样板84A Quality problems
QAA质量保证模版(英汉对照)

Annex 8Quality Assurance Agreement (QAA)质量保证协议REBS: hereinafter referred to as “Purchaser”莱伯斯:下称“买方”XXX : hereinafter referred to as “Contractor”XXX:下称“承包方”Issue date发布日期: 2009-10-10Doc. No. 文件号: 09107.XXX.08.00Contents目录Page页码1General总则3 2Records of the Contractor's qualifications承包方资质记录3 2.1Quality system质量体系3 2.2Welding approval焊接认可32.3 Other qualification records and permits其它资质记录和许可证 43 Quality plan质量计划4 4Quality reports 质量报告5 5Design control 设计控制5 5.1Design reviews 设计评审5 5.2Design verification 设计确认6 5.3Interface management 接口管理6 FMEA/FMECA (Failure Mode, Effects (and Criticality) Analysis)故障模式,影响(和风险)分析6 5.4Reliability analysis 可靠性分析7 6Software 软件7 7Fire protection 防火8 8Filing project documentation / Records项目文件和记录归档89 Declaration according to the list of prohibited substances与违禁物品清单相符的声明 810Purchasing 采购9 11Identification and traceability 标识和可追溯性9 12Inspection and testing 检验和试验10 12.1General inspections and tests 检验和试验总则10 12.2Inspection and testing planning 检验和试验计划12 12.3Inspection and test instructions检验和试验指导书14 12.4Quality records / test reports 质量记录和试验报告15 12.5Performing inspections and tests 检验和试验的执行16 13Delivery交付17 14Eliminating nonconformities不符合项的消除17 15Responsibility 责任18 16Access rights, inspections / tests at the Contractor's premises, audits 访问权,在承包方处的检验和试验,审核18 17Abbreviations缩略语19 18Appendices附录201 General总则QA requirements to be met by outsourced items and suppliers (Q0-Q8) are drawn up for every ordering operation, irrespective of the component concerned. Q0-Q8 describe the qualification records required with respect to the supplier and the product.They constitute a mandatory integral element of the contractual documentation for every order.不考虑相关的零部件,必须为每个订购活动制订满足外购项目或供方的质量保证要求(Q0-Q8)。
制程品管资料

• 生产工程的变异因素——产品品质越不稳定, • IPQC的巡回时间间隔越要缩短。 • 顾客的要求——顾客对制程审核的要求是 • IPQC的工作重点。 • 最高治理者要求——最高治理者的要求是 • IPQC的工作方向。 • 其他方面的要求——环境爱护要求如波峰 • 炉的焊锡渣排放等又如超声波焊接。 • 2.1.2 IPQC设置方法 • 设置IPQC三要素:
检查数量: 不良数量: 不良率:
不良品产生时段记录
NO. 检验不良工程
合计
123456
备注
各时段代表的 时间分别是:
1=8:00~10:00 2=10:00~12:00 3=13:30~15:30 4=15:30~17:30 5=18:30~20:30 6=20:30~22:30
总计 检验事项记录: 检验员:
觉察不良事项
觉察不良品
要求订正特殊 严峻时关机 剔除不良品、放行合格品
2 高效的制程巡回检查
制程巡回检查:指的是在产品制造过程中,用巡 回的方式定时检查和确认各制程参数、作业变更、使 用的标准等是否符合要求,并记录状态和加以掌握的 检验作业方法。
IPQC是制程巡回检查常用的叫法,它的英文意 思是:——IN PROCESS QUALITY CHECK ,简 称IPQC。 巡回检查:指定时的按工程别轮番检查。 制程:指的是产品的制造过程。 制程巡回检查方式的特点是:治理工程多、使用、人员 少,效果明显,所以效率高。
IPQC
巡回间隔时间 检验工程数量 检验工程难度
每2小时 检查1次 行不行
哗,差不多 有28个工
程啊
有的工程难度 较大,需要检查
7~8分钟
● IPQC巡回检查图:
• 规定检查的间隔时间: 检查的间隔时间:2小时 设置时间:9:00 11:00 14:30 16:30 19:30 中休时间:12:00~13:30 晚饭时间:17:30~18:30
问卷调查设计权威样板(英文版)(ppt 21页)PPT学习课件
Questionnaire Design - General
Considerations
Mention inclusion of a stamped, self-addressed return envelope.
Leave adequate space for respondents to make comments.
▪ Make __ Do not own a computer it convenient.
"Other Comments." An example of branching is:
Is not dependent on responses to previous questions.
▪ Try to keep your answer spaces in a straight line, either Try to keep your answer spaces in a straight line, either horizontally or vertically.
▪ Formulate a plan for doing the statistical analysis during the design stage of the project
▪ Include other experts and relevant decisionmakers in the questionnaire design process
富强的英文单词

富强的英文单词一、单词:prosperous(一)单词释义形容词,意为繁荣的、兴旺的、成功的。
形容国家、地区、企业或个人在经济、事业等方面蓬勃发展,充满生机与活力。
(二)单词用法1. 可用于修饰名词,如“a prosperous country”(一个繁荣的国家),“a prosperous business”(一个兴旺的生意)。
2. 在系表结构中作表语,例如“The town is prosperous.”(这个城镇很繁荣)。
(三)近义词thriving(蓬勃发展的)、flourishing(繁荣的)、booming(急速发展的)。
(四)短语搭配1. prosperous future(繁荣的未来)2. prosperous development(繁荣发展)3. prosperous area(繁荣的地区)(五)双语例句1. My neighbor's family business is so prosperous. They started from a small store, and now they have chains all over the city. It's like a little seed that has grown into a big tree. (我的邻居家的家族生意非常兴旺。
他们从一个小商店起步,现在在全市都有连锁店了。
就像一颗小种子长成了一棵大树。
)2. Look at this city! It's prosperous. There are high - rise buildings everywhere, and people seem to be living a happy life. Isn't it amazing? (看看这个城市!它很繁荣。
到处都是高楼大厦,人们似乎过着幸福的生活。
是不是很神奇?)3. A prosperous country can provide better education and medical care for its people. Just think about it, if a country is poor, how can it afford to build good schools and hospitals? (一个繁荣的国家能够为其人民提供更好的教育和医疗。
新教材2025版高中英语语法精讲4非谓语动词综述学案牛津译林版选择性必修第一册

语法精讲④非谓语动词综述非谓语动词通常指动词不定式、动词-ing形式和动词-ed形式。
它们的基本形式的改变1.非谓语动词作主语:动词不定式与动词-ing形式(1)动词不定式作主语动词不定式作主语相当于名词,单个动词不定式(短语)作主语时,谓语动词常用单数。
❶To climb the mountain road is easy while to go down the hills is hard.上山简单下山难。
[特殊留意] 在当代英语中,常用it作形式主语,将真正的主语(不定式)放在后面。
It is not easy to find your way around the town.在这个小镇要找到路很不简单。
(2)动名词(短语)作主语动名词具出名词的基本性质,因此动名词可以在句子中充当主语。
单个动名词(短语)作主语时,句子的谓语动词通常用单数。
①动名词(短语)在句首干脆作主语。
❷Reading aloud is very important for us to learn a foreign language.大声朗读对我们学外语来说很重要。
②it在句首作形式主语,而动名词(短语)作句子真正的主语,常用表达有:It's a waste of time doing sth.做某事奢侈时间It's useless/worthwhile doing sth.做某事是没用的/值得的It's no use doing sth.做某事是没用的It was a waste of time reading that book.读那本书就是在奢侈时间。
(此句中It为形式主语,真正的主语为reading that book) 2.非谓语动词作宾语:动词不定式与动词-ing形式(1)接动词不定式作宾语的动词(短语)英语中有些动词或动词短语应接不定式作宾语,常用的有:afford(负担得起),agree(同意),arrange(支配),ask(恳求),attempt(尝试),choose(选择),desire(渴望),decide/determine (确定),expect(预料),fail(失败;未做到),help(帮助),hope(希望),intend(准备),learn(学习),manage(设法做成),offer(情愿),plan(支配),prepare(准备),pretend(假装),promise(许诺;答应),refuse(拒绝),wish(希望),would like/want(想要)等。
纺织英语大全供大家参考
纺织英语大全供大家参考样板 SAMPLE布封幅宽 FABRIC WIDTH侧骨,侧缝,摆缝 SIDE SEAM插竹,领插角片 COLLAR STAY车花.绣花 EMBROIDERY打枣打结 BARTACK担干过肩 YOKE耳仔裤带袢 BELTLOOP返针回针 BACK STITCH狗牙车牙 FEED DOG挂卡吊牌 HANGTAG后浪后档 BACK RISE蝴蝶车缝附件 SEWING MACHINE ATTACHMENTS 及骨锁边 OVERLOCK及骨车包缝机,锁边机 OVERLOCK MACHINE急钮四合扣 SNAP FASTENER夹圈袖窿 ARMHOLE间棉绗缝 QUILT肩棉肩垫,垫肩膊头棉SHOULDER PAD介英,鸡英袖口,袖级 CUFF拉冚车绷缝机 COVERING STITCH MACHINE拉裤头上裤头 WAISTBANDING拉筒车门襟机 PLACKET MACHINE辘脚车脚口卷边机 BOTTOM HEMMING MACHINE唛架排料图 MAKER唛头商标 LABEL埋夹缝合袖底骨和侧缝 JOIN THE UNDER ARM SEAM AND SIDE SEAM 魔术贴尼龙搭扣 VELCRO纳膊缝合小肩 JOIN THE SMALL SHOULDER纳膊位肩缝 SHOULDER SEAM钮门扣眼 BUTTON HOLE钮牌门袢 FLY钮子钮门搭位 BUTTON STAND排唛排料 LAYOUT啤机冲压裁剪机 DIE CUTTING MACHINE脾围横档 THIGH平车平缝机 NORMAL SEWING MACHINE朴衬布 INTERLINING前浪前档 FRONT RISE生褶省 PLEAT死褶,褶 DART梭仔,梭芯 BOBBIN烫斗,熨斗 IRON挑脚车暗缝机 BLIND STITCHING MACHINE乌蝇扣钩棒扣 EYES & HOOKS靴压脚 PRESSER FOOT针步线步 STITCHES止口,子口缝头 SEAM ALLOWANCE纵纹斜纹 BIOS CUT坐围臀围 HIP (Jandy整理)服装专业英语(辅料)ACCESSORY 辅料BELT 腰带BINDING TAPE 捆条(包边)BOW 蝴蝶BOW-TIE 蝴蝶结BUCKLE LOOP 钮圈BUTTON 钮扣CARE LABEL 洗水唛COLLAR RAB 领袢COLLAR STAY 领插竹CONCEAL ZIPPER 隐形拉链CONTENT LABEL 成分唛CONTRAST COLOR STITCHES 撞色线COTTON STRING 棉绳ELASTIC 橡筋EPAULET 肩章EYELET 鸡眼EYES & HOOKS 乌蝇扣, 钩棒扣FRILLS 荷叶边FUSIBLE-INTERLINING 粘朴GODET 三角形布GUSSET 三角形插布HALF MOON PATCH 半月形龟背HANDING LOOP 吊袢INTERLINING 衬, 朴LACE 花边LINING 里布MAIN LABEL/BRAND LABEL 主唛NON-FUSIBLE-INTERLINING 非粘朴, 生朴PLASTIC STRING 胶针RIBBING 罗纹RIVET 撞钉, 包头钉RUBBER STRING 橡筋SHANK (钮扣)绕脚线SHOULDER PAD 肩棉, 肩垫SIZE LABEL 尺码唛SMOCKING (装饰用的)缩褶SNAP 急钮, 按钮, 揿钮STICKER 贴纸STRIPE 带条, 绳子THREAD 线TRIANGLE GUSSET 三角脚贴VELCRO 魔术贴ZIPPER 拉链ZIPPER PULLER 拉链头ZIPPER STOPPER(Typed by Jandy)服装专业英语(缩写)A.H. ARMHOLE 夹圈ABS AREA BOUNDED STAPLE FABRIC面粘非织造布ADL ACCEPTABLE DEFECT LEVEL允许疵点标准AQL ACCEPTABLE QUALITY LEVEL验收合格标准ATTN. ATTENTION 注意AUD. AUDIT 稽查B. BACK 后B.H. BUTTON HOLE 钮门/扣眼B.L. BACK LENGTH 后长B.P. BUST POINT 胸点BK. BLACK 黑色BL BUST LINE 胸围线BMT BASIC MOTION TIME 基本动作时间BNL BACK NECKLINE 后领圈线BNP/BNPT BACK NECK POINT 后领点BR BACK RISE 后浪BSP BACK SHOULDER POINT 后肩颈点BTM. BOTTOM 衫脚BTN. BUTTON 钮扣C.V.C. CHIEF VALUE OF COTTON 棉为主的混纺物C/B (C.B.) CENTER BACK 后中C/F (C.F.) CENTER FRONT 前中CAD COMPUTER AIDED DESIGN电脑辅助设计CAE COMPUTER AIDED ENGINEERING电脑辅助工程CAL COMPUTER AIDED LAYOUT电脑辅助排料CAM COMPUTER AIDED MANUFACTURE电脑辅助制造CAP COMPUTER AIDED PATTERN电脑辅助画样CBF CENTER BACK FOLD 后中对折CBL CENTER BACK LINE 后中线CBN-W CENTER BACK NECK POINT TO WAIST 后颈点至腰CFL CENTER FRONT FOLD 前中对折CI CORPORATE IDENTIFY 企业标识CIF COST, INSURANCE & FREIGHT 到岸价CLR. COLOR 颜色CMT CUTTING, MAKING, TRIMMING来料加工COL. COLOR 颜色CORD. CORDUROY 灯心绒CS COMMERCIAL STANDARDS 商业标准CTN. COTTON 棉CTN. NO. CARTON NO. 纸箱编号D. DENIER 旦D. & K. DAMAGED & KEPT 染厂对疵布的认赔D.B. DOUBLE-BREASTED 双襟D/Y DELIVERY 出货, 交付DBL DOUBLE 双DBL NDL DOUBLE NEEDLE 双针DEPT. DEPARTMENT 部门DIP 深石洗DK. DARK 深色DOZ. DOZEN 打E.G. EXAMPLI GRATIA / FOR EXAMPLE 例如EL ELBOW LINE 手肘线EMB. EMBROIDERY 绣花, 车花ETC. ET CETERA=AND SO FORTH 等等EXP. EXPORT 出口F. FRONT 前FAB. FABRIC 布料FAQ FAIR AVERAGE QUALITY 中等品FB FREIGHT BILL 装货清单FNP FRONT NECK POINT 前颈点FOB FREE ON BOARD 离岸价FQC FIELD QUALITY CONTROL 现场质量控制FTY. FACTORY 工厂G. GREEN 绿色G.W. GROSS WEIGHT 毛重GL GRAIN LINE 布纹H. HIPS 坐围HL HIPS LINE 坐围线IN. INCH 英寸JKT. JACKET 夹克K KNIT 针织L. LARGE 大号L. LINE 莱尼/号(纽扣大小单位)L. LENGTH 长度L. LEFT 左L.G. LENGTH GRAIN 经向, 直纹LB. POUND 磅LBL LABEL 唛头, 商标LHD LEFT HAND SIDE 左手边LOA LENGTH OVER ALL 全长M MEDIUM 中码M/B MUST BE 必须M/C MACHINE 机械MAT. MATERIAL 物料MEAS. MEASUREMENT 尺寸MHL MIDDLE HIPS LINE 中臀围线MKT. MARKET 市场MMTS. MEASUREMENTS 尺寸N. to W.(N.-W.) NAPE TO WAIST 腰直N.P. NECK POINT 肩颈点NDL. NEEDLE 针NIL NOTHING 无NK. NECK 颈圈O/N ORDER NO. 定单号OJT ON-THE-JOB TRAINING 在职培训OS OVER SIZE 超大号OVRLK. OVERLOCK 及骨, 包缝P. PURPLE 紫色P.O. NO. PRODUCTION ORDER NO.生产制造单编号P.O.B. POST OFFICE BOX 邮箱P.P. PAPER PATTERN 纸样P.S.I. PER SQUARE INCH 每平方英寸P/C POLYESTER/COTTON 涤棉混纺织物PA POLYAMIDE 聚酰胺PAP POSTERIOR ARMPIT POINT 腋窝后点PB PRIVATE BRAND 个人商标PC. PRICE 价格PCS. PIECES 件, 个PKG. PACKAGE 包装PKT. POCKET 口袋PLS. PLEASE 请PNT POINT 点P-O-R PRODUCT-O-RIAL SYSTEM 吊挂系统POS. POSITION 位置PP POLY PROPYLENE 聚丙烯PV POLYVINYL FIBRE 聚乙烯纤维PVC POLYVINYL CHLORIDE 聚氯乙烯QC QUALITY CONTROL 质量控制QLY. QUALITY 质量QPL QUALIFIED PRODUCTS LIST合格产品目录QTY. QUANTITY 数量R. RIGHT 右R.S. RIGHT SIDE 正面R.T.W. READY TO WEAR 成衣参照REF. REFERENCE 参考, 参照REJ. REJECT 拒绝RM. ROOM 场所RN. RAYON 人造丝S SMALL 小码S.A. SEAM ALLOWANCE 止口S/B 喷沙 sand blastS.B. SINGLE BREASTED 单排纽扣, 单襟S.P. SHOULDER POINT 肩端点S.P.I. STITCH PER INCH 每英寸线迹数S.P.M. STITCH PER MINUTES 每分钟线迹数S/B SHOULD BE 应该SC SHOPPING CENTER 购物中心SGL NDL SINGLE NEEDLE 单针SLV. SLEEVE 袖子SMPL SAMPLE 样板SNL SINGLE 单线SNP SIDE NECK POINT 颈侧点SPEC. SPECIFICATION 细则SQ. FT. SQUARE FEET 平方英尺STY. STYLE 款式SZ. SIZE 尺码T/C TERYLENCE/COTTON 涤棉织物T/S TOP STITCHES 间面线TQC TOTAL QUALITY CONTROL全面质量控制TQM TOTAL QUALITY MANAGEMENT 全面质量管理T-S T-SHIRT T恤衫UBL UNDER BUST LINE 下胸围线V. VIOLET 紫色W WOVEN 梭织W. WAIST 腰围W. WIDTH 宽度W.B. WAISTBAND 裤头WIP半成品W.L. WAIST LINE 腰线W.S. WRONG SIDE 反面W/ WITHWMSP. WORKMANSHIP 手工, 车工WT. WEIGHT 重量X KING SIZE 特大号XL EXTRA LARGE 特大号XXL EXTRA EXTRA LARGE 超特大号Y. YELLOW 黄色YD. YARDAGE 码数(Typed by Jandy)服装专业英语(车缝)(车位:machinist)ATTACH COLLAR 上领BACK STITCH 回针/返针BARTACK 打枣BARTACKER 打枣车BASTING 挑缝BINDER 滚边蝴蝶BINDING 包边BLIND STITCH 暗线BLIND STITCH MACHINE 盲缝车BLINDING 挑脚BREAK STITCH 断线BUNDLE SYSTEM 执扎系统BUTTON HOLING 开钮门BUTTON HOLING MACHINE 钮门车BUTTONING 钉钮BUTTONING MACHINE 钉钮车CASING 容位CHAIN STITCH 锁链线步CHAIN STITCH MACHINE 锁链车CLEAN FINISH 还口COVERING STITCH 拉覆线步CREASE LINE 裤中骨CROSS CROTCH 十字骨CROTCH 浪顶CUT & SEWN 切驳DART (死)褶DOUBLE NEEDLE FELL SEAM 双针埋夹DOUBLE NEEDLE LOCKSTITCH MACHINE 双针平车EDGE STITCHING 间边线ELASTIC WAISTBAND 橡筋裤头EMBROIDERY 绣花/车花FINAL INSPECTION 尾期检查FITTING 试身FIVE THREADS OVERLOCK MACHINE 5线及骨车FLAT SEAM 平缝FLOW CHART 流程表FLOW CONTROL 流程控制FOLD BACK FACING 原身出贴FOLDER 拉筒蝴蝶FULLNESS 宽松位FUSING INTERLINING 粘朴HANDLING 执手时间HANGER 衣架HEMMER 卷边靴HEMMING 卷边IN-PROCESS INSPECTION 中期检查IRONING 熨烫IRON-SHINE 烫起镜JOIN CROTCH 埋小浪LABOUR COST 劳工成本LOOPING 起耳仔MATERIAL 物料MISSED STITCH 漏针NOTCH 扼位OFF PRESSING 终烫ONE LAYER YOKE 一片担干OPEN SEAM 开骨OPERATION BREAK DOWN 分科OVERHEAD 厂皮(企业一般管理费)OVERLAP 重叠,搭位OVERLOCKED 锁边,及骨OVERLOCKED WITH 5 THREADS 五线及骨OVERTIME WORKING 加班PIECE RATE 记件工资PIPER 镶边蝴蝶PIPING (嵌边)捆条PRESS OPEN 烫开骨PRESSING 熨烫PRODUCTION SCHEDULE 生产排期PUCKERING 起皱QUILTING 间棉RUN STITCH 运线SEAM 缝骨SET IN SLEEVE 上袖SEWING MACHINE ATTACHMENTS 车缝附件SEWING WAISTBAND WITH WAISTBAND M/C (用拉裤头车)拉裤头SINGLE NEEDLE LOCKSTITCH MACHINE 单针平车STAY TAPE 胸衬条STITCH 针步THREE THREADS OVERLOCK MACHINE 3线及骨车TOP STITCHING 间线TRIMMING 剪线TUCKING 打排褶TWO LAYER YOKE 双层担干UNDER PRESSING 中烫WAISTBAND IS EXTENSION OF BODY原身裤头WRAPSEAM 包骨WRINKLE 不平服,皱褶ZIG-ZAG STITCH 人字线步(Typed by Jandy)服装专业英语(裁床)BIAS CUT 斜纹裁/纵纹裁BUNDLING 执扎BEND KNIFE 万能式电剪BEND KNIFE 万能式电剪C.M.T. 来料加工CROSS CUT 横纹裁CUTTING ROOM 裁床CUTTING TABLE 裁床DIE 刀模DIE CUTTING MACHINE 冲床DRAFTING 绘图DRILL 锥子DRILLING 钻孔位DRINKING 缩水GRADING 放码GRAIN 布纹HAND SHEAR 剪刀HANDLING 执手LAYOUT 排料MARKER 唛架MARKER COPIER 唛架复印机PATTERN 纸样PLAID MATCHING 对格PLANNING BOARD 经济排唛PREDRINKING 预缩PRODUCTIONG PATTERN 生产纸样REMNANT 布尾, 零码布ROTARY KNIFE 圆刀式电剪SHADING 色差SIZE SPECIFICATION 尺码表SPLICING 驳布位SPREADING 拉布SPREADING MACHINE 拉布机STRAIGHT CUT 直纹裁STRAIGHT KNIFE 直刀式电剪SWATCH 布办TOLERANCE 抛位, 宽松量WEIGHTS 压铁(Typed by Jandy) 服装专业英语(衫裤部件)ARMHOLE 夹圈BACK 后幅BACK RISE 后浪BELTLOOP 裤耳BOTTOM 裤脚BUTTON HOLE 钮门BUTTON STAND 钮子/钮门搭位CASH POCKET 表袋CENTER BACK 后中CENTER FRONT 前中CHEST 胸COLLAR 领子COLLAR FALL 上级领COLLAR NOTCH 领扼位COLLAR POINT 领尖COLLAR STAND 下级领CROTCH 小浪CUFF 介英DART 死摺DOUBLE LAYER CUFF 双层介英DOUBLE LAYERED FLY 双层钮牌FACING 贴FLY 钮牌FOLD LINE 折线FRONT 前幅FRONT OPENING 前开口FRONT PLEAT 前褶FRONT RISE 前浪HEM/BOTTOM 衫脚IN SEAM 内浪骨JETTED POCKET 唇袋NECK 领窝OPENING 开口PATCH POCKET 贴袋PLACKET 明筒POCKET BAG 袋布POCKET FLAP 袋盖PRINCESS LINE 公主线SHOULDER 肩SIDE PANEL 侧幅SIDE SEAM 侧骨SLANT POCKET 斜插袋SLEEVE 袖子SLEEVE CROWN 袖山SLEEVE HEAD 袖头SLEEVE OPENING 袖口SLEEVE SLIT 袖叉UNDER ARM SEAM 夹底线WAIST BAND 裤头(Typed by Jandy) 服装专业英语(度尺部位)ARMHOLE(CURVE/STRAIGHT)夹圈(弯度/直度)BACK CROSS 后胸阔BACK RISE 后浪BELTLOOP 裤耳Bicep 臂围BOTTOM 脚阔BUST WIDTH 胸阔C/B LENGTH 后中长COLLAR BAND HEIGHT 下级领高COLLAR LENGTH 领长COLLAR POINT SPREAD 领尖距COLLAR POINT 领尖长CUFF WIDTH 介英宽FLY LENGTH 钮牌长FLY WIDTH 钮牌阔FRONT CROSS 前胸阔FRONT NECK DROP 前领深FRONT RISE 前浪HIGH HIP 上坐围HIP 坐围INSEAM LENGTH 内长KNEE 膝围LEG OPENING 裤脚围NECK WIDTH 颈阔OUTSEAM LENGTH 外长Overarm 袖长PLACKET WIDTH 前筒宽POCKET HIGH POINT 袋尖高(袋最长的高度)SHOULDER ACROSS 肩阔SLEEVE CROWN HEIGHT 袖山高SLEEVE LENGTH 袖长SLEEVE OPENING 袖口阔SMALL SHOULDER 小肩长SWEEP(HALF)裙阔(裙底半度)THIGH(UNDER CROTCH)脾围UPPER ARM WIDTH 袖脾阔UPPER COLLAR HEIGHT 上级领高WAIST WIDTH 腰阔WAIST(RELAX)腰围(松度)WAIST(STRETCHED)腰围(拉度)WAISTBAND 裤头高服装专业英语(QC)BAD JOIN STITCHES 驳线不良BIG EYELID 大眼皮BROKEN HOLE 破洞BROKEN STITCHES 断线BROKEN YARN 断纱CENTER BACK RIDES UP 后幅起吊COLLAR POINT HI/LOW 领尖高低COLOR SHADING 色差COLOR THREAD LEFT INSIDE 藏色线COLOR YARN 色纱CREASE MARK 摺痕CROSSED BACK VENT 背叉搅CUFF FACING VISIBLE 介英反光DIRTY DOT (较小的)污点DIRTY MARK 污渍DIRTY SPOT (较大的)污点DRAW YARN 抽纱EXCESS EXTENSION 突咀FABRIC DEFECTS 布疵FLAP STRICKING UP 袋盖反翘FRONT HORIZONTAL SEAM NOT LEVEL 前幅水平缝骨不对称HI/LOW POCKET 高低袋HIKING AT BOTTOM OF PLACKET 前筒吊脚HIKING UP 起吊IMPROPER CROSS SEAM AT JOINING SIDE SEAM 袖底十字骨不对BLEEDING 洗水后褪色BLEND FIBRE 混纺纤维BLENDS 混纺BLOUSE 女装衬衫BODY PRESSING 衫身熨烫BODY RISE 直浪BOTTOM 衫脚,下摆BOTTOM VENT OF SLEEVE 细侧BOTTOMS 下装BOX-PLEATED 外工字褶BOY'S STYLE FLY / LEFT FLY 男装钮牌,左钮牌BRAID 织锦,织带BRANCH 分公司BREAK STITCHES 断线BRIEFS 男装紧身内裤BROCADE 织锦,织带BROKEN STITCHING 断线BUBBLING 起泡BUCKLE 皮带扣BUCKLE-LOOP 皮带扣BULK PRODUCTION 大量生产BUNDLE CODE 扎号BUNDLING 执扎BUTTON 钮扣BUTTON STAND 钮门搭位BUTTON-HOLE 钮门 / 扣眼BUTTON-HOLING 开钮门BUTTONING 钉钮BUTTONING WITH BUTTON SEWER 用钉钮机钉钮C/B VENT 后中叉CALICO / GRAY CLOTHES 胚布CANVAS 马尾衬,帆布CARDBOARD 纸板CARDED 粗疏CARE LABEL 洗水唛CARTONNING 装箱,入箱CASE PACK LABEL 外箱贴纸CASH POCKET 表袋CASUAL WEAR 便装CATCHING FACING 钮子CENTER BACK 后中CENTER CREASE FOLD 中骨对折CENTER CREASE LINE 中骨线CENTER FRONT 前中CERTIFIED SUB-CONTRACTOR 认可加工厂CHAIN STITCH M/C 锁链车CHAMPRAY 皱布CHEMISE 宽松服装CHEST/BUST 胸围CHIC 时髦的,流行的CIRCULAR KNIT 圆筒针织布CLASSIC LOOK 经典款式CLASSIFICATION 分类CLEAN FINISH 还口CLEAN FINISH OF TOP VENT 面叉还口CLEAN FINISH WITH 1/4" SINGLE NEEDLE 1/4" 单针还口CLOSE FITTING 贴身CLOSE SIDE SEAM 埋侧骨COATING 外套大衣COIN POCKET 表袋COLLAR 领子COLLAR BAND 下级领COLLAR FALL 上级领COLLAR NOTCH 领扼位COLLAR POINT 领尖COLLAR STAND 下级领COLLAR STAY 领插竹COLLECTION 系列COLOR SHADING 色差COMBED 精梳CONSTRUCTED SPECIFICATION 结构细节CONTINUOUS PLACKET R折CONTROL OF LABOR TURNOVER 劳工流失控制CORDUROY 灯心绒COST SHEET 成本单COTTON STRING 棉绳COVERING STITCHING 拉冚线步(600类)CREASE & WRINKLY RESISTANT FINISH 防皱处理CREASE LINE 折线CREPE DE-CHINE 皱布CROSS CROTCH 十字缝CROSS CUT 横纹裁CROTCH POINT 浪顶点CTN. NO. 箱号CUFF 鸡英,介英CUFF ATTACHING TO SLEEVE 车鸡英到袖子上CUFF VENT/CUFF OPENING 袖侧CUFFED BOTTOM HEM 反脚,假反脚,脚级CUFFLESS BOTTOM 平脚CURVED POCKET 弯袋CUT & SEWN 切驳CUTTING PIECE 裁片CUTTING PIECE NUMBERING 给裁片编号D.K. JACQUARD 双面提花(针织)DAMAGE CAUSED BY NEEDLE 针孔DECORATIVE STITCHING 装饰间线DELIVERY DATE 落货期DENIER 旦尼尔DENIM 牛仔DENSITY 密度DESIGN SKETCH 设计图DESIGNED FEATURE 设计特征DIMENSION 尺寸、尺码DINNER JACKET 晚礼服DIRT STAINS AFTER WASHING 洗水后有污迹DIRTY SPOT 污点DISCOUNT / SALES OFF 打折DOBBY 织花布DOUBLE CUFF 双层鸡英DOUBLE END 双经DOUBLE JETTED POCKET 双唇袋DOUBLE NEEDLE FELL SEAM 双针埋夹DOUBLE PICK 双纬DOUBLING 并线DRESS COAT 礼服DRESSING ROOM 试衣间DRILLING 钻孔位DRY-CLEANED 干洗DUCK 帆布DYING 染色EASING 容位EDGE STITCHING 间边线EDGE TRIMMER 修边器EDGE-FINISHING 边脚处理EDGE-STITCH DART 边线褶EDGE-STITCHING W/ 1/16" 宽1/16"的边线ELASTIC 橡筋ELASTIC WAISTBAND IS EXTENSION OF BODY 原身出橡筋裤头ELBOW WIDTH 肘宽EMBROIDERY PATCH 绣花章EPAULET 肩章EVENING GOWN SET 晚睡袍EXCELLENT STYLE 漂亮的款式EXCESSIVE THREAD ENDS 多余的线头EXECUTIVE WEAR 行政装EXPIRY DATE 有效期EXPORT CARTON 出口箱EXTENSION OF WAISTBAND 裤头搭咀EYELET 凤眼FABRIC 布料FABRIC CONSTRUCTION 布料结构FABRIC DEFECTS 布疵FABRIC RUNS 走纱FABRIC SHADING 布料色差FABRIC SWATCH 布办FABRIC WIDTH 布封FABRICATION / FABRIC 布料FACING 贴FACING TO OUT-SIDE 折向侧骨FALSE FLY 暗钮牌FALSE PLACKET 假明筒,假反筒FASHION 时装FELL SEAM 埋夹FIGURE-CLINGING 紧身的,贴身胸围FILAMENT 长纤丝FINAL APPEARANCE 最终外观FINISHED APPEARANCE 完成后的外观FITTING 试身FLAMEPROOF FABRIC 防火布FLANNEL 法兰绒FLARE SKIRT 喇叭裙FLAT MACHINE 平车FLAT SEAM 平缝FLAX 亚麻FLOW CHART 流程图FOLD AND PACK 折叠包装,折装FOLD BACK FACING 原身出贴FOLD BACK HIDDEN PLACKET 原身双层钮筒FOLD FRONT EDGE 折前幅边FOLD LINE 折线FOLD PANTS 折裤子FOLD POCKET MOUTH 折反袋口FORM AND FOLD GARMENT 定型折衫FROCKS 礼服FRONT EDGE 前幅边FRONT MID-ARMHOLE 前胸宽FRONT OPENING 前开口FRONT PANEL 前幅FULLY FASHION SWEATER 全成型毛衫FULLY OPENING 全开口FUR 皮草FUR GARMENT 裘皮服装FURRY 毛皮制品FUSE INTERLINING 粘衬FUSIBLE INTERLINING 粘朴FUZZ BALLS 起球GABARDINE 斜纹呢GARMENT 成衣GARMENT DYE 成衣染色GARMENT FINISH 成衣后处理GARMENT SEWING TECHNOLOGY 成衣工艺GARMENT WASH 成衣洗水,普洗GATHERING 碎褶GIRL'S STYLE FLY / RIGHT FLY 女装钮牌,右钮牌GLACED FINISH 压光加工GOOD TASTE 高品味GR. WT.=GROSS WEIGHT 毛重GRADING 放码GRAIN 布纹GRAY CLOTH 胚布GROMMET 凤眼GROWN-ON SLEEVE 原身出袖HALF OPENING 半开口HANDBAG 手袋HANDFEEL 手感HANDLING 执手HANGDLING TIME 执手时间HANGER 衣架HEAVY FABRIC 厚重面料HEM 衫脚,下摆HEM CUFF 反脚HEMMING 卷边,还口HEMMING WITH FOLDER 用拉筒卷边HEMP 大麻HERRINGBONE TWILL 人字斜纹布HEXAGONAL POCKET 六角袋HIDDEN PLACKET 双层钮筒HIDDEN BARTACK 隐形枣HIGH-WAISTED SKIRT 高腰裙HIP 坐围HIP POCKET 后袋HOOD HEIGHT 帽高HORIZONTAL PLAID 水平格INCORRECT LINKING 错误的连接INITIAL SAMPLE 原办,初办INNER EXTENSION 搭咀内层IN-SEAM 内骨INSPECTION 检查INSPIRATION 灵感INTERLACING 交织INTERLINING 衬,朴INTERLINING FOR FACING 贴粘衬INTERLOCK 双面布(针织)INVERTED PLEAT 内工字褶INVOICE 发票IRON OVERALL BODY 熨烫衫身IRON SPOT 烫痕JACQUARD 提花JEANS 牛仔裤JERSEY 平纹单面针织布JOIN CROTCH 埋小浪JUTE 黄麻KHAKI 卡其KNIT 针织KNITTED RIB COLLAR 针织罗纹领KNOTS 结头KNOWLEDGE OF MATERIAL 材料学L/C=LETTER OF CREDIT 信用证L/G=LETTER OF GUARANTEE 担保证LABOUR COST 劳工成本LACE 花边LACOSTE 双珠地LAPEL 襟贴LAUNDRY 干洗LAYOUT 排唛,排料LEATHER 皮革LEFT COVER RIGHT 左搭右LEGGINGS 开裆裤LEISURE STYLE 休闲款式LEISURE WEAR 休闲服LEISURE WEAR SHOW 休闲装展示会LICENSE 许可证LIGHT CURVED POCKET 微弯袋LINEN 亚麻LINING 里布LINKING & CUP SEAMING 缝盆LOCK STITCH 平车线步LOOPED FABRIC 毛圈布LOOPING 起耳仔(疵点)LOOSE BUTTON 钮扣松散LOOSED THREAD CAUSING GRINNING 线太松导致起珠LUSTROUS 光泽MACHINE MAINTENANCE 机械保养MAGIC TAPE 魔术贴MAJOR DEFECT 大疵MAN-MADE FIBRE 人造纤维MANUFACTURER 制造商MARK BUTTONHOLE & BUTTON POSITION 标出钮门与钮扣的位置MARK POCKET POSITION WITH TEMPLATE 用纸板点袋位MARKER 唛架MARKING MID-POINT OF NECK 定领围中位MASS PRODUCTION 大批量生产MATCH COLOR 配色MATERIAL 物料MEASUREMENT 尺寸MELTON 领底绒MILDREW RESISTANT FINISH 防霉处理MISSING PARTS 漏裁片MOTH RESISTANT FINISH 防虫处理NAIL-BUTTON 钉脚钮扣NATURAL FIBRE 天然纤维NECK ACROSS/NECK WIDTH 领宽NECK DROP 领深NECK SEAM 颈圈NET WT. 净重NON-FUSIBLE INTERLINING 非粘朴NON-WOVEN FABRIC 非织布 / 无纺布NOTCH 扼位OFF PRESSING 终烫OIL STAIN 油污ONE PIECE DOUBLE FOLDED BELT-LOOP 一片双折裤耳ONE-PIECE DRESS 连衣裙OPEN SEAM 开骨OPERATION BREAK DOWN 分工序OUT-SEAM 外骨OUT-SEAM PKT. 侧骨袋OVERALL 工作服OVERALLS 吊带裤OVERLAP 重叠OVERLAPPING A FEW STITCHING 驳线OVERLOCK & BLIND-STITCH 折挑OVERLOCK W/ 5 THREADS 五线锁边OVERLOCK WITH 5 THREADS 五线锁边OVERTIME WORKING 加班工作PACKING LIST 包装单PACKING METHOD 包装方法PANEL KNITTING 针织裁片PASTEL 颜料PATCH POCKET 贴袋PATTERN 纸样PAYMENT 付款PEACH POCKET 杏形袋PIECE RATE 记件PIECED ON PLACKET 面车明筒PIECED PLACKET 一片钮筒PILE FABRIC 毛圈布PIPING 嵌边PIQUE 单珠地PLACKET 明筒PLAID MATCHING 对格PLAIDS / CHECKS 格仔布PLAIN WEAVE 平纹梭织PLANTS LAYOUT 厂房布置PLEAT WITH SINGLE NEEDLE 单针车褶PLEATS 活褶POCKET BAG CAUGHT IN BARTACK 袋布被枣打到(疵点)POCKET COVER 袋盖POCKET CREASING MACHINE 烫袋机POCKET FACING 袋贴POCKET FLAP 袋盖POCKET FLASHER 袋卡POCKET MOUTH 袋口POCKET OPENING 袋口POCKET-BAG (裁好的)袋布POCKETING (成卷的)袋布POINT SHAPE BELT-LOOP 三尖裤耳POLYBAG 胶袋POLYWARP 胶纸包POSITION COLLAR 定领位POST-WASH HANDFEEL 洗水后手感PRESHRINKING 预缩PRESS & OPENING SEAM 烫开骨PRESS OPEN 烫开骨PRESSING WORK IN PROGRESS 烫半成品PRINT FABRIC 印花布PRINTING 印花PROCEDURE 程序PRODUCTION SKETCH 生产图PUCKERING 沿缝线的皱褶QUALITY CONTROL / QC 质量控制QUILTING 打缆,间棉RAGLAN SLEEVE 牛角袖RAW EDGE 散口READY-TO-WEAR 成衣REGENERATED FIBRE 再生纤维RESIN FINISH 树脂处理REVERSE SIDE 反面RE-WASHING 返洗RIB 罗纹RIB TAPE 扁带条RIBBING 罗纹RIGHT SIDE OF UNDER-CUFF 下层鸡英的正面RINED 脱水RIVET 撞钉ROUGH YARN 粗纱ROUND CORNERED CUFF 圆角介英ROUND CORNERED EXTENSION 圆形裤头搭咀ROUND CORNERED POCKET 圆角袋RUG 地毯RULER SHAPED POCKET 曲尺袋RUN OFF STITCHING 落坑线RUN-STITCHING 运线S.K. JACQUARD 单面提花(针织)SAFARI-JACKET 猎装SATIN / SATEEN 色丁SEAM 缝骨SEAM ALLOWANCE 止口,子口,缝头SEAM BROKEN 缝骨爆裂SEAM CONSTRUCTION 缝型结构SEAM PUCKER 缝骨起皱SEAM SLIPPAGE 散口SEAM TWIST 缝骨扭SELVEDGE / SELF-EDGE 布边SELVEGE 布边SERGE / OVERLOCK 及骨,锁边SET IN SHOULDER PAD 上肩垫SET IN SLEEVE 上袖,绱袖SEW BUTTONHOLE / BUTTONHOLING 开钮门SEW TOGETHER BODICE AND ITS LINING 缝合衫身与里布,拼里SEW WELT POCKET 车唇袋SEWING CUFF 车鸡英SEWING SEQUENCE 车缝工序SEWN SELF FABRIC WAISTBAND 原身出裤头SHELL FABRIC 面料SHINY (烫)起镜SHIPPING CARTON 出口箱SHIPPING DATE 落货期SHIPPING MARKS 箱唛SHORTS 短裤SHOULD POINT 肩点SHOULDER 肩宽SHOULDER POINT 肩点SHRINKAGE 缩水SHRINK-PROOF 防缩SHRINK-RESISTANT 防缩处理SIDE MARK 侧唛SIDE PANEL 侧幅,小身SIDE SEAM 侧骨SILHOUETTE 轮廓SINGLE JETTED POCKET 单唇袋SINGLE NEEDLE LOCKSTITCH M/C 单针平车SIZE ASSORTMENT 尺码分配SIZE SPECIFICATION / SIZE SPEC. 尺码表SIZING 上浆SKIPPED STITCHES 跳线SLACKS 松身裤SLANT CORNERED CUFF 斜角介英SLANT POCKET 斜插袋SLASHING POCKET MOUTH 开袋口SLEEVE 衣袖SLEEVE LENGTH 袖长SLEEVE OPENING 袖口SLIM WAIST LINE 修腰线SLIT 叉SNIP NOTCH 剪扼位SOLID COLOR 单色SOLID COLOR & SOLID SIZE 单色单码SORTING 分床分码TOP VENT 叉的面层TOP VENT OF SLEEVE 大侧TOPS 上装TOP-STITCHING 间面线TOP-STITCHING WITH DOUBLE NEEDLE 双针间面线TOTAL PRICE 总价TOWEL 毛圈布TRICOT 经向斜纹毛织布TRIM FRONT EDGE 修剪前幅边缘TRIM OR SNIP ALONG CURVED SEAM 沿弯位修剪TRIM THREAD 剪线TRIMMINGS 部件,衣服上的点缀物TROUSERS 裤子TURN CUFF OUT TO THE RIGHT SIDE 反出鸡英正面TURNED FINISH 卷边TUXEDO 无尾燕尾服TWEED 毛绒布TWILL 斜纹布TWIST LEG 扭脾扭脚UNDER PRESSING 中烫UNDER SLEEVE 小袖UNDER VENT/BOTTOM VENT 叉的底层UNDERARM SEAM 袖底骨UNDERLAP PLACKET 下层明筒,三尖折的小袖叉UNDERWEAR 内衣UNEVEN DYING 染色不均匀UNEVEN HEM 衫脚不平均UNEVEN PLAIDS 格仔不均匀UNIT PRICE 单价VELCRO 魔术贴VELVET 天鹅绒VELVETEEN 仿天鹅绒VENETIAN 缩绒呢VENT 叉(有叠位)VISCOSE RAYON 人造丝V-NECK V形领窝VOGUE 流行的,风尚的WAIST 腰围WAIST TAG 腰卡WAISTBAND 腰头WAISTBAND IS EXTENSION OF BODY 原身裤头WALES 纵向线圈WARDROBE 某一季节那一类型的服装WAREHOUSE 仓库WARP / ENDS 经纱WARP KNITTED FABRIC 经向针织布。
FMEA制作样板
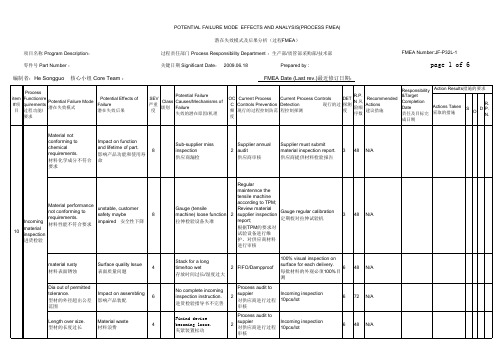
page 1 of 6零件号 Part Number :关键日期 Significant Date : 2009.06.18Prepared by :编制者:He Songguo 核心小组 Core Team : FMEA Date (Last rev.)最近修订日期:潜在失效模式及后果分析(过程FMEA )项目名称 Program Description :过程责任部门 Process Responsibility Department :生产部/质管部采购部/技术部FMEA Number:JF-P32L-1page 2 of 6零件号 Part Number :关键日期 Significant Date : 2009.06.18Prepared by :编制者:He Songguo 核心小组 Core Team : FMEA Date (Last rev.)最近修订日期:潜在失效模式及后果分析(过程FMEA )项目名称 Program Description :过程责任部门 Process Responsibility Department :生产部/质管部采购部/技术部FMEA Number:JF-P32L-1page 3 of 6零件号 Part Number :关键日期 Significant Date : 2009.06.18Prepared by :编制者:He Songguo 核心小组 Core Team : FMEA Date (Last rev.)最近修订日期:潜在失效模式及后果分析(过程FMEA )项目名称 Program Description :过程责任部门 Process Responsibility Department :生产部/质管部采购部/技术部FMEA Number:JF-P32L-1page 4 of 6零件号 Part Number :关键日期 Significant Date : 2009.06.18Prepared by :编制者:He Songguo 核心小组 Core Team : FMEA Date (Last rev.)最近修订日期:潜在失效模式及后果分析(过程FMEA )项目名称 Program Description :过程责任部门 Process Responsibility Department :生产部/质管部采购部/技术部FMEA Number:JF-P32L-1page 5 of 6零件号 Part Number :关键日期 Significant Date : 2009.06.18Prepared by :编制者:He Songguo 核心小组 Core Team : FMEA Date (Last rev.)最近修订日期:潜在失效模式及后果分析(过程FMEA )项目名称 Program Description :过程责任部门 Process Responsibility Department :生产部/质管部采购部/技术部FMEA Number:JF-P32L-1packagingpage 6 of 6零件号 Part Number :关键日期 Significant Date : 2009.06.18Prepared by :编制者:He Songguo 核心小组 Core Team : FMEA Date (Last rev.)最近修订日期:潜在失效模式及后果分析(过程FMEA )项目名称 Program Description :过程责任部门 Process Responsibility Department :生产部/质管部采购部/技术部FMEA Number:JF-P32L-1。
压铸质量缺陷常用语.

质量缺陷常用语(Commonly used terminology in quality defects)缺料incomplete filling顶针位凹凸ejector marks raised or depressed未磨透ungrained down砂孔porosity变形distortion/deformation面麻pits多料filling to excess划痕/刮伤scratches电镀起泡blister/pimple/bubble冷纹cold shut碰伤bumps发黄yellowing崩料partial breakage of a casting露底exposed base露铜copper exposed烂料thermal shrinkage crack牙不到位uncompleted tapping色不对板color difference from samples蚀模die corrosion尺寸不符out of size缩水shrinkage油渍oil marks漏牙miss tapping电镀脱皮peeling牙紧tight thread脱油degreasing氧化oxidation滑牙loose thread尘点dirt pits发黑blacking流痕/波纹flow mark污渍stain(抗)粘模(anti-)soldering to die 喷油面的整饰touch-up针孔pinhole变色discoloration狗牙caniniform/dentate砂眼/气孔void粗糙roughness扣模die hooked缩痕shrinkage工模排位图(Die location layout)平面/实体图(2D/3D drawing)水口设计(gate design)工模设计(mold design)订料(purchase of die steel)CNC铜公(electrode made by CNC)模加工(die fabrication)热处理(heat treatment)磨床加工(grinding by precision grinding machine)淬火后CNC锣(CNC milling after quenching)线切割加工(machining by CNC wire-cut machine)电蚀火花加工[machining by electric discharge machine (EDM)]省模(Die polished)试模(Die trial)压铸(die casting)磨夹口(Removing parting line flash)磨光(polishing)(水)震机(water/vibrating)喷油(painting)电镀(E-plating)扫尼龙(brushed to satin surface)包装(packaging)样板入仓(sample stored in warehouse)干膜/湿膜附着力测试(dry/wet adhesion test)划痕硬度测试(scratch hardness test)铅笔硬度测试(pencil hardness test)酒精测试(alcohol test)热冲击试验(heat impact test)抗冲击力(impact resistance)抗粉化(chalking resistance)耐湿(humidity resistance)酸性盐雾[acid salt-spray (ASS)test]中性盐雾[neutral salt-spray (NSS)test )耐溶媒(solvent resistance)镜面光泽(specular gloss)桔皮缺陷(orange peel)抗化学试剂(chemical resistance)防碎屑(chip resistance)高温高湿测试(high humidity test)铜加速乙酸盐雾试验[copper-accelerated acetic acid-salt spray (fog)test (CASS test)]胶带附着力测试(measuring adhesion by tape test)粘度(viscosity)粘度计(viscosimeter)细度(degree of fineness)细度计(fineness gauge)硬度(hardness)硬度计(durometer/hardness meter)光泽度(glossiness)60光泽计(60 glossmeter)屈曲(挠)性(flexibility)柔韧仪(deflectometer/ flexometer)冲击性(impact strength)冲击仪(impact tester)附着性(adhesion)百格刮刀(cross cut)耐水性(water resistance)硬化时间(hardening time)耐汽油(gasolene resistance)耐盐雾(salt spray resistance )耐候性(antiweatherability)涂膜厚度(film thickness )喷涂粘度(spraying viscosity)20度纯水(pure water at 20℃)烘箱(oven)97#汽油(#97 petrol/gasoline)5%Nacl (5% sodium chloride)人工加速老化(artificial accelerated ageing)膜厚仪(film thickness gauge)显微镜(Microscope)电度厚度测试仪(Electroplating THK.Tester)转(扭)力仪(Twisting Meter)螺纹规(Thread Gauge)块规(Block Gauge)环规(Ring Gauge)力矩计(Torque Meter)塞规(Plug gage)高度仪(Altitude gauge)塞尺/间隙规(Clearance gauge)千分卡尺(Micrometer Calipers )“过” --“不过” 验规(通-止规)[go-no-go gauge] 游标卡尺(Vernier Caliper)电子卡尺(Digital caliper)深度千分尺(Depth Micrometer)销(针)规(Pin Gauge)投影仪(Projector )数字高度测量仪(Digital Height Gauge)表面处理测试仪(Surface Finish Tester)内/外径千分尺(Inside/outer Micrometer)洛(威)氏硬度仪[(HRC/HV)Hardness Tester)]温度计(Thermometer)孔规(Bore Gauge)电子称(Electric/digital Balance)三坐标测试仪(CMM)万用表(Multimeter)珍珠叻(pearl nickel)金属产品丝印(silk screening on Metal parts)电彩锌(electric coloring zinc)珍珠铬(pearl chrome)移印(PAD printing)表调(Pre-dips)珍珠金(pearl gold)焗漆(baking enamel)磷化(phosphatizing)金(gold)镁合金阳极处理(anodizing)铬化(chromating)尼龙叻(satin nickel)新铝色(alusilber)钝化(passivating)哑灰(dull grey)无铬钝化(deactivator)古青(antique brass)闪银(sparkle silver)除漆剂(varnish remover)黑白(antique bronze)特(微)闪银[extra (light)sparkle silver]古红(antique copper )超幼银(super fine silver)黑胚抛光(as-cast polished)特幼银(extra fine silver)喷珍珠镍(painted pearl nickel)镁合金电镀化学镍DNC-MG (electroless Nickel plating)喷珍珠铬(painted pearl chrome)镁合金非铬皮膜MAGPASS (Cr-Free passivation)砂铬(satin chrome)光铬(bright chrome)电泳漆(electrophoretic coating)哑银灰(dull/Matte silver grey)氟/碳聚合物喷涂(KYNAR 500-PVF2 coatings)半哑粗(细)银[semi-dull coarse/fine silver]静电粉沫喷涂(electrostatics powder coatings)喷砂阳极处理(anodization of sand blast)聚氨酯漆喷涂(polyurethane coatings )磨光阳极染色(polishing anode dyeing)聚脂漆喷涂(polyester coatings)环氧树酯喷涂(epoxy coatings)普通焗漆(baking enamel coatings)高温厨具焗漆(Non-stick debron coatings)微弧氧化白色MAO (micro-arc oxidation white)微弧氧化灰色(MAO grey)微弧氧化黑色(MAO black)非铬化(灰色)[Cr-free passivation treatment (grey)] 陶瓷氧化灰色(ceramic oxidation grey)陶瓷氧化黑色(ceramic oxidation black)无色磷化(环保)[clear phosphatization (unharmed to environment)]无色磷化(不环保)[clear phosphatization (harmed to environment)]喷砂+无色磷化(环保)[sand blasting +clear phosphatization (unharmed to environment)]喷砂+无色磷化(不环保)[sand blasting +clear phosphatization (harmed to environment)]无色铬化(clear chroming)彩色铬化(各色)(colored chroming)彩色钝化(各色)(colored passivation)和种间色(spacing color)光镍+银+透明大红色泳漆(bright nickel +silver +clear scarlet e-coatings)[ 电尼龙叻(10-20μm),扫尼龙之后上光油(聚脂漆最少为50μm,光泽度为90)] [satin nickel plated (10-20μm),brushed to satin surface and then clear lacquer (polyester clear lacquer min 50μm gloss 90)] ;透明泳漆(clear e-coatings)透明蓝色泳漆(clear blue e-coatings)透明黑色泳漆(clear black e-coatings)黑色泳漆(不透明)[black e-coatings (unclear)]金泳漆(gold e-coatings)光镍+扫尼龙+透明黄色泳漆(bright nickel +brushed to satin surface +clear yellow e-coatings)光镍+透明浅黄色泳漆(bright nickel +clear buff e-coatings )光镍+银+透明深黄色泳漆(bright nickel +silver +clear deep-yellow e-coatings)光镍+透明红紫色泳漆(bright nickel +clear purple e-coatings)光镍+透明深紫色泳漆(bright nickel +clear amaranth e-coatings)光镍+扫尼龙+透明浅红色泳漆(bright nickel +brushed to satin surface +clear light-red e-coatings)光镍+透明红色泳漆(bright nickel +clear red e-coatings)冷/热室压铸机cold/hot chamber pressure die-casting machine 司筒shot sleeve鎚头piston料壶melting pot sleeve射咀nozzle流道/浇口runner/gate直浇道sprue浇道套sprue bush鹅颈gooseneck压射缸injection cylinder压射冲头injection plunger钢呤steel piston ring排气vent中央熔炉center furnace熔化金属molten metal注料口filling port顶针ejector pin顶针痕ejector pad哥林柱/导柱tie bar前(定)机板/后(动)机板machine platen (moving/fixed)前(定)模/后(动)模cover die half(stationary half)/ ejector die half (moveable half)冷却水通道water cooling channel样板模prototype die生产模production die成套模unit die组合模sectional die冲模trim die模胚/模肉standardized main die frame/ replaceable cavity units行位/柯(型芯)core slides/core镶件casting insert模具钢热处理die steel heatment模具排位图die layout夹具jig/fixture模具寿命die life浇注系统gating/running system浇注系统设计design of gating system铸件凝固数值模拟numerical simulation of casting solidification 铸件工艺计算机辅助设计computer-aided design (CAD)of the casting process浇口杯pouring cup芯头斜度core taper直浇道spure直浇道窝sprue base横浇道runner内浇道ingate冒口riser/feeder head留型时间/开型时间opening time抽芯机构core puller溢流槽overflow顶针ejector pin垃圾位/余料biscuit /slug锁模力locking force模板尺寸size of die platen回炉料foundry returns废金属料scrap熔/炉渣slag沉/浮渣sludge/dross重熔remelting哥林柱间距/直径space between tie bars/tie bar diameter 开模行位die stroke最大/最小压模厚度maximum/minimum die height 干燥周期dry cycle射料力injection force压射位置shot position压射行程injection stroke鎚头直径plunger diameter坩埚容积melting pot专用射料压力specific injection pressure最大压铸面积casting area射料量casting weight顶出力ejector force顶出行程ejector stroke最大压力clamp force max.夹具行程clamp stroke工作压力normal pressure液压系统工作液体gydraulic fluid油箱容积oil tank capacity泵流量/型号pump capacity/type蓄压器型号accumulator type氮气压力nitrogen pressure燃烧装置burning units煤气炉gas furnace燃气炉型号burner type最大输入量Max.input电流强度current电压voltage马达型号/功率motor type/capacity公差/值(tolerance/value)基本尺寸(basic size)偏差(deviation)上/下偏差(upper/lower deviation)配合/间隙配合/过盈配合/过渡配合(fit/clearance fit/interference fit/ transition fits)单/双边公差(unilateral/bilateral tolerance)标准/精度公差(standard/ precision tolerance)基准/特征/点/线/平面/轴线(datum/feature/point/line/plane/axis)最大/小材料状态(M/LMC=maximum/least material condition)理论正确尺寸(theoretical size )基本尺寸(basic dimension)直径/半径(diameter/radius)直线度(straightness)平面度(flatness)圆度(circularity)圆柱度(cylindricity)线轮廓度(profile of a line)面轮廓度(profile of a surface)定向公差(orientation tolerance)平行度(parallelism)垂直度(perpendicularity)倾斜度(角度)(angularity)位置度(position)对称度(symmetry)同轴度(同心度)(concentricity)圆跳动(circular runout)全跳动(total runout)坐标尺寸(coordinate dimensioning)几何尺寸(geometric dimensioning)拔模斜度(draft angle)分型线(parting line)外圆角/内圆角拔模斜度(rounds/fillets draft)肋材和尖角(rib and corner)顶/测/端视图(top/side/ end view)1.水震除油(water vibratory cleaning)2.过清水(rinsing)3.酸洗(acid dip/pickling)4.钝化(passivating)5.除油(degreasing)6.除油缸温度(temperature in degreasing tank )7.除油时间(degreasing time)8.除油粉浓度(degreasant concentration)9.浸渍(dipping)10.浸渍缸温度(temperature in dipping tank)11.钝化缸温度(temperature in passivating tank)12.钝化液浓度(passivating agent concentration)13.脱脂(degreasing)14.刻蚀(descaling)15.碱洗(alkali cleaning)16.表调(surface conditioning)17.化成(chemical pretreatment)18.热水洗(hot water rinsing)19.烘干(baking)1.电珍珠铬工艺常用语(Commonly used terminology in process for pearl chrome plating)硫酸清洗sulfuric acid clean超声波除蜡ultrasonic clean除油degreasing电解除油electro clean酸浸acid dip预镀碱铜alkali copper焦铜pyrophosphate copper酸铜acid copper半光叻semi-bright nickel氯化叻nickel chloride珍珠叻pearl nickel热水洗hot water rinsing烘干baking2.电光铬工艺常用语(Commonly used terminology in process for bright chrome plating)三氯乙烯清洗trichloroethylene clean上挂具racking除蜡水洗ultrasonic clean电解缸electro clean酸水acid dip预红铜电镀copper strike电红铜copper酸水acid焦铜pyrophosphate copper酸铜acid copper半光叻semi-bright nickel氯化叻nickel chloride打底叻primer nickel镍色bright nickel烘干baking3.静电喷涂工艺常用语(Commonly used terminology in process for electrostatic coating)合格件上挂racking加热脱脂hot degreasing水洗rinsing酸洗acid dip中和neutralization表调surface conditioning磷化phosphating水洗二次rinsing x2烘干baking检查inspection上挂racking除尘dedusting喷涂spray painting固化curing下挂taking down包装packaging4.静电喷粉工艺常用语(Commonly used terminology in process for electrostatic powder)合格件上挂racking加热脱脂hot degreasing水洗rinsing中和neutralization表调surface conditioning钝化passivating水洗二次rinsing x2烘干baking检查inspection上挂racking除尘dedusting喷涂spray powder固化curing下挂taking down包装packaging补充词汇(Additional words)闪镀flash/falsh plate光亮电镀bright plating合金电镀alloy plating多层电镀multilayer plating金属喷镀metal spraying刷镀brush plating挂镀rack plating脉冲电镀pulse plating真空镀vacuum deposition热浸镀hot dipping离子镀ion plating滚镀barrel plating装饰性镀铬electroplating adom-chrome镀硬铬electroplating hard chrome钢铁发蓝/钢铁化学氧化blueing (chemical oxide)退镀stripping预镀strike化学抛光chemical polishing浸亮bright dipping活化activation机械抛光mechanical polishing粗化roughtening机械/化学粗化machine/chemistry coarsening敏化处理sensitization原材料入厂(incoming in warehouse)来料检验(IQC)压铸(die casting)冲水口(degating)刮项针位批锋(removing burrs round pads of ejector pin )挤牙(rolled threads)磨夹口(removing parting line flash)磨/抛光(polishing/buffing)外发电镀(to e-plating subcontractor)外观全检(appearance full-inspection)包装(packaging)不合格(NG)检查报告(inspection report)退回供应商(return to supplier)选用或回炉报废(selection or remelting)自检(self-inspection)设计/过程FMEA (design/process FMEA)项目名称(item)主要参加人员(core team)设计/过程责任部门(design/process responsibility)关键日期(key date)编制(prepared by)审批(approved by)过程功能(process function)要求(requirements)潜在失效模式(potential failure mode)潜在失效后果(potential effects of failure)严重度数(severity)级别(classification)潜在的失效起因/机理(potential causes/mechanisms of failure)频度数(occurrence)现行过程控制(current process control)预防(prevention)探测(detection)风险顺序数(risk priority number)建议的措施(recommended actions)责任和目标完成日期(responsibility & target completion date)措施结果(action results)采取措施(actions taken)?影响产品特性/二次加工周期/外观/装配功能(affect product characteristic/ postprocessing period/ appearance/assembling function )用料不符合要求(inconformable material to the requirements)温度控制不当(incorrect temperature control)模具/机板不平行(die/machine platen in unparallel)锁模力过小(lack of locking force)模具温度过低(lower die temperature)射料力/打锤时间不足(lack of injection force/shot time)料温过低/过高(lower/excessive metal temperature)模具过热(excessive hot die)运水量过低(lower volume of cool water)喷雾过大(release agent to excess)射速太快(rapid injection velocity)喷雾频次过少或喷雾不均匀(infrequent/ uneven spraying release agent )模温过高导致蚀模(excessive hot die leads to die corrosion)模具尺寸不符合要求(die size out of the specification)工模行位柯磨损(core slides worn out)开模时间过短(shortage of die-open time)顶出时间过短(shortage of ejector time)冲剪夹具有缝隙(trimming die with crack)操作时摆放不正确(lay products in disorder during operation)除批锋时操作不当而刮伤表面(surface scratch due to the improper handling in removing flash)摆放不正确堆积产品(pile products up due to laying in disorder)磨光轮选择不合适(unsuitable polishing wheels)布轮(polishing/cotton wheels)麻轮(sisal/sisal buffing wheels)砂布轮(sanding wheels)铜丝轮(brass brush wheels)磨料(abrasive medium)?手工磨光(manual polishing)抽取样品时产品有碰撞(bump at sampling)货与货之间碰撞(bump among products)电子磅误差超标(digital balance out of allowable error)主管对员工培训不足(lack of necessary training foremployees)按工作指示设定压铸参数/锁模力/射料力/射料速度/打锤时间/喷雾量/开模时间/顶出时间/压力参数/料温/控制温度/作业(set die-casting parameter/locking force/ injection force/injectionvelocity/shot time/ volume of release agent/die-open time/ ejector time/pressure rating/metal temperature/ control temperature/ operation according to WI)开拉前培训(training before operation)定期校准电子磅(regular calibration for digital balance)压铸(die casting)铜丝刷磨面(brushed surface by brass brush wheels)QC巡检(QC tour-inspection)剪水口(degating)冲内窗口(internal frame trimming)磨四边批锋(removing flash around external frame)刮顶针批锋(removing burrs round pads of ejector pin)锉内窗四边(filing internal frame)内窗四边磨砂纸(abrading internal frame by abrasive paper)刮四按钮孔(removing burrs in 4 button holes)全检(full-inspection)钻孔(drilling)攻牙(tapping)钝化(passivating)喷油前全检(full-inspection prior to painting)抹天那水(wiping with toluene)背面喷面油(applying top coat to bottom surface)表面喷底油(applying primer coat to top surface)烘干(baking)表面喷面油(applying top coat to top surface)移印/丝印(PAD printing/silk screening)抽检(sampling inspection)全检(full-inspection)包装(packaging)。
APQP质量阀--样板

• 状 态/Status: 黄/Yellow
1. 全尺寸检查没有按至少三件的要求完成 2. 未按照工程SOR要求完成30组数据的统计以证明满足机械性能要求 3. 三维数据检查图没有完全按工程SOR上要求点进行
• 计划/Plan:
1. 5月14日前追加完成2组全尺寸报告 2. 5月14日前追加完成30组数据的机械性能统计
无未关闭事项
DATE:2004-5-12
3.0L LZC Crank
LZC项目 GAMMA1样件供应商质量阀 LZC PROGRAM GAMMA1 Build Supplier Quality Valve
3.1 GP-11 结果(TIK-QC) GP-11 Results(TIK-QC)
GP-11的相关文件已基本完成.
LZC项目 GAMMA1样件供应商质量阀 LZC PROGRAM GAMMA1 Build Supplier Quality Valve
LZC 曲轴GAMMA1 供Fra bibliotek商质量阀审议LZC PROTOTYPE SUPPLIER QUALITY
VALVE REVIEW
06年型/MY06
供应商/Supplier:TOYOTA KUNSHAN昆山丰田 零件/PART:LZC CRANK LZC曲轴
• 2004/9/15 GAMMA II样品交样 GAMMA II submission on 9/15/04
• 2005/1/15pre- Pilot 样品交样 Submit pre-pilot samples on 1/15/05
• 2005/4/13 Pilot 样品交样
• Submit pilot samples on 4/13/05 • 2005/7/15 开始批量生产
高考英语语法单选题100道及答案解析

高考英语语法单选题100道及答案解析1. —I'm going to Venice next week.—______. Carnival will be held then. Have fun!A. You're crazyB. You're luckyC. You'd better notD. You never know答案:B解析:根据“Carnival will be held then. Have fun!”可知,对方说那时会举办狂欢节,祝你玩得开心,所以应该是说“你很幸运”,A 选项“你疯了”;C 选项“你最好不要”;D 选项“你永远不知道”均不符合语境。
2. The books on the desk, ______ covers are shiny, are prizes for us.A. whichB. whatC. whoseD. that答案:C解析:先行词是“books”,与“covers”是所属关系,“whose”在定语从句中作定语,表示“……的”。
3. —Is Peter coming?—No, he ______ his mind after a phone call at the last minute.A. changesB. changedC. was changingD. had changed答案:B解析:根据“at the last minute”可知,动作发生在过去,用一般过去时。
4. If you happen to get lost in the wild, you'd better stay ______ you are and wait for help.A. whyB. whereC. whoD. what答案:B解析:stay 是系动词,后面接表语从句,根据句意“待在你所在的地方”,用where 引导表语从句。
服装中尺寸常用的英文字母缩写
服装中尺寸常用的英文字母缩写)AH.(Armhole)袖笼A.S.(ARM SIZE)肘围B.(BUST)胸围(BOTTOM)脚口,下摆B.C.(BICEPS CIRCUMFERENCE) 上臂围;袖宽B.D.(BUST DEPTH)胸高(BACK DEPTH)后腋深B.L.(BACK LENGTH)后长(BUST LINE)胸围线B.N.(BACK NECK)后领B.N.P.(BACK NECK POINT)后颈B.P.(BUST POINT)胸高点,乳峰点B.R.(BACK RISE)后(直)裆(BODY RISE)股上B.S.L.(BACK SHOULDER LINE)后肩线B.T.(BUST TOP)乳围B.W.(BACK WIDTH)后背宽C.(CHEST)胸围C.B.(CENTRE BACK)后中长C.F. (CENTRE FRONT)前中长C.L. (COAT LENGTH)衣长C.P.L.(COLLAR POINT LENGTH)领尖长C.P.W.(COLLAR POINT WIDTH)领尖宽C.W.(CUFF WIDTH)袖口宽D.B.(DOUBLE BREAST)双排钮E.C.(ELBOW CIRCUMFERENCE)肘围E.L.(ELBOW LENGTH)肘围(ELBOW LINE)肘线E.P.(ELBOW POINT)肘点F.D.(FRONT DEPTH)前腋深F.L.(FRONT LENGTH)前长F.N.(FRONT NECK)前领围F.N.P.(FRONT NECK POINT)前颈点F.R.(FRONT RISE)前浪F.S.(FIST SIZE)手头围F.W.(FRONT WIDTH)前胸宽H.(HIP)臀围H.L.(HIP LINE) 臀围线(HEAD LENGTH)头长H.S.(HEAD SIZE)头围I.(INSEAM)内长I.L.(INSIDE LENGTH)股下,下裆长K.L.(KNEE LINE)膝围线L.(LENGTH)衣(裤,裙等)长M.H.(MIDDLE HIP)中臀围M.H.L.(MIDDLE HIP LINE)中臀围线N.(NECK)领,颈N.H.(NECK HOLE)领圈,领口N.L.(NECK LENGTH)领长N.L.(NECK LINE)领围线,领口线N.P.(NECK POINT)颈点;肩顶N.R.(NECK RIB)领高N.S.(NECK SIZE)颈围N.S.P.(NECK SHOULDER POINT)颈肩点N.W.L.(NECK WAIST LENGTH)背长O.S.(OUTSIDE SEAM)外长P.S.(PALM SIZE)掌围P.W.(POINT WIDTH)乳间宽,乳中S.(SLEEVE)袖长(SHOULDER)肩宽S.B.(SINGLE BREAST)单排钮(SLACK BOTTOM) 裤脚口S.C.(STAND COLLAR) 领座S.D.(SCYE DEPTH) 腋深S.L.(SLEEVE LENGTH)袖长(SKIRT LENGTH) 裙长S.N.P.(SHOULDER NECK POINT)肩颈点(SIDE OF NECK POINT)旁颈点S.P.(SHOULDER POINT)肩点S.S.(SLEEVE SLOPE)肩斜S.S.P.(SHOULDER SLEEVE POINT)肩袖点S.T.(SLEEVE TOP)袖山S.W.(SHOULDER WIDTH)肩宽T.L.(TROUSERS LENGTH)裤长T.R.(TROUSER RISE)裤(直)裆T.S.(THIGH SIZE)腿围W.(WAIST)裤(裙)腰,腰节;腰围W.L.(WAIST LINE)腰围线,腰节线CORD. CORDUROY 灯心绒CS COMMERCIAL STANDARDS 商业标准CTN. COTTON 棉CTN. NO. CARTON NO. 纸箱编号D. DENIER 旦D. & K. DAMAGED & KEPT 染厂对疵布的认赔D.B. DOUBLE-BREASTED 双襟D/Y DELIVERY 出货, 交付DBL DOUBLE 双DBL NDL DOUBLE NEEDLE 双针DEPT. DEPARTMENT 部门DK. DARK 深色DOZ. DOZEN 打E.G. EXAMPLI GRATIA / FOR EXAMPLE 例如EL ELBOW LINE 手肘线EMB. EMBROIDERY 绣花, 车花F. FRONT 前FAB. FABRIC 布料FAQ FAIR AVERAGE QUALITY 中等品FB FREIGHT BILL 装货清单FNP FRONT NECK POINT 前颈点FQC FIELD QUALITY CONTROL 现场质量控制FTY. FACTORY 工厂G. GREEN 绿色GL GRAIN LINE 布纹GWS garment wash sample 成衣洗水样板RN # REFERENCE NUMBER 参考号LCL LESS CONTAINER LOADED 拼柜?P/C POLYESTER/COTTON 涤纶/棉T/C TERYLENE/COTTON 涤纶/棉EXT. extension number分机号CELL. cellular phone 手机upc universal product code 通用产品码,通用货单代码CMPT :cut/make/pack/trimIQ :INCLUDING QUOTAEQ :EXCLUDING QUOTAs/y :sample yardage LSAW. 穿后左侧骨(LEFT SIDE AS WEARED)SKU Stock Keeping Unit为储存单位。
2024年4月 英语自考试卷
2024年4月英语自考试卷第一部分:阅读判断(每题1分,共10分)阅读下面短文,并根据短文内容判断其后的句子是否正确(True),错误(False),还是未提及(Not Given)。
The Internet has become an important part of our daily lives. It provides us with a vast amount of information, from news and entertainmentto educational resources. We can use it to communicate with people all over the world through email, social media platforms, and instant messaging apps.However, the Internet also has some negative aspects. One of the major problems is the spread of false information. Some people may post untrue news or rumors on the Internet, which can cause confusion and harm to the public. Another issue is privacy. When we use the Internet, our personal information may be at risk if we are not careful.1. The Internet only offers news and entertainment. (False)2. We can communicate globally via the Internet. (True)3. False information on the Internet never causes harm. (False)4. Our privacy is always protected when using the Internet. (False)5. The Internet has both positive and negative features. (True)第二部分:阅读选择(每题2分,共10分)阅读下面短文,从短文后所给各题的四个选项(A、B、C、D)中,选出最佳选项。
验收的英文单词

验收的英文单词“验收”:acceptance。
一、单词释义n. 接受;接纳;承兑;赞同;承认。
在工程、项目等语境下表示对成果、货物等的验收,即认可其符合要求。
二、单词用法1. 作名词,可用于短语“acceptance test(验收测试)”,例如:The acceptance test of the new software is very important.(新软件的验收测试非常重要。
)2. 在商务合同中,常见短语“acceptance criteria(验收标准)”,例如:We must clarify the acceptance criteria before starting the project.(在开始项目之前我们必须明确验收标准。
)三、近义词1. approval:n. 批准;认可;赞成。
强调官方或权威方面的认可,与“acceptance”在表示同意、认可的意义上相近。
例如:The plan needs the approval of themittee.(这个计划需要委员会的批准。
)2. recognition:n. 识别;承认;认出。
侧重于对事物存在、价值或身份等的承认,与“acceptance”有一定相似性。
例如:His work finally gained recognition.(他的工作最终得到了认可。
)四、短语搭配1. acceptance sampling(验收抽样)2. acceptance certificate(验收合格证)3. acceptance inspection(验收检验)4. acceptance of delivery(验收交货)5. acceptance level(验收等级)6. acceptance check(验收检查)五、双语例句1. The acceptance of the building project was postponed due to some quality problems.(由于一些质量问题,建筑项目的验收被推迟了。
质量保证书英文
另一方面,我并也不想研究真正开裂的缘故,凭什么要让我将开裂了的水箱输送去查验?二是,关于另购一只贵公司优惠价的水箱本人感觉不妥,因我打贵公司(0760-3370688-291)询问过,陶瓷件保10年,配件5年,再说本人只用了三年多就自然开裂(两边对称开裂,因白天家中无人,水将洗手间和房间泡了)应该说是那一洁具的质量问题。 三是,本人感觉贵公司对这件事的关注程度不够,作为一个品牌(能够说也算名牌吧)发生了如此的问题,应该让本地的代理商登门查看,并协商解决问题的方式,而不该是一味想推卸责任,把问题留给用户(他们给我的二种方法一点表现不到为客户作想)。
济钢自动化部技术人员在充分调研的基础上,通过刻苦攻关,开发了MES钢产品质保书系统。该系统涵盖钢板、钢卷、板坯三类产品,包括普板、船板、欧标、管线、验船师和特殊等六种类型的质保书模式,和多种组合类型的打印风格,要紧功能有质保书的自动生成、编辑、查询、打印、报表分析、和与市场信息化系统的接口信息传递等。同时,由于系统采纳了动态化程序设计,质保书的每项内容均不固定,可依照客户的需要独立动态显示,信息的选择调整超级方便。在化学成份、力学性能查验项目慢慢增加的情形下,也不必更改质保书模版,保证了质保书的延续性。
详细资料如下: DC-150085 双阀卡罗水箱(含水箱配件) 原价:RMB365.00元 特惠价:RMB100.00元备注:由于产品更新,我司原有的DC-1229己更新为DC-150085 双阀卡罗水箱,而且这次的水箱配件为免费附赠。最后,我司希阁下能从上述两项安排当选出一项作为这次投诉的处置方式。假设有任何疑问,可随时与我司联系。顺祝商祺! 英陶洁具市场销售总监 冯伟生 XX年1月27日 。
工程英语口语
工程英语口语Engineering is a vital field that shapes our modern world. It involves the application of scientific and mathematical principles to design, build, and improve structures, machines, and systems. Engineers play a crucial role in solving problems and creating innovations that enhance our quality of life.One of the most significant contributions of engineering is in the area of infrastructure. Engineers design bridges, roads, and buildings that are essential for transportation and housing. For instance, consider the Golden Gate Bridge in San Francisco. This iconic structure not only facilitates traffic but also serves as a symbol of engineering excellence. Its design and construction involved advanced techniques and materials, demonstrating the creativity and skill of engineers.Another important aspect of engineering is its impact on technology. From smartphones to renewable energy systems, engineers are at the forefront of technological advancements. For example, electrical engineers develop circuits and devices that power oureveryday gadgets. Mechanical engineers design machines that improve manufacturing processes, making production faster and more efficient.Moreover, engineering plays a crucial role in addressing global challenges such as climate change and sustainable development. Civil engineers are working on projects that promote green building practices and reduce carbon footprints. Environmental engineers focus on protecting our natural resources and ensuring clean water and air for future generations. These efforts are essential for creating a sustainable future.In conclusion, engineering is an essential discipline that influences every aspect of our lives. It combines creativity with technical knowledge to address complex problems and improve society. As we continue to face new challenges, the role of engineers will become increasingly important in shaping a better world for everyone.中文翻译:工程是一个重要领域,塑造了我们的现代世界。
服装常用英文单词图解
目录英语中有许多缩略词如果不知道原词则会如坠五云雾里下面仅就常见缩略词列出参考PLSpleasePEpolyesterSMPLsamplePAnylonTHOthroughPANacrylicURyourFTYfactory TKSthanksSSside seamYCyour cableDNdouble needleRCVDreceivedSNSingle needleREFreferenceTStop stitchADVadviseCFcenter frontREregardingCBcenterbackS/Bshoulde beBNback neckI/Oinstead ofHPShigh point of shoulderC/Mcut makeDTMdye to matchFOBfree of boardLleftP/Opurchasing orderRrightP/Nproduction noteS.P.Istitch per inchC/Ocertificate of originalWLwillAWBair way billBOMBill of material1. 常用辅料6 其用语它2. 布料与次布7. 查布用单词3.纺织与后整8. 后处理用单词4. 服装做工9. 包装用单词5. 量板位置10拉用语链常用车缝线上衣子量板位置裤背心外套量板位置英语中有许多缩略词如果不知道原词则会如坠五云雾里下面仅就常见缩略词列出参考常用辅料布料与次布纺织与后整accessory辅料canvas帆布acrylicadhesive tape粘带chiffon雪纺布after treatmentbuckle日字扣corduroy灯芯绒bleachbutton钮crease褶痕boilingdrawstring拉绳crepe皱布comberelstic string橡筋绳crinkle薄纱皱布cottoneyelet眼鸡dobby织花布dip dyehanger衣架fabric布dyehangertag 挂牌fleece毛抓finished treatmentheat transfer热转移fur毛条flaxherribone tape人字带check/gingham格仔布heatherinsulation棉interlock双面布lycrainterlining朴jacquard提花布nylonjean label旗查jersey平纹布one part dyekeychain锁匙扣matt暗色pc dyelabel 查头miss pick走纱pigment dyenickle free不含查pique珠底布pillingpin别针plain weave 梭织平纹布polyesterpolyesterbag胶袋pointelle网织布printprint印花poplin夫绸ramiering圆圈pucker皱折rayonrivet撞钉rib罗纹布semi-combershrank buttonribstop格仔布spandexsmocking打囊satin色丁spun yarnsnap buttonshinning光色top dye spare buttonslab毛粒woolspun-core thread包心线spot查点yarn dyesticker贴纸stop mark停机段stopper绳扣streak直痕strap织带teffeta塔夫绸thread车缝线twill梭织斜纹布tiecord拉绳uncut cord未割绒tip at the end of cordvelour天鹅绒tissue paper拷贝纸velvet绒面布toggle吊钟velcrozipper拉链提示 我知道这些单词一定不齐全但都是我在实践中常用的掌握这部分单词在译和理解电邮很却翻客人评语方面定有助。
QC检验标准
QC检验标准第一章QC基础知识第一节术语与定义一,ISO9001:2000基础术语1,质量quality一组固有特性满足要求的程度.2,要求requirement明示的通常隐含的或必须履行的需求或期望.3,质量管理quality management在质量方面指挥和控制组织的协调的活动.4,质量控制quality control质量管理的一部分,致力于满足质量要求.5,质量保证quality assurance质量管理的一部分,致力于提供质量要求会得到满足的信任.6,质量改进quality improvement质量管理的一部分,致力于增强满足质量要求的能力.7,持续改进continual improvement增强满足要求的能力的循环活动.8,检验inspection通过观察和判断,适当时结合测量,试验所进行的符合性评价.9,试验test按照程度确定一个或多个特性.10,验证verification通过提供客观证据对规定要求已得到满足的认定.11,合格conformity满足要求.12,不合格nonconformity未满足要求.装配QC培训教材2编写:日期:2002-10-0813,缺陷defect未满足与预期或规定用途有关的要求.14,预防措施preventive action为消除潜在不合格或其他潜在不期望情况的原因所采取的措施. 15,纠正措施corrective aCvtion为消除已发现的不合格或其他潜在不期望情况的原因所采取的措施. 16,纠正corrective为消除已发现的不合格所采取的措施.17,返工rework使不合格产品符合要求而对其所采取的措施.18,降级regrade为使不合格产品符合不同于原有的要求而对其等级的改变.19,返修repair为使不合格产品满足预期用途而对其采取的措施.20,报废scrap为避免不合格产品原有的预期用途而对其所采取的措施.21,让步concession对使用或放行不符合规定要求的产品的许可.22,偏离许可deviation permit产品实现前,偏离原规定要求的许可.二,ASTM F963-96a基础术语1,玩具任何为14岁以下儿童设计,制造或销售的作为玩耍的物品2,挤压玩具供18个月以下儿童使用的手握柔软玩具,通常装有发音部分,弯曲或挤压玩具使通过一开口能使发音部分产生声音,放开后玩具能恢复到原始形状.3,正常使用按照玩具附有的说明进行使用的方式,由传统与习惯所决定的使用方式,或看到玩具后,即明白的使用方式.4,合理可预见滥用即儿童可能不按正常的使用方法使用玩具的情况.例如:故意拆散,跌落,或不按预定目的使用玩具.5,危险在正常使用时或由于合理可预见的滥用产生不合理的伤害或致病危险的任何玩具特性.6,危险边缘在玩具的正常使用和合理可预见的滥用时能产生不合理的危险的可接触边缘.7,危险利尖在正常使用或合理可预见的滥用过程中产生的不合理伤害的可触性利尖.8,危险突起由于材料或/和结构的原因,儿童跌倒在上面会造成刺伤的突出物.对眼睛或/和嘴巴的刺伤不抱括在本定义之内,这是由于通过产品设计不可能消除对身体这些部位的刺伤.9,主要展示面指零售包装或容器,箱或自动售货机的展示面,即设计来对意欲购买的顾客是最显眼或最容易发现的侧面或表面.三常见质量缺陷(一)啤塑缺陷1,缺料少料的意思,制品投影面积内未填充满胶料,又名走不齐,是成型之致命缺陷.2,缩水制品表面逆光看凹陷下去样,具体及映在厚的肋或长的柱以及制品周边,是较难克服困难成型检验只能用限度去要求.3,披锋又名毛边,多出现在模具之周边,孔,柱,肋之边缘,除模具问题外需装配QC培训教材4编写:日期:2002-10-08加工,以批掉不批伤,无毛屑为合.4,粘模由于模具表面不光滑,工件顶出时而使工件部分留在模内的现象.制品长的柱或厚的肋,甚至整个产品粘在模上,伴随易出现的是断角,断柱.5,发白475原料最常见的问题,多出现在边及转角部分,力比较集中的地方.如有出现,可视其程度用热风筒来吹,注塑方面调机可改善.6,顶白制品脱模时,由顶针顶出时发白,发生在顶针位,伴随着顶高可改善.7,混色多反映在浅色或透明制品上,是因为材料里有杂物或烧焦引起,其判断需根据客户要求.8,盲孔一种情况为披锋太大,此种可加工处理;另一种情况为模具,柱,肋或顶针断掉,有伤模危险.9,变形产品向一个方向翘曲或扭曲,改变了以前的形状,另有尺寸变化也称变形.一般长而薄的配件易发生此问题,必要时须做夹具固定,待冷却后再装箱.10,颜色不对由于色粉与原料调配不当,与样板不符合的深浅色.(二)表面涂层缺陷1,飞油涂层处理时,涂层散落在产品表面.2,甩油涂层处理后,表面一块块脱掉,也可称烂油,脱油.可改变盛放方法及等涂层全干后投入生产.3,不到边涂层处理后其边参差不齐,调整丝印网版,移印胶头或喷油模可改善,又名起牙边. 4,走位涂层处理时位置不正确,同样板有偏差,调整相应机械或工具可改善.5,色差涂层颜色不一致,异于样板,常见于配套配色胶件.6,哑色或称无光泽,由油漆质量或喷涂层厚薄所致.7,拉丝由于涂层太浓,而致使移开网版,胶头,模具时而留下的丝状物.8,露底喷油面突起部位或平面连接角位露出材质颜色.9,断线移印或丝印后字体或图案自某一部分断开来,看上去不是一个完整的整体.10,水渍/油渍油面所粘附的影响外观的液状渍体.(三)装配缺陷1,污糟外来残渍物粘附在产品表面.2,花油产品油层损坏及油层花痕.3,离隙配件装配不到位而形成的空隙.4,爆裂产品受到外界阻力而产生的裂痕.如辘芯,底座,唧筒,超声等通常出现. 5,发白产品表面受外力影响留下的痕迹,如胶水发白,顶白等.6,起级位各配件合位高低不平或夹口起级.7,阴阳色配合件之间色度和色饱和度不一致.8,补油不良油漆填料与油面本身的差距,如不同色,油粒,狗牙,厚油等.第二章技能知识第一节装配QC工作内容一,目的保证IPQC工作按指引要求进行,减少工作漏洞,保证生产过程中之品质得到合理有效的控制.二,范围适用于装配/包装部所有产品之作业活动及外发包装成品.三,工作职责3.1IPQC必须按指引要求之内容来执行巡查工作,发现问题及时跟进处理且跟踪处理结果,不能处理的问题要及时汇报,并做好巡查记录.3.2QC主管负责监督IPQC工作,对IPQC工作进行指导,协调.对于他们所汇报的问题及时采取措施,妥善解决,发现他们工作上的错误,要及时指出,给予纠正.3.3装配/包装部要积极配合QC部工作,对IPQC所提出的问题要及时采取措施,加以改善.四,相关资料4.1签办4.2《产品检验标准》4.3《加工合同》4.4《物料明细表》4.5《包装资料》4.6箱唛资料4.7《零部件控制尺寸》等等五,执行程序5.1生产前之准备工作5.1.1产品开拉前,装配QC应认真听取QE对产品的介绍,掌握产品的功能及测试重点.5.1.2熟读并理解《产品检验标准》和《包装资料》,必要时,阅读相关测试标准指导性文件.5.1.3对照样板和规格,掌握相关检验方法.5.2来料检查5.2.1IPQC对组成产品的每种物料至少随意抽取10PCS进行检查.5.2.2根据相关资料(如《物料明细表》,《零部件控制尺寸》,《包装资料》,《箱唛资料》检查所使用之物料是否同资料要求符合.5.2.3根据相关检验标准,样办及客人特殊要求对所有物料进行标准检验.5.2.4留意来料是否需要作进一步加工方可满足制造品质要求,如批锋, 钻孔等.5.2.5留意来料是否有新,旧款或更改事项,并需熟悉旧款件是否能继续使用.5.2.6若上拉物料不符合品质要求,要及时通知工场助理,组长或主管查明原因,若遇到较严重的物料问题要通知本部门主管,最后对物料作出退货,拣用或加工处理.5.3巡拉5.3.1产品开拉时,IPQC应听取QC组长及产品工程师开拉前讲述的各个工位的作业要求和方法,力求掌握重点,以便在巡查时重点明确,方法适宜.5.3.2生产进入正常阶段,IPQC应对整条生产线进行巡查,每2小时至少抽取20PCS,以上产品,具体检查内容如下:5.3.2.1检查员工的作业方法,操作步骤是否正确;如所有接触电子板之员工都需正确佩戴静电手环;所有焊接烙铁须接地且烙铁座须装冷却用水之海绵.5.3.2.2检查工场使用之机械设备是否正常且能合乎品质要求,如手啤机,超声机,收缩机等.5.3.2.3针对产品组成配件,用料结构对产品进行全方面质量检验.5.3.2.4检查产品是否漏装,错装,多装,反装配件.5.3.2.5检查生产线上合格品与不合格品是否明显的区分开来,并标识清楚.5.3.2.6对所有外露螺丝,电池要求100%全检测试,并保留相关检查记录.5.3.2.7留意对生产流程重点工序工位进行巡查,如手啤机位,超声位,胶水位等,以发现问题及时纠正.5.3.3当拉上开始包装成品时,IPQC应立即对照生产排期表,查询现时生产的订单编号,PO#等,再确定所用的包装资料/规格.5.3.3.1对于印刷品,胶袋,吸索,色盒,内盒,说明书,招纸等,依照样办资料,检验标准及签办检查其颜色,形状,尺寸,材质是否符合要求,内盒,外箱之唛头是否写错,印错,电脑纹是否清晰可读.5.3.3.2根据该PO#的包装资料,检查产品的装璜及包装方法,使用的彩盒,说明书,贴纸,包装数量,产品混装比例,颜色搭配等同资料要求是否相符合.5.3.3.3检查包装物料如彩盒,说明书,挂牌,贴纸是否为相同语言版本,且同一PO#中不可混装有新,旧款.5.4不合格品处理5.4.1对于在巡查过程中IPQC所发现的质量问题,要求及时通知生产部, 助理,组长或主管,采取有效的改善措施,并跟踪工场的纠正过程和纠正结果.5.4.2针对IPQC在巡查过程当中发现的问题及纠正措施和纠正结果应填写《IPQC巡检记录》,并要求工场组长级管理人员签名认可.5.4.3对于经常出现质量问题或质量问题较为突出的拉别,可通过缩短检验周期或增加抽查数量方式来对产品质量加以控制.5.4.4若遇到自己不能解决或判断的质量问题,要及时上报QC组长或主管,以寻求帮助.5.4.5若遇到重大或疑难的质量问题时,要及时上报QC组长/主管或以《品质异常改善措施报告》的形式知会有关部门且跟进改善.5.5批量抽检5.5.1装配QC须对装配之成品以批量严格按照MIL-STD-105E普通检验水平Ⅱ级进行抽样检验.AQL值界定为CRI:0,MAJ:1.5,MIN:4.0(除非客户有特殊要求除外).5.5.2若批量经QC抽验合格则填写《工序间检验报告》并贴《合格纸》安排送往下一工序.5.5.3如果经QC批量抽验不合格则QC将通知生产部及时将不合格与合格品隔离摆放,并填写《工序间检验不合格报告》连同有代表性的次品样板交装配部主任对机并签名确认,再交由QC主管/经理签署AOD,退货或拣用.5.6可靠性/安全性测试5.6.1可靠性测试:指某物在规定条件下和规定的时间内完成规定功能的能力.安全性测试:指某物在正常使用中或合理可预见的滥用后不会产生非合理的伤害或致病危险的能力.5.6.2生产线QC每天必须提供至少6PCS样品(随机抽取)送QA实验室作可靠性,安全性测试,并及时追踪测试结果,并要求生产线提供改良方案,跟进改善效果.5.6.3在下列情况下,亦需提供样品给QA实验室.1,新产品开发的不同阶段EP,FEP,PP,PS,PA2,工具(如啤模,搪模)修改或转变后3,物料变动后,如改料或加水口料等4,供应商转变后5,开发后定期或停产后重新开拉6,产品包装物料或包装方法更改5.7退料5.7.1次品物料(来料坏)按相反方向逐级退回前工序,目的有二:谋求补偿;反馈不良情报.5.7.2次品物料经过相关人员(通常由QC担当)重新品质确认.5.7.3分清来料坏或工场损坏,由工场QC就不良问题,程度,数量进行确认:3.1不能同时含有工场损坏品3.2追加工品与报废品应区分开来3.3不同之缺陷现象(功能或外观)应作标志并分区存放3.4退机房物料不可含有五金件3.5退回之次品,所用包装方法应同前工序,避免清退过程中产生新问题或使问题扩大化3.6不良品之退回须及时,否则:A,不良信息反馈不及时;B,数量过大,前工序处理起来麻烦;C,积压期过长会产生新的不良问题.5.7.4由工场QC开具"不合格单",应通知前工序QC对机,如需要特米, AOD或极限收货,应由品管部主管/经理签办认可.5.7.5应考虑品质成本因素,如果良品或可接收品超过抽查数之10%, 则须要求车间重新加工选别.第二节装配重点工序一,焊锡工序1,电烙铁的合理选用焊接时需根据,不同的焊接部位选用相应功率的电烙铁.25W:焊接集成电路,晶体管及受热易损之器件.60W:焊接导线,电池片,接触片等五金片.2,所有用于焊接之烙铁,芯须带有保护接地之地线,以防止过高静电击穿电子板IC.所有用于焊接之焊铁座必须装入适量冷却用水之海棉,以防装配QC培训教材20编写:日期:2002-10-08止虚焊及假焊等不良情况.3,焊接时,不可将锡粒滴于非焊接部位上,因锡粒干后脱落,造成尖锐物形成安全问题,必须及时清除残余焊渣.焊接锡线时需快而准,因时间太长,会烫坏胶件,锡膏可起到加速锡线融化作用.焊接后焊点须加黄胶,增加其牢固性.4,焊接质量4.1虚焊:即焊点似焊非焊,稍用力拉动元器件引脚,焊点上脱开.力度<2LBS成因及解决方法:a,焊接处不够清洁,仍然存在氧化层或油渍.清洁焊点处;b,焊接时对焊点加热不够,温度太低.延长烙铁与焊点接触时间;c,焊接尚未完全凝固之前摇动焊脚所造成.纠正操作方法.4.2假焊:焊点处与焊锡之间,元器件引脚与焊锡之间,没有完全熔合在一起.成因及解决方法:松香用量过多,来不及完全汽化挥发,加热时间又短,使焊点与焊锡之间隔着一层松香.减少松香用量及适当延长加热时间.4.3连焊:即焊点过大,连接了两处焊点或线路,形成短路,是功能无转换,灯长亮的重要成因.二,螺丝连接螺丝可分机丝与自攻螺丝,机丝通常用于电池门,与丝母配套,属半牙螺丝.本厂使用的螺丝主要为塑胶成型自攻螺丝.(一)塑胶成型自攻螺丝:1,连接原理:热塑性塑胶具有塑性记忆功能(即变形后自动回复原状), 螺丝旋入塑胶后,塑胶受压力产生变形而聚箍螺丝,从而达到紧配效果. 2,规格表示:因螺丝头,中(加不加介子),脚部的形状来表示P:圆头W:介子B:大头K:平头T:介脚B:不介脚A:尖脚尺寸表示:M 2.6 X 8 X 10 PWA圆头尖脚带介子螺丝介子直径10MM螺丝标记螺丝长度8MM(平头螺丝为全长)螺纹直径(外径)3,螺丝为防止生锈,表面通常要镀镍或煲黑,电彩锌.4,螺丝与孔位配合尺寸要合理,一般孔的过盈量为塑胶螺丝30-40C,过盈量太大螺丝难收回批嘴磨损,易打花螺丝头,过盈量小,螺丝易滑牙达不到连接效果.5,有产品为防止儿童将螺丝拆出,用(△)或其它异型开口的螺丝,因市场上很少有这类批咀出售.(二)螺丝测试及扭力要求螺丝测试分为手批及扭力测试两种1,手批测试用螺丝批对正螺丝头,用三个手指压紧螺丝批,持住螺丝批转动,螺丝不能转动Pass,否则Fail.适用于非INFANT类玩具.2,扭力批测试将扭力螺丝批调至适当力度后锁定,针对产品的外表螺丝,但不包括电池箱螺丝.A扭螺丝听到"叭叭"声,螺丝不滑牙则PassB扭螺丝听不到"叭叭"声,螺丝滑牙则Fail装配QC培训教材22编写:日期:2002-10-08通常情况下:ф2.6螺丝承受扭力为3.5kgf. cmф3.0螺丝承受扭力为4.6kgf.cm注:1kgf cm=0.866 in lbs 4.6kgf cm=4.0 in lbs(三)常见问题成因及解决方法1,螺丝打不进原因:螺丝孔太细或太浅解决:①钻大孔位(加工)②改模彻底解决2,螺丝打滑牙原因:①螺丝孔太粗②螺丝批扭力大解决:①打螺丝时补加胶水/改模②调整电批力度3,打花螺丝头原因:①操作不当(批咀应放入螺丝槽后再起动)②螺丝批扭力过大解决:①改正操作方法②调整螺丝批至适当扭力③换用合适之批咀其中,螺丝滑牙属严重缺陷问题,因本厂玩具大都为低龄儿童(三岁以下)适用,产品经摔跌投掷后螺丝易掉出,形成细小物,可能导致儿童误吞咽,造成哽塞窒息危险.螺丝打花头在不可拆卸部位属轻微可接受,但须警示生产部,若是属于电池门类需经常拆卸部位,即属严重缺陷,因它会影响消费者使用该产品, 造成电池取放不方便.螺丝打花头如为可触及部位,构成利角,则属安全问题.(四)螺丝滑牙的补救措施1,使用加长型螺丝,但须注意顶白现象,用热风筒烘烤可改善;2,旋出螺丝于螺纹上点加502胶水,趁胶水未干时旋放螺丝柱,达到紧配效果.注意胶水外溢及发白现象.三,胶水粘接工序1,原理利用塑胶的溶解性,将相应的有机溶剂涂抹于两连接件的表面,使其湿润变软,施加一定的压力,溶剂挥发后即可凝固.2,常用胶水及用途本厂常用胶水有514/210胶水,3434/3435/3436胶水,502胶水(A胶)和黄胶.2.1 514胶水透明粘稠性液体,臭鸡蛋味,较稀较清,溢流大,通常用于拼缝注射或加于丝母塞上(ABS料之间的粘结),特别是防漏效果好.2.2 3435胶水透明稠性液体,有强烈刺激性气味,常用于PVC胶件,但胶浆贮存过长过多会使薄壁件溶成凹痕位,甚至溶穿,同时在高温试验时胶浆容易起泡.2.3 502胶水白色稠性液体,有强烈刺激性气味,粘合连度快,强度高用于粘结任何胶件及金属.2.4黄胶黄色粘稠液体,常用于咭纸,晶振,电池连片,喇叭周边及焊锡位的固定,以避免造成松动或脱落.3,胶水粘接常见缺陷①用错胶水②胶水外溢(胶水渍)③粘合强度不够④漏打胶水⑤薄壁溶穿.4,注意:通常514,3435胶水都属于慢干型,通常需要24小时以上才可完全干透,QC查货时拉拔力度通常15LBS以下.四,超声工序1,原理:利用超声机的换能作用,将电能转换成高频机械振动能,作用于待焊接的塑胶.2,检查要点:①检查前分析来料是否有影响超声效果之不良现象;如变形,错位,走胶不齐等;②注意产品方向性,不可反超,倒超及前后须对位;③已超声成品不能出现严重超花,超伤,超声爆裂现象;④超声间隙小于0.3MM可接收做货.3,测试:已超声好的成品,接触面应熔为一体,必要时接产品特性作投掷测试(照工程资料)超声组件分离为不合格.五,吸索工序1,原理:利用吸索机的热压效应,将装入产品的吸索罩和咭纸粘合在一起.2,检查要点:①检查吸索罩是否有明显油污,尘渍,花斑;②检查吸索罩厚薄,长度,方度及虚位是否符合,是否有装不到位现象;③检查吸索罩是否有明显发黄,烧焦,烧烂;④检查吸索罩是否有明显折皱,爆裂,倾斜及倒吸;⑤检查吸索罩是否有盖住字唛或披锋刮手,内里无杂物,毛发.3,可靠性测试①吸索成品冷却后,用手拿住吸索罩以5LBS力轻微敲击咭纸,不能有分层现象,否则应为严重缺陷;②检查冷却后之吸索成品,若吸索罩撕开,周边是否有一圈明显纸痕,有则合格,否则为不合格(具体视情况而定).六,收缩工序1,原理:按生产单要求将产品装入特别胶袋内,经过热机拉线与封口对角,然后放入.2,检查要点:①产品拉线前,必须刮去拉线上的黑胶,同时用针尖放出收缩袋内气体,预防收缩鼓起现象,用目视和手感检查收缩产品应无明显皱纹,爆裂和拉线刮花现象;②产品收缩后,光泽度良好,不能有水渍现象;③产品收缩后,如有轻微皱纹与非正面轻微收缩爆裂,按板判定.第二节QC常用测试(参照MATTEL标准)一,界油测试1,目的:评估产品涂层的附着能力.2,适用范围:所有喷油,移印,丝印,喷涂,热烫,真空电镀的可触性表面.3,例外情况:3.1纸类产品(擦油)3.2织物(胶带粘)4,性能要求不能出现涂层脱落的现象(由划痕产生的除外)5,工具:5.1切割工具(锋利的介刀片)5.2切割导轨(钢直尺)5.3胶纸898#纤维胶纸(mattel须用)3m810#胶纸5.4铅笔上的橡皮擦5.5放大镜5.6软毛刷6,程序:6.1测试前,所有涂层必须干燥(进行24小时预处理)6.2包装及说明,是在水中使用的,按水中产品预先处理,对于其它标签的产品,一半作老化,另一半做低温测试.6.3 S<0.5×0.5〃或粗糙,弯曲或不规则表面不作要求6.4界格横竖九条,间隙1/16〃(1.59mm)的平行线6.5刻划后用软毛刷轻扫涂层碎条6.6 3〃长的胶带的稳定速度(不能猛拉)6.7把胶带中心放在网格上,并用手指轻轻展开,为确保涂层表面与胶带接触良好用橡皮轻擦,以使胶带着色良好(不可间隙及空气)6.8拉胶带自由端,成180 ,3秒内拉下6.9检查涂层脱落情况S10% MAJ二,擦油测试1,应用目的:制定此测试标准评估涂层对抗磨擦的能力.2,应用范围:所有产品表面之涂层(包括喷油,移印,丝印,烫金,电镀表层等).3,试验步骤:3.1样板上之涂层需在常温下放置24小时后,使其充分干透,方可进行测试;3.2准备好的400#擦胶纸笔尖端与涂层表面斜切成60度角放置;3.3用1到1.5磅力度沿相同路线来回摩擦(合理的测试表面需为平面,且摩擦距离约一至二寸);3.4擦胶笔在涂层表面摩擦前进一次后退一次为一个循环;3.5五个循环后检查涂层表面,再继续另五个循环.4,评定五个循环后,涂层的基材可见列为MAJ;十个循环后,涂层的基材可见列为MIN.三,搪胶件生熟测试1,目的:建立测试方法以检定搪胶之生熟程度,机械性能的强弱及耐化学性的程度.2,适用范围一切搪胶,PVC的产品及配件3,样办数量最少5个样办4,试验设备4.1丙酮(俗称亚司通)4.2丁酮(俗称天那水)与甲苯各50%的混合溶液4.3毛笔5,试验设备(一)涂丙酮法:1,把待试验的样办剪为1×3英寸(25.4×76.2mm)的长方形,样办由搪胶件上剪出不同部分作出测试(特别需选取厚度不均匀,偏硬的部分). 2,将样办向外摺,令宽1英寸之边互相对碰,并使胶件之内模面水平对齐.3,用夹子夹住已贴齐的平面,使胶件内部胶面向外弯曲至接近半圆形. 4,用毛笔涂丙酮于样办弯曲部分,待丙酮干后再涂抹一次,共涂三次.5,涂丙酮后若无发白或断裂,即表示样办熟透.(二)涂丁酮及甲苯法:1,将样办处理如程序(上1-3)步骤;2,将样办浸入丁酮及甲苯各50%的溶液中10分钟;3,浸泡后若样办无发白或断裂为熟透,若有裂开则为生胶;6,判定:经测试后,任何搪胶件有未熟透的问题出现作拒收处理.四,投掷测试1,范围0-14周岁例外0-18月重量超过3LBS18-36月重量超过4LBS36-96月重量超过10LBS重量超过上述标准只作可靠性测试,不W作安全投掷测试而作翻倒测试2,参照要求(1)可靠性测试后,不可有功能及安全问题(2)安全性测试后,不可有利边,利角及小物件出现.3,测试方法3.1设备投掷台1/8英寸厚石棉板加上2.5英寸厚水泥地板.宽度为3平方英尺.3.2一般要求3.2.1可以重新装配及拆卸之产品,测试时须包括所有配件及电池,并且装配/ 拆卸后之成品须单独测试.3.2.2注水玩具须装满水.3.2.3有电器功能/机械功能之产品分两种情况A运动状态B静止状态进行测试3.2.4年龄范围为所有年龄,选用最严格这要求进行测试.Mattel:>3years Drop test42英寸4,测试程序4.1除非产品规格有特别要求标准,其余则按随机方向投掷.4.1.2让产品静止下来检查功能及安全缺陷.产品类型测试类型年龄等级投掷次数投掷高度一,PP前可靠性安全性0-36m1462英寸二,PP时Reli DropSofety Drop0-36m1454.5英寸三,PP前Reli DropSofety Drop>36M1442英寸四,PP时Reli DropSofety Drop>36M1436.5英寸五,PP时Reli DropSofety Drop>36M1536.6英寸SAFETY Drop0-18月1054.5英寸18-36月454.5英寸>36M439英寸六,模拟飞行玩具安全性(可靠性不计)>36M466英寸参照客户品质规格选定方位与角度4.2大型玩具(翻倒测试)4.2.1定义,底部面积大于400平方英寸或者体积大于3立方英尺(注:除掉产品的附属物来计算)4.2.2计算方法:面积:四角之连线4.2.3TIP-OVER翻转测试。
问卷调查设计权威样板(英文版)

问卷调查设计权威样板(英文版) Questionnaire Design Template for Survey (English Version) Introduction:Dear Participant,Thank you for taking the time to participate in this survey. Your feedback is valuable to us as it will help us understand your needs and preferences better. Please answer the questions honestly and to the best of your ability. Your responses will remain anonymous and will be used for research purposes only.Section 1: Demographic Information1. What is your age?a) 18-25b) 26-35c) 36-45d) 46-55e) Above 552. What is your gender?a) Maleb) Femalec) Prefer not to say3. What is your highest level of education?a) High school or belowb) Diplomac) Bachelor's degreed) Master's degree or aboveSection 2: Product/Service Evaluation4. Have you used our product/service before?a) Yesb) NoIf yes, please continue to question 7. If no, skip to question 5.5. What factors influenced your decision to not use ourproduct/service?a) Costb) Qualityc) Availabilityd) Lack of neede) Other (please specify)6. What improvements in our product/service would encourage you to consider using it in the future? (Open-ended question)7. How satisfied are you with our product/service on a scale of 1 to 10, with 1 being very dissatisfied and 10 being very satisfied?8. Which aspect(s) of our product/service do you find most appealing?a) Priceb) Qualityc) Convenienced) Design/aestheticse) Other (please specify)Section 3: Customer Experience9. How would you rate the overall customer experience with our product/service on a scale of 1 to 10, with 1 being very poor and 10 being excellent?10. Did you face any challenges or difficulties while using our product/service?a) Yesb) NoIf yes, please continue to question 11. If no, skip to question 13. 11. Please describe the challenges or difficulties you faced while using our product/service. (Open-ended question)12. How satisfied were you with the resolution of the challenges or difficulties faced, on a scale of 1 to 10, with 1 being very dissatisfied and 10 being very satisfied?13. How likely are you to recommend our product/service to a friend or colleague on a scale of 1 to 10, with 1 being very unlikely and 10 being very likely?Section 4: Suggestions and Feedback14. Do you have any suggestions on how we can improve our product/service? (Open-ended question)15. Is there any other feedback you would like to provide us with? (Open-ended question)Conclusion:Thank you once again for your time and valuable feedback. Your insights are greatly appreciated and will help us enhance our product/service to better meet your expectations.在调查问卷的第一部分中,我们收集了参与者的一些基本信息,包括年龄、性别和教育水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
变更
PCB
变更 变更
MLCC
变更
变更
项 MLCC/Chip Resistor Size/
■ C13: 104P/50V 10% => 1206 SIZE ■ R20: SMD RES 1/4W => 0805 SIZE ※ Samsung
贴
变更
PCB 删
/ Land Size 变更
X7R 0805 YAGEOSAMSUNG 变更 0 OHM 5% 1206 TYOHM;CHIANCHIA 变更
检讨 结果
6) 产LINE: AM1 7)发 7)发 号: L1900J-BFQ(69EX0856) 740 Lot
寿 试验 L1960TQ 寿 试验 发 数 : 2/15 1,200 Lot 发 数 : 1/15
2个 (8 2 ) 2个 7)k
L ì ot Lot
报
认结果; 28 (7 4 ) 1个, 31 产
084C 库
现况( 现况 ) 产 现况
2.
1) 内 仓库 : 9,930 2) C/SKD b 东 : 3,500, V-Part : 1,100J 3) Temp : 5,948 4) Hub : 9,980
临时对
临时
数 产
0907
R9虚焊( Crack)
1)Adapter 6634B00084C 084A Multy Model 084A 库 现况: 84,063
No Power
No Raster
No Raster
No Raster4.1V Nhomakorabea9.8V
9.7V
10.3V
600 MLCC Crack
700 MLCC Crack
8 MLCC Crack
8 MLCC Crack
Molding
Great Company Great People
2/3
6634B00084C PCB/MLCC 变更内
L1900JL1900J-BFQ Raster
NO 1. 现况 现况 发
问题 检讨现况 进
项
内 计划 当
数 0907
发
1)30 H/R (改 ) : 1 C13 Chip Crack 2) (改 ) : 1 R9 Chip 虚焊 ; 2 侧 关电 加 电 电 C7,10号(1000/16V) 3) : 1
Inch => mm 0805 => 2012 1206 => 3216
内 SPEC
Great Company Great People
3/3
1)P/No : 6634B00084C (DVE Adapter) ) 2) 现 : No Raster(画
No Raster 2/15EA(QA寿 试验) QA Buyer 检查 30 H/R Raster 发 (ADAPTER ) Adapter : 1/15EA(QA寿 试验 ) 3)发 3)发 : OQA 寿 试验 4) 数 : 数/ 数 :3/1,940EA(总组 Line) 5)发 5)发 : 06 09 07
084A 2)084C 库 (C/SKD
厂
可 : 19” 110V Model 终 请 括)
Great Company Great People
1/3
6634B00084C DVE Adaptor MLCC 检讨
工 1 工 2 工 2 厂检查
Sample
现 输 电压 [3A Load] PCBA 电 值