GibbsCAM课件
GibbsCAM安装光盘内容详解

GibbsCAM安装光盘内容详解把GibbsCAM安装光盘放入光驱后,浏览光盘内容,如图一显示:图一GibbsCAM2010安装光盘目录一、Activation Check此文件夹为检查美国Gibbs公司口令服务器是否连接正确的工具。
因为GibbsCAM可以网络自动激活,此工具可在激活前判断Gibbs服务器是否在正常工作。
如进入此文件夹下的Simple_Chinese文件夹,运行ActivationCheck.exe,则进入简体中文版本的测试激活程序界面。
点击“测试”按钮,可出现如下所示的“授权服务器连接成功”或“授权服务器连接不成功”的对话框。
连接成功则表明用户可以联网激活软件,连接不成功则需用户检查自身网络是否通畅,若用户网络正常,则可能是Gibbs服务器暂时不通(这种情况极其罕见),请等候一段时间再试。
图三GibbsCAM授权服务器连接不成功测试结果二、Documentation此文件夹为GibbsCAM教程文档文件夹。
此目录下有GibbsCAM各种语言的教程文档(PDF格式)。
如进入Chinese (Simplified)文件夹,则包含诸多简体中文的教程文档。
其中:1)GettingStarted.pdf快速入门文档,介绍GibbsCAM的鼠标操作习惯,基本编程思路等。
2)Geometry Creation.pdf几何创建文档,介绍如何在GibbsCAM里创建几何轮廓,如点、直线、圆弧、样条线和各种特定几何特征。
注意其中包含很多的练习案例。
用户可根据这些案例初步了解GibbsCAM几何创建的思路和操作方式。
图五Documentation/ Chinese (Simplified)/ Geometry Creation.pdf中文界面3)Mill Manual.pdf铣削教程。
详细介绍如何在GibbsCAM里编制铣削程序。
其中包含教程案例。
4)SolidSurfacer.pdf曲面铣削教程。
GibbsCAM_2012_10.3.7.0安装说明

11.启动GibbsCAM_2012_10.3.7(32)后,按<授权管理员>中<检验>后<确定>...大功告成
12.【切记】以下2点
①、在每次运行GibbsCAM_2012前,一定要先运行rlm.exe (不然是打不开GibbsCAM_2012的).
②、如果是用第二方软件直接导入的话一定要关掉rlm.exe (不然也会导至一些GibbsCAM_2012的错误).
6.在我的电脑属性中的高级菜单里选环境变量,在<用户变量>下选新建
变量名:GIBBSNET_LICENSE
变量值:2765@localhost (变量值要与gibbsnet.lic相同,使用记事本打开查看)
7.运行C:\Program Files\Gibbs\RLMServer文件夹里的gibbsnet.exe 和 rlm.exe (在进程管理中看看有没有rlm.exe和gibbsnet.exe两个进程)
2.在安装目录Gibbs下建立一个空的RLMServer文件夹(如路径:C:\Program Files\Gibbs\RLMServer)
3.进入GibbsCAM 目录中,运行Registration Tool v10.3.7.0(32).exe,选<网络授权服务器>按回车(C:\Program Files\Gibbs\RLMServer)
4.复制安装光盘相应系统的Crack\Win32位系统\RLMServer文件夹内的client.lic和gibbsnet.exe和gibbsnet.lic到RLMServer文件夹内替换
5.复制安装光盘相应系统的Crack\Win32位系统\Bin文件夹内的GLMClientLib.dll到C:\Program Files\Gibbs\GibbsCAM\10.3.7.0-zh-CN\Bin文件夹内替换
GibbsCAM_Training_Book_Base_10
2. 车铣复合的坐标系统
C 轴车床工件会自动产生 4 个标准工作坐标系统。 它们帮助绘图和定义操作加工工件的不同区域。 标准的 ZX 平面被使用在车削操作上;XY 平面使用在端面加工;HY backside 平面用于加工背面; YZ 平面用在外径铣削操作上。这 4 个标准平面是不可以被编辑的。
进阶坐标系统允许产生或编辑用户坐标系统在任何平面位置和应用编程铣削操作的定位移动。
Cimatron China
GibbsCAM 中文培训手册
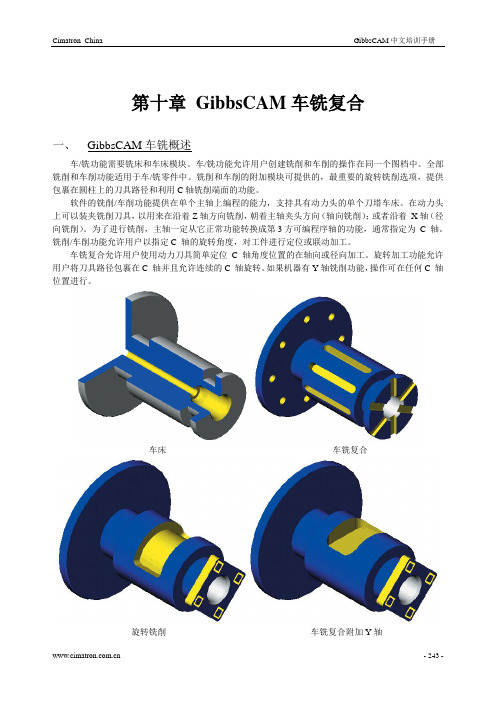
第十章 GibbsCAM 车铣复合
一、 GibbsCAM 车铣概述
车/铣功能需要铣床和车床模块。车/铣功能允许用户创建铣削和车削的操作在同一个图档中。全部 铣削和车削功能适用于车/铣零件中。铣削和车削的附加模块可提供的,最重要的旋转铣削选项,提供 包裹在圆柱上的刀具路径和利用 C 轴铣削端面的功能。 软件的铣削/车削功能提供在单个主轴上编程的能力,支持具有动力头的单个刀塔车床。在动力头 上可以装夹铣削刀具, 以用来在沿着 Z 轴方向铣削, 朝着主轴夹头方向 (轴向铣削) ; 或者沿着 X 轴 (径 向铣削) 。为了进行铣削,主轴一定从它正常功能转换成第 3 方可编程序轴的功能,通常指定为 C 轴。 铣削/车削功能允许用户以指定 C 轴的旋转角度,对工件进行定位或联动加工。 车铣复合允许用户使用动力刀具简单定位 C 轴角度位置的在轴向或径向加工。旋转加工功能允许 用户将刀具路径包裹在 C 轴并且允许连续的 C 轴旋转。 如果机器有 Y 轴铣削功能, 操作可在任何 C 轴 位置进行。
图示中 4 个位置的其中一个,然后它将高亮显示。 如果刀具轴方向不正确,刀具路径将无法产生需要的加工结果。 很多时候,如果刀具方向设定错 误, 系统根本无法产生刀具路径。 如果产 生的刀具路径看起来错误(或不产生) 时,通常需要检查刀具方向定义。 图片的标签说明切削工件的不同部 位时, 通常选择的刀具方向和接近轴。 请 注意, 通常铣削操作在外径上切削时, 刀 具接近方向是沿着 X 轴。 刀塔移动 当在车铣复合工件中编程 时, 刀具对话框中包含有刀塔移 动按钮, 铣床刀具和车床刀具一 样有刀塔移动的定义功能。 刀塔 从移动允许用户指定从预置点 (合理刀尖点) 到刀塔中心的距 离, 对话框同样可以用来指定个 别刀具的不同换刀位置。
GibbsCAM:向CAM自动化方向迈进

GibbsCAM:向CAM自动化方向迈进--转自安学网作为一个“无纸化工厂”,“无纸化”不仅仅意味着产品设计师、生产工程师和CNC编程员必须要使用计算机,而不使用图纸来共享生产信息,还意味着数据格式再也不需要通过人工进行编译。
这就是说从此可以远离电子版的工程图纸了。
几个世纪以来,生产人员一直是通过工程图纸来传递编译信息的。
因此尽量减少信息(不管是通过纸张传递还是通过计算机发送)对人工编译的依赖性,这样才是无纸化工厂的真正发展前景。
人们的目标除了要取消用木材纤维压制而成的纸张,还必须要取消在计算机上进一步处理前的多个步骤,其中包括人们必须对信息进行智能分析和分派定义的各个步骤。
在一个无纸化的工厂里,“无纸化”的含义得到了最充分的体现,无纸化工厂中的零件生产将是无缝连接的和高度自动化的。
有的人想象其零件的生产,犹如采用流水线作业,就像在笔记本电脑或PC机上看到的那样,可立即复印一份资料。
在计算机上生产3D的“硬拷贝”像打印文件或数码相片那样简单。
当然,将材料从备料仓库中搬移出来创建一个零件,远远要比在纸上打印成行的字母或排列彩色的点阵复杂得多。
幸好对于完成打印任务而言,与使用的计算机品牌、文字处理软件或网络浏览器以及与电缆线另一端连接的打印机品牌都没有太大关联。
只需要适当地解决其必要的连接性、协调性和兼容性等问题就可以了。
但实际生产中的情况肯定会有所不同,至少对大部分公司来说都不是这样的。
设计人员与车间之间的几乎每一个步骤都存在一些问题,其中包括数据交换、格式不兼容、缺乏协调性等方面,这时不可避免的需要进行人工干预,而且涉及到某些不确定的因素。
多年来,人们一直在努力使生产计算机系统进行无缝连接,并使自动化达到更高的水平。
事实上,我们已经在逐渐地接近和实现无纸化工厂的梦想了。
但是进展一直非常缓慢,常常遇到很多挫折。
但最近一段时间向前迈出的几步可能有助于为实现这一宏大的设想带来一些动力。
在一项令人鼓舞的进展中,一家CAD/CAM软件供应商完成了一种新接口的开发任务,它允许其所提供的CAM以一个标准化的文件格式阅读产品数据,在这个文件格式中包括可加工的特性以及加工所必需的严格规范。
虚拟加工系统Gibbscam.2015.v10.9.20.0 Multilanguage.Win32_64 2CD

3DQuickPress v5.1.0 for SOLIDWORKS2009-2011
AutoDesSys.bonzai3d.v2.3.0.7768
AxisVM7 (Hungarian)
Cadence.CONFORMAL.V9.10(lec9.1)
CADENCE.ENCOUNTER.TEST.V8.10
KBC.PETRO-SIM.V3.2SP2
MineSight.3D.V4.50 矿山设计软件
Paradigm.Sysdrill.v2009 带3.0中文在线帮助 钻井软件
PLANIT.EDGECAM.V2011.R1
Profili.v2.28d
RhinoTerrain.v1.8.2.For.Rhinoceros.4.0.SR8
B.AMESIM.R9.SL1
Missler.Software.TopSolid.2010.v6.11.200.21
C.Simulator.v6.60
Pc.Progress.Hydrus.v1.11
RnB ElectrodeWorks 2011 SP0 for SOLIDWORKS2011
SAPROTON NormCAD v6.1
SAS.JMP.Statistical.Discovery.v9.0
Siemens.PLM.FEMAP.v10.2.0
SPACECLAIM.V2010.SP1
SPI SheetMetalWorks 2011 English for SolidWorks 2011 钣金设计
ITTVIS.IDL.v7.1.1
NovoSPT.V1.9.3.46 标准贯入试验解释软件
Progress.Sonic.ESB.v8.0
GibbsCAM_Training_Book_Base_5

第五章GibbsCAM车削本章主要介绍GibbsCAM 2轴车削。
但所学的课程内容在更高级的C轴和多任务机床也有用到。
虽是针对车削,但大部分交互概念与其它加工类型类似。
一、工件设置1.文件对话框单击文件键将弹出文件对话框。
此对话框其实包含两个关联的对话框。
顶部的对话框包含此工件的通用信息,比如机床和材料的信息。
也有由用户指定文件在计算机中存放位置的文件管理项。
底部对话框包含此工件的专用信息如毛坯尺寸、移动间隙和换刀位置等。
文件控制对话框顶部区域,工件详细信息文件控制对话框底部区域,机床和毛坯详细信息2.工件详细信息工件对话框含此工件的基本参数,包括所用的机床类型,制造工件的材料,工件尺寸是公制或英制。
对话框的此部分也包含打开、关闭和保存工件文件的指令。
文件控制:下述是用于文件管理的按键,也可在文件菜单下使用。
打开(Ctrl-O):点击打开键将弹出打开对话框以选择要打开的文件。
如果当前有已打开的文件,将被关闭而所选的文件将被打开。
新建(Ctrl-N):此按键将打开对话框请求文件名和存放位置,创建一个新文件。
如果有打开的文件,将被关闭。
保存(Ctrl-S):如果打开的文件有变更,此按键将保存这些变更。
另存为:此按键将打开对话框请求文件名和当前文件的存放位置。
上一次保存之后进行的变更将写入新文件。
原文件无影响。
新文件成为当前打开的文件。
保存复件:此按键与另存为按键很类似。
系统将为当前打开的文件建立一个复件。
原文件仍是当前打开的文件。
复件的文件名可以更改。
关闭:此按键关闭当前文件。
如果点击关闭键之前文件没保存,将弹出询问是否保存的对话框。
机床列表:点击机床弹出菜单将出现软件设置的所有机床列表。
所选机床类型的复件会与工件文件保存在一起。
这样,如果你有其它自定义的MDD (机床类型文件),你可以方便地把工件文件转到其它系统。
如果安装了铣,高级CS或多任务机床模块,会出现更多的选项。
工件材料:此框用于指定工件材料。
任务一GibbsCAM软件界面学习共59页

60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
1、不要轻言放弃,否则对不起自己。
2、要冒一次险!整个生命就是一场冒险。走得最远的人,常是愿意 去做,并愿意去冒险的人。“稳妥”之船,从未能从岸边走远。-戴尔.卡耐基。
梦 境
3、人生就像一杯没有加糖的咖啡,喝起来是苦涩的,回AM软件界面学习 4、守业的最好办法就是不断的发展。 5、当爱不能完美,我宁愿选择无悔,不管来生多么美丽,我不愿失 去今生对你的记忆,我不求天长地久的美景,我只要生生世世的轮 回里有你。
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
GibbsCAM_Training_Book_Base_9

- 232 -
Cimatron China
就是这样!您己经创建了一个VoluMill 刀具轨迹,大大降低了您粗加工时间。
GibbsCAM 中文培训手册
二、用户界面
当你创建一个程序或双击 VoluMill 程序图标时,一个类似下面显示的对话框弹出:
1.深度图解
这部分指的是刀路轨迹的安全平面。
侧铣 在有些案例中 VoluMill 将使用满刀切削; 这就涉及到槽铣。 在槽铣中, VoluMill 将采用进给率 和使用多层切削的方式有效的去除毛坯。
槽铣 迫使系统只使用侧铣方法, 特别是针对硬度较大的材料切削时,选择这个方法。 越过 依靠如下的有效策略(侧铣或槽铣)。 操作如下。
侧铣切削宽度 当侧铣时, 这个数值不要超过切削宽度的定义值。 当侧铣紧密区域时使用最小宽度值,选择对话 并赋予想要的数值。 输入数值必须小于或等于切削宽度值。
槽切进给率 这是槽铣削的进给率由于槽切削的步距值总是大于非槽切削的值,必须降低槽切削的进给率,同时 也需要降低轴向深度值来去除剩余毛坯。 如果这个操作被选中,结合最高槽深度参数 VoluMill 将 会自动设置这个参数值,将采用保持相同速率清除余料。 VoluMill 计算出来的值将会灰色显示在 输入栏里。这个覆盖值不适合仅侧铣加工操作被选择中。 下刀主轴转速 这是进刀时候的主轴转速。 如果这个操作被选中, VoluMill 将使用主轴转速.在软质材料加工中也许是合适的。 但是,在加工 硬质材料时下刀速度将采用和斜向进刀的速度均等。
- 231 -
GibbsCAM 中文培训手册
Cimatron China
刀具在底面间隙高度越过口袋底面移动到下一切削位置
可以在“侧铣切削宽度”下选择一个或多个选项
适用于领先的多任务车铣复合加工的GibbsCAM软件

适用于领先的多任务车铣复合加工的GibbsCAM软件 --先进的GibbsCAM软件提升了多任务车铣复合加工的效率,为企业创造更多利润GibbsCAM系统具有友好的图形用户界面和集成的可视化功能,非常适于多任务车铣复合加工编程。
虽然车间里用着好几个不同的CAM软件系统,但这家制造航空航天及石油天然气工业零部件的厂商正用他们认为最理想的CAM软件包—GibbsCAM软件进行多任务加工编程。
----------Chris Felix评论“只有想不到,没有做不到!”Accutech Machine公司合伙人Karen Becker说,正如那句口号所言:如果给予员工良好的信任,会达到意想不到的效果。
Accutech Machine公司(位于美国盐湖城)每天努力带着这样的激情工作,为员工提供机会,让他们不断承接新的更具挑战性的任务,最终产品交付不仅让老客户满意,还会促使老客户给Accutech Machine公司推荐更多的新客户。
Accutech Machine公司成立于1994年,主要面对航空航天工业及石油天然气的一些领域。
但正如公司合伙人Bryan Becker所说的,公司不介意业务大小、利润高低都会承接,让员工多些锻炼机会。
“我们大部分业务在商用航空方面,”他解释说,“生意好时这是个非常不错的领域,但当经济不景气时,你会很快夭折。
我们制造应用于石油天然气领域的井下钻头传感器,同时还做一些管道探测工具。
”与大多数行业一样,Accutech Machine公司在2008年大部分时间生意很好。
然而,到第四季度效益突然大幅下滑。
“导致经济大幅下滑的原因主要是由于消费者心态转变了而不是因为实际商业环境影响了需求。
”Becker先生说,“这是唯一能解释得通的原因。
似乎大家都在某一天清醒,决定停止消费--不再购买零部件、机械、汽车等等。
我们也削减开支,开源节流。
在经济大萧条前,我们调研市场上的新机床情况,本来应该买两台,但经过再三考虑,我们只买了一台。
GibbsCAM_Training_Book_Base_8
拖动轮廓铣程序
来替换粗加工程序
这将把现有的粗加工程序切换为轮廓铣程序。轮廓铣程序中将再次 使用#2 刀,无需换刀。此时将显示轮廓铣工艺对话框。
- 214 -
Cimatron China
GibbsCAM 中文培训手册
设定图示参数
在外壁面遗留了 4.5 的余量。每刀 6mm 深,铣两层。 在#3 位置打开轮廓铣对话框并设定毛坯留量为 3.5 这将切除掉 1mm 余量,留量 3.5mm 壁厚。 关闭轮廓铣对话框 指定起始点和终止点,铣削方向。三个圆可以用来指定铣削的位置。 点取并选择铣削外部 图示被铣削的位置。 选择外圆
该视角允许客户查看毛坯的线框状态。建模和 3X 零件生成刀路推荐用户采用俯视视角 ISO 视图适 合渲染模型。 点取俯视图按钮
点取视角控制按钮关闭视角面板
2. 创建刀具列表
在主菜单中点取刀具列表按钮 点取该按钮后, 刀具列表将会出现在屏幕的左手边。 在刀具列表中空#1 号位置双击 双击该位置后,屏幕中将会显示创建刀具对话框(如图示) 。此对话框中可以设定所 有刀具。在创建工艺的过程中可以随时修改刀具信 息。当然要根据更新后的刀具来调整相应的工艺参 数。 选粗加工平底刀设定图示的值 这是一个直径为 20 的高速钢平底端铣刀。 用于 该零件的粗加工。此时无需选择夹头查看,除非你 运行 Flash CPR。
这是一个标准的粗加工工艺。刀具分两刀,每刀 6mm 加工到-12mm 的位置。将设置进刀退刀值为 0,刀具将经过缓降后开始加工。该粗加工程序残留壁厚并且拐角未优化。实际上,该工艺侧壁残留 0.5 余量在下一工艺中清除。 刀具切入方式的选择决定了刀具将如何开始切削材料。当选择自动插入时,系统将计算优化的刀具 切入点并进行加工。 型腔岛屿侧壁可以设定不同的毛坯残留量。 这个值将是加工完成后材料的剩余情况。 此处我们设定统一的毛坯留量。 开放边突出显示,表明此处有针对开放边的额外参数设定。此处无开放边我们可以忽略该设定。 关闭粗加工工艺对话框
GibbsCAM_Training_Book_Base_3

第三章GibbsCAM几何创建如果你之前使用过设计CAD软件包进行设计和绘图,那么你会发现GibbsCAM图素CAD工具是有区别的。
这能导致许多不同可能的第一印象,当你准备开始学习时,你有可能会觉得很不习惯。
在GibbsCAM中的绘图方法的不同是有原因的,在整个软件中,我们争取软件的界面和使用是一致的,以便没有大的学习曲线。
这就是为什么GibbsCAM CAD是不同的,我们的软件的目的是辅助加工CAM,决定了软件和辅助设计CAD的区别。
辅助设计CAD:供设计工程师使用绘制新的设计方案的平台叫做辅助设计CAD软件。
例如SolidWorks,SolidEdge,AutoDesk,Pro/ENGINEER,CATIA,Unigraphics等等。
这些软件提供了表达设计师创造力的多样的自由造型辅助设计能力。
制造业CAD:定位为制造专家,从他处得到设计方案-其它部门或者其它公司。
制造专家可能需要重绘这个文件、输入CAD文件或修复修改文件用于加工。
此外,制造专家需要为设计工件绘制工艺模型、刀具或夹具。
关键的一点是他们通常不需要做原始的设计。
辅助加工CAM:为了产生NC程序。
一旦制造专家有了图纸或工件模型,就要开始处理工艺计划,创建刀具,刀具路径和G代码真正加工好一个工件。
GibbsCAM是制造业CAD和辅助制造CAM的最佳结合,它的任务是加工由设计工程师设计的方案。
GibbsCAM的用户和任务与辅助设计CAD的软件不同,GibbsCAM CAD定位于不同用户和不同任务,因此而与众不同。
也有极少数的情况下,相同的人同时做设计和制造的工作,他可能喜欢使用GibbsCAM的CAD设计功能设计,或者使用其它的设计软件设计,然后他使用设计的文件导入到GibbsCAM中用作制作设计和加工。
让我们来了解一下GibbsCAM图素绘制的好处和原因。
更新时间:当在1993年首次发布的GibbsCAM版本时,大量CAD工作通过工程图纸的形式被送往制造车间,机械师们必须重新绘制它们。
GibbsCAM_Training_Book_Base_7
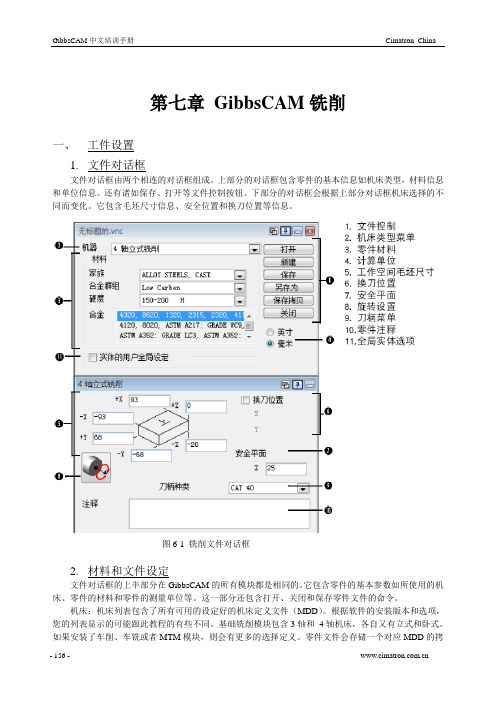
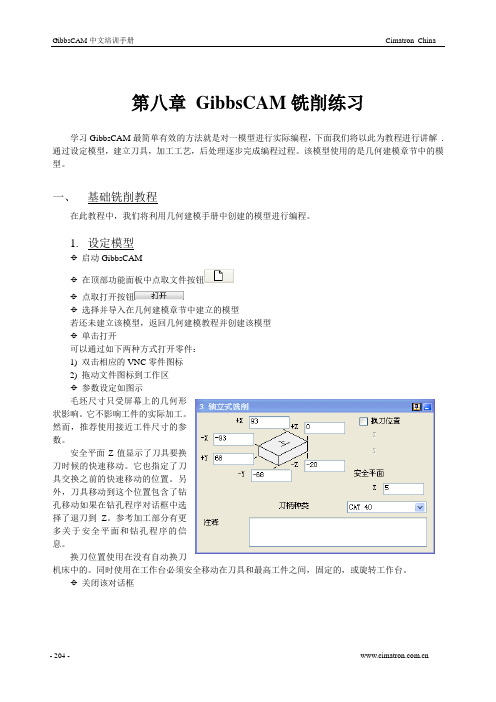
第七章GibbsCAM铣削一、工件设置1.文件对话框文件对话框由两个相连的对话框组成。
上部分的对话框包含零件的基本信息如机床类型,材料信息和单位信息。
还有诸如保存、打开等文件控制按钮。
下部分的对话框会根据上部分对话框机床选择的不同而变化。
它包含毛坯尺寸信息、安全位置和换刀位置等信息。
图6-1 铣削文件对话框2.材料和文件设定文件对话框的上半部分在GibbsCAM的所有模块都是相同的。
它包含零件的基本参数如所使用的机床、零件的材料和零件的测量单位等。
这一部分还包含打开、关闭和保存零件文件的命令。
机床:机床列表包含了所有可用的设定好的机床定义文件(MDD)。
根据软件的安装版本和选项,您的列表显示的可能跟此教程的有些不同。
基础铣削模块包含3轴和4轴机床,各自又有立式和卧式。
贝,这样如果您有一个定制的MDD,则可以很容易的转换零件文件至其它系统。
零件材料:这一部分信息用于指定零件的材料。
如果安装了切削材料数据库(这是系统的一个模块,客户可以选择购买),则会在此处拥有多重选择。
如果没有,则此处只有一个默认选择。
也可自定义材料数据库。
详情请参照材料数据库。
文件控制:文件管理按钮功能描述如下,这些功能也可以在文件菜单下获得。
打开(Ctrl+O):点击打开按钮则激活打开对话框,允许用户选择要打开的文件。
如果当前有打开的文件,则要先关闭这个文件,再打开用户要选择打开的文件。
新建(Ctrl+N):此个按钮用于创建一个新文件,点击此按钮打开一个对话框要求设定文件名和文件保存路径。
如果文档打开,此对话框关闭。
保存(Ctrl+S):对打开零件进行更改,此功能可以保存变更的零件。
另存为:点击此按钮将会要求输入另存为当前文件的文件名和保存路径。
更改零件将会被保存在新的文件。
原始文件不会受到影响。
新文件将会变为当前文档。
保存一个备份:此功能类似于另存为。
系统将会创建一份备份文件。
原始文件依然是当前状态。
备份的文件名称可以更改。
GibbsCAM_Training_Book_Base_6

在刀具列表位置 #3 里双击鼠标
点击进入车刀设置窗口 选择 35°V 嵌入刀片 输入刀具信息如下 嵌入式刀具的方向一般都是保留的上一把刀具的。 嵌入式刀具的插入角度及刀柄类型也是保留上一刀具 的。
- 135 -
GibbsCAM 中文培训手册
Cimatron China
选择窗口>刀具摘要 刀具摘要包括了当前所有刀具的参数信息。 刀具参数信息还可以通过菜单文件>打印>刀具摘要列表打印出来。 在刀具摘要列表打开的状态直接 按快捷键 Ctrl+P 就可以直接打印。刀具摘要窗口可以任意缩放,所有显示在屏幕上的刀具摘要都可以 打印或通过保存特殊 --- 刀具摘要命令进行 保存。 关闭刀具摘 要列表窗口
- 133 -
GibbsCAM 中文培训手册
Cimatron China
关闭工作组列表窗口 我们利用几何外形构建面版中的滑鼠线工具来绘制一个粗略的毛坯轮廓。 点击直线按纽 点击滑鼠线命令 屏幕上出现了滑鼠线命令对话框, 它包含了 Z 和 Xd 参数值, 此处我们可以通过鼠标的拉动 来确定该值。 栅格值表示通过鼠标点选的点的间 隔精度值。 该零件最初的毛坯轮廓为两个不同直径的圆柱。你绘制的毛坯轮廓不需要很精确,但不可以与我们 的零件轮廓相交叉。唯一的要求就是要确认底线必须沿着 X=0 的位置绘制,以保证能正确的回转工件。 绘制毛坯轮廓如下图示 在我们切削模拟时会看见定义的毛坯。
- 137 -
GibbsCAM 中文培训手册
Cimatron China
五、 创建程序
在主控制面板上点击命令 按钮 此时会出现 3 个控制面板:加 工、程序创建列表、操作列表。 加工面板内包含的功能有车削 的钻孔,轮廓车削,粗车及车螺纹。 程序的创建是拖拽一把刀具和 一个加工策略到工艺列表内所建立 的。当按下进行或重做按钮时,程 序将会创建在工艺方块内。 要加工任何零件,必须先创建 程序。而操作程序则是经由完整的 处理程序所建立的,创建一个处理 程序需要一把刀具和一个加工策略 (粗车, 轮廓铣削, 钻孔, 车螺纹) 。 在本范例中,我们将先介绍所需的加工操作程序,再详细说明建立操作程序的详细步 骤。 首先,我们会创建一个面对工件正面的操作程序。 选择轮廓车削功能并拖拽到处理程序列表的第一个方块位置
04.GibbsCAM车铣复合中文教程

加工面板 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 坐标系统 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
什么是坐标系统 ? . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 HVD 和 XYZ 比较 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 坐标系格点和轴标记. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 5-工艺列表:工艺列表是用来定义刀具路径和产生操作。 一个工艺项目有两个要素:刀具列表中的单一刀具和加工 面板中的一个加工策略。当这两个要素被拖拽在同一个工 艺项目中时,一个工艺动作产生。安全平面值、切削深度、 进给率、主轴转速、加工刀具始末路径、及其它项目都在 工艺对话框中定义。一般需要选择待加工的几何图素或实 体曲面等,然后对工艺对话框中的项目进行定义,定义结 束后在加工面板下按下进行按钮产生工序操作,也就是刀 具路径,当刀具路径生成,一个或多个操作将产生在操作 列表下,一旦操作已经产生,工艺项目可以删除,因为结 果已经产生并且存储在操作列表中。
• 6-加工面板:该面板列出了该软件的所有加工策略,比如 粗加工、精加工、车铣钻孔、车螺纹、公用操作(主副轴 之间的对接同步操作)、曲面加工、螺纹铣削等等。这些 加工策略几乎涵盖了机械加工行业的所有加工动作。
• 8-操作列表:操作列表是通过工艺和刀具产生的,它存储 了刀具路径和工艺信息。
• 9-刀具列表:刀具列表提供定义切削工件的刀具,它包含 对刀具种类、尺寸的定义,比如加工曲面需要球头刀,就 在刀具列表里选择球头刀,然后在定义球头刀的直径、刃 长及材质等项目。刀具项目显示刀具的类型和尺寸,它随 着刀具的定义及时改变,刀具列表同时包含铣刀和车刀, 每种刀具拥有唯一的图片。
Documents) ,那将有更广的机床供你选择。
• 1.1.2毛坯尺寸:用来指定待编程零件的毛坯初始尺寸。
• 2、刀具创建
• 主面板中的刀具按钮可以打开刀具列表。在建立过程中可 以随时修改刀具参数。但是如果已经建立了使用这把刀具 的操作,修改刀具信息以后,这些操作必须重新生成,点 击重做按钮,此操作将按照新的刀具规格生成刀路。
• 1、工件设置
• 1.1文件对话框(F1);单击文件按键或按F1可弹出文件 对话框,此对话框包含两个关联的对话框;顶部对话框包 含机床和加工材料信息,公制、英制选项,打开,新建, 保存,另存为,保存拷贝,机床列表,工件材料等选项。 底部对话框包含待编程零件的毛坯大小,间隙,换刀位置 等设置。
• 1.1.1机床列表:点击机床下拉菜单,将出现软件设置的所 有机床列表,便可以从列表中选择你所需要的机床型号, 如果专门定制了机床定义文件MDD(Machine Definition
• 当一个零件的程序编制好了以后就可以进行模拟,模拟就 是显示零件模型加工的过程,模拟可以检查程序是否有干 涉、碰撞等危险产生,所以一个程序编制完成之后,模拟 是必不可少的。
• 3、加工
• 点击加工按钮将弹出过程列表、加工面板和操作列表;通 过拖动加工面板中的切削策略和刀具列表中的刀具条到过 程列表的相同位置来创建一个过程条,然后定义各种加工 参数,选择切削几何对象,并用加工标记对几何对象进行 标记,点击进行,将生成一个操作存储在操作列表中。
• 4、工艺
• 当加工策略和刀具被放置在工艺目录位置时,屏幕上会出 现工艺对话框。在加工工艺对话框下有四种加工类型,分 别是轮廓加工、粗加工、钻孔及螺纹加工。如果根据机床 结构而单独定制的一个虚拟机床宏定义VMM(Virtual Machine Macro),加工面板上还有公用操作可供选用,这 主要使用在双通道的机床上面。
• 5、操作
• 5.1间隙移动;自动间隙、固定间隙 • 5.2加工标记:加工标记定义开始和结束特征,也就是定
义切削形状的开始点、结束点、切削方向及刀具偏移的位 置,只有在轮廓加工和粗加工,加工标记才会出现在选择 的几何轮廓上。 • 5.3操作列表;包含操作数据、速率标记、排列操作等等。
• 6、切削模拟仿真验证
一GibbsCAM软件背景介绍
• GibbsCAM是Cimatron公司旗下的一款面向零件加工的 CAM软件,尤其是车铣复合领域的CAM加工方案,它除 了车铣复合之外,还支持2轴到5轴铣削、车削、联动铣削 多任务加工和线切割,其最大的特点是界面简洁,易学易 用,操作模式和我们的工艺习惯非常一致。2008年6月进 入中国市场,公司于2009年7月购进该软件,主要应用于 公司的双主轴双刀塔车铣复合加工中心,此类设备具有车 削、铣削、钻削、镗削、拉削(插槽)等各种功能,具有 X、Y、Z、C和E轴,利用CAM软件可以进行任意多轴联 动,实现对各种复杂零件曲面的加工,随着时代和社会经 济浪潮的发展,宇航产品出现了多样化、复杂化的局面, 针对曲面加工,目前可用宏程序编程和计算机编程来实现, 但宏程序涉及到C语言、数学解析几何、现场操作经验等, 属于劳动型与智力型兼而有之的过程,相对于G代码比较 复杂。所以目前利用CAM软件编程实现多轴联动的曲面加 工已经成为必不可少的加工手段之一。
• 10-视图控制面板:控制面板可以很快的改变当前零件的 显示视角,可以随便旋转、重绘、取消、及放大零件。
• 11-垃圾箱:它可以删除屏幕上的一些对象(如列表中的 项目、图素或实体等),它的功能等同于按下Delete键。
三GibbsCAM车削编程讲解
• 1、工件设置 • 2、刀具创建 • 3、加工 • 4、工艺 • 5、操作 • 6、切削模拟仿真验证 • 7、后置处理
GibbsCAM车、铣及车铣复合编程软 件初级应用
GibbsCAM车、铣及车铣复合编程软 件初级应用
本次课时主要从以下五个方面进行讨论: • 一、 GibbsCAM软件背景介绍 • 二、 GibbsCAM界面及菜单基本功能简介 • 三、 GibbsCAM车削编程讲解 • 四、 GibbsCAM铣削编程讲解 • 五、 GibbsCAM车铣复合编程讲解 • 六、车、铣及车铣复合实例练习 • 七、简述后置处理开发
二GibbsCAM界面及菜单基本功能简 介
• 如图1所示:表示的是GibbsCAM的界面
• 1-主菜单 2-顶层面板 坐标系统列表
3-工作群组列表 4-
• 5-工艺列表 6-加工面板 7-工件实体 8操作列表
• 9-刀具列表 10-视图控制面板 11-垃圾桶 12-几何图素绘制面板
• 从1至12标明了GibbsCAM的初级界面,然而在初 级界面之下,还有更多的子选项与子功能,由于 本文篇幅有限,这里就不一一介绍,着重介绍以 下几条功能: