陶瓷冷等静压成型技术_鲁燕萍
【CN110076882A】一种生产小微陶瓷球坯体的冷等静压组合模具及生产方法【专利】
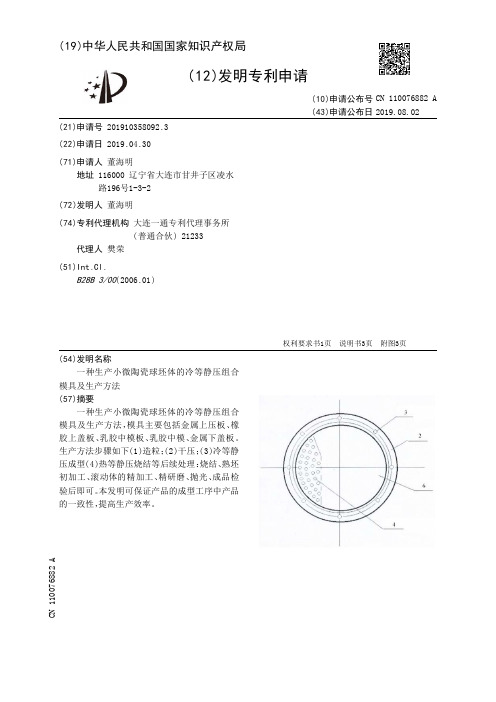
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910358092.3(22)申请日 2019.04.30(71)申请人 董海明地址 116000 辽宁省大连市甘井子区凌水路196号1-3-2(72)发明人 董海明 (74)专利代理机构 大连一通专利代理事务所(普通合伙) 21233代理人 樊荣(51)Int.Cl.B28B 3/00(2006.01)(54)发明名称一种生产小微陶瓷球坯体的冷等静压组合模具及生产方法(57)摘要一种生产小微陶瓷球坯体的冷等静压组合模具及生产方法,模具主要包括金属上压板、橡胶上盖板、乳胶中模板、乳胶中模、金属下盖板。
生产方法步骤如下(1)造粒;(2)干压;(3)冷等静压成型(4)热等静压烧结等后续处理:烧结、熟坯初加工、滚动体的精加工、精研磨、抛光、成品检验后即可。
本发明可保证产品的成型工序中产品的一致性,提高生产效率。
权利要求书1页 说明书3页 附图3页CN 110076882 A 2019.08.02C N 110076882A1.一种生产小微陶瓷球坯体的冷等静压组合模具,主要包括金属上压板、橡胶上盖板、乳胶中模板、乳胶中模、金属下盖板,其特征在于:金属下盖板与金属上压板均为圆环形平板,在金属下盖板上部设有乳胶下压板,在金属上压板下部设有乳胶上压板,在乳胶上压板和乳胶下压板之间设有乳胶中模板,在乳胶中模板上设有通孔,通孔的孔径比陶瓷毛坯球直径大,在金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板上均设有紧固螺丝孔,且紧固螺丝孔的位置相对应,金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板通过紧固螺丝相连接。
2.根据权利要求1所述的一种生产小微陶瓷球坯体的冷等静压组合模具,其特征在于:乳胶中模板上的通孔的孔径比陶瓷毛坯球直径大四分之一。
3.根据权利要求1所述的一种生产小微陶瓷球坯体的冷等静压组合模具,其特征在于:金属下盖板、金属上压板、乳胶下压板、乳胶上压板和乳胶中模板的外径相同,且均小于冷等机内缸径。
在生产结构陶瓷工艺中冷态等静压成型方法的特点
型坯体机械加工的工序质量及烧结时材料的致密 过程。
为了查明上述问题, 进行了一些实验, 旨在 探 索 冷 态 等 静 压 成 型 对 由 ZrO2+3%Y2O3 ( 克 分 子 ) 系统的二氧化锆超细分散性陶瓷粉料成型坯体的 性能和组织结构的影响。在自由的模壳中用粉料 以冷态等静压成型方法成型了坯体。最大的成型 压力为 0.8MPa。试样的密度用计算方法确定。
在用超细分散性的纤细晶体粉料以冷态等静 压成型方法生产结构陶瓷时可能产生若干问题, 诸如制订成型工序制度、坯体的机械加工制度及 烧结制度。需要说明的此类问题包括: 成型坯体 的尺寸对坯体体积内密度分布的影响; 成型压力 对成型材料的组织结构和性能 ( 密度和强度) 的 影响。成型坯体中可能出现的密度不均匀化, 可 能引起制品烧结时出现不均匀的收缩和制品形状 扭曲变形。成型压力选择不准确时, 可能影响成
球粒 团粒 颗粒 颗粒及其碎块 塑性变形后的颗粒
查明, 当冷态等静压成型压力提高到相当于 团粒变形及形成由粉料颗粒构成均匀的组织结构 时, 将导致材料烧结时密度和强度提高。而且在 对成型体进行磨削加工的研究结果表明, 具有均 匀组织结构的材料很难进行加工。就生产效率而 言, 可以采纳的磨削方法也会引起坯体破坏。在 组织结构中不存在颗粒形成的团粒时, 该材料易 于良好的加工。在这种情况下, 沿着团粒的界面 容易使其磨削层从材料上脱离开来。因此, 采用 冷态等静压成型法以超细分散性粉料制造陶瓷时,
粉料性能的建议。 可以根据成型方程式来确定阶段的界线和系
数值, 其方法是通过座标上反映出的密度与成型 压力之间的关系来取得:
! x= 1 , y= P
3 !1- !
2
2
!
( 4)Байду номын сангаас
用于陶瓷管冷等静压成型的模具[实用新型专利]
![用于陶瓷管冷等静压成型的模具[实用新型专利]](https://img.taocdn.com/s3/m/76ac273978563c1ec5da50e2524de518964bd31a.png)
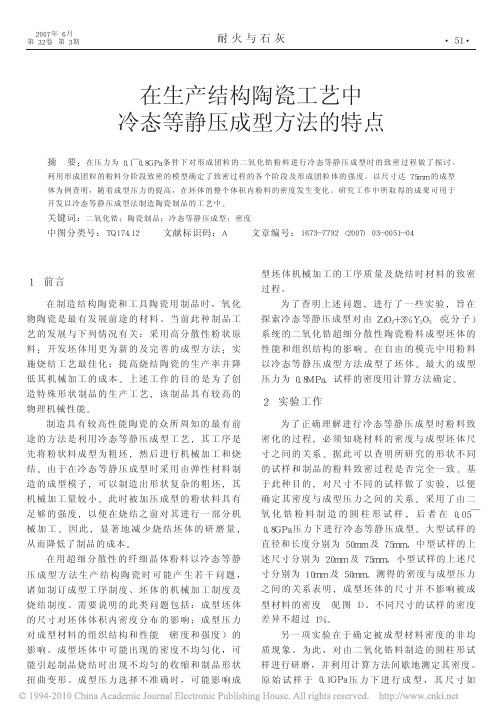
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201720604296.7(22)申请日 2017.05.26(73)专利权人 姜冬英地址 102600 北京市大兴区黄村镇香海园54#1803室(72)发明人 姜冬英 (74)专利代理机构 北京瀚群律师事务所 11581代理人 安筱琼(51)Int.Cl.B28B 21/82(2006.01)(54)实用新型名称用于陶瓷管冷等静压成型的模具(57)摘要本实用新型涉及一种对外径尺寸要求较为严格的管状陶瓷材料的冷等静压成型模具,用于陶瓷管冷等静压成型的模具包括金属模具、橡胶模具和密封结构,所述橡胶模具为管状模具,并且在金属模具的内部,粉体填装在金属内壁和橡胶模具外壁之间的空间,然后再密封进行压制。
本模具压制的陶瓷管外壁光滑均匀,尺寸精确,适合于对外径要求较高的陶瓷管成型。
权利要求书1页 说明书2页 附图1页CN 207172397 U 2018.04.03C N 207172397U1.一种用于陶瓷管冷等静压成型的模具,包括金属模、橡胶模和密封装置,其特征在于:金属模在外,橡胶模在内,粉体填充在金属模内壁和橡胶模外壁之间的空间,所述橡胶模的中部具有容纳液压介质的容纳空间。
2.根据权利要求1所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模和橡胶模均为管状。
3.根据权利要求2所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模和橡胶模的一端均为封闭端。
4.根据权利要求2所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模具材料为不锈钢或碳钢。
5.根据权利要求4所述的用于陶瓷管冷等静压成型的模具,其特征在于:金属模具的内壁镀铬。
6.根据权利要求2所述的用于陶瓷管冷等静压成型的模具,其特征在于:橡胶模具材料为氯丁橡胶、硅橡胶、聚氯乙烯和聚氰酯其中的一种。
权 利 要 求 书1/1页CN 207172397 U用于陶瓷管冷等静压成型的模具技术领域[0001]本实用新型涉及陶瓷材料的成型技术,用于陶瓷材料的冷等静压成型,进一步涉及一种对外径尺寸要求较高的陶瓷管的冷等静压成型。
陶瓷冷等静压成型技术

状 陶瓷制品的成型实例 , 以及 等 静 压 成 型 中 常 见 象 足 缺 陷 的 对 策 等 。
关 键 词 : 种 陶瓷 ; 足 ; 型实 例 特 象 成 中 图 分 类 号 : F 2 T 14 文 献标 识 码 : A 文 章 编 号 :0 2 8 3 (0 10 -0 3 -0 10 - 9 5 2 1 )4 0 1 4
形 状和 尺寸 , 以生产 不 同形状 的制 品 , 可 而干 法主
出毛 坯 , 然后再 将 毛 坯密 封 在 塑 性 包 套 中进 行 等 静 压 。直接 等静 压成 型工 艺 中的 内压法 和外 压法 主要 针 对 中空管 状坯 体 的成 型 。
型 工艺 根 据施 压 方 向 的不 同又 分 为 内压 法 和 外 压 法 。这几 种不 同的方式 对应 的成 型模 具 和包套 的设
因此 适合于柱 状 、 状 等长 径 比大 的产 品 ; 筒 另外 等 静
压成 型制品性能优 异 , 因此等静 压成 型技术 在特种 陶
瓷制备 等领域 有重 要应 用 , 功 应 用 于一 些 大型 的 、 成
形状 复杂的 陶瓷制品如 陶瓷 天线罩 、 真空灭 弧室 陶瓷
管壳 、 热电偶保 护 陶瓷套 管 、 油 钻探 用 氧 化铝 或 氧 石
计 也各 有特 点 。
1 1 不 同成 型 方 式 模 具 和 包 套 设 计 实 例 .
化锆 陶瓷管 、 高压 钠 灯用 透 明 陶瓷套 管 、 压 陶瓷绝 高
s a i g e veop e ln n l s,e a x mpl so o mi g c r mi r swih s e ils a s,a t a e o lmi a i g “ l— e ff r n e a cwa e t p ca h pe nd s r t gy f re i n tn ee pha o ” de e t ntf ot f c.
冷等静压的工艺过程

冷等静压工艺过程冷等静压工艺,也称为Cold Isostatic Pressing,是一种在常温下通过液体介质传递压力对物料进行等静压成型和固结的工艺方法。
这种工艺可以用于制备高性能复合材料、陶瓷、金属粉末等材料,并具有成型密度高、制品性能好、工艺周期短等优点。
下面是冷等静压的工艺过程。
一、原料准备在冷等静压工艺中,首先需要准备好所需的原材料,包括粉末、颗粒、纤维等。
这些原料可以根据需要进行混合,以获得所需的成分和性能。
在准备原料时,需要特别注意原料的干燥和清洁度,以避免在后续的成型和固结过程中出现缺陷。
二、装模与密封将准备好的原料装入冷等静压模具中,并进行密封。
密封的目的是为了确保在成型和固结过程中,压力介质不会泄漏。
密封完成后,需要对模具进行检查,确保没有泄漏和缺陷。
三、液体介质注入将液体介质注入到冷等静压模具中,以传递压力。
常用的液体介质包括水、油、甘油等。
在注入液体介质时,需要确保液体介质没有杂质和颗粒,以免对成型和固结过程造成影响。
四、加压与保压在液体介质注入完成后,开始对液体介质加压。
在加压过程中,压力逐渐升高,直到达到所需的成型压力。
在加压过程中,需要控制压力的上升速度,以避免对原料造成破坏。
当压力达到所需的成型压力后,需要进行保压,以使原料充分压缩和固结。
保压时间根据原料和所需制品的性能而定,一般需要在几分钟到几十分钟之间。
五、卸压与脱模当保压时间完成后,开始进行卸压。
卸压的过程与加压相反,压力逐渐降低,直到液体介质完全排出。
在卸压过程中,需要控制压力的下降速度,以避免对制品造成破坏。
当压力完全排出后,可以进行脱模。
脱模是将制品从模具中取出,并进行后续的处理或加工。
需要注意的是,脱模时需要小心操作,以免对制品造成损坏。
六、后续处理与加工在脱模完成后,需要对制品进行后续的处理和加工。
这包括对制品进行烧结、热处理、机加工等操作,以获得所需的形状和性能。
在处理和加工过程中,需要注意保护制品的表面和完整性,以免对制品的性能造成影响。
陶瓷等静压成型工艺

陶瓷等静压成型工艺稿子一嘿,朋友!今天咱们来聊聊陶瓷等静压成型工艺,这可真是个有趣的话题呢!你知道吗,陶瓷等静压成型工艺就像是给陶瓷一个超级舒适的“按摩”,让它们乖乖地变成我们想要的形状。
想象一下,把陶瓷粉末放进一个软软的模具里,然后从各个方向均匀地施加压力。
这压力可厉害了,就像无数双温柔又有力的手,把陶瓷粉末紧紧地压在一起,不留一点缝隙。
这样做出来的陶瓷,密度均匀,强度高,品质那叫一个棒!而且哦,这个工艺能做出各种形状复杂的陶瓷制品。
不管是圆圆的碗,还是奇形怪状的装饰品,都不在话下。
就像是魔法一样,能满足我们各种奇思妙想。
在操作的时候,可不能马虎。
得控制好压力的大小和时间,不然陶瓷可能就“发脾气”,做不出完美的样子啦。
怎么样,是不是觉得陶瓷等静压成型工艺很神奇?我反正是被它深深吸引了,每次看到那些精美的陶瓷制品,都会想到背后这个厉害的工艺。
稿子二亲,咱们来唠唠陶瓷等静压成型工艺哈!这工艺啊,就像是陶瓷世界里的一场奇妙冒险。
一开始,把那些细细的陶瓷粉末准备好,就像给小士兵们排好队。
然后呢,把它们放进专门的模具里,这时候好戏才开始!从四面八方来的压力,均匀又稳定,就好像给这些小粉末来了一场“团结大会”,让它们紧紧地抱在一起,变成一个结实的整体。
你别小看这压力,它可是有讲究的。
太大了,陶瓷可能会受不了;太小了,又达不到理想的效果。
所以啊,这得靠师傅们的经验和技巧,就像大厨掌握火候一样,要恰到好处。
等静压成型后的陶瓷,那可真是让人眼前一亮。
表面光滑细腻,内部结构也特别紧实,质量杠杠的!用这样的陶瓷做出来的东西,既美观又耐用。
而且哦,这个工艺还能让陶瓷变得更有创意。
可以做出各种独特的形状和设计,满足不同人的喜好。
感觉就像是陶瓷在这个工艺的帮助下,尽情地展现自己的魅力。
怎么样,是不是对陶瓷等静压成型工艺有了新的认识?我反正每次想到这个,都觉得太神奇啦!。
《真空电子技术》2011年总目次
遗传 算法 在螺旋线行波管优化 中的应用 …………………… …………………………………… 刘培印, 胡玉禄 , 中海, 1 ) 杨 等(0
圃 二 鱼
t
A1 陶瓷 表 面 化 学 镀 镍 工 艺 … … … … … … … … … … … … … … … … … …… … … … … … … … … … 钟 小婧 , 明礼 , 慧 , ( 4 N 秦 李 等 1)
一
种 双 频 段 正 交 模 耦 合 器 的设 计 … … … … … … … … … … … … … … … … … … … … … … …… …… … … … … 赵 晓 娜 , 忠 勋 (3 王 1)
理 想 导 电 圆柱 电磁 场 分 布 二 维 有 限 元 方 法 分 析 … … … … … … … … … … … … … … … … … … … … 龚 亚 军 , 建 清 , 立 , (6 李 徐 等 1) 行 波 管 中聚 焦 磁 场 对 互 作 用 影 响 的 研 究 … … … … … … … … … … …… …… … … … … … … … … … … 余 金 清 , 玉禄 , 斌 ( 1 胡 李 2)
G As 极 激 活 氧 源 获 得技 术研 究 … … … … … … … … … …… …… …… … … … … … … … … … … … … … … … 徐 江 涛 , 珂 ( O a 阴 徐 5) 涡 流 对 真 空 灭 弧 室 开 断 电 流 的影 响 … … …… …… … … … … … … … … … … … … … … … … … … …… …… … … … … … 司 红 ( 3 5)
第 3期 研 究 与设 计
抑 制 空 间行 波 管 五 阶交 调 失 真 的 信 号 注 入 法 … … … … … … … … … … … … … … … … …… …… … … 刘 南平 , 东 明 , 克 文 ( ) 赵 夏 1 螺旋 线 行 波 管 薄 膜 衰 减 器 高 频 衰 减 特 性 的 研 究 … … … … …… …… …… … … … … … … … … … … 杨 敏 , 玉禄 , 中 海 , ( ) 胡 杨 等 6
陶瓷管壳的冷等静压成型模具[实用新型专利]
![陶瓷管壳的冷等静压成型模具[实用新型专利]](https://img.taocdn.com/s3/m/8db4b330d15abe23492f4d19.png)
专利名称:陶瓷管壳的冷等静压成型模具专利类型:实用新型专利
发明人:浦雪琴,朱军
申请号:CN02258101.4
申请日:20021026
公开号:CN2578077Y
公开日:
20031008
专利内容由知识产权出版社提供
摘要:一种陶瓷管壳的冷等静压成型模具,包括内模和外模,金属圆管形内模套装于橡胶管形外模内,内模和外模通过两端的橡胶塞装配组合成一体,所述的内模和外模之间留有加料空腔,采用上述冷等静压模具成型的陶瓷管壳坯体强度高,可加工性好、烧成变形小、收缩小、烧成后产品的各向均一性好、致密均匀,大大提高了产品的机械强度、耐高温性能和机电性能,可进行连续批量生产。
申请人:江苏省陶瓷研究所有限公司
地址:214221 江苏省宜兴市丁蜀镇
国籍:CN
代理机构:宜兴市天宇专利事务所
代理人:曹卫华
更多信息请下载全文后查看。
冷等静压成型压制工艺对坯体性能的影响

冷等 静压 成 型压 制 工艺对 坯体 性 能 的影 响
邓 娟 利 1 范 尚武 , 2 成来 飞 张立 同
( . 大 学材料 学院 , 1 长安 陕西 西安 706 ;. 工业 大学超 高温结构 复合材料 重点 实验 室, 10 42西北
陕西 西安 7 0 7 ; 10 2 )
-d r0 r
式中 , P为最大载荷 ( ; N) L为跨距 ( m)d 为断面 m ;o
直径 ( mm) 。
和密 度 的影响 实验 中采用 阶梯 式 加 压 来控 制 升压 速
( ) 显微 结 构分析 6坯体
度, 每一保压阶段保压 2 s共进行 5 0。 组实验 , 实验参
数如表 2所示 。
第 3 卷第 2期 3 21 0 2年 6月
《 陶瓷学报》
J OURNAL OF CER I AM CS
Vo . . o. 1 33 N 2 J n 201 u. 2
文章 编号 :00 2 7 (0 2 0 — 18.6 10 - 2 8 2 1 )2 0 3 - - 0
摘 要
将 s粉( i 粒度 ≤0 4m 和聚乙烯醇水溶 液(V 其 中聚乙烯醇质 量份数为 5 按 8 : 5 . 4 m) 0 P A, %) 5 1 的质量比混匀 , 过筛造粒 , 振动
装料后进行冷等静压成型 , 研究 了成型压力 、 升压速度和保压时间对硅粉坯体强度和密度 的影响 。 研究表明 : 对于硅粉来i , } 随成 皂
Fi . Th f c s o o mi g pr s u e o t n t n g1 e e e t f r n e s r n sr gha d f e d n i fg e n c mp c s e st o r e o y a t
冷等静压烧结陶瓷球

冷等静压烧结陶瓷球
冷等静压烧结陶瓷球是一种通过冷等静压成型技术制成的陶瓷球。
等静压成型是通过施加各项同性压力而使粉料一边压缩一边成型的方法。
冷等静压则是在常温下对工件进行成型的等静压法。
这种方法可以实现均匀快速的冷却过程,提高生产效率。
在冷等静压烧结过程中,陶瓷粉末被放入模具中,然后在高压下进行压制。
压制后的陶瓷球具有较高的密度和均匀的微观结构,因此具有较高的机械性能和稳定性。
然后,这些陶瓷球在高温下进行烧结,使其结构更加紧密,提高其硬度和耐磨性。
冷等静压烧结陶瓷球具有许多优点,如高密度、高强度、高硬度、高耐磨性、低热膨胀系数和良好的化学稳定性等。
因此,它们被广泛应用于各种领域,如耐磨材料、密封材料、填料、研磨介质等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a 为1 0 0 时的b 值
1 2 2 1 0 9 1 0 4 1 0 1 9 2 6 5
* 相当于不加环 7 的情形
1 . 3 等静压成型模具尺寸设计和常用塑性模材料 等静压成型模具尺寸设计要综合考虑特定成型 压力下粉料压缩比以及坯体在特定烧结工艺下的收 缩率 , 同时将修坯加 工 模 量 以 及 尺 寸 公 差 考 虑 在 内 确定最初的模具内腔尺寸 。 首先需要根据制品图纸 尺寸 , 考虑加工模量 和 尺 寸 公 差 确 定 一 个 烧 结 后 样 品需要达到的尺寸 ; 然后根据烧结收缩率确定成型 后坯体需要达到的 尺 寸 ; 坯体尺寸确定后根据成型 压缩比确定模具内腔尺寸 。 模具内腔尺寸的确定还 比如象足缺陷对尺寸的影 要考虑一定的修坯 余 量 , 响和模具对中不良 导 致 的 垂 直 度 误 差 , 以及成型圆 形制品时圆度误差 。 最终根据烧结坯体的实际尺寸 和密度等反复实验来校正设计 。 , 成型长径比较小 的 圆 柱 形 坯 体 时 , 可用式( 1)
适用于单一产品的 小 规 模 生 产 , 因此湿法比干法等 静压成型应用更广泛 。 本文主要介绍湿法等静压成 型工艺 。 等静压成型工艺中 , 粉料特性 、 粉料在模具中充 填密度以及模具的结构等对成型坯体性能有很大影 响, 而等静压成 型 模 具 的 结 构 设 计 至 关 重 要 。 在 等 静压成型工艺的具 体 实 施 中 , 又分为直接等静压成 型和模压 - 等静压 结 合 成 型 工 艺 , 而直接等静压成 型工艺根 据 施 压 方 向 的 不 同 又 分 为 内 压 法 和 外 压 法 。 这几种不同的方式对应的成型模具和包套的设 计也各有特点 。 1 . 1 不同成型方式模具和包套设计实例 直接等静压成型是将粉料直接填充并密封于模 然后直接置于液体介质中加压成型 ; 而模 具型腔中 , 压 - 等静压结合成型工艺是预先通过刚性模具成型 出毛坯 , 然后再将毛 坯 密 封 在 塑 性 包 套 中 进 行 等 静 压 。 直接等静压成型工艺中的内压法和外压法主要 针对中空管状坯体的成型 。 1 . 1 . 1 片状陶瓷坯体成型工艺模具和包套设计 片状陶瓷坯体的成型可以采用直接等静压成型
和模压 -等静 压 成 型 工 艺 。 国 内 外 的 研 究 报 道 多 采 用后者 。 模压预成 型 工 序 压 制 压 力 一 般 很 小 , 仅要 求成型 , 并保证坯体有一定强度 , 以确保压坯在后续 掉 渣 等。 然 后 将 毛 坯 片 叠 加 等静压工序中不 碎 裂 、 中间用塑性垫片隔开 , 然后置于胶套中进行 在一起 , 等静压 , 中间垫片 也 可 以 采 用 硬 铝 或 清 洁 纸 一 类 的 材料 , 但是不建议使用金属垫片 , 因为影响坯体纵向
图 5 中空陶瓷管或筒等静压成型模具
成型大型中空薄壁管状或筒状制品时, 建议金 属芯柱设计为中空 , 以减轻模具重量 , 便于模具搬运
图 7 胶套包封法可生产的复杂形状陶瓷制品
2 0 1 1-0 4
瑣 瑑
真空电子技术 VACUUM ELECTRON I CS
图 8 为外压法和内压法等静压成型坩埚状坯体 1] 。 的模具设计结构示意图 [
1] 。 收缩 。 图 1 是压 制 圆 片 状 制 品 的 典 型 模 具 结 构 [
样压制效果更好 , 坯体等静压后径向收缩相对更大 一些 , 密度会更高 。 图 2 是美国专利公布的一种专门用于成型大尺
] 2 。 模具以 1 为 寸片状坯体的直接等静压成型模具 [
通过螺纹孔 6 用螺钉紧固密封成为一 中心上下对称 , 体 。 液体介质通过孔 8 传递压力到型腔中的物料 。
VACUUM ELECTRON I CS 真空电子技术
· 真空电子与专用金属材料 、 陶瓷 -金属封接专辑 ·
陶瓷冷等静压成型技术
鲁燕萍
( ) 北京真空电子技术研究所 , 北京 1 0 0 0 1 5
C o l d I s o s t a t i c P r e s s i n T e c h n o l o o f C e r a m i c s g g y
图 2 等静压成型片状坯体用模具
1 . 1 . 2 陶瓷球成型工艺 图 3 和 图 4 分 别 为 陶 瓷 磨 球 模 压 -等 静 压 成 型
3] 。 和直接等静压成型工艺示意图 [
图 1 等静压成型圆片模具结构
图 3 陶瓷球坯模压 -等静压成型工艺过程
图 4 陶瓷球坯直接等静压成型工艺过程 0 1 1-0 4 2 瑑 瑢
图 8 坩埚状坯体等静压成型模具
图1 象足 ” 模具设计 0 克服 “ 表 1 环气孔率与象足程度的关系
编号 1* 2 3 4 5 6* 气孔率/% 0 3 0 4 5 6 0 7 0 9 5
象足 ” 缺陷 1 . 2 “ “ 象足 ” 是等静压成型中的常见缺陷 , 顾名思义 , 是由于成型坯体中 间 细 两 端 相 对 粗 , 外形酷似大象 ( 。“ 的脚 , 因此称为 “ 象 足” 见 图 9) 象足” 在成型长 径比大的细长管状或棒状制品时更突出 。 虽然可以 通过修坯工艺消除 象 足 影 响 , 但是由于象足的根本 原因是成型坯体不同部位收缩率不同导致坯体密度 不均匀所致 , 即使修坯消除了外形尺寸上的差异 , 但 是其缺陷最终可能 在 烧 成 阶 段 显 现 , 因此解决象足 问题还需要从根本上解决坯体密度不均匀问题 。 而 且象足有可能导致成型坯体脱模过程中发生断裂等 现象 。 日本专利报道了一种有效的解决象足缺陷的 工艺方法 , 即在图 5 所 示 的 成 型 模 具 设 计 中 增 加 一 个多孔的橡胶环 7, 形成如图 1 0 所示的结构 。
2 0 1 1-0 4
1 等静压成型工艺
等静压成型分为干法和湿法两种工艺 。 湿法工 艺粉料装入塑性袋中 , 放入液体介质中 , 和液体直接 接触 。 由于可以根据制品形状任意改变塑性包套的 形状和尺寸 , 可以生产不同形状的制品 , 而干法主要
瑡 瑑
真空电子技术 VACUUM ELECTRON I CS
VACUUM ELECTRON I CS 真空电子技术 模压 -等静压成型工 比较图 3 和图 4 可以发现 , 艺中塑性模的主要作用是包裹并密封模压成型好的 毛坯 , 并传递液体介质的压力到毛坯上 ; 而直接等静 压成型工艺的塑性模直接决定成型毛坯的形状和尺 它不但传递 压 力 还 有 定 型 作 用 。 因 此 直 接 等 静 寸, 压成型的塑性模具设计更复杂 , 而模压 -等静压成型 工艺的塑性模实际 上 只 是 一 个 塑 性 包 套 , 只要其表 面积大于毛坯体的 表 面 积 , 能完全包裹密封毛坯即 可, 当然要求包套有足够的强度 , 在压力作用下不易 破损而使液体介质渗透到成型坯体中 。 1 . 1 . 3 中空管状或筒状坯体成型工艺 由于等静压成型坯体密度均匀一致, 因此特别 适合成型 长 径 比 较 大 的 实 心 或 中 空 管 状 或 筒 状 坯 体 。 图 5 是常见的陶瓷管或筒等静压成型模具示意 图。 和脱模等操作 。 管状和筒 状 陶 瓷 制 品 也 可 以 通 过 模 压 -等 静 压 成型工艺制备 。 可以预先通过干压或其它塑性成型 然后如图6所示用 工艺压制成型管状 或 筒 状 毛 坯 ,
4] , 然后抽真空并用密 柔软 的 橡 胶 套 将 管 或 筒 包 裹 [
封胶将 2 进而放入液体介质实 6和2 7端 粘 接 密 封, 行等静压成型 。 图 6 所示的包封方法不但可以等静 压成型直筒或管 , 还可以成型如图7所示的形状复 杂的陶瓷制品 。
图 6 管状或筒状陶瓷制品等静压成型包封法
另外 , 在模 压 -等 静 压 成 型 工 艺 中 , 也可以采用 在预成型坯体表面反复涂刷橡胶乳的方法实现对预
1, 8, 9- 定位密封模 , 3- 金属芯柱 , , 橡胶 ) 2- 塑性模 ( 4, 5- 塑性包套
成型毛坯的包裹 , 但是由于该方法需要反复涂刷干 燥才能形成足够厚度的包覆膜 , 因此比较耗时 , 另外 在液体介质中受压 时 容 易 被 液 体 介 质 渗 透 , 影响坯 体成型质量 。 1 . 1 . 4 坩埚或杯状坯体成型工艺
i n L U Y a n -p g
( B e i i n V a c u u m E l e c t r o n i c s R e s e a r c h I n s t i t u t e, B e i i n 0 0 0 1 5, C h i n a) j g j g1
: a e r r e s s i n A b s t r a c t T h i s m a i n l i n t r o d u c e d t h e a l i c a t i o n o f i s o s t s a t i c t e c h n o l o i n t h e d e v e l o - p p p g y p p g y p , , m e n t o f a d v a n c e d c e r a m i c s i n c l u d i n e x a m l e s o f c e r a m i c i s o s t a t i c r e s s i n d e s i n o f f o r m i n m o u l d a n d g p p g g g , , s e a l i n e n v e l o s e x a m l e s o f f o r m i n c e r a m i c w a r e s w i t h s e c i a l s h a e s a n d s t r a t e f o r e l i m i n a t i n e l e - g p p g p p g y g“ ” h a n t f o o t d e f e c t . p : , , K e w o r d sA d v a n c e d c e r a m i c E l e h a n t f o o t F o r m i n e x a m l e s p g p y