零件验收单
零件及部件加工检验批质量验收记录

零件及部件加工检验批质量验收记录编号:
填表说明:
1、检验批容量填写: 同一检验批内,填写构件的总数
2、最小/实际检查数量栏中,实际检查数量:按实填写且不少于最小数量。
1)材料进场:质量证明文件全数检查;抽样数量按进场批次和产品的抽样检验方案确定。
2)2~5:全数检查。
3)螺栓球、焊接球加工:每种规格抽查 5%, 且不应少于3个。
4)制孔:按钢构件数量抽查 10%, 且不应少于3件。
5)材料规格尺寸:全数检查。
6)钢材表面质量:全数检查。
7)切割精度:按切割面数抽查 10%, 且不应少于3个。
8)矫正质量:全数检查。
9)边缘加工精度:按加工面数抽查 10%, 且不应少于3个。
10)螺栓球、焊接球加工精度:每种规格抽查 5%, 且不应少于3个。
11)管件加工精度:按杆件数抽查 10%, 且不应少于3个。
12)制孔精度:按规格抽查 10%, 且不应少于3个。
表头中“施工依据”栏目应依照实
际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准。
钢构件(单节、多节钢柱)组装检验批质量验收记录编号:。
钢结构零部件加工工程检验批质量验收记录

管件加工允许偏差
长度
±1.0
mm
端面对管轴的垂直度
不大于0.005r
mm
管口曲线
≤1.0
mm
7
制孔允许偏差
轴(外圆)和孔机械加工
轴(外圆)直径
不大于-d/200,且不大于-2.Omm
mm
孔径
不大于d/200,且不大于-2.Omm
mm
圆度
不大于d/200,且不大于-2.Omm
mm
端面垂直度
不大于d/200,且不大于-2.Omm
mm
7
铸钢件节点探伤
铸钢件与其他构件连接部位四周150mm的区域,应按现行国家标准《铸钢件超声检测第1部分:一般用途铸钢件》GB/T7233.1和《铸钢件超声检测第2部分:高承压铸钢件》GB/T7233.2的规定进行100%超声波探伤检测。检测结果应符合国家现行标准的规定并满足设计要求
一般项目
1
钢板厚度、型钢的规格尺寸及允许偏差
(1)钢板厚度及其允许偏差应满足其产品标准和设计文件的要求。
(2)型材、管材外形尺寸允许偏差应满足其产品标准的要求。
(3)铸钢件及其与其他各构件连接端口的几何尺寸允许偏是应符合国家现行标准的规定并满足设计要求
2
钢材的表面外观质量
钢板、型钢、管材的表面外观质量除应符合国家现行标准的规定外,尚应符合下列规定:
5
边缘加工
≥2.0
mm
6
制孔
A、B、级
孔径
螺栓公称直径允许偏差
螺栓孔直径允许偏差
10~18
0.00~-0.18
+0.18~0.00
mm
18~30
0.00~-0.21
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
模具验收记录单

日期
第3页 共页
制造商
实际情况
可接受√ 不接受×
LOGO
模具验收记录单
模具编号
检查项目 序号
热
12
流道
系统
13
1
2
3
4 5 6
7
成
型
8
部
分
9
、
10
分
11
型
面
12
、 排
13
气
14
槽
15
16
17
18 19 20 21 22 1
油
2
路
3
系
4
统
5
6
其
1
他
2
签字
产品图号
标准
产品名称
热流道安装板上是否开设溢水槽(从天侧贯穿到地侧)
油路、气道是否顺畅,并且液压顶出复位到位。
复位弹簧是否选用标准件,两端不打磨、割断。复位弹簧安 装孔底面是否为平底,安装孔直径比弹簧大5mm
直径超过¢20mm的弹簧内部是否有导向杆,导向杆比弹簧长 10—15mm
弹簧是否有预压缩量,预压缩量为弹簧总长的10%—15%
外置弹簧是否加装保护套。
复位弹簧的数量是否符合合同要求。
产品名称
标准
滑动部件是否涂黄油
浇口套进料口是否用黄油堵死
模具(3D\2D)产品图纸、模具结构图纸、水路图纸、装箱单 、电子文档等其他要求的资料是否提供齐全,是否刻录光 盘,是否与模具实物加工一致
备品、备件易损件是否齐全并附明细,有无供应商名称。
是否按要求提供备件;
模具是否用薄膜包装。
模具装箱单物品是否齐全,摆放安全可靠.
型腔抛光到位(按合同要求)
零部件进场验收单

零部件进场验收单1. 验收信息
零部件名称:[零部件名称]
零部件编号:[零部件编号]
供应商:[供应商名称]
采购订单号:[采购订单号]
2. 验收内容
2.1 外观检查
- [ ] 零部件外观无损坏、变形或异味
- [ ] 表面无明显污渍、刮擦或腐蚀
2.2 尺寸与规格
- [ ] 零部件尺寸符合设计要求
- [ ] 零部件规格符合采购订单
2.3 功能检测
- [ ] 零部件能够正常运转
- [ ] 零部件各功能部件完好无损
2.4 质量证明
- [ ] 供应商提供了合格证明或质量检测报告
- [ ] 零部件符合相关质量标准要求
3. 验收结论
根据上述验收内容,经过仔细检查和测试,确认该零部件通过进场验收,可以投入使用。
验收人:[验收人姓名]
日期:[验收日期]
备注:[额外备注,如存在任何问题或特殊情况] 4. 验收记录
5. 验收附件
- [ ] 供应商提供的合格证明或质量检测报告
- [ ] 验收过程中拍摄的照片或视频(如果适用)。
模具验收检查表

T1T2T3一模具外观1.01铭牌内容正确,(模具铭牌、油水路铭牌、热咀铭牌及客户铭牌)用杯头螺丝固定、可靠,可以不沉,字迹整齐、美观,位置与图纸相符,参考模具水路视图1.02如果整套模具有先后开模动作顺序的,要有模具开合模动作顺序铭牌。
1.03模架上A B 模板须有在基准角符号,大写英文DATUM, 表示基准1.04内模零件须有零件图纸编号及基准,防反装标识; 打在醒目位置1.05模具顶出杆须符合图纸,特殊要求参考Specification 1.06定位圈须固定可靠,前后模不可偏心,上下有两个公差,请参考模具图;定位圈安装孔必须沉孔,不准直接安装在模具顶面或底面1.07超过10KG 的模板都需要做吊模孔;1.08模具表面不可有锈迹,凹坑、油污等;1.09模架各板须有倒角,须有撬模槽1.10上下固定板须有隔热板,隔热板避空孔是否正确1.11所有模具零件不可有烧焊痕迹,烧焊点知会ZMT 1.12模具各模板须刻打工厂模具编号、ZMT项目编号、吊模孔规格(如M32)、运水、气路及油路进出标记、字符是否排列整齐清晰,特殊见客户要求。
1.13安装时有方向要求的模具是否在A板或B板上用箭头标明安装方向,箭头旁刻有“UP”字样1.14若模具下方有外露的油缸、先复位机构,水咀等应有支撑脚保护,支撑脚螺丝是否够力1.15吊环、锁模块螺丝是否足够深(螺丝是否可全部拧入),长度有无切割、打磨1.16客户是否要求配带原装HASCO吊环,所使用的吊环是否可承受与之相符的重量1.17顶针板是否要接行程开关WS201,特殊要求参考Specification 1.18导柱、导套不可有松动,及运动不良 ,用胶锤轻敲可进为准。
1.19导柱长度是否足够(合模时比斜导柱要长)、是否弯曲、烧伤等1.20导柱导套配合是否有在底板加工排气槽1.21前、后模半边单独起吊是否平衡,是否要追加平衡吊模孔1.22是否有防锈处理(如前后模芯是否喷白色防锈油)1.23AB 板锁模块及吊模担是否按图纸加工,特殊要求参考Specification;起吊方便、重心平衡二顶出、复位、2.01顶针、顶块等顶出机构与滑块是否干涉,有无强制复位机构,顶针复位须有复位开关,特殊复位开关参考客户Specification2.02油缸抽芯、顶出须行程开关控制,特殊参考Specification 2.03撑头须比模脚高,且不与其他机构干涉2.04顶出是否顺畅、无卡滞,无异响复位杆与B 板无卡滞,EGP 的垂直度与同心度无问题,以手可推动顶针板为标准;2.05斜顶表面须抛光、加油槽,在最大顶出状况下油槽不超过后模,过大过长的斜顶是否须氮化处理。
钢零部件加工检验批质量验收记录(模板)
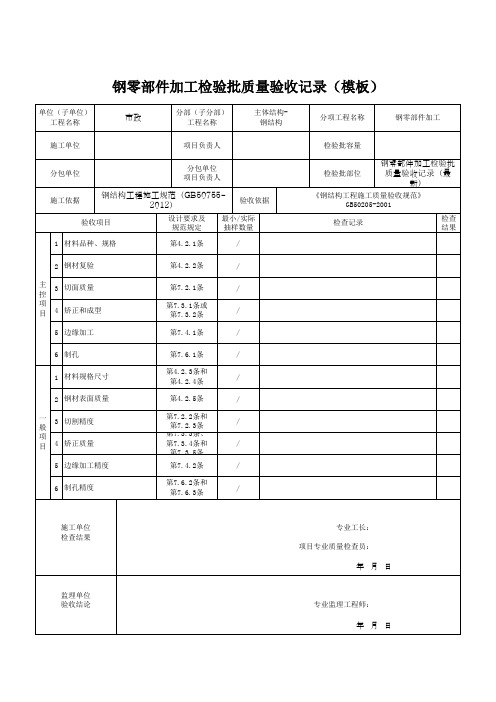
单位(子单位) 工程名称
市政
分部(子分部) 工程名称
主体结构钢结构
施工单位
项目负责人
分包单位
分包单位 项目负责人
施工依据
钢结构工程施工规范(GB507552012)
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
1 材料品种、规格
第4.2.1条
/
2 钢材复验
主 3 切面质量 控 项 目 4 矫正和成型
5 边缘加工
第4.2.2条
/
第7.2.1条
/
第7.3.1条或 第7.3.2条
/
第7.4.1条
Байду номын сангаас
/
6 制孔
1 材料规格尺寸
2 钢材表面质量 一 3 切割精度 般 项 目 4 矫正质量
5 边缘加工精度
6 制孔精度
第7.6.1条
/
第4.2.3条和 第4.2.4条
/
第4.2.5条
/
第7.2.2条和 第7.2.3条
/
第7.3.3条、
第7.3.4条和
/
第7.3.5条
第7.4.2条
/
第7.6.2条和 第7.6.3条
/
分项工程名称
钢零部件加工
检验批容量
检验批部位
钢零部件加工检验批 质量验收记录(最 新)
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质量检查员:
年月日
专业监理工程师: 年月日
减速机出厂验收报告
5
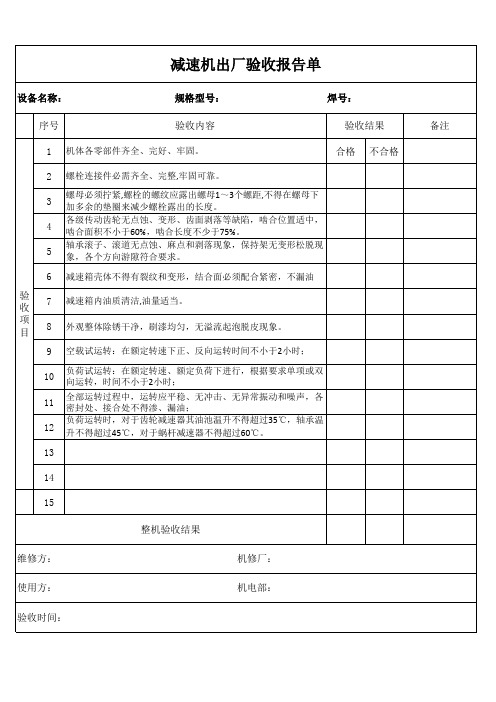
轴承滚子、滚道无点蚀、麻点和剥落现象,保持架无变形松脱现 象,各个方向游隙符合要求。
6 减速箱壳体不得有裂纹和变形,结合面必须配合紧密,不漏油
验 收
7 减速箱内油质清洁,油量适当。
项 目
8 外观整体除锈干净,刷漆均匀,无溢流起泡脱皮现象。
9 空载试运转:在额定转速下正、反向运转时间不小于2小时;
10
负荷试运转:在额定转速、额定负荷下进行,根据要求单项或双 向运转,时间不小于2小时;
11
全部运转过程中,运转应平稳、无冲击、无异常振动和噪声,各 密封处、接合处不得渗、漏油;
12
负荷运转时,对于齿轮减速器其油池温升不得超过35℃,轴承温 升不得超过45℃,对于蜗杆减速器不得超过60℃。
13
14
15
整机验收结果
维修方:
机修厂:
使用方:
机电部:
验收时间:
备注
减速机出厂验收报告单
设备名称:
规格型号:
焊号:
序号
验收内容
验收结果
1 机体各零部件齐全、完好、牢固。
合格 不合格
2 螺栓连接件必需齐全、完整,牢固可靠。
3
螺母必须拧紧,螺栓的螺纹应露出螺母1~3个螺4
各级传动齿轮无点蚀、变形、齿面剥落等缺陷,啮合位置适中, 啮合面积不小于60%,啮合长度不少于75%。
汽车维修工程验收单

汽车维修工程验收单
甲方:(填写甲方名称)
联系电话:(填写甲方联系电话)
地址:(填写甲方地址)
乙方:(填写乙方名称)
联系电话:(填写乙方联系电话)
地址:(填写乙方地址)
项目编号:(填写项目编号)
车辆信息:
品牌:(填写车辆品牌)
型号:(填写车辆型号)
车牌号:(填写车牌号)
维修内容:
(此处详细描述经过维修后对车辆所做的具体操作,包括更换零件、修复问题等)
维修费用:
(填写维修费用,包括人工费、材料费等)
维修时间:
开始时间:(填写维修开始时间)
结束时间:(填写维修结束时间)
验收内容:
1. 检查车辆外观是否有划痕、凹陷等损坏情况;
2. 检查车辆发动机、底盘、制动系统等关键部位是否经过维修并符
合相关标准;
3. 检查车辆灯光、喇叭、空调、音响等电气设备是否正常工作;
4. 检查车辆轮胎、悬挂系统、转向系统等部件是否调整到合适状态;
5. 检查车辆油液、冷却液、雨刮液等液体是否符合标准。
验收结果:
经过验收,甲方确认乙方所维修的车辆符合相关标准,并无其他问题。
甲方签字:日期:
乙方签字:日期:。
车辆维修施工验收单
车辆维修施工验收单
背景
本文档是车辆维修服务提供商用于记录车辆维修施工的验收情况的重要文件。
目的
本验收单的目的是以书面形式确认车辆在维修过程中的实际施工情况,并确保车辆维修达到预期的标准。
维修施工验收内容
1. 车辆信息:
- 车辆型号:
- 车牌号码:
- 车辆里程数:
2. 维修项目:
- 维修项目1:
- 施工内容:
- 使用的零件及数量:- 施工费用:
- 维修项目2:
- 施工内容:
- 使用的零件及数量:- 施工费用:
3. 维修时间:
- 开始时间:
- 结束时间:
4. 施工技术:
- 施工过程:
- 使用的工具和设备:
5. 维修结果:
- 维修完成情况:
- 维修质量评估:
6. 客户满意度评价:
- 客户满意度等级:
- 客户意见和建议:
验收人
1. 维修服务提供商代表:- 姓名:
- 联系方式:
2. 客户代表:
- 姓名:
- 联系方式:
验收日期
- 验收日期:
签字
- 维修服务提供商代表签字:
- 客户代表签字:
请注意,本文档仅用于车辆维修施工验收目的,在签字前请仔细核对车辆信息和维修施工内容。