基于参数编程的凸凹椭球面加工
凸、凹椭圆半球面程序的编制

凸、凹椭圆半球面程序的编制【摘要】:在数控铣床的日常加工中,除了加工一些由直线、圆弧组成的轮廓外,还经常遇到些与椭圆相关的图形,如:椭圆外形、椭圆斜面、椭圆半球面等。
由于操作系统没有椭圆插补功能,因此,使用常规的编程手段是无法完成程序编制的。
但是,近几年来,由于数控大赛的作用,宏程序被广泛的认识并运用起来,而且越来越成熟,使得椭圆加工变为可能。
主要讲述利用FANUC系统进行相对复杂的凸、凹椭圆半球面程序的编制。
【关键词】:椭圆半球面;宏程序FANUC;变量一、椭圆参数方程式其中,C点坐标X、Y的坐标值为X=A*COSαY=B*SINαA 为椭圆的长轴,B为椭圆的短轴。
二、凸椭圆半球面宏程序的编制(球刀)O0001;#1=40;椭圆长半轴#2=25;椭圆短半轴#3=10;椭圆高度值#4=3;(球刀)刀具半径#5=3; 进给下刀高度#6=0; XZ平面深度计算角度#7=1; XZ平面计算角度增量#8=90;XZ平面计算终止值#9=0; XY平面椭圆计算初始值#10=1;XY平面椭圆计算角度增量#11=45; 图形旋转角度#12=200;下刀速度#13=500;切削速度G21;G00 G17 G40 G49 G54 G69 G80 G90 S2000 M03; Z100.;安全高度G52 X70. Y70.;新坐标原点G68 X0 Y0 R#11; 图形旋转Z[#4+#5]; Z轴定位WHILE [#6 LE #8] DO1; 执行总循环#14=[SIN[#6]*[#1+#4]];每层椭圆长半轴值#15=[SIN[#6]*[#2+#4]];每层椭圆短半轴值#16=[[COS[#6]*[#3+#4]]-#3]; Z轴坐标值G01 F#12 X#14 Y0; XY定位Z#16; Z轴下刀至层深WHILE [#9 LE 360] DO2;执行椭圆循环X[COS[#9]*#14] Y[SIN[#9]*#15] F#13; 椭圆加工#9=[#9+#10];XY平面新计算角度END2; 结束椭圆循环#9=0; 计算角度清0#6=[#6+#7]; 新深度计算角度END1; 结束总循环G00 G90 Z100.;抬刀至安全高度G52 X0 Y0;复原坐标原点G69;取消旋转M05;M30;%三、编程、加工时的说明1、对刀时以球刀的球心为对刀点,因为只有球心点才能进行控制。
数控车(铣)床编程与操作课题2 凸圆弧面零件加工

凸凹模具中数控编程与加工技术解析

凸凹模具中数控编程与加工技术解析作者:任福英来源:《农机使用与维修》2019年第07期摘要:进入21世纪后,数控系统技术得到了突飞猛进的发展,相继成为各国高新技术和尖端技术方面的前沿装备,大量运用于航空、航天、国防工业等领域。
数控系统控制机床以其优异的自动化控制性能,细腻稳定的精度及多维度的变化使其成为国家工业技术水平与现代化水平的象征。
关键词:数控系统;数控编程;加工技术数控技术是一种利用数字信息對机械和过程控制的技术,他是数字信息与机械运动的特征渗透的一种机电一体化技术。
数控技术不但可以解决普通机床难以解决的难题,而且可以对加工物件实现更高的加工精度,生产效率突出的优点。
本文就借助对凸凹模具的加工要求,对数控编程中加工技术进行简要分析。
1零件分析编程加工中对零件先期的加工精度分析、零件装夹分析、工件坐标系分析、加工刀具分析是数控加工的重点,现以凸凹模具零件图(图1)为示例:1.1精度分析尺寸精度分析,零件图纸中各个腔体开槽加工尺寸,是否有相应的公差要求,自由公差为多少;几何公差分析,腔体及开槽凸台是否有相应几何公差,对加工是否有涉及;表面粗糙度分析,腔体表面及凸台表面的几何要求为多少。
1.2零件装夹采用平口钳夹,下面使用平行垫铁支撑,装夹时应先对平口钳钳口进行校正,为保证零件装夹时具有一定的刚性,应先加工圆槽与矩形槽,然后再翻转零件,加工U形槽。
1.3工件坐标系分析圆槽和矩形槽的工件坐标系原点设置在零件的顶面中心处,U形槽的工件坐标系原点设置在顶面某一个顶点处,编程时可以根据轮廓中心,分别设置在圆槽和矩形槽的编程原点。
1.4加工刀具分析加工内腔轮廓,要考虑刀具半径小于轮廓最小半径。
粗加工时,应尽可能选择用直径较大刀具切除余量;精加工时,要考虑刀具的刚性,同时选择适合加工内轮廓圆角的刀具。
图1某模具下模腔零件图2零件加工工艺分析2.1型腔刀具的选择适合型腔铣削的刀具有平底立铣刀、键槽铣刀,而对于型腔的斜面、曲面要使用带低面圆角的刀具或者球头刀加工。
凸椭圆面上加工凹螺纹宏程序示例(1)(经典数控资料分享)
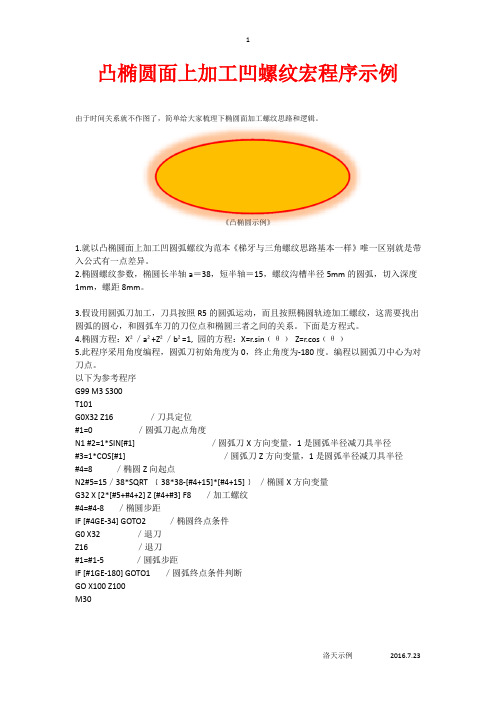
1凸椭圆面上加工凹螺纹宏程序示例由于时间关系就不作图了,简单给大家梳理下椭圆面加工螺纹思路和逻辑。
《凸椭圆示例》1.就以凸椭圆面上加工凹圆弧螺纹为范本《梯牙与三角螺纹思路基本一样》唯一区别就是带入公式有一点差异。
2.椭圆螺纹参数,椭圆长半轴a=38,短半轴=15,螺纹沟槽半径5mm的圆弧,切入深度1mm,螺距8mm。
3.假设用圆弧刀加工,刀具按照R5的圆弧运动,而且按照椭圆轨迹加工螺纹,这需要找出圆弧的圆心,和圆弧车刀的刀位点和椭圆三者之间的关系。
下面是方程式。
4.椭圆方程:X²/a²+Z²/b²=1, 园的方程:X=r.sin﹙θ﹚Z=r.cos﹙θ﹚5.此程序采用角度编程,圆弧刀初始角度为0,终止角度为-180度。
编程以圆弧刀中心为对刀点。
以下为参考程序G99 M3 S300T101G0X32 Z16 /刀具定位#1=0 /圆弧刀起点角度N1 #2=1*SIN[#1] /圆弧刀X方向变量,1是圆弧半径减刀具半径#3=1*COS[#1] /圆弧刀Z方向变量,1是圆弧半径减刀具半径#4=8 /椭圆Z向起点N2#5=15/38*SQRT ﹛38*38-[#4+15]*[#4+15]﹜/椭圆X方向变量G32 X [2*[#5+#4+2] Z [#4+#3] F8 /加工螺纹#4=#4-8 /椭圆步距IF [#4GE-34] GOTO2 /椭圆终点条件G0 X32 /退刀Z16 /退刀#1=#1-5 /圆弧步距IF [#1GE-180] GOTO1 /圆弧终点条件判断GO X100 Z100M30洛天示例2016.7.23。
凹凸槽零件的数控加工
凹凸槽零件的数控加工数控, 凹凸, 加工利用普通车床去加工角轮这类有角度的机械零件常用有两种方法:一种是当车削较短的圆锥角度时,一般是用转动小滑板法,车削时把小滑板转动一个圆锥半角a/2,使车刀的运动轨迹与所要车削的圆锥素线平行即可,同时要注意转动小滑板时一定要留意转动方向正确。
另一种是用成型刀加工法。
这两种方法存在的缺点是:因受小滑板的行程限制,只能加工长度较短的圆锥;车削时只能手动进给,劳动强度大;表面粗糙度难以控制;用成型法车床要具有良好的刚性,否则容易引起振动,并只适用于车削较短的外圆锥;生产效率低。
所以车工师傅因其加工效率低都不愿加工这类零件,特别是凹槽类零件更不愿加工。
随着科学技术的飞速发展,数控车床由于具有高效率& #65380;高精度& #65380;和高柔性的特点,在机械制造业中得到日益广泛的应用,已成为目前应用最广泛的数控机床之一。
上述零件在数控车床上编程加工就能达到事半功倍的效果本地是石材生产基地,有很多生产桥切机的石材机械厂,桥切机上有很多个导轨角轮是属于凸凹槽零件,如图1、图3所示,由于厂家多数是用普通车床加工这些零件,厂家知道本校有数控车床就要求帮其加工这些零件。
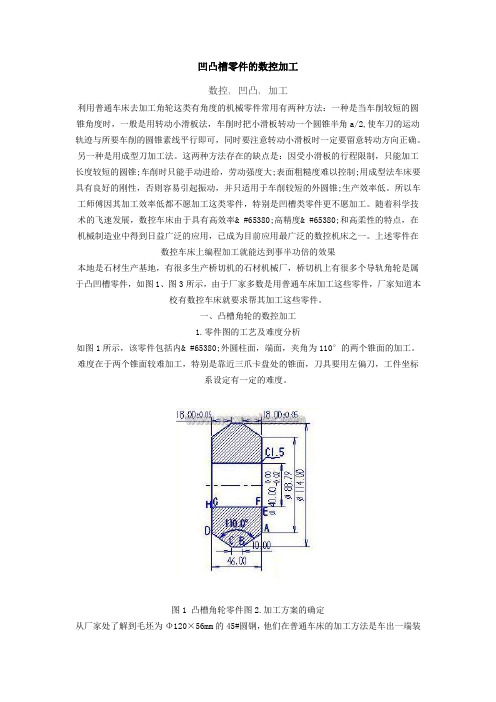
一、凸槽角轮的数控加工1.零件图的工艺及难度分析如图1所示,该零件包括内& #65380;外圆柱面,端面,夹角为110°的两个锥面的加工。
难度在于两个锥面较难加工,特别是靠近三爪卡盘处的锥面,刀具要用左偏刀,工件坐标系设定有一定的难度。
图1 凸槽角轮零件图2.加工方案的确定从厂家处了解到毛坯为Φ120×56mm的45#圆钢,他们在普通车床的加工方法是车出一端装夹位后一次加工出来,再掉头把装夹位用端面刀切去。
我们经过讨论确定有两种方案。
方案一:用焊接驳长工件去加工的方法。
考虑到本校有一批Φ60mm废旧圆钢管及本校刚有两个考证实习班,为了减少厂家的材料成本,我们要求厂家可将毛坯长度由56mm减少到50mm 再要求学生在焊工实训时把长60mm钢管焊在已加工好端面的工件中心上(要焊牢),加工时用三爪卡盘装夹焊接钢管就可以一次加工出来,加工完后调头加工另一端面至尺寸。
用改进和拓展后的范成法铣磨凸凹非球面的原理和精度分析

www 中国光学期刊网:用改进和拓展后的范成法铣磨凸凹非球面的原理和精度分析高必烈(中国科学院国家天文台南京天文光学技术研究所,江苏南京210042)1引言用靠模方法铣磨非球面面型,精度和速度都很差。
传统的范成法虽然铣磨效率高、速度快,但只能铣磨出球面,而不能铣磨出非球面。
本文提出了一种改进和拓展了的范成法。
基于范成法的原理,借助于现代计算机控制的高精度数控技术,就可以快速、高效、高精度地铣磨出非球面的面型。
2传统铣磨大口径非球面的方法及优缺点传统的铣磨方法是利用金刚石的平行砂轮和靠模样板铣磨非球面,金刚石砂轮的端面可以是平的,也可以是圆弧的,靠模上端面安装一个滚轮,滚轮下安装平行砂轮部套。
此时该部套的Z 方向位置由滚轮随其在靠模上的升降而确定,该部套X 方向的运动是通过横梁上的丝杆来带动。
由于砂轮与玻璃采用点接触,因而与范成法利用一个圆环面铣削相比效率要低得多。
由于拖挂了一套东西,砂轮与玻璃的接触点和滚轮与靠模的接触点在X 方向有一个偏差距离ΔL ,这在安装靠模时可以事先预置。
因为即使平行砂轮的端面是平的,在使用了很短的时间后,其侧面也会变成圆弧,而圆弧在铣磨凸凹面时,实际上是使用圆弧的不同部位,这样无论是X 方向还是Z 方向都会产生偏差。
再考虑到靠模的安装误差等,铣磨出来的玻璃面形偏离标准非球面的误差会更大,严重的时候达到1mm 左右。
如果将靠模换成计算机控制,仍然用平行砂轮,上述的两个缺点(速度和精度)仍然存在。
虽然可以修正圆弧不同部位的铣磨效应,但效率问题仍然无法解决。
3经典的范成法范成法的原理是用一个球冠(碗状砂轮的端面),去斜截被加工面。
在旋转的过程中,许多个斜截面的包络面就是所要开的球面。
利用碗状砂轮端面成型球面的方法叫范成法。
它的最大优点就是用一个环面,而不是一个点去铣磨,因而效率要高得多,其计算公式为sin α=ρ/(R ±r )或α=arcsin ρ/(R ±r ),(1)式中α为磨轮轴线倾角,2ρ为磨轮中径,一般取工件直径的70%左右,R 为被加工工件的曲率半径,r 为磨轮端部刃口圆弦半径。
零件外侧椭球体的数控铣削编程及程序自动生成

零件外侧椭球体的数控铣削编程及程序自动生成陶忠祥;段爱玲【摘要】制定了零件外侧凸(凹)椭球体的数控铣削加工工艺,在FUNAC系统和华中数控系统下手工编写了相应的数控铣削加工宏程序.并用CAXA自动编程软件实体造型、设置加工方法、自动生成凸(凹)椭球体的数控加工程序,进行了仿真加工.进而从加工精度和工时等方面比较了这三个程序,发现基于本文制定的数控加工工艺手工编写的数控加工宏程序结构紧凑、语句少占内存少、工时明显缩短.最后用Visual Basic语言编写了能够根据给定加工参数自动生成加工外露凸(凹)椭球体数控铣削加工宏程序的自动编程软件,该软件和现有自动编程软件相比,占内存少,使用方便,生成的程序的加工工时明显缩短.【期刊名称】《机械研究与应用》【年(卷),期】2018(031)004【总页数】4页(P156-159)【关键词】椭球体;数控加工工艺;数控宏程序;自动编程【作者】陶忠祥;段爱玲【作者单位】白银有色集团股份公司第三冶炼厂,甘肃白银 730900;兰州交通大学机电工程学院,甘肃兰州 730070【正文语种】中文【中图分类】TG6590 引言在数控加工中,很多编程人员不了解或不能熟练掌握宏程序,在加工制造方面经常会避开宏程序编程而采用现有的自动编程软件。
现有的自动编程软件自动生成的零件加工程序,少则几千行,多则上万行,而手工编写的宏程序在很大程度上简化了程序,程序语句少占用系统内存少,修改与编辑比较方便,且加工工时明显缩短。
文献[1]~[3]给出了一些数控宏程序的编程方法技巧与实例。
文献[4]研究了椭球体的数控加工工艺及编程。
本文在文献[4]的研究基础上,针对零件外侧的凸(凹)椭球体的数控加工问题,制定了数控铣削加工工艺,在FUNAC系统和华中数控系统下手工编写了相应的数控铣削加工宏程序,用CAXA自动编程软件自动生成凸(凹)椭球体的数控加工程序和仿真加工,进而从加工精度和工时等方面比较了这三个程序。
基于宏程序的椭球面加工刀路算法

基于宏程序的椭球面加工刀路算法胡翔云;肖仁【期刊名称】《机床与液压》【年(卷),期】2013(000)008【摘要】Oval sphere and spherical surface are often seen in modern machinery manufacturing,and numerical control (NC) machining is required for this kind of characteristics. When computer used for automatic programming,modification of a program is not easy,and a long period of time is taken for writing the cutting program. By analyzing the cutting technology for oval sphere surface of an electrode,the algorithm of tool trajectory,parameter equation and applicable scope were given separately for the ball tool,verti cal milling tool and cow nose tool for cutting oval sphere surface. Moreover by taking an example of layer cutting of oval sphere surface with ball tool,a macroprogram was wrote with two embedded circulate sentences. It could be invoked by G65 code,which was equiv alent to add a fixed circular function to the NC system. The parameterization of cutting program for this kind of parts is realized,and writing speed for the cutting program is improved. It can be used for milling and cutting parts with oval sphere and spherical surface. The macroprogram is verified by a detailed practical example.% 椭球形、球形表面在现代机械生产中比较常见,这类特征需要数控加工。
手机壳凸凹模设计与数控加工设计说明书
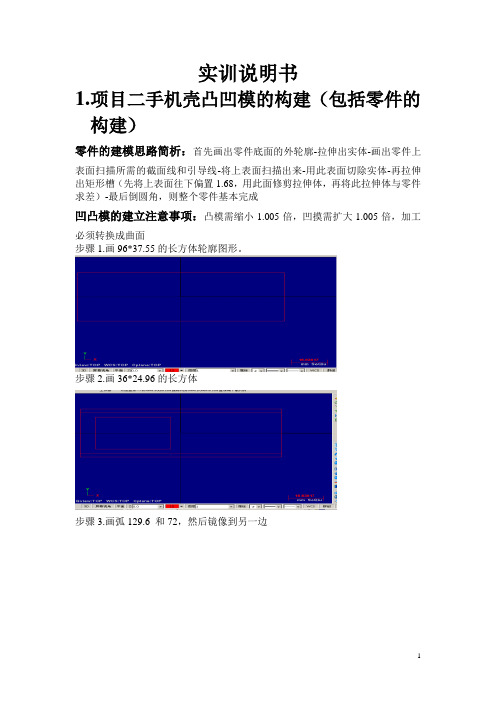
实训说明书1.项目二手机壳凸凹模的构建(包括零件的构建)零件的建模思路简析:首先画出零件底面的外轮廓-拉伸出实体-画出零件上表面扫描所需的截面线和引导线-将上表面扫描出来-用此表面切除实体-再拉伸出矩形槽(先将上表面往下偏置1.68,用此面修剪拉伸体,再将此拉伸体与零件求差)-最后倒圆角,则整个零件基本完成凹凸模的建立注意事项:凸模需缩小1.005倍,凹摸需扩大1.005倍,加工必须转换成曲面步骤1.画96*37.55的长方体轮廓图形。
步骤2.画36*24.96的长方体步骤3.画弧129.6 和72,然后镜像到另一边步骤4.倒圆角步骤6.拉伸出实体步骤7在front面画出扫描引导线(从其中一端开始画,通过两点画弧和直线可构建出来)步骤8.通过扫描构建出曲面,先选择截面线后选择引导线步骤9.将线框图层隐藏起来,再用刚生成的曲面去修剪实体步骤10.拉伸出矩形槽步骤11.倒2.4的角(此时,该零件的实体建模完成)步骤12.将所生成的实体抽壳,厚度为0.5步骤13.随便拉伸出一个矩形实体,用此矩形对零件进行布尔操作可生成凸凹模凸模生成如图凹模生成如图凹模放大1.05倍2.凹模的加工概述1.零件的工艺简析:该零件的各个表面连接光滑,其形状较简单,对称,便于模具加工。
减少了热处理或冲压时在尖角处开裂的现象,同时,也可防止尖角部位刃口的过快磨损。
2.零件的加工路线:粗加工(曲面挖槽加工)-半精加工(曲面等距环切)精加工(曲面等距环切,45度平行铣削)步骤1.设置边界盒如图所示,然后以边界盒对角线画一直线,将凹摸从此直线与z轴的交点移动到坐标原点步骤2.首先采用曲面粗加工挖槽,选择切削范围边界,设置刀具参数如图,采用直径为4mm的牛鼻刀。
步骤3.设置挖槽刀具参数如图,进给率为400下刀速率为500主轴转速为1000步骤4.设置挖槽曲面参数如图,安全高度为50参考高度为30加工曲面的预留量为0.3mm。
步骤5.设置挖槽参数粗加工参数如图,整体误差为0.05,z轴最大进给量为1.6步骤6.设置挖槽参数如图,选择等距环切,切削间距为百分之75,切削间距为3步骤7.采用曲面精加工环绕等距作为半精加工,选择上一步的刀具,具体的设置参数如图所示步骤8.设置环绕等距的刀具参数如图,进给率为400,下刀速率为500,主轴转速为1500。
数车加工正凸、凹椭圆的宏程序编程研究

(1)加 工 图 1所 示 凸 椭 圆零 件 ,毛 坯 为 咖 125 mmx195 Inn的棒 料 ,45号 钢 。编程 原点 设 在 右端 面 与 中心轴 线 的交 点 上 ,椭 圆 中心 在编 程 坐
近 ,进行零件 的粗精加工 ,采用宏程序对椭圆部分进行精加工的宏程序编程方法 ,并对椭圆中心线和零件中心线平行但不在一
条线上 的椭圆加工方法进行 了探讨 。
关键词 :数控车削 ;正凸椭 圆 ;凹椭 圆;宏程序 ;编程
中图分类号 :TG51
文献标识码 :A 文章编号 :1009—9492(2016)03—0060—03
Abstract: This paper takes Programming and machining is convex and concave ellipse'macro program in FANUC 0I MATE system of CNC lathe as an example, and analyzes the positive and convex and concave elliptic part adopting the straight line segment approximation, the rough an d finish machining for pans, fine machining of elliptic parts by using macro program method.And the ellipse processing methods that the center line of the ellipse arid pans ParMlel but not in a fine were discussed. Key words:NC turning; convex ellipse; concave ellipse; macro program ; programming
加工凹凸件代码

加工凹凸件代码加工凹凸件的代码涉及到具体加工方式、机器设备、加工材料等因素,因此需要根据实际情况进行编写,以下是一个简单的示例代码:```#include <stdio.h>int main(){//设置加工参数double x = 10; //零件距离机床原点X轴距离double y = 8; //零件距离机床原点Y轴距离double z = 2; //零件距离机床原点Z轴距离double r = 4; //凸出部分的半径double h = 2; //凸出部分的高度//切削凸出部分for (double i = -r; i <= r; i += 0.01){for (double j = -r; j <= r; j += 0.01){double d = i * i + j * j;if (d <= r * r){double k = h * (1 - d / (r * r));if (k > 0){printf("G00 X%.2lf Y%.2lf Z%.2lf\n", x + i, y + j, z);printf("G01 Z%.2lf F100\n", z - k);printf("G01 Z%.2lf F100\n", z);}}}}//切削凹入部分for (double i = -r; i <= r; i += 0.01){for (double j = -r; j <= r; j += 0.01){double d = i * i + j * j;if (d <= r * r){double k = h * (1 - d / (r * r));if (k < 0){printf("G00 X%.2lf Y%.2lf Z%.2lf\n", x + i, y + j, z);printf("G01 Z%.2lf F100\n", z - k);printf("G01 Z%.2lf F100\n", z);}}}}return 0;}```该代码使用了简单的圆形凸出/凹入算法,通过循环绘制出圆形上的所有点,然后选取符合条件的点进行加工。
凸凹模具中数控编程与加工技术探讨

数控技术是借助于数字信息来实现的机械制造远程机电一体化控制技术,在该技术运用过程中,数字信息技术以及机械运动特征实现了良好的渗透与融合。
将数控技术应用到机械制造行业中,可使传统机械加工中的很多难题得到解决,从而实现机械加工精度的显著提升。
因此,数控技术在凸凹模具的生产制造过程中,机械生产制造企业和技术人员一定要注重数控编程和数控加工技术的应用,并充分发挥数控技术应用优势,尽最大限度确保凸凹模具的加工质量。
1凸凹模具的加工难点分析凸凹模具的加工技术难点主要包括3个方面。
1)因为不同的凸凹模存在不同的特征,所以在加工过程中,其加工精度、装夹方式、工件坐标系以及所需刀具都存在差异性,加工过程中,如果不能对其加以科学分析,便会对加工质量造成不利影响。
2)因为凸凹模具的数控加工工艺有很多种,其型腔刀具、型腔铣削用量、刀具路线以及型腔加工工艺方案都会对加工质量产生直接影响,加工过程中,如果不能合理选择与有效控制,便会严重影响到凸凹模具的加工质量。
3)对凸凹模具进行数控加工的过程中,数控编程是最大的一个重点和难点内容,其中进退刀数控模式、固定进退刀模式以及一般程序格式都是重点内容,如果这些编程出现问题,凸凹模具的加工质量就会受到严重的影响。
因此,通过数控机床对凸凹模具进行生产加工时,生产企业和技术人员需要对这些加工难点做到足够重视,以此来确保加工质量。
2凸凹模具加工中的主要技术措施分析2.1待加工凸凹模具零件的具体情况分析2.1.1凸凹模具零件的先期加工精度分析加工凸凹模具之前,关键任务是对其中的各个零件尺寸精度进行分析,需要严格按照凸凹模具的零件图纸,对每一个零件开槽加工尺寸进行仔细分析,具体应注意以下3个方面。
1)有无相关的公差要求,如有需要对其自由公差加以明确。
2)对零件尺寸的几何公差进行分析,明确各个零件的腔体和开槽涂台有无相关的几何公差,这些几何公差是否对加工有影响[1]。
3)对各个零件表面进行粗糙度的分析,以此来全面明确腔体表面和凸台表面具体的几何尺寸要求。
凹凸模数控铣削加工工艺及程序设计

凹凸模数控铣削加工工艺及程序设计Chapter 1: AbstractThe emergence of CNC machine tools and the huge XXX CNC machine tools is the only way to transform China'XXX widespread use of CNC machine tools requires a large number of personnel skilled in modern CNC technology。
The n of CNC technology has not only XXX industries。
XXX n。
but also plays an increasingly important role in the development of some important industries for XXX its n areas.Chapter 2: Analysis of Parts Processing Technology2.1 Analysis of Technical Requirements for PartsThe technical requirements for parts include nal accuracy。
XXX roughness。
XXX.2.2 Analysis of Structural Process for PartsThe structural process of parts refers to the process of determining the processing sequence and processing methods based on the XXX.2.3 n of Programming nsThe programming ns are determined based on the technical requirements for parts and the structural process of parts.2.4 XXX BlanksXXX such as material。
凸椭球面的加工修改

凸椭球面自下而上等角放射状曲面精加工(球头铣刀)摘要随着现代制造技术的发展和数控机床的日益普及,数控技术广泛的应用,复杂凸椭球曲面的编程在CAD/CAM软件是很简单的,手工编程(包括宏程序)是无能为力的,本文则对此进行了相反的诠释和有益的探讨,即通过加工实例,介绍了宏程序在加工复杂凸椭球曲面的应用,说明宏程序的应用并非受限于人们通常想象中的范围,如果真正掌握其真谛,在更多的场合下完全具有更大的想象空间和应用可能。
关键词数控加工、宏程序、数控程序前言数控加工在当前制造业中已占据极其重要的地位,数控程序是数控加工的关键技术。
运用宏程序可使程序在编制过程中更加优化,更加简单,方便于程序调整。
因此,合理利用变数指令配合宏程序,宏程序镶套、子程序调用,对于提高编程的效率和质量具有很大的实用价值。
本文主要针对复杂曲面加工中宏程序的应用提出本人肤浅的看法以供各位同行探讨。
正文在CAD/CAM软件普及应用的今天,手工编程的应用空间日趋缩小,随处可见Powermill、Pro ENGINEER、MasterCam、Cimatron等知名的CAD/CAM软件。
但CAM软件编程和手工编程有着各自不同和优点和特长,在实际加工中,一个产品的最终加工完成往往需要对加工程序进行多次修改,现有的CAM软件不可能完全满足所有数控系统的特殊功能要求。
手工编程仍然是数控加工程序不可缺少的技术手段。
而宏程序的使用毕竟还是具有一定的亮点和价值。
一、运用宏程序加工凸椭球曲面的实例由于球头铣刀的集合特点,描述刀心运动轨迹将不得不用刀椭圆的等距线概念,而且除了XY平面尚有可能继续应用外刀具半径补偿功能G41、G42(也未必是唯一的选择)外,在ZX、YZ平面内希望以同样方式表达将非常困难,甚至基本不可行。
这里将用到椭圆外等距线的参数方程,为了方便读者阅读,特地将椭圆外等距线参数方程(XY平面)罗列如下:试中,a=#!,b=#2,k=#4,0°≤≤360°(为椭圆的离心角)。
基于UG的文字凸模数控编程加工

基于UG的文字凸模数控编程加工数控自动编程就是利用计算机编制数控加工程序,所以又称为计算机辅助编程。
编程人员将零件的形状、几何尺寸、刀具路线、工艺参数、机床特征等,按一定的格式和方法输入到计算机内,自动编程软件对这些输入信息进行编译、计算、处理后,自动生成刀具路径文件和机床的数控加工程序,通过通信接口将加工程序直接送入机床数控系统,以备加工。
数控自动编程根据编程信息的输入与计算机对信息的处理方式不同,主要有语言式自动编程系统和CAD/CAM 集成化编程系统。
当我们使用机床加工零件时,通常都需要对机床的各种动作进行控制,一是控制动作的先后次序,二是控制机床各运动部件的位移量。
采用数控机床加工零件时,只需要将零件图形和工艺参数、加工步骤等以数字信息的形式,编成程序代码输入到机床控制系统中,再由其进行运算处理后转成驱动伺服机构的指令信号,从而控制机床各部件协调动作,自动地加工出零件来。
当更换加工对象时,只需要重新编写程序代码,输入给机床,即可由数控装置代替人的大脑和双手的大部分功能,控制加工的全过程,制造出任意复杂的零件。
数控加工的原理可用如下框图表示:由图可以看出,数控加工过程总体上可分为数控程序编制和机床加工控制两大部分。
总的来说,数控加工有如下特点:(1)自动化程度高,具有很高的生产效率。
除手工装夹毛坯外,其余全部加工过程都可由数控机床自动完成(若配合自动装卸手段,则是无人控制工厂的基本组成环节)。
减轻了操作者的劳动强度,改善了劳动条件。
省去了划线、多次装夹定位、检测等工序及其辅助操作,有效地提高了生产效率。
(2)对加工对象的适应性强,改变加工对象时,除了更换刀具和解决毛坯装夹方式外,不需要重新编程等操作,也不需要作其它任何复杂的调整,从而缩短了生产准备周期。
(3)加工精度高,质量稳定。
加工尺寸精度在0.005~0.01mm之间,不受零件复杂程度的影响,由于大部分操作都由机器自动完成,因而消除了人为误差,提高了批量零件尺寸的一致性,同时精密控制的机床上还采用了位置检测装置,更加提高了数控加工的精度。
凹凸模数控加工及编程论文(正文)
第一章前言数控加工技术及装备是发展高新技术产业和尖端工业的使用技能和最基本的装备。
马克思曾经说过“各种经济时代的区别,不在于生产什么,而在于怎样生产,用什么劳动资料生产”制造技术和装备是人类生产活动的最基本的生产资料,而数控技术又是当今先进制造技术和装备的核心技术。
当今世界各国制造业广泛采用数控技术,以提高制造能力和水平,提高对动态多变市场的适应能力和竞争能力。
此外世界上个工业发达国家还将数控技术及数控装备列为国家的战略物资,不仅采用重大措施来发展自己的数控技术及其产业。
虽然我国数控技术的起步相对于工业发达国家比较晚,但是现在已经加大力度发展数控技术,近年来还取得了很大的成绩。
大力发展以数控为核心技术的先进制造技术已成为我国加速经济发展,提高综合国力和国家地位的重要途径。
1.1数控加工技术(Numerical Control Machining Technology)数控加工是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了明显的变化。
用数字信息控制零件和刀具位移的机械加工方法。
它是解决零件品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。
1.2数控机床(Numerical Control Machining Tools)数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。
数控机床主要有数控装置、伺服驱动/进给装置、测量反馈装置、机床主体、程序的输入输出设备和可编程控制器等几部分组成。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。
经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是一种典型的机电一体化产品。
宏程序在凹、凸半球面铣削加工中的应用.

宏程序在凹、凸半球面铣削加工中的应用柳青(岳阳职业技术学院湖南岳阳 414000摘要非圆曲线编程是手工编程中的难点,而球面是数控铣床加工中最为常见的非圆曲线。
以内、外半球加工为例, 详细介绍了FANUC系统数控铣床加工球面的宏程序编写及程序注解,并指出了在编制程序时的注意事项。
使用宏程序加工零件可以大大简化数控程序,达到精确和高效的目的。
关键词球面宏程序变量参数方程宏程序是程序编制的高级形式,它应用了大量的编程技巧,例如数学模型的建立、加工刀具及切削用量的选择等,这些使得利用宏程序加工的零件精度很高[1-2]。
特别是对于中等难度的零件,使用宏程序进行编程加工要比自动编程加工快得多,同时如果编写大批量相类似零件的时候只需要改动几个数据就可以了,没必要进行大量重复的编程,所以能应用手工编程的地方尽量不要使用自动编程。
球面是在宏程序的编制中经常出现的一种图形,要求编制者能掌握球面的相关方程,并能够熟练地应用方程式,实现对各种形式的球面进行编程和加工。
1 宏程序宏程序就是使用了宏变量的程序、由用户编写的专业程序,类似于子程序,可以使用规定的指令代号以便调用。
宏程序的代号称为宏指令。
用户宏程序是提高数控机床性能的一种特殊功能,其最大特点就是将有规律形状或尺寸的加工零件用最短的程序段表达出来,具有很好的易读性和易修改性,编写出来的程序非常简洁、逻辑严密、通用性强,而且机床在执行此类程序时,相比执行CAD/CAM软件生成的程序更加快捷,反应更加迅速。
在一般的程序编制中,程序中的地址字符为常量的,一个程序只能描述一个几何形状,所以缺乏灵活性和适用性。
宏程序中地址字符为变量的(也称宏变量,可以根据需要通过赋值语句加以改变,使程序具有通用性。
配合循环语句、分支语句和子程序调用语句,可以编制各种复杂零件的加工程序[3]。
2 球面的程序设计与加工方法在对球圆面曲面规则公式进行程序编制时,一般从曲面的规则公式或参数方程中,选择其中一个变量做自变量,另一个变量作为自变量的函数,并将公式或方程转化为自变量的函数表达式,再用数控系统中的变量(#i或R i来表示这个函数表达式,最后根据这个曲面的起始点和移动步距,采用不同深度、不同半径的圆来拟合球面,如图1和图2所示进行程序设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
径时,可直接使用球
刀进行加工,如图3
所示。 2)加工高度小
于或等于高半轴的
圈3使用球刀进行加工
凹椭球面
平底刀由于刀具自身的结构特点,只能加工平
底面,无法加工椭球面底部。球头刀可用于曲面加
工,但由于椭球面存在最小曲率半径,刀具直径过大 会发生过切干涉,加工时需要选刀。
2.2确定曲面加工方法
常用的手工编程加工曲面方法是采用等高方式 并结合参数线差分方法,即刀具在恒定高度层上切
坐标方程、标准方程与参数方程混编等多种方法建 立,此处只讨论采用椭圆参数方程一种模型:
空间内椭球面参数方程为: fz 2口。08口。08尹
Jy—bcososinq’
【z:csin0
实际应用中可以先将他转化为各基面的标准方 程:
.1)平面内椭圆参数方程为:
∞茹
2)在沿长半轴抬高过程,建立的椭圆参数方程 为:
2.1选择加工刀具
1)加工高度小于或等于高半轴的凸椭球面
当所加工的椭圆 平刀中心轨迹
曲面与底平面相交时,
若采用球刀铣削,在相
交处会留有余料,实际
加工需换用平底刀进
行清根。若采用平底 刀具(如图2),刀具直
图2平底刀具
径无影响,加工过程中不用换刀,可避免换刀带来的
误差。
当椭球面最底
端与底平面距离超
过加工所用刀具半
削,用直线逼近参数曲面的参数曲线去实现曲面的数
控加工。需要给出层内数控加工时刀具的初始位置
及工件内、外轮廓的数学模型,最后用矢量运算的方 法生成理想刀心轨迹,同时可以设计层内刀具的切入
和切出,以消除刀痕。然后逐层加工曲面的方法。
2.3 建立数学模型,确定各参数变量的关系 椭球面模型可采用椭圆标准方程、参数方程、极
责任编辑 吕德龙
万方数据
《新技术新工艺》·数字技术与机械加工工艺装备Z009年 第6期
·33·术与机械加工工艺装备 2009年第6期
12=0;
(上升角度赋初值)
G00X[1+11]Y[~[2+11]];(定位于第4象限)
WHILE[12 LE 90]D01; (1层循环起始上升角度判
别式)
G01 Z[6]F500I
(下降至初始位置)
4=1*COS[12];
基才参数编程的凸凹椭球面加工
张飞鹏1,雒钰花2
(1.陕西工业职业技术学院教控工程系,陕西威阳712000;2.陕西国防工业职业技术学院,陕西西安710300)
摘 要:分析了椭球面的数控加工工艺,提出了椭球面的数控加工方案,给出了凸、凹椭球面的加工
程序。采用FANUC—Oi—MB型数控系统,主程序直接使用参数编程方式,在DXK45型数控镗铣床上
(上升后x长半轴)
5=2*COS[12];
(上升后Y短半轴)
6=3*SIN[12]#
(上升高度)
G42 D01 X[4]Y0, (采用刀补形式加工,需提前设定
刀补值)
7—0;
WHILE[7 LE 360]D02} 度判别式)
8=4*cos[7];
(平面角度赋初值) (内嵌2层循环平面内角
9=5*SIN[7]t x[8]Y F9];
1椭球面的结构特点
图1所示为半椭球面,该曲面在三维空间各基
准面投影均为椭圆。分别以口、6、c代表基面内椭球 面的长半轴35 mm,短半轴20 n"im,高半轴15 mm。
图I凸椭球面
参考文献
,√
E1]周林,蒋建文,周雒维,等.基于单周控制的三相四线制有 源电力滤波器[J].中国电机工程学报,2003.23(3):85—88. [2]姜齐荣,谢小荣,陈建业.电力系统并联补偿~结构,原 理。控制与应用EM].北京:机械工业出版社.2004. [33周原。胡伟,申沉,等.空间矢量脉宽调制与单周控制的 等效性EJq.电力系统自动化,2005,29(12):19—22. [43刘定国。罗安,帅智康.单周控制静止同步补偿器的死区 补偿策略[J].电工技术学报,2007,22(12):159—163. Es3舒泽亮,汤坚,郭育华,等.基于空间矢量双滞环策略的
Key words:Bump ellipsoid,Parameter programming,Surface processing
参数编程能够实现普通编程无法实现的平面内 抛物线、椭圆、双曲线、空间内球面、椭球面、斜面、圆 弧倒角、倒棱等曲线、曲面零件的加工。其中尤以三 维曲面的参数编程变量多,变量之间关系复杂,对编 程人员空间思维能力、数学应用能力、数控加工工艺 综合分析知识、数控系统参数编程语言的掌握及灵 活应用能力要求高。本文采用FANUC—oi—MB 型数控系统,主程序直接使用参数编程方式,以在 DXK45型数控镗铣床上加工凸、凹椭球面的程序编 制过程为例予以探讨。
2椭圆曲面的加工过程分析
要求:加工出长轴35 mm、短轴20 mm、高半轴
15 mm的凸、凹椭球面;
毛坯料:85 mm×85 mm×40 mm铝块;
装夹:采用平口虎钳固定装夹。 曲面手工编程加工时,首先根据曲面特点选择
·加工刀具,其次确定曲面的加工方法、工序安排,然
后通过建立数学模型,表示出各相关参数变量之间 关系,进行编程。
13=13+5l
(下降角度递变参数赋值)
END 1:
(1层循环结束)
GOO Z100;
M30;
以上程序已在数控铣床上调试运行过,可加工
出符合要求的椭球面丁件。
3 结语
参数变量编程的实质,就是用变量编写程序.并 根据数值的条件,多次的调用程序,以简化编程。编 制程序时,首先从零件的结构特点出发,分析零件各 加下表面之间的几何关系,建立数学模型关系式,据 此推导出各参数之间的数量关系。必须注意正确的 选择变量参数,设定合理有效的循环变量及判别式。
(执行下降) (下降层高后长半轴) (下降层高后短半轴)
(下降高度) (平面内角度赋初值)
(内嵌2层循环平面内角度判别式) 15=10*COS[143;
16—11*SIN[14]} X[15]Y[16]I
(椭圆轨迹)
14=14+6: END 2;
(平面角度递变) (内嵌2层循环结束)
X0 Y0;
(定初位,防止下降切伤)
加工凸、凹椭球面的程序编制过程为例予以探讨。以三维曲面的参数编程变量多,变量之间关系复杂,对 编程人员空间思维能力、教学应用能力、数控加工工艺综合分析知识、数控系统参数编程语言的掌握及灵
活应用能力要求高。 关键词:凹凸椭球面;参数编程;由面加工
中图分类号:TG 302
文献标志码:A
Research on Convex or Concave Ellipsoid Process based Oil Parameter Programming ZHANG Feipen91。LUO Yuhua2
出符合要求的椭球面工件。
2.5.2 凹曲面加工(见图5)
1)为减少球刀沿
高度方向的进给,先使
用键槽刀开粗,程序略。
2)选用球头铣刀,
刀具直径要依据椭圆最 小曲率半径确定。若椭图5球刀加工凹椭圆面轨迹
圆方程为{z 2 77叩,其曲率半径计算公式为‰
.IY—bsm9
^2
一一O-(推导过程略)。观察对比此椭球面椭圆各基
为提高程序的通用性,尺寸参数、控制参数尽可 能的用变量表示,运行程序前先进行赋值。参数编
…—— 程的使用,解决了手工编写某些复杂曲面加工图形
程序的难题。
作者简介:张飞鹏(1980-)。男,讲师,就职于陕西t业职业技术 学院。现主要从事数控技术编程加工、实验、实训教 学工作。
收稿日期:2009年1月20日
作者简介:张军利(1978一),男。硕士,讲师.主要从事柔性交 流输配电等方面的研究。
收稿日期:2008年11月10日
责任编辑吕菁
万方数据
《新技术新工艺》·数字技术与机械加工工艺装备 2009年 第6期
·31·
该椭球面在编程时各半轴长度均可用参数变量 方式表示,只需改变设置的参数值即可改变椭球面 形状。此种方法在加工路径相同、尺寸不同、形状类 似的系列零件时方便实用。
1—35;
(定义椭圆长半轴)
2=20;
(定义椭圆短半轴)
3=15;
(定义椭圆高轴)
4;3;
(刀具半径值)
5;2;
(设置下降层角度参数,控制层高度)
6=1; (平面内角度变量,上升层变量,控制平面内精
度,数值越大精度越差)
‘
7=1—4;
‘(刀具中心长半轴)
8-----2—4;
(刀具中心短半轴)
9=3—4;
(椭圆轨迹)
7=7+10; END2; 12=12+10# G40 G00 X[4+11]; Y[一[5+11]];
(角度递变) (内嵌2层循环结束)
(上升角度递变) (取消刀补)
ENDl, COO Z100;
(1层循环结束) (抬高刀具)
M30;
(程序结束)
以上程序已在数控铣床上调试运行过,可加工
坐标系零点建立图4平刀加工凸椭圆面轨迹 在凸椭球底平面中心。
程序如下:
01234
G54 G90 M03 S1500’
1=35;
(定义椭圆长半轴)
2=20; 3=-15I 6=0,
(定义椭圆短半轴) (定义椭圆高半度) (加工高度赋初值)
10----1; (角度递增数值,控制层高和加丁精度) 11;7; (为减少空运行,特设的大于刀具半径的数值)
(1.NC Department of Engineering,Shanxi Polytechnic Institute,Xianyang 712000,China; 2.Shan】【i Institute of Technology,Xi'an 710300,China)