始化:打开车床电源,先“清除”前置系统中的程序,调整前置系统的初始坐标值;然后进行主轴亚程序设定和其他加工参数的设置,检查设备状态正常。
5. 进行车床操作:将输入工件加工程序后,确定自动或手动方式后选择开始运转,进行加工操作,观察车床切削情况和工件加工情况,注意安全。
6. 推出切削刃:切换需要用到的要换的刀具,然后调整刀具的高度、横移和纵向位置和切削深度等参数完成切换。
7. 结束操作:结束操作后,将车床归位、切换需要用到的要换的刀具,然后关
闭车床电源,做好设备的保养和维护工作。
立式车床操作规程

立式车床操作规程立式车床是一种常用的金属加工设备,它具有结构简单、操作方便、效率高等特点,广泛应用于机械加工领域。
为了保证操作安全和工作效率,下面是立式车床的操作规程,供参考:一、准备工作1. 检查车床是否处于良好状态,如有异常情况及时报修。
2. 清理机床周边的杂物,保持工作环境整洁。
3. 检查车床的润滑和冷却系统是否正常运行,并补充润滑油和冷却液。
4. 配戴好防护用具,如安全眼镜、耳塞和手套等。
二、操作步骤1. 首先将工件夹紧在卧床上,并用手刮和刷子清理工件表面,确保无杂物。
2. 调整车床刀架的高度和角度,使其与工件接触面平行,并根据工件材质选择合适的刀具。
3. 打开电源和冷却系统的开关,启动车床主轴,并调整转速和进给速度。
4. 车床主轴达到设定转速后,可以开始车削工作。
先进行试车,调整进给速度和车刀的位置,确保正确后再进行正式加工。
5. 在车床运行中,操作人员应保持集中注意力,随时观察工件和刀具的状况,并注意车床的声音和振动是否异常。
6. 在车削过程中,严禁将手指或其他身体部位靠近刀具和工件,以免发生伤害。
7. 当车床停止运行时,应待主轴完全停止后,再解除夹紧工件的装置,并将刀具归位。
8. 关闭车床主轴和冷却系统的开关,清理工作台和车床表面上的切屑和润滑油,确保车床干净整洁。
三、安全注意事项1. 操作人员应接受相关培训,了解车床的工作原理和操作规程,做到熟练掌握其各项功能。
2. 操作过程中遵守操作规程,严禁随意改变设定参数,以免发生异常情况。
3. 操作人员在使用车床时应保持安全距离,避免手指或身体部位接触刀具和工件。
4. 在操作车床时必须佩戴好防护用具,如安全眼镜、耳塞和手套等。
5. 在车床运行过程中,切勿将杂物或工具等随意放置在车床上,以免影响操作安全。
6. 当车床出现异常情况时,应立即停机和报修,不得私自操作或修理。
7. 车床工作结束后,应及时清理工作台和车床表面的杂物和切屑,保持清洁整洁。
立式数控车床结构性能及技术要求说明

立式数控车床结构性能及技术要求说明立式数控车床能的粗、精加工的各种铸、锻、焊高强度黑色金属、有色金属件。
可以加工工件的内外圆柱、内外锥面、内外球面、沟槽、平面、螺纹、旋转曲面体、鼓形凸轮、平面凸轮等。
其中轴承座、轴套、过渡环、人孔法兰、球面瓦为典型加工零件。
车削功能:采用高速钢和硬质合金刀具对黑色金属、有色金属的粗精车削加工内外圆柱面、内外圆锥面、球面、回转曲面、平面、公英制螺纹、圆柱面螺旋油槽等进行加工。
机床结构先进可靠、技术成熟,具有良好的外观,完善、可靠的安全防护装置。
选材合理、制造精良、性能优异、精度保持期长,适用于长期、连续、大负荷加工和精加工;机床具有良好的静、动、热刚度,操作界面简洁、流畅、美观,运行稳定可靠,维修方便。
机床设计制造符合国家的有关安全和环保标准。
结构性能及技术要求1、机床为动梁双柱单刀架结构,主要由工作台底座、工作台、主变速箱、龙门架、横梁、滑座、刀架、机床液压、冷却站、独立走台、数控系统等主要部分组成。
左右立柱下端与工作台底座各自相对独立,上端由顶梁和连接梁将两立柱紧紧连接,形成一个牢固的框架结构。
工作台回转采用直流电机经油压自动变档,两级变速减速箱驱动工作台回转。
工作台中心装有圆光栅。
工作台表面按标准设计T型槽,共8套机械增力卡爪,其中4套为增高卡爪。
2、横梁由横梁体、卸荷梁、传动机构、夹紧机构及液压装置等组成。
2.1横梁为铸铁封闭式结构,并经过良好的时效以消除内应力,使其有很高的静、动、热刚度。
在横梁上设有卸荷梁结构。
横梁垂直运动采用T型丝杠传动,并设有保险螺母,以防坠落装置。
2.2机床设置有调整横梁水平精度的结构。
左右立柱导轨润滑为定时定量自动润滑并有可靠的回收装置。
横梁夹紧为机械夹紧液压放松机构。
横梁导轨上有金属伸缩式防护罩。
3、龙门架由左、右立柱及联接梁组成,立柱下端直接与地基连接,成为一个牢固的框架。
左、右立柱的前导轨上装有横梁。
左右立柱、联结梁的顶部安装横梁升降机构。
立式车床操作规程正式版

Guide operators to deal with the process of things, and require them to be familiar with the details of safety technology and be able to complete things after special training.立式车床操作规程正式版立式车床操作规程正式版下载提示:此操作规程资料适用于指导操作人员处理某件事情的流程和主要的行动方向,并要求参加施工的人员,熟知本工种的安全技术细节和经过专门训练,合格的情况下完成列表中的每个操作事项。
文档可以直接使用,也可根据实际需要修订后使用。
适用机型:1、普通立式车床:C724,C512(153),C512A,C5112A,C512-1(1531),C516A(1541),C5225,C534J1(1532),CQ5250/1,1KCE,C5116A,CY5112,修造厂用5M立车。
2、立式程控转塔车床:S3-208。
3、立式双轴转塔车床:CB3640·2。
一、认真执行《金属切削机床通用操作规程》有关规定。
二、认真执行下述有关立车通用规定:(一)工作中认真做到:1、工件的毛面不准直接安置在工作台面上,应用垫铁或螺旋顶支承;严禁利用工作台面进行其他作业如用锤击校正工件、焊接工件等等。
2、找正工件时只能点动工作台低速回转找正,不准高速找正。
3、开停工作台时,工作台开停手把只能用手扳动,严禁用脚蹬。
4、工作台转动时不准干做横梁升降和刀架快速移动。
5、移动横梁时须先松开夹紧装置,移动完毕应立即夹紧。
横梁每次下降后,应其上升少许,以消除丝杠、螺母间隙。
6、不允许垂下直刀架及侧刀架的滑枕伸出很长的情况下进行重力切削加工;使用垂直刀架进行加工,特别是作重力切削时,应将栋梁尽可能降到接近工作的位置上。
7、作断续切削加工时,要适当减少进刀量和工作台转速。
数控立式车床操作规程

数控立式车床操作规程数控立式车床操作规程一、操作前准备1. 确保工作环境整洁,没有杂物堆放。
2. 检查机床各部位是否正常运转,如床身、主轴、进给传动等。
3. 根据工件要求选择合适的刀具。
4. 根据工件材料选择合适的工艺参数,如主轴转速、进给速度等。
5. 确保安全防护措施完善,如手套、护目镜等。
二、操作步骤1. 打开电源开关,启动机床。
2. 根据要加工工件的几何尺寸、形状和表面质量要求,调整工件夹紧装置,确保工件夹紧牢固。
3. 根据工艺要求和刀具的不同,选择合适的刀具夹紧方式。
4. 选择合适的切削速度,切削进给量。
5. 手动操作机床,使刀具与工件接触,然后按下开始按钮,自动循环加工。
6. 监控机床运行状态,特别注意刀具进给和回缩时的位置。
7. 定时检查切削液的供给情况,确保足够。
8. 根据实际情况调整加工参数,如切削深度、进给速度等。
9. 定期检查刀具的磨损情况,及时更换。
10. 加工完毕后,关闭机床电源,清理工作场地。
三、安全操作注意事项1. 在操作过程中,严禁用手触摸切削区域。
2. 禁止折弯、扭转工件。
3. 加工过程中,切勿插入手指、钳子等物件。
4. 在清理机床时,务必将电源切断。
5. 发现任何异常情况,应立即停机并报告相关人员处理。
6. 使用刀具时,必须根据尺寸和形状适应的安全位置和固定装置。
7. 在刀具夹紧过程中,要确保夹具安全可靠,并检查夹具是否损坏。
8. 严禁在机床运行时,随意调整机床各部位。
9. 在机床运行过程中,严禁长时间离开机床。
10. 严禁将杂物堆放在机床附近。
四、操作规范1. 严格按照程序操作,不得违章指挥。
2. 加工工件前应经过检查确认,工艺参数正确。
3. 切削液的供给和排出应保持畅通。
4. 定期检查机床各部位的润滑情况,确保正常工作。
5. 遇到突发情况,如切削液不足、机床故障等,应立即停机并报告相关人员。
6. 保持工作环境整洁,不得乱堆乱放杂物。
7. 辅助设备的使用和操作应遵守相关规定,严禁私自修改。
数控高速立式车床主要技术参数
本机床适用于阀体、阀盖内腔及管道端的加工。
所要求的机床的技术参数如下:一、机床名称:数控高速立式车床(3台)二、工作台参数1、工作台直径:1000mm2、所加工的工件的最大回转直径:865mm3、所加工的工件的最大工件高度:610mm.4、所加工工件的最大重量:1000Kg以上5、工作台转速:500r/min以上.三、滑枕参数1、垂直移动量:8002、水平移动量:7803、截面形状及尺寸:四方形200X2004、刀库刀位数:125、刀库最大允许每把刀具重量:40KG以上.四、横梁垂直移动量:700五、控制系统:FANUC 绝对座标六、交货条件:1 交货期: 4个月内.2. 包括工艺方案设计,工装设计,用户根据供货方提供的工艺方案进行刀具的选购及工装的制做。
本机床适用于阀体、阀盖内腔及管道端的加工。
所要求的机床的技术参数如下:一、机床名称:数控高速立式车床(2台)二、工作台参数1、工作台直径:900mm2]、所加工工件的最大回转直径:865mm1、所加工的工件的最大工件高度:610mm.2、所加工工件的最大重量:1000KG以上.3、工作台转速:500r/min以上.4、刀库最大允许每把刀具重量:40KG以上.三、滑枕参数1、垂直移动量:8002、水平移动量:6503、截面形状及尺寸:四方形200X2004、刀库刀位数:12四、横梁垂直移动量:700五、控制系统:FANUC绝对座标六、交货条件:1、交货期: 4个月内.2、包括工艺方案设计,工装设计,用户根据供货方提供的工艺方案进行刀具的选购及工装的制做。
数控常用参数查询手册

数控常用参数查询手册数控(数值控制)机床是一种以数字形式控制加工过程的机器工具。
在数控加工中,有许多常用的参数需要经常进行查询和调整。
为了方便操作人员能够快速准确地查询这些参数,下面将制作一份关于数控常用参数查询手册。
一、机床基本参数1.1 机床型号机床型号是指一种数控机床的具体型号名称,例如“XK714C”、“VMC850”等。
1.2 加工行程加工行程是指数控机床在X、Y、Z轴方向上的移动范围,通常以毫米(mm)为单位。
操作人员可以根据加工需求来调整加工行程。
1.3 工作台尺寸工作台尺寸是指数控机床工作平台的长、宽尺寸,也以毫米为单位。
1.4 主轴转速主轴转速是指主轴每分钟的转速,通常以转/分为单位。
根据加工材料和刀具类型,可以调整主轴转速来获得最佳加工效果。
二、进给参数2.1 进给速度进给速度是指机床在加工过程中X、Y、Z轴的进给速度,单位通常为毫米/分钟。
2.2 进给倍率进给倍率是指进给速度相对于设定速度的比率,用百分比表示。
可根据加工情况来调整进给倍率,以获得最佳的加工效果。
三、加工参数3.1 切削速度切削速度是指材料表面在刀具上的相对速度,通常以米/分钟为单位。
刀具材料和工件材料的不同,可以调整切削速度,以获得最佳的切削效果。
3.2 进给速度进给速度是指刀具在工件上的运动速度,通常以毫米/转为单位。
可根据加工情况来调整进给速度,以获得最佳的加工效果。
3.3 切削深度切削深度是指刀具在工件上切削的深度,通常以毫米为单位。
根据工件的要求和材料性质,调整切削深度来达到理想的加工效果。
四、工艺参数4.1 程序编号程序编号是指数控机床中每个加工程序的唯一标识号,操作人员可根据不同的加工程序来进行选择和调整。
4.2 刀具偏移刀具偏移是指刀具在X、Y、Z轴方向上相对于工件中心点的位置偏移量,用于保证刀具切削轨迹的正确性。
4.3 加工坐标系加工坐标系是指机床和零件相对位置的坐标系,通过设定加工坐标系来确定零件的加工位置和方向。
立式数控铣床技术参数
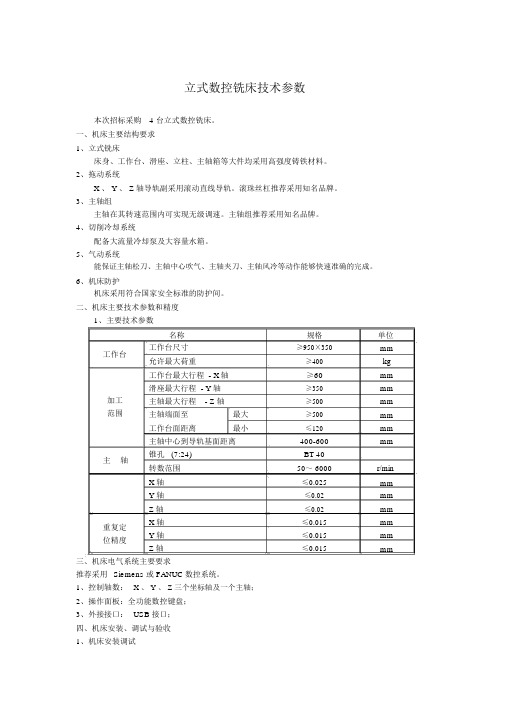
立式数控铣床技术参数本次招标采购 4 台立式数控铣床。
一、机床主要结构要求1、立式铣床床身、工作台、滑座、立柱、主轴箱等大件均采用高强度铸铁材料。
2、拖动系统X 、 Y 、 Z 轴导轨副采用滚动直线导轨。
滚珠丝杠推荐采用知名品牌。
3、主轴组主轴在其转速范围内可实现无级调速。
主轴组推荐采用知名品牌。
4、切削冷却系统配备大流量冷却泵及大容量水箱。
5、气动系统能保证主轴松刀、主轴中心吹气、主轴夹刀、主轴风冷等动作能够快速准确的完成。
6、机床防护机床采用符合国家安全标准的防护间。
二、机床主要技术参数和精度1、主要技术参数工作台加工范围主轴重复定位精度名称规格单位工作台尺寸≥950×350 mm 允许最大荷重≥400 kg 工作台最大行程 - X 轴≥60 mm 滑座最大行程 - Y 轴≥350 mm 主轴最大行程- Z 轴≥500 mm 主轴端面至最大≥500 mm 工作台面距离最小≤120 mm 主轴中心到导轨基面距离400-600 mm 锥孔 (7:24) BT 40转数范围50~ 6000 r/min X 轴≤0.025 mm Y 轴≤0.02 mm Z 轴≤0.02 mm X 轴≤0.015 mm Y 轴≤0.015 mm Z 轴≤0.015 mm三、机床电气系统主要要求推荐采用Siemens 或 FANUC 数控系统。
1、控制轴数:X 、 Y 、 Z 三个坐标轴及一个主轴;2、操作面板:全功能数控键盘;3、外接接口:USB 接口;四、机床安装、调试与验收1、机床安装调试由生产厂家指派专门人员进行机床的安装调试。
并对使用方进行培训。
2、机床验收外观检验:买卖双方人员进行外观目测检视,工具及配件依合同及附件清点验收。
性能、功能验收:依据双方所确定机械及控制器之供货范围进行验收。
机械精度验收:依照卖方提供随机出厂精度检验记录表为验收之依据。
加工买方指定工件,检测加工精度是否符合出厂精度。
五、其它设备质保期 1 年,主要部件终身保修。
立式车床操作作业指导书.doc
文件编号:版本号:编制:年月日审核:年月日批准:年月日受控号:1目的本文件为我厂立式车床操作而制定,其目的是使立式车床操作过程处于可控制状态下,从而保证车削质量。
2适用范围本文件适用C5112A、C516A、C5116A、C5225、C5235 立式车床。
3准备:3.1操作者必须了解与掌握本机床结构、性能、润滑调整及维护方法,了解与掌握本机床使用说明书里的规定及要求。
3.2机床的主要规格与参数(见附表)3.3熟悉、掌握本厂发布的Z/JS 3 0 0 1 -3 0 3 0-8 8中的车工工艺守则。
4工作前的准备4.1上班后应按交接班制度检查各项,认真做好交接班。
4.2检查机床各个部分的状态是否良好,检查各开关手柄、指示讯号、仪表及行程限位开关,确信其位置可靠,动作灵活。
4.3检查卡爪在工作台上的固定情况和工件卡紧情况。
要避免工作台上压有较重工件时进行高速起动,尤其在停车较久情况下,应作低速起动,运转2~3分钟后,过渡到其他各种速度。
4.4按机床润滑图表,对各润滑点进行充分润滑。
4.5机床开动前必须首先开动油泵。
4.6认真熟悉图纸内容,准备好工、卡、量具,并检查毛坯料的情况(数量、质量),操作者不得擅自改动各项技术要求。
5工作过程5.1遵守车工工艺守则。
5.2工作台上不许放置工具,量具等物品。
5.3横梁升降、滑枕与刀架移动时,应先擦净导轨面,察看丝杆清洁情况,注意松开夹紧,并相应的浇注润滑油。
5.4工作台未停止前不许变速,双柱立车不许开升降横梁。
5.5无论是快速或工作进给,在接通刀架移动之前一定要放松刀架的紧固件。
5.6机床在切削时,在刀具没有退出或进给没有停止时,不准停止工作台。
5.7工件装卸应轻起轻落,严防碰撞,损坏台面及其它定位精度。
若是毛基面,可适当加垫。
刀具、工件要正确紧固。
5.8机床近旁不许翻身工件或作一些产生剧烈振动的工作,以免影响机床精度和日常维护。
5.9在设备运行时,要经常检查、察看。
CK514立式数控车床X向进给传动系统设计
CK514立式数控车床X向进给传动系统设计摘要随着世界科技进步和机床工业的发展,数控机床作为机床工业的主流产品,已成为实现装备制造业现代化的关键设备,是国防军工装备发展的战略物资。
数控机床的拥有量及其性能水平的高低,是衡量一个国家综合实力的重要标志,所以发展数控机床的水平是现时代赋予我们机械类人员的使命。
本课题是关于CK514立式数控车床X向进给传动系统的设计,设计内容包括:确定系统的负载,确定系统脉冲当量,运动部件惯量计算,空载起动及切削力矩计算,确定伺服电机,绘制机械部分装配图及零件工作图等。
设计从传动方案的确定,传动结构的选择,以及传动部件的选型等等方面逐一开展。
进给传动伺服系统可分为三种:开环、半闭环和闭环伺服系统。
通过比较,按照使用要求选用半闭环伺服系统。
机械传动结构选用同步齿形带连接伺服电动机和丝杠,这种结构简单,传动扭矩大,并且传动误差小,经济性能好,符合设计要求。
传动部件的选择包括导轨类型的选择及其使用要求,滚珠丝杠螺母副选型和伺服电动机的选择。
关键词: 数控车床进给系统导轨丝杠X-axis feeding system design of CK514 CNC latheAbstract Along with the world advance in technology and machine tool industry's development, the numerically-controlled machine tool takes the machine tool industry the mainstream product, has become realizes the equipment manufacturing industry modernization key equipment, is the national defense war industry equips the development the strategic resources. CNC machine tool's capacity and performance capability's height, is weighs a national synthesis strength the important symbol, therefore the development numerically-controlled machine tool's level is the present time entrusts with us the machinery personnel's mission.This topic is about the CK514 vertical numerical control lathe X feed transmission system's design, the design content includes: Definite system's load, definite system pulse equivalent, moving part inertia computation, idling starting and cutting moment of force machine computation, definite servo electrical machinery, plan machine part assembly drawing and components shop drawing and so on. The design from the transmission plan's determination, the transmission structure's choice, as well as transmission part's shaping and so on aspects develops one by one. To feed transmission server may divide into three kinds: Split-ring, half closed loop and closed loop server. Through the comparison, selects the semi-closure according to the operation requirements to lie in wait from all sides the clothing system. The mechanical drive structure selects the shaft coupling direct connection servo motor and the guide screw, this kind of structure is simple, the transmission torque is big, and the transmission error is small, the economical performance is good, meets the design requirements. Transmission part's choice including guide rail type choice and operation requirements, ball bearing guide screw nut vice-shaping and servo motor's choice.Key words Numerically controlled lathe Feeding system Guide rail Guide screw目录引言 (1)第一章概述 (1)1.1 数控车床的概述 (1)121.2 CK514立式数控车床的简介 (2)1.2.1 CK514立式数控车床的功能 (2)1.2.2 CK514立式数控车床的结构特点 (2)1.2.3 CK514立式数控车床的技术参数 (3)第二章车床进给传动系统的总体设计 (3)2.1数控机床进给伺服系统概述 (3)2.2进给伺服系统种类介绍及选择 (3)2.3电机与丝杠联结方式的选择 (5)第三章车床进给系统传动部件的选择 (5)3.1进给系统的机械传动结构要求 (5)3.2滚珠丝杠螺母副的选型 (5)5683.3同步齿形带设计 (9)993.4导轨的类型及选取 (10)第四章进给系统电动机的选择 (11)4.1电动机类型的确定 (11)4.2电动机的选择 (12)1212结论 (13)致谢 (14)参考文献 (15)引言本设计题目是CK514立式数控车床X向进给传动系统的设计,这是我在大学学习阶段最后一次设计,也是最重要的一次设计。
立式车床零件加工工艺及机床动作要求分析
立式车床零件加工工艺及机床动作要求分析
3.1零件加工工艺机床动作要求
1.该立式车床主要针对汽车和拖拉机上的半轴轴套及传动箱箱体毛坯进行粗切、精切、镗孔、倒角等工序。
2.车床的运动包括:主轴带动工件的启动、运转、制动,左刀架的快进、工进、快退,右刀架的横向快进、横向快退,右刀架的纵向快进、工进、快退,上刀架的快进、工进、快退。
3.该车床配有油泵电机,刀架的进给由液压驱动,在电磁阀和控制电器的联合控制下,三刀架均能根据不同零件所对应的工艺要求,合理地选用所需要的循环动作,并能单独、顺序地进行切削,每个刀架的动作由操作面板和行程开关控制,而刀架进给的速度由液压系统中节流调速阀根据工艺要求无极调节。
4.自动循环加工:工件手动夹紧后,按照工艺要求通过操纵面板和行程开关等开关信号进行顺序逻辑控制。
5.调整方式:为便于调整车床各部件位置,应有手动控制环节,使各执行元件单独得电,以实现某些车床部件的单独控制,这里主要是指三刀架位置的调整。
6.循环过程:先启动油泵电机→调整各刀架位置→手动夹紧工件→左Ⅰ刀→右Ⅰ刀→左Ⅱ刀→右Ⅱ刀→上刀→返回原位。
3.2立式车床动作流程图
有立式车床的工艺要求分析,画出立式车床的动作流程图如下,以方便根据立式车床功能要求,进行其PLC控制系统的设计。
图3-1立式车床动作流程图
图3-2第一种工艺流程图
图3-3第二种工艺流程图。
数 控 立 式 车 床

数控立式车床数控车床操作流程一、数控车床操作要求:1、能看懂图纸,并知道加工每种产品的加工工艺,每次加工前查看图纸,要注意产品图纸是否有改进,加工工艺是否能改进。
2、能熟练使用加工中所需用到的各种量具;量具使用须做到轻拿轻放,不准碰伤,经常清洁,注意保养;对于有问题量具,须及时上报,该报废就报废。
3、每加工一种产品前,需对该产品毛坯进行抽检,主要是外观与余量等。
4、懂得合理选择刀具与夹具。
刀具:端面刀、内孔刀、外圆刀、切槽刀、切断刀、螺纹刀、成形刀。
5、熟悉机床操作面板。
6、不仅要会看懂程序,还须会编程;熟悉各个指令且灵活运用。
7、每加工一种产品,第一件必须要首检。
二、数控加工操作步骤:1、看清图纸加工产品前要仔细看图纸,如图纸有看不清或破损,不能擅自改动或自作主张,要上报更换。
2、检查毛坯新加工一种产品,首先必须检验毛坯,不可出现当产品在加工时候才发现毛坯有问题。
主要检查毛坯外观与余量,需注意有电焊的产品。
3、编程所有程序由组长编辑与管理,操作工不可编辑或修改,如需修改需经组长同意,但要求操作工加工产品前必须检查一下程序。
4、准备好需要的夹具与刀具,装好夹具、工件与刀具。
合理的选择夹具与刀具,不能随便修改夹具,如需修改需上报组长。
装夹工件须注意:卡爪压力是否在夹紧范围以内;卡爪是否同心;卡爪表面铁屑是否清理干净,夹紧处是否有卡屑,工件是否有校正。
对于磨损的刀片要及时换掉。
5、对刀。
6、加工出第一件。
7、对照图纸,进行首检。
数控编程说明:O8201: 程序编号。
N1:刀具编号,在返修产品时当程序想从哪把刀先加工就可以快速调出。
T0100:第一把刀。
G50 S200:主轴最高转速为200。
(G50:用于限制主轴最高转数)。
M03: 主轴正转,从工件方向看时逆时针旋转工作主轴。
M04:主轴反转,从工件方向看时顺时针旋转工作主轴。
M05: 主轴停止。
G96 S (S为转数)与G97 S 为设定主轴转数,G96设定的转数是变动的,如G96 S200 表示主轴转数最小200,所以设定G96时,还要在前面设定一个G50 S,如G50 S500,G96 S300表示主轴转数从300~500之间自动变化,一般加工用G96,这样机床自动变化转数,可以保证光洁度(光洁度比较好);G97 S 表示主轴转数一直为设定的转数,不变,如G97 S300,工件加工一直转数都是300,只在车螺纹的时候用。
数控立式键槽铣床技术资料
数控立式键槽铣床技术资料需方:供方:20 年月日一、主要技术参数二、机床的主要结构特点1、机床的组成:XK9250型数控立式专用鍵槽铣床是我公司自行设计和制造的专用键槽铣床,适用于大型轴类零件的键槽加工。
该机床采用床身式结构,主要由床身、立柱、滑座、主轴箱、V形铁、操作按钮站、数控系统等组成。
机床床身分为前后两个部份,前部为工件安装部份,用山型导轨和平导轨组合,导轨上左右各安装一个专用夹具,夹具可以在导轨上纵向移动。
床身后部为两条矩型导轨组成,立柱固定在滑座上并且沿床身导轨纵向移动(X轴),主轴箱沿立柱导轨垂向移动(Z轴)。
机床的操作站采用悬挂式结构,安装在立柱上,可以随立柱一起移动,方便操作。
机床刚性好,精度保持性好,可确保批量加工时在不变换刀具的情况下,所加工产品质量稳定。
2、机床的主传动系统:机床的主传动系统主要由主轴箱体、伺服电机、齿轮减速箱、主轴部件等组成。
采用7.5KW的交流伺服电机通过齿轮减速箱传动,使主轴获得两档变速,实现主轴80~1000r/min的转速。
主轴锥孔采用标准的7:24锥度,主轴内具有自动夹刀装置(采用蝶簧卡紧、气动松开的方式)。
主轴箱在立柱上的工作位置采用液压卡紧,使工作时主轴箱消除间隙、提高刚性。
3、机床的进给系统:机床X、Z轴的进给系统为半闭环控制系统,采用西门子交流伺服电机驱动,通过滚珠丝杠带动移动部件运动。
伺服电机与滚珠丝杠同轴联接。
4、专用夹具:专用夹具为两个独立的V形夹紧体,分别安装在床身前导轨上,两个V形夹紧体之间的距离可以沿床身导轨纵向调整(机动调整),工件卡紧采用液压油缸带动绞接式压板,将工件压紧在V形体中,可以保证工件的准确定位。
当铣削部位伸出过长时,可增加辅助支撑。
定位台直径不同时,增加垫块或定位套,确保转轴中心的等高。
机床配齐90°V型铁(轴承台或轴瓦台长度按100mm计算)及可以装卡φ8~φ50铣刀快换夹头及其它夹具附属件,能够满足电机轴键槽正常加工。
立式数控加工中心使用说明书

立式数控加工中心使用说明书第一章操作面板一、环境设置1、电源:AC200/220V±10% 50/60Hz±2%2、空气压力源:0.4~0.8MPa 600L/min(大气压)以上露点温度-20℃以下,参考规格:ISO8573-1品质等级ISO1.5.1:最大粒子径0.0001mm以下,最大加压下露点7℃以下,最大油分浓度:0.01mg/m3以下。
3、温度差:±2℃4、温度变化:1℃/30min5、温度:20~24℃6、湿度:75%以下7、粉尘:0.3mg/m3以下二、准备检查机床设备:机床、电脑、集线器、网线、编程软件、刀柄、刀具、夹具;1、检查机床气压、主轴冷却油、导轨润滑油等情况。
在气压方面,机床侧面气动装置处观察。
右下侧主气压表读数应为0.5Mpa。
2、启动和关闭机床启动:把机床电源总开关置于ON处,电源指示灯变亮;按下面板CONTROL POWER ON,等待开机画面显示完。
关机:把三轴移至行程中间位置,按下面板POWER OFF,机床会在几分钟后自动关闭。
关机时请不要按紧急开关,以免主轴漏油。
3、开机后的热机运动机床热身运动是为了让主轴和各运动轴的受热膨胀均匀,润滑充分!程序操作为:将旋钮旋至EDIT模式,选择PROG模式,在屏幕上输入热机程式(各机床的行程不同,程式也稍有不同,举例如下)O****;G91G28Z0;G91G28X0Y0;S12000M03G91G01F3000 X-600. Y-350. Z-150.;X300Z50;G02J175.0;M99;不同型号的机床,行程不同,请事先阅读说明书,了解具体的尺寸。
将旋钮旋至MEMORY模式,按循环启动按钮执行程序,热机一般为15-30分钟左右。
三、操作面板1、EMERGENCY紧急按钮在紧急情况下用此按钮停机,所有机器动作停止:包括X、Y、Z轴移动、进给;主轴转动、换刀动作及冷却液供应等。
此按钮按下后,恢复只要向右旋转按钮就会自动弹起。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CK514数控立式车床主要技术参数
1.加工范围
加工范围
最大回转直径(mm)Φ650
过床鞍最大回转直径(mm)Φ450
最大切削直径(mm)Φ650
过床鞍最大切削直径(mm)Φ450
最大切削高度(mm)350
2.规格
规格
卡盘尺寸:(mm)Φ305(中实)
主轴头型式:(GB/T5900.1)A2-8
主轴转速范围:r/min30-3000
快速移动速度:m/min X轴:12 Z轴:16
X/Z轴移动距离:(mm) X轴:450 Z轴:550
切削进给速度:mm/min0-6000
最小分辨率:(mm)0.001
3. 机床精度:
执行JB/T 9895.1--1999《数控立式卡盘车床精度检验》标准。
定位精度:(X)0.016 mm (Z)0.020 mm
重复定位精度:(X)0.007 mm (Z)0.008 mm
正反差值:(X)0.006 mm (Z)0.010 mm
4.机床结构:
高强度铸铁底座、立柱,吸震性好,精度保持性优良。
立式结构,排屑流畅,装夹工件方便。
采用油水分离结构,使冷却水清洁环保。
冷却水箱采用分离式,移动、清洁方便。
高精密、高刚度通孔式主轴结构,主轴套筒全对称、悬挂形式设计。
大功率交流主轴电机,增强了机床运转的稳定性。
主轴润滑采用进口高级润滑脂润滑,全封闭,免维护。
床鞍、立柱导轨采用超重负荷直线滚柱导轨,动态响应性能好,精度保持性高。
配备国产优质6工位立式电动刀架,刚性高、换刀迅速、可靠。
集中式机床操作面板,使操作更加方便、快捷。
X、Z向滚珠丝杠联接可选德国限矩离合器;避免误操作时,造成机床损坏精度难以恢复。
各种计量单位全部符合国际单位制(SI)。
5. 机床配置:
1)电气系统:
符合GB/T5226.1-1996《工业机械电气设备第一部分:通用技术条件》标准。
标配:FANUC 0i-TC 数控系统;
选配:西门子810D数控系统;
西门子802D数控系统;
系统具有完善可靠的联锁、安全保护和故障自诊断报警等功能。
配有RS232标准通讯接口。
电控柜冷却采用电柜空调器降温,密封防尘,防护等级IP54。
2)主轴系统:
主轴伺服电机功率(连续/30分钟):18.5/22 kW (FANUC 〆40/6000iP)
液压卡盘及油缸:台湾亿川 12?中实液压卡盘、油缸;
3) 进给系统:
X/Z轴交流伺服电机扭矩:12NM/22NM(FANUC 〆i电机);
X/Z轴滚珠丝杠标配:汉江滚珠丝杠;
选配:日本THK滚珠丝杠;
台湾HIWIN滚珠丝杠;
德国BLIS滚珠丝杠。
X/Z轴线轨标配:施耐博格滚柱线轨;
选配:台湾HIWIN线轨;
THK线轨;
4) 刀塔:
烟台6工位立式电动刀架;
换刀方式:定向循环换刀。
重复定位精度:±2″
刀柄尺寸:32 mm×32 mm(车削);Φ50(镗孔)5)机床防护:
机床防护符合GB15760-1995《金属切削机床安全防护通用技术条件》。
机床防护装置齐全、可靠、安全。
机床噪音:符合国家标准<78db。
6)液压系统:
液压站装有散热装置,可保证24小时机床连续工作。
系统压力过低时机床显示报警,可保证液压卡盘安全工作。
油箱容积50L,选用32#抗磨液压油。
液压泵电机功率 1.5kW。
7)润滑系统:
采用中美合资南京贝奇尔自动润滑装置,对各线轨及滚珠丝杠施行强制润滑。
注油时间间隔和注油量可调,油位过低(缺油)时机床显示报警。
润滑油选用T68导轨润滑油。
润滑箱容积2L。
8)冷却系统:
台湾张钢冷却泵,冷却泵电机功率370W。
大容量冷却箱容积240L。
刀塔冷却管为内藏式。
机床结构使油水分离,不污染冷却液。
9)排屑装置:
可选配链板式或磁式自动排屑器及运屑车。
10)警示灯:(选择配件)
可选配三色巡视灯。
6. 机床配件及外购件:
机床配件及外购件均选用国内、外优质产品(详见外购件清单)。
7. 机床电源:
电源电压范围:交流三相380V±10% 50Hz
电源容量:50 kVA
8. 正常使用条件:
环境温度:0~40℃
湿度:≤85%
9. 机床颜色:
机床标准颜色:防护门为浅灰色,其余为乳白色。
可根据用户提供色板变更机床颜色。
10.机床外形尺寸及重量:
长×宽×高:(mm)1650X1750X2400
机床重量:(kg)6000
11.包装箱尺寸:
长×宽×高:(mm)
序
号
名称型号制造厂或供货商数量备注1 主轴轴承NN3026KTN9/W33/SP 瑞典SKF
1组
2 主轴轴承234426BM1/SP 瑞典SKF
3 主轴轴承NN3024KTN9/W33/SP 瑞典SKF
4 主轴润滑脂进口
5 线轨施耐博格1套
6 滚珠丝杠汉江1套
7 丝杠轴承30TAC62B NSK 2组
8 丝杠轴承40TAC72B NSK 2组
9 润滑单元VERSA Ⅲ贝奇尔1套
10 液压单元SYZ50L 中港合资荣诚机
械有限公司
1套
11 液压卡盘及油缸(中实)VA-212A8/MH150 台湾亿川公司1套
12 电动刀架AK27300X6 烟台1件
13 冷却泵MC-4270 台湾张钢1件
14 数控系统FANUC 0i- TC 北京FANUC 1
15 机床操作面板北京FANUC 1
16 行程开关BNS543-B02-L12-61-12-3A 德国巴鲁夫 2
17 机床控制变压器国产
18 主轴伺服电机北京FANUC
19 电柜空调雷博
20 电柜门开关国产
21 防护门开关国产
22 脚踏开关国产
23 自动空气开关国产
24 开关电源国产
25 交流接触器国产
26 伺服变压器国产
序号名称规格数量备注
1 双头呆扳手6X7 1件
2 双头呆扳手8X10 1件
3 双头呆扳手9X10 1件
4 双头呆扳手12X14 1件
5 双头呆扳手14X17 1件
6 双头呆扳手19X22 1件
7 双头呆扳手24X27 1件
8 单头呆扳手30 1件
9 内六角扳手 2 1件
10 内六角扳手 2.5 1件
11 内六角扳手 3 1件
12 内六角扳手 4 1件
13 内六角扳手 5 1件
14 内六角扳手 6 1件
15 内六角扳手8 1件
16 内六角扳手10 1件
17 内六角扳手12 1件
18 内六角扳手14 1件
19 十字螺丝刀100 1件
20 钩头扳手45~52 1件钩头扳手55~62 1件钩头扳手B55~62 1件钩头扳手85~105 1件
21 工具箱1件
序号名称规格或标记数量备注
1 垫铁6件
2 水平板1件
3 标准型油脂枪1件
4 卡盘扳手1套
5 程序保护键钥匙2把
6 电源互锁开关钥匙2把
7 油漆2桶面漆各1桶(0.5kg装/桶)
8 油漆刷1" 2把
9 端面车刀座1套
10 变径套(钻夹头) MT1# 1件
11 变径套(钻夹头) MT2# 1件
12 变径套(钻夹头) MT3# 1件
13 变径套(钻夹头) MT4# 1件
14 变径套(镗套) 12 1件
15 变径套(镗套) 16 1件
16 变径套(镗套) 20 1件
17 变径套(镗套) 25 1件
18 变径套(镗套) 32 1件
19 变径套(镗套) 40 1件
20 使用说明书1册
21 合格证明书1册
22 刀架手册1册
23 数控系统操作说明1册
24 数控系统维修说明1册
25 保险丝1袋FANUC系统带
26 卡盘及回转油缸手册1册
CK514数控立式车床易损件清单
序号名称规格数量备注
1
回转油封TC40X62X10 2件
回转油封TC50X70X10 1件
2 O型密封圈10X1.9 2件20X2.4 1件56X3.5 2件。