PZGLI007-106 接线端子进料检验报告 A0
线束检验标准
线束通用检验规范版本: A0编制/日期:审核/日期:批准/日期:版本修改记录:使生产制作人员和检验人员有统一的标准可依。
2. 范围:本规范规定了冲制裸压端子压接作业方法、检验标准及判定标准。
3.规范性引用文件:IPC-A-620 线缆及线束组件的一般要求UL486A 电线与端子压接拉力测试标准4. 术语与定义:4.1 端子拉脱力:端子和导体压接后,将导体从端子中拉脱时的所需最小分离力。
4.2 压接高度:端子和导体压接后,在导体压接区所形成的闭合压接截面的最大高度。
5. 制作与检验要求5.1 端子各部分区域的示意图:理想状态导体没有划伤,缺口,被切断或者其他损伤匀收状态导体划伤,缺口和被切断的程度不能超出表1范围拒收状态划伤,缺口或被切断的导体程度超出表1范围导体数量(根)对于导线有划伤,缺口和切断的最大范围对于铆压端子可以接受导线有划伤,缺口和切断的最大范围对于焊接端子可以接受导线有刻痕、切断的最大范围小于7 0 0 0 7-15 1 0 1 16-25 3 0 2 26-40 4 3 3 41-60 5 4 4 61-120 6 5 5 大于121 6% 5% 5%5.2.2 绝缘损伤:状态图示描述理想状态绝缘层被切的整齐且没有被收缩,变长,碎屑,变色,腐蚀或烧伤。
匀收状态绝缘层经过剥皮后有轻微的均衡的印痕。
绝缘层的厚度减少不超过20%。
绝缘层的不平整度要小于绝缘层外径的50%或者小于1mm。
绝缘层在剥皮过程中产生变色。
拒收状态绝缘层被切开或损伤绝缘层的厚度减少超过20%绝缘层的不平整度大于绝缘层外径的50%或者或1mm绝缘层烧焦绝缘层熔到导体里5.3 线材处理—沾锡先沾锡以确保被锡焊的芯线形成一个统一的、可焊性的表面。
多股芯线沾锡有一个附加的好处:能将单股的芯线沾在一起,以使整个的芯线能够焊在端子上或附件的焊点上,而不是单股的芯线外露。
控制要求:芯线需要焊锡的部分,装配、焊接前要沾锡。
锡液应沾到整个沾锡部分,并渗透到内部的芯线。
PZGLI007-009成品检验报告电感镇流器

齐,无歪斜,粘贴牢固、内容清晰、无字样缺笔画、无色差、
重影、斜影现象。
产品表面清洁平整、漆层均匀厚实、无明显流挂、堆漆、起泡
、漏底及杂质色差现象;渍等影响外观的缺陷;接线端子装接整齐、干净、无破损、 螺丝不遗漏、松动、生锈现象,且端子与端盖间隙≤0.5mm;
成品检验报告(电感镇流器)
线别
客户
物料编号
型号
订单号
订单数
品名
抽样计划:MIL-STD-105EⅡ级单次正常检验AQL值:CR= 正常抽样Ac/Re=0/1;MAI= MIL-STD-105EⅡ级单次S-2 特殊抽样标准.AQL=2.5 Ac/
生产数量
检验数量
检测者
规格 Ac/Re= ; MIN=
检测日期
审核:
批准:
附:①按检验规范中规定的项目进行检测;②产品中所涉及数据(如:电流、功率因数)者务必列出5PCS数据特征值,记录 在上述表格中;③“检验结果”此栏标识规定:“P”合格;“N”不适应该产品,或不进行该项试验;“F”不合格。
检测项目
标准
1
2
3
4
5
测量产品(长、宽、 长
尺寸测量
高)等各部位尺寸, 应符合设计图纸、封
宽
样要求;
高
输入电压 输入电流
功率损耗
功率因数
波峰比
磁屏蔽
噪音测试 装在灯具中距离30cm处听,无明显噪音
温升测试
绝缘电阻
能效限定值 能效因数
节能评价值
其它/备注
不合格总数 相关部门评审:
最终判定
□合格 □不合格 □特采
所用到的电线、接线端子物料必须符合BOM清单和认证时“关
键元器件清单”要求。
线束检验标准
线束通用检验规范版本:A0编制/日期:审核/日期:批准/日期:版本修改记录:使生产制作人员和检验人员有统一的标准可依。
2. 范围:本规范规定了冲制裸压端子压接作业方法、检验标准及判定标准。
3.规范性引用文件:IPC-A-620 线缆及线束组件的一般要求UL486A 电线与端子压接拉力测试标准4. 术语与定义:4.1 端子拉脱力:端子和导体压接后,将导体从端子中拉脱时的所需最小分离力。
4.2 压接高度:端子和导体压接后,在导体压接区所形成的闭合压接截面的最大高度。
5. 制作与检验要求5.1 端子各部分区域的示意图:其他损伤能超出表5.2.2 绝缘损伤:绝缘层被切的整齐且没有被收缩,变长,碎屑,变色,腐蚀或烧伤。
印痕。
绝缘层的厚度减少不超过绝缘层的不平整度要小于绝缘层外径的50%绝缘层被切开或损伤绝缘层的厚度减少超过绝缘层的不平整度大于绝缘层外径5.3 线材处理—沾锡先沾锡以确保被锡焊的芯线形成一个统一的、可焊性的表面。
多股芯线沾锡有一个附加的好处:能将单股的芯线沾在一起,以使整个的芯线能够焊在端子上或附件的焊点上,而不是单股的芯线外露。
控制要求:芯线需要焊锡的部分,装配、焊接前要沾锡。
锡液应沾到整个沾锡部分,并渗透到内部的芯线。
沾锡过程中,锡液上浸至绝缘层部分,只要线材保持原有的柔韧性,少量的锡液上浸是允许的。
沾锡后锡面应光滑,轮廓应分明。
多根线束不得浸锡后连在一起。
开叉、拉尖、上锡过多等最大高度≤线径的配套线路板以能轻松装进去为准。
注:直接焊线(不用穿孔焊接)可放宽。
高度H高度H高度H高度H线束脏污、锡渣浸锡后线束上不得有锡渣、线束烫伤、变软等现象。
线束烫伤5.4 冲压成型端子压接作业标准:5.4.1 绝缘皮压接区:5.4.2 绝缘皮检查窗:5.4.3 导体铆压区域:5.4.4 刷尾检查区域:5.4.5 料带残耳检查区域:5.4.6 端子结合区/装配功能区:5.4.7 端子外模绝缘外被压着检验方式:导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
线束检验标准
线束通用检验规范版本:A0编制/日期:审核/日期:批准/日期:1. 目的:使生产制作人员和检验人员有统一的标准可依。
2. 范围:本规范规定了冲制裸压端子压接作业方法、检验标准及判定标准。
3.规范性引用文件:IPC-A-620 线缆及线束组件的一般要求UL486A 电线与端子压接拉力测试标准4. 术语与定义:4.1 端子拉脱力:端子和导体压接后,将导体从端子中拉脱时的所需最小分离力。
4.2 压接高度:端子和导体压接后,在导体压接区所形成的闭合压接截面的最大高度。
5. 制作与检验要求5.2 裁线检验标准5.2.1 导体损伤:导体没有划伤,缺口,被切断或者其他损伤导体划伤,缺口和被切断的程度不能超出表绝缘层被切的整齐且沒有被收缩,变长,碎屑,变色,腐蚀或烧伤。
的印痕。
绝缘层的厚度減少不超过绝缘层的不平整度要小于绝缘层外径的绝缘层在剥皮过程中产生变色。
5.3 线材处理—沾锡先沾锡以确保被锡焊的芯线形成一个统一的、可焊性的表面。
多股芯线沾锡有一个附加的好处:能将单股的芯线沾在一起,以使整个的芯线能够焊在端子上或附件的焊点上,而不是单股的芯线外露。
控制要求:芯线需要焊锡的部分,装配、焊接前要沾锡。
锡液应沾到整个沾锡部分,并渗透到内部的芯线。
沾锡过程中,锡液上浸至绝缘层部分,只要线材保持原有的柔韧性,少量的锡液上浸是允许的。
沾锡后锡面应光滑,轮廓应分明。
多根线束不得浸锡后连在一起。
上锡端光滑、平整,无拉尖、开叉、上锡过多、破皮、线束锡渣等现象开叉、拉尖、上锡过多等最大高度≤线径的配套线路板以能轻松装进去为准。
注:直接焊线(不用穿孔焊接)可放宽。
浸锡后线束上不得有锡渣、线束烫伤、变软等现象。
5.4 冲压成型端子压接作业标准: 5.4.1 绝缘皮压接区:高度H高度H高度H高度H线束脏污、锡渣线束烫伤图示绝缘完全包住并延伸到绝缘的铆压片如果是多股线则应该所有线都应该穿过的绝缘的铆压片绝缘皮处的铆压不能切断或破坏绝缘绝缘铆压片完全包住并支撑绝缘皮绝缘端子铆压不伤及绝缘的基础上使其和导线的连接紧铆压片穿过绝缘皮而且接触到导体绝缘铆压片没有在绝缘周围提供最小铆压片环绕但会形成一个大于45两块铆压片环绕但没有压到绝缘皮5.4.2 绝缘皮检查窗:绝缘皮和导体线在检查窗的中间位置绝缘皮平齐但没有进入导线的铆压区域绝缘皮与铆压片检察窗口的边平齐但是没有进入到检查窗口的区域绝缘皮延伸入导体铆压区域绝缘皮和导体的交接线在绝缘铆压范围内5.4.3 导体铆压区域:没有绝缘在导体铆压区域导体延伸到平齐区域的中间没有导线断开导体铆压片所压住在铆压区域的铆压中心有正确的喇叭口铆压印痕统一并按照厂家要求连接在铆压后没有香蕉状的变形锁片没有变形或损坏导线没有扭曲导体在导体铆压区域终端平齐铆压印痕不统一但是不会影响到结构导体没有延伸到铆压区域外并在喇叭口的平齐边缘终端不可见端子或连接的变形响到结构性在铆压区域外有未压到的导线折返的线和多余的线5.4.4 刷尾检查区域:导线通过导体铆压区后有轻微的突起并形成”导体平齐的刷子形状”导线聚集在一起形成平齐一并不会张开有导线延伸到端子之外导线延伸至端子止耳片进入功能区收)绝缘端子的绝缘皮破坏金属底材外露5.4.5 料带残耳检查区域:连接器或端子没有损伤残余料带不会影响连接器残余料带片的长度大于其金属厚度的响和接头的完全连接除去残余料带时损伤到连接或端子连接插入到连接器后残余料片突起5.4.6 端子结合区/装配功能区:端子结合区不得存在弯曲、扭曲、破损、残料、氧化等现象5.4.7 端子外模绝缘外被压着检验方式:导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
PZGLI007-402 烤漆件进料检验报告A0

6
相关测 试
□ 力
涂层附着
用介刀在样品表面划1mm*1mm方格,然后用3M胶纸平整粘贴在样品表面,用手指来 回按压2-4次,使胶纸与样品表面紧贴1分钟后,用手拉住胶纸一端,使之与测试 面成45度角,迅速往上提拉胶纸,使其离开测试样品,测试后样品表面处理脱落
面积不得大于15%;
□ 耐温试验 将烤漆件放入120℃烤箱内烤1H,表面无明显起泡现象;
4
牙纹
通止规牙规
能顺畅通过通规,止规可以止住;牙锋高度与牙规相吻合,无滑牙、 烂牙
5
材质
目视手感仪 器分析
要求:
□ 实物材质与要求
□相符
□不符,为:
相关试验
试验要求
不良现象 CR MA MI
□ 涂层厚度
油漆50um以下;粉体100um以下,电镀10um以下(如图纸有明确要求烤漆厚度,按 图纸要求检验)且基材不可见;
□ RoHS测试 符合RoHS要求;
7、重点尺寸测试记录(每个尺寸需记录10组数据)
尺寸描述
标准要求
实测 1
实测 2
实测 3
实测 4
实测 5
不良数
CR
MA
MI
□ 耐温测试(见附表)
备注:
不良率:
%
核准:
□ RoHS测试(见RoHS测试申请表)
审核:
判定: □合格 □不合格
□RoHS物料
□非RoHS物料
供应商是否附有检验报告:
□有
□没有
№ 项目 检验方法
检验标准
不良现象
不良数 CR MA MI
1 包装
目视
实物与料号相符;装箱正确、标识齐全且清晰;有防潮、防刮花措施
来料检验报告(电线类)

来料检验报告(电线类)产品名称规格/型号来料数量抽样数量供应商名称检验日期抽样依据GB/T2828.1-2012 检验等级抽样方案检验判定A A 严重缺陷 B 主要缺陷 C 次要缺陷Q ACC REJ ACC REJ ACC REJ L □允许□重工□批退□选别□特采□紧急放行检验检验标准/ 要求项目缺陷检验工具检验结果级别判定结果OK NG导线应标有制造商、商标、规格型号、耐温、电压、阻燃等级、认证标识清晰正确,线材不粘胶。
外观B 目视线材尺寸型现象,电气性能无异常式耐低温性:-30 ℃±2℃恒温4h 低温,无开裂,电气性/能符合要求安A 恒温箱标志应经久耐用、用沾有水布10N 力擦拭15S 后标识清晰易辨。
B 目视线材颜色与图纸及封样样品一致 B 目视线材材质 B 目视导体偏芯 B 游标卡导体镀层 B 目视线材电阻20 ℃时导体电阻Ω/KM 不大于 B 万用表线材结构 B 目视单芯直径±mm B 千分卡电线外径±mm B 游标卡排线间距±mm B 游标卡耐热性:200 ℃恒温2h 耐热,导线无明显变色、开裂A 烤箱JL8.6-01-01检验员/日期:审核:(盖章)试导通性 : 使用万用表测试头尾线芯, 符合 ROHS 相关标准产品正确,数量与《送货单》一致,无包装破损,产蜂鸣档工作即导通 A C万用表 目视B目视品损坏现象包装物料标识:正确、完整 (包含名称、规格、数量、生产B目视日期,厂商名称等相关信息)最终判定: □本批合格 □不合格备注:无测试项目“/”,能记录数值的必须记录数值,不能记录数值的合格的记录符合要求,不合格的记录详细的不合格缺陷描述和判定不良重要星及数量,判定合格为 OK 下方填写“□,”不合格为 NG 下方填“□。
”(数据一般记录为 5 个数值 )Welcome To Download !!!欢迎您的下载,资料仅供参考!。
TLC-JC-PXJD007 通信电缆分线箱检验报告模板(监督) VB.0-171207
报告编号:×××<计量标志> <CNAS标志>检验报告产品型号产品名称通信电缆分线箱申请单位检验类别产品认证监督检验×××××××××检验中心注意事项1.报告无“检验报告专用章”或检验单位公章无效。
2.报告需加盖骑缝章。
3.复制报告未重新加盖“检验报告专用章”或检验单位公章无效.4.报告无主检、审核、批准人签字无效。
5.报告涂改无效。
6.部分复印本检验报告无效。
7.本检验报告仅对来样负责。
8.对检验报告若有异议,请于收到报告之日起十五日内向泰尔认证中心提出。
地址:××××××邮政编码:××××××电话:××××××传真:××××××网址:××××××E-MAIL:××××××检验报告批准:审核:主检:检验情况一览表检验结果样品信息1样品信息描述××××××。
{如产品的结构、材质等}2 样品的关键材料信息:见附件3 样品照片{样品照片应能反映与检测委托书中一致的产品信息(如产品名称、型号/规格、生产厂家)}{注明样品型号规格}检验使用仪表附件样品的关键材料信息报告编号:××××××检测委托书号:×××申请单位:××××××产品名称:×××产品型号:×××材料名称型号生产厂家箱体××××××接线模块×××××××××××检验中心(公章)×××年××月××日。
PZGLI007-376 成品检验报告(LED灯带)A0
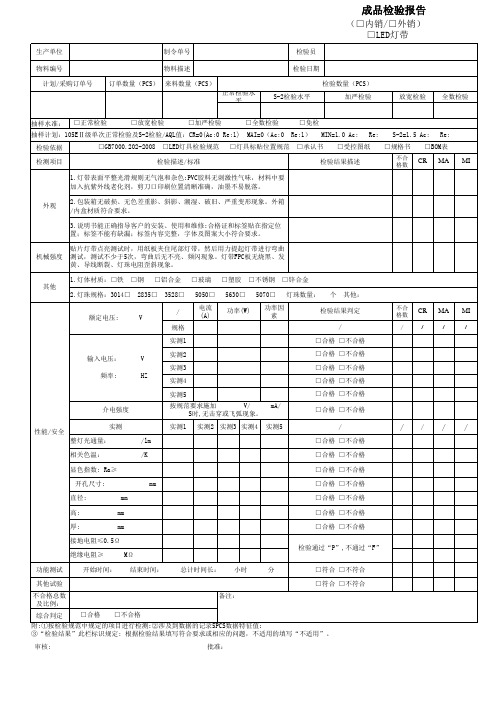
外观
2.包装箱无破损、无色差重影、斜影、潮湿、破旧、严重变形现象。外箱 /内盒材质符合要求。
3.说明书能正确指导客户的安装、使用和维修;合格证和标签贴在指定位 置;标签不能有缺漏;标签内容完整,字体及图案大小符合要求。
贴片灯带点亮测试时,用纸板夹住尾部灯带,然后用力提起灯带进行弯曲 机械强度 测试,测试不少于5次,弯曲后无不亮、频闪现象。灯带FPC板无烧黑、发
S-2=1.5 Ac: Re:
检验依据 检测项目
□GB7000.202-2008 □LED灯具检验规范 □灯具标贴位置规范 □承认书 □受控图纸 □规格书 □BOM表
检验描述/标准
检验结果描述
不合 格数
CR
MA
MI
1.灯带表面平整光滑规则无气泡和杂色;PVC胶料无刺激性气味,材料中要 加入抗紫外线老化剂,剪刀口印刷位置清晰准确,油墨不易脱落。
黄、导线断裂、灯珠电阻歪斜现象。
其他
1.灯体材质:□铁 □钢 □铝合金 □玻璃 □塑胶 □不锈钢 □锌合金 2.灯珠规格:3014□ 2835□ 3528□ 5050□ 5630□ 5070□ 灯珠数量: 个 其他:
额定电压:
V
/ 规格
电流 (A)
功率(W)
功率因 素
检验结果判定 /
实测1
□合格 □不合格
生产单位 物料编号
计划/采购订单号
制令单号
物料描述
订单数量(PCS) 来料数量(PCS) 正常检验水 平
成品检验报告
(□内销/□外销) □LED灯带
检验员
检验日期
S-2检验水平
检验数量(PCS) 加严检验来自放宽检验全数检验
抽样水准: □正常检验
PZGLI007-057灯座确认检验报告

核准:
确认:
注意:字迹要求清晰、端正、不可涂改
不良率:
%
判定: □合格 □不合格
检验:
整灯放入120℃环境下7周期每周期开灯21小时关3小时 耐久性 烤箱 (此时关闭烤箱),过程中不可有接触不良或弹簧弹性不
低于95%
引线耐 温贮存48H表面应无开 裂、变形,弯曲后不能出现断开现象(此项只针对带引线 的灯座;无明确要求的PVC 80℃,硅胶 150℃,铁弗龙 180℃)
插拔测 配套 塑胶灯座与配套光源试装,光源连续插拔50次,灯座的接触 试 光源 部位不可有松动或破损现象
检验状态
实抽 检数
CR MA MI
防触电 测试 测试 指
爬电距 卡尺 离、电 、投 气间隙 影仪
其它
相应 仪器
备注:
详见灯座检验规范Q/NVC02J070015-2012 详见灯座检验规范Q/NVC02J070015-2012
强度 仪
4000V 3mA 60S电压,无击穿或损伤现象
标志附 着力
水、 汽油
用蘸有水的布以5N的力,按每秒30mm的速度来回为1次, 擦拭丝印面10次,再用蘸有汽油的布以同样的力和速度擦
拭同一部位10次,丝印仍清晰可辨
防火与 阻燃
灼热 丝试 验仪
将试样放入灼热丝试验箱,灼热丝温度设定为650℃,接触 样品可能出现最高温度的部位为30S,灼热丝离开后
供应商代码 物料编号
采购订单
供应商名称 物料名称 订单数量(PCS)
灯座确认检验报告
检验日期
GRN NO
来料数量(PCS)
检验数量(PCS)
供应商是否附有检验报告
□有
□无
检验依据: □ 检验标准 □ 承认书
PZGLI007-110 一般电阻确认检验报告 A0

供应商名称 物料名称 订单数量(PCS)
一般电阻确认检验报告
检验日期
GRN NO
来料数量(PCS)
检验数量(PCS)
供应商是否附有检验报告
□有
□无
检验依据: □ 检验标准 □ 承认书
□ 样品 □ 图纸
检验项 检验方 目式
检验要求
检验状态
不合 格数
CR
MA
MI
过负载 耐电压 2.5Ue 5秒钟,无损伤,Ue=√ Pe×Re 不大于最高工作电 测试 仪 压,详情参考厂家资料;Pe:功率、Re:标识阻值
耐电压
耐电压 仪
2Ue1分钟,无击穿或飞弧(△R≤±0.5%)
Ue=√
Pe×Re
引脚强 度
万能试 验机手
工
引张强度:使用20N,保持10S引脚不断裂松驰; 扭转强度:180度交互回转2回引脚不断裂松驰Βιβλιοθήκη 其它相应仪 器备注:
核准:
审核:
注意:字迹要求清晰、端正、不可涂改
确认:
不良率:
%
判定: □合格 □不合格
检验:
线束检验标准
线束通用检验规范版本:A0编制/日期:审核/日期:批准/日期:1. 目的:使生产制作人员和检验人员有统一的标准可依。
2. 范围:本规范规定了冲制裸压端子压接作业方法、检验标准及判定标准。
3.规范性引用文件:IPC-A-620 线缆及线束组件的一般要求UL486A 电线与端子压接拉力测试标准4. 术语与定义:4.1 端子拉脱力:端子和导体压接后,将导体从端子中拉脱时的所需最小分离力。
4.2 压接高度:端子和导体压接后,在导体压接区所形成的闭合压接截面的最大高度。
5. 制作与检验要求5.2 裁线检验标准状态图示描述理想状态导体没有划伤,缺口,被切断或者其他损伤8 料带残耳/料带头9 接线柱挡耳/止位挡片匀收状态导体划伤,缺口和被切断的程度不能超出表1范围拒收状态划伤,缺口或被切断的导体程度超出表1范围导体数量(根)对于导线有划伤,缺口和切断的最大范围对于铆压端子可以接受导线有划伤,缺口和切断的最大范围对于焊接端子可以接受导线有刻痕、切断的最大范围小于7 0 0 0 7-15 1 0 1 16-25 3 0 2 26-40 4 3 3 41-60 5 4 4 61-120 6 5 5 大于121 6% 5% 5%状态图示描述理想状态绝缘层被切的整齐且沒有被收缩,变长,碎屑,变色,腐蚀或烧伤。
匀收状态绝缘层经过剥皮后有轻微的均衡的印痕。
绝缘层的厚度減少不超过20%。
绝缘层的不平整度要小于绝缘层外径的50%或者小于1mm。
绝缘层在剥皮过程中产生变色。
拒收状态绝缘层被切开或损伤绝缘层的厚度減少超过20%绝缘层的不平整度大于绝缘层外径的50%或者或1mm绝缘层烧焦绝缘层熔到导体里5.3 线材处理—沾锡先沾锡以确保被锡焊的芯线形成一个统一的、可焊性的表面。
多股芯线沾锡有一个附加的好处:能将单股的芯线沾在一起,以使整个的芯线能够焊在端子上或附件的焊点上,而不是单股的芯线外露。
控制要求:芯线需要焊锡的部分,装配、焊接前要沾锡。
PZGLI007-261 IP44、IP65软灯条首件检验记录表 A0
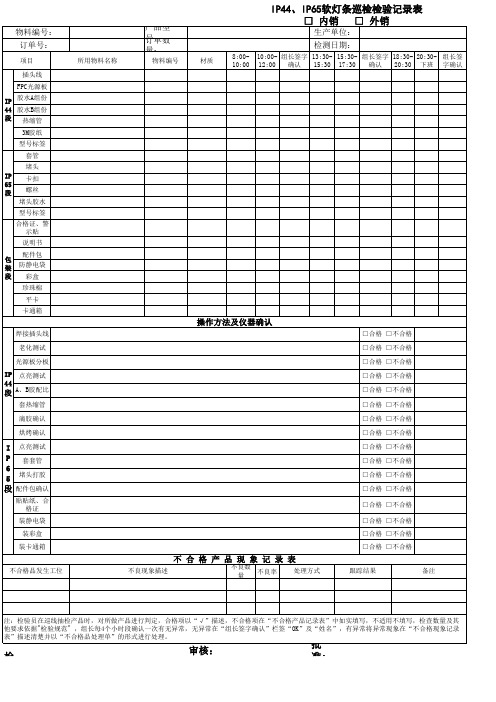
操作方法及仪器确认
不合格产品现象记录表
不良现象描述
不良数 量
不良率
处理方式
□合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格 □合格 □不合格
检
审核:
批 准:
跟踪结果
备注
注:检验员在巡线抽检产品时,对所做产品进行判定,合格项以“√”描述,不合格项在“不合格产品记录表”中如实填写,不适用不填写,检查数量及其
Байду номын сангаас
他要求依据"检验规范" ,组长每4个小时段确认一次有无异常,无异常在“组长签字确认”栏签“OK”及“姓名”,有异常将异常现象在“不合格现象记录
表”描述清楚并以“不合格品处理单”的形式进行处理。
物料编号: 订单号:
项目
插头线 FPC光源板 IP 胶水A组份 44 胶水B组份 段 热缩管
3M胶纸 型号标签
套管 堵头 IP 卡扣 65 段 螺丝 堵头胶水 型号标签 合格证、警 示贴 说明书 配件包 包 装 防静电袋 段 彩盒 珍珠棉 平卡 卡通箱
焊接插头线
老化测试
光源板分板 IP 点亮测试 44 段 A、B胶配比
套热缩管
滴胶确认
烘烤确认
I 点亮测试 P 套套管 6 5 堵头打胶 段 配件包确认
贴贴纸、合 格证
装静电袋
装彩盒 装卡通箱
不合格品发生工位
所用物料名称
产品型 号 订: 单数 量:
物料编号
IP44、IP65软灯条巡检检验记录表 □ 内销 □ 外销
C.E.T.来料质检报告-低压插头-C.E.T.R0401D

1பைடு நூலகம்
5
导线性能良好, 不得出现短路或断路。 长度公差根据采购单要求不得超±2cm.
OK/NG NO OK/NG NO OK/NG NO
9
13
17
OK/N G
NO OK/NG NO OK/NG
NO
21
25
29
OK/NG
2
6
10
14
18
22
26
30
3
7
11
15
19
23
27
31
4
8
12
16
20
24
28
32
AQL-Ⅰ标准 : GB2828-2003
溴(Br)
≤900ppm
ppm
实际控制总溴 (Br)
≤80000ppm
ppm
测试员 :
嘉善 三英
AQL综合评判
接收:
同意入库
特采: 详见持续改进报告
退货: 详见持续改进报告 Rohs综合评判
合格: 退货:
同意入库 详见持续改进报告
审核:
C.E.T .R040
质检单号 : 采购单号 材料名称 材料规格
检验项目
数量 铜丝截面积
C.E.T. 来料质检报告---插头线(L型、防水型)
订单
质检
号: 厂商名称
日 质检方式
抽检
材料单位
质检数量
抽样数量
质量要求
每扎(捆)数量需与报验实际数量相符.(按最小点数数量入仓)
检验情况
非标插头线的铜丝截面积±0.004mm2接受或采购单要求.
外径
电线外径符合标准要求或合同要求.
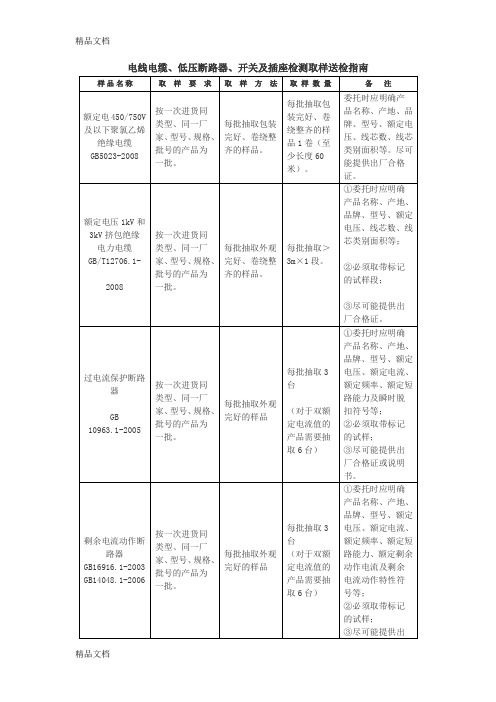
(整理)电线电缆、低压断路器、开关及插座检测取样送检指南
③尽可能提供出厂合格证或说明书。
开关
GB16915.1-2003
按一次进货同类型、同一厂家、型号、规格、批号的产品为一批。
每批抽取外观完好的样品
每批抽取3台
(对于双额定电流值的产品需要抽取6台)
①委托时应明确产品名称、产地、品牌、型号、额定电压及电源性质等;
②必须取带标记的试样;
②必须取带标记的试样;
③尽可能提供出厂合格证或说明书。
剩余电流动作断路器
GB16916.1-2003
GB14048.1-2006
按一次进货同类型、同一厂家、型号、规格、批号的产品为一批。
每批抽取外观完好的样品
每批抽取3台
(对于双额定电流值的产品需要抽取6台)
①委托时应明确产品名称、产地、品牌、型号、额定电压、额定电流、额定频率、额定短路ቤተ መጻሕፍቲ ባይዱ力、额定剩余动作电流及剩余电流动作特性符号等;
③尽可能提供出厂合格证或说明书。
插座
GB2099.1-2008
按一次进货同类型、同一厂家、型号、规格、批号的产品为一批。
每批抽取外观完好的样品
每批抽取3台
(对于双额定电流值的产品需要抽取6台)
①委托时应明确产品名称、产地、品牌、型号、额定电压及电源性质等;
②必须取带标记的试样;
③尽可能提供出厂合格证或
电线电缆、低压断路器、开关及插座检测取样送检指南
样品名称
取样要求
取样方法
取样数量
备注
额定电450/750V及以下聚氯乙烯绝缘电缆GB5023-2008
按一次进货同类型、同一厂家、型号、规格、批号的产品为一批。
每批抽取包装完好、卷绕整齐的样品。
每批抽取包装完好、卷绕整齐的样品1卷(至少长度60米)。
六类网络线出厂检验报告
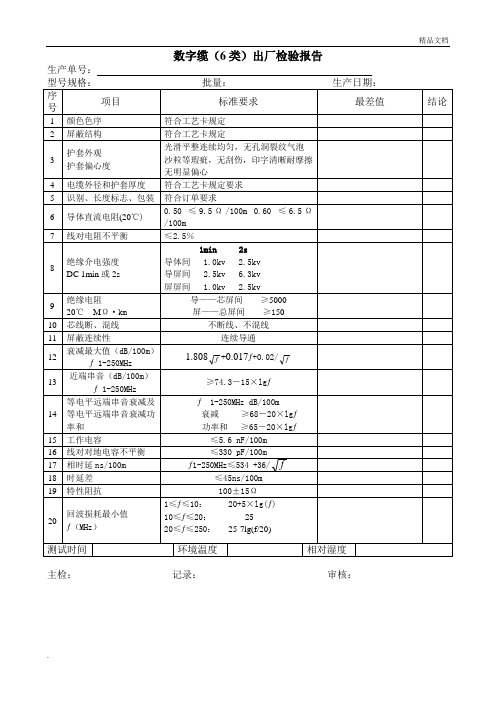
生产单号:
型号规格:批量:生产日期:
序号
项目
标准要求
最差值
结论
1
颜色色序
符合工艺卡规定
2
屏蔽结构
符合工艺卡规定
3
护套外观
护套偏心度
光滑平整连续均匀,无孔洞裂纹气泡
沙粒等瑕疵,无刮伤,印字清晰耐摩擦
无明显偏心
4
电缆外径和护套厚度
符合工艺卡规定要求
5
识别、长度标志、包装
符合订单要求
20≤ƒ≤250:25-7lg(f/20)
测试时间
环境温度
相对湿度
主检:记录:审核:
10
芯线断、混线
不断线、不混线
11
屏蔽连续性
连续导通
12
衰减最大值(dB/100m)
ƒ1-250MHz
1.808 +0.017ƒ+0.02/
13
近端串音(dB/100m)
ƒ1-250MHz
≥74.3-15×lgƒ
14
等电平远端串音衰减及等电平远端串音衰减功率和
ƒ1-250MHzdB/100m
衰减≥68-20×lgƒ
功率和≥65-20×lgƒ
15
工作电容
≤5.6 nF/100m
16
线对对地电容不平衡
≤330 pF/100m
17
相时延ns/100m
ƒ1-250MHz≤534 +36/
18
时延差
≤45ns/100m
19
特性阻抗
100±15Ω
20
回波损耗最小值
ƒ(MHz)
1≤ƒ≤10:20+5×lg(ƒ)
PZGLI007-PZGLI007-026-001无铅锡条检验标准

详见附表
5、相关文件
《熔炉作业指导书》
《锡条过程检验程序》
《不合格品程序》
6、相关记录
《无铅锡条首检记录表》
《无铅巡检记录表》
《无铅出货记录表》
《品质异常单》
《光谱单》
制作:
审核:
批准:
文件编号
版次
A/0
文件名称
无铅锡条检验标准
页数
2/2
生效日期
附表
产品型号
合金成份
Sn
Cu(铜)%
Ag(银)%
锡半球
Sn/99.95
Bal
﹤0.01
﹤0.01
80
200
80
80
30
30
100
17
20
250
300-500
锡块
Sn/99.95
Bal
﹤0.01
﹤0.01
80
200
80
80
30
30
100
17
20
250
300-500
阳极棒
Sn/99.95
Bal
﹤0.01
﹤0.01
80
200
80
80
30
30
100
17
20
250
300-500
LD-907-100
Sn99.3/0.7Cu
Bal
0.7±0.1
﹤0.01
80
200
80
80
30
30
100
17
20
250
300-500
LD-907
Sn99.3/0.7Cu
Bal
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□ 正常检验 AQL值: CR=0 AC/Re=
MA=
Ac/Re=
MI=
Ac/Re=
□ 加严检验 AQL值: CR=0 AC/Re=
MA=
Ac/Re=
MI=
Ac/Re=
□ 全检
□ 免检
供应商是否附有检验报告
□有
□无
检验依据:
检验 检验 项目 方式
□ 检验标准
□ 承认书
□ 样品 □ 图纸
确认:
检验状态
不良率:
%
判定: □合格 □不合格
检验:
供应商代码 物料编号
采购订单
供应商名称 物料名称 订单数量(PCS)
接线端子进料检验报告
检验日期
GRN NO
来料数量(PCS)
检验数量(PCS)
抽样计划依据:GB/T 2828.1 单次抽样计划一般检验水准
□ 减量检验 AQL值: CR=0 AC/Re=
MA=Leabharlann Ac/Re=MI=
Ac/Re=
。燃烧物或融化物不得使平铺在灼热丝下200±5mm
的薄纸着火
介电 耐压 绝缘件能承受AC 4000V/ 3mA / 60S 的耐压无击穿、 强度 仪 无拉弧现象
可焊 性
锡炉
将端子引脚浸入250℃-270℃锡炉1.5-3S观察吃锡率 >95%
其它
相应 仪器
备注:
核准:
审核:
注意:字迹要求清晰、端正;2、涂改不可超过一处
检验要求
外观
物料标识清楚,标签上所写内容必须与GRN单上内容相符
包装箱应能有效地保护物料在运输过程中不被损坏
表面完整无缺、色泽一致、无披锋、无破损
目视
端子金属部位色泽一致,镀层光洁,无锈迹和氧化现象且材质与 样品一致
端子上的认证标识符合对应厂家样品或SIR要求
螺母、螺杆无滑牙、无偏位、无孔位不适现象
卡线式在卡住线后,按住刀口,被夹持物能顺利取出
实
测 要求
N1
N2
N3
检验状态
不合 格数
CR MA MI
N4
N5
尺寸 卡尺
检验要求
耐火 试验
灼热 将端子放入灼热丝试验箱,灼热丝温度设定为650 丝试 ℃,接触样品可能出现最高温度的部位为10S,灼热 验仪 丝离开后30S,产品的任何火焰或燃烧物均应熄灭