池窑拉丝铂合金大漏板锥形嘴冷镦工艺及模具设计
详细阐述池窑漏板法拉丝工艺及流程

详细阐述池窑漏板法拉丝工艺及流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!详析池窑漏板法拉丝工艺及其流程池窑漏板法拉丝工艺是一种广泛应用在玻璃纤维生产中的先进技术,其高效、连续的生产模式使其在工业领域中占据重要地位。
池窑漏板法拉丝工艺
池窑漏板法拉丝工艺引言池窑漏板法拉丝工艺是一种传统的金属加工工艺,广泛应用于制作金属器具、装饰品等领域。
它采用了独特的制作方法和工艺流程,能够使金属表面产生独特的拉丝纹路和装饰效果。
本文将对池窑漏板法拉丝工艺进行全面、详细、完整且深入地探讨。
一、池窑漏板法拉丝的基本原理池窑漏板法拉丝工艺是通过在金属材料表面形成一层微小的凹凸纹理,从而增加金属表面的光泽度和装饰效果。
其基本原理如下:1.制作池窑:首先需要制作一个金属制品放置的窑池,这个池子的大小和形状将决定最终产品的大小和形状。
2.准备漏板模具:漏板模具是制作拉丝纹理的关键工具,它通常由金属或者其他耐高温材料制成,具有不同的纹理和图案。
3.温度控制:池窑漏板法拉丝工艺涉及到金属的加热和冷却过程,需要控制好加热温度和冷却速度,以确保金属材料具有良好的可塑性和拉丝效果。
4.拉丝过程:将加热后的金属材料放入池窑中,并盖上漏板模具。
当金属材料与漏板模具密切接触后,将力量施加在金属材料上,使其获得拉丝效果。
5.冷却和处理:在拉丝过程完成后,需要对金属材料进行冷却处理,以使其保持形状和纹理。
二、池窑漏板法拉丝的工艺流程池窑漏板法拉丝工艺包括以下几个关键步骤:1. 制作池窑1.确定工件的大小和形状,选择合适的金属材料进行制作。
2.制作池窑的模具,可以采用陶瓷或者金属材料制作,根据需要选择合适的模具形状。
3.将模具放入窑中,并添加合适的燃料或者能源,使窑中的温度升高。
2. 准备漏板模具1.选择适当的漏板模具,根据需要选择不同的纹理和图案。
2.准备漏板模具,包括设计、制作和加工等步骤。
3. 加热金属材料1.将金属材料放入窑中,待金属材料达到适当的温度。
2.控制好加热温度和时间,以确保金属材料具有良好的可塑性和拉丝效果。
4. 拉丝过程1.将加热后的金属材料取出,放置在池窑内。
2.盖上预先准备的漏板模具。
3.施加适当的力量,使金属材料产生拉丝效果。
5. 冷却和处理1.拉丝过程完成后,将金属材料冷却至室温。
池窑法拉制玻璃纤维及在电子工业中应用
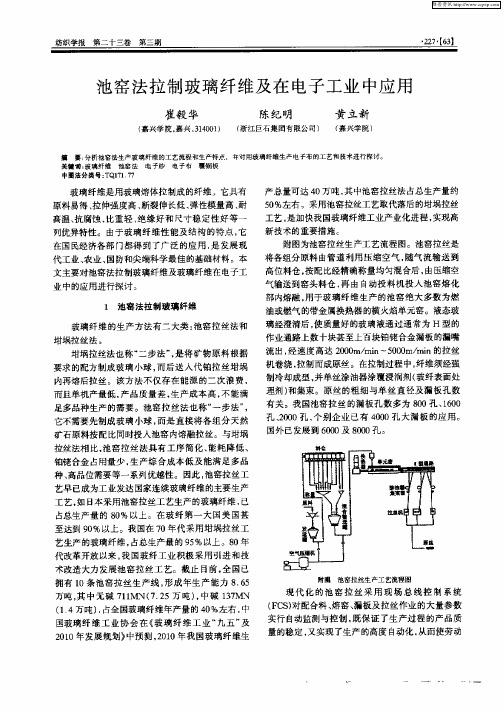
机卷绕 , 拉制而成原丝。在拉制过程 中, 纤维须经强 制冷却成型 , 并单丝涂油器涂覆浸润剂( 玻纤表面处 理剂 ) 和集束。原丝的粗 细与单丝直径及漏板孔数 有关。我国池窑拉丝 的漏板孔数多为 80 、5 0 0 孔 10 孔、00孔 , 20 个别企业 已有 40 0 0孔大漏板的应用。
国外 已发展 到 60 00及 80 0 0孔 。
艺早已成为工业发达国家连续玻璃纤维的主要生产 工艺 , 日本采用池窑拉丝工艺生产的玻璃纤维 , 如 已 占总生产 量的 8 %以上。在玻纤第一大 国美 国甚 0 至达到 9 %以上。我国在 7 年代采用坩埚拉丝工 0 0 艺生产 的玻璃纤维, 占总生产量 的 9 %以上。8 年 5 0 代改革开放以来 , 我国玻纤工业积极采用引进 和技 术改造大力发展池窑拉丝工艺。截止 目前 , 国已 全 拥有 1 条池窑拉 丝生产线 , O 形成年生产能力 8 6 .5
维普资讯
纺织学报 第二十三卷 第三期
27【3 2- 】 6
池 窑 法 拉制 玻 璃 纤 维及 在 电子 工业 中应用
崔毅 华
( 嘉兴学 院 , 兴 ,10 1 嘉 3 40 )
陈纪明
( 浙江 巨石集 团有限公 司)
黄 立新
( 嘉兴学 院)
用 于电子 。
覆铜板工业对纤维 的要求 近年也在不断提高。 如传统的电子级玻纤布对红外激光 的吸收率较低 , 只有不到 1 %, 0 从而使红外激 光无法烧 蚀它 , 而采 用新型浸润剂与树脂的玻纤 , 红外激光 的吸收率可 在 8 %以上 , 0 使激光蚀孔加工得 以顺利进行。覆铜 板对玻璃纤维 的要求随着覆铜板工业的发展也在不 断提 高 。 对电子工业用玻璃 纤维布的质量要求, 以当前 公认的国际通用的电子产 品及其原材料为标准 , 即 美国 IC标准 , P 电子布 的单重精度 是关 键质 量指 标, 也是唯一的质量等级指标 , 电子布单重的稳定 而 性在纺织工艺过程中, 经纬纱密度确定后 , 波动的可 能性较小 , 造成单重波动 的关键 因素是经纬纱 的特
玻纤池窑拉丝生产线节能技术改造项目可行性研究报告

玻纤池窑拉丝生产线节能技术改造项目可行性研究报告目录第一章总论1.1 项目名称及承办单位1.2项目背景1.3 可研报告编制的依据和原则1.4 项目建设内容及技术方案1.5项目主要技术经济指标1.6综合评价与结论第二章项目提出的依据和必要性2.1 玻璃纤维在国民经济中的地位和作用2.2 国内玻璃纤维工业的发展现状2.3 项目建设的必要性第三章市场需求预测及建设规模3.1我国玻璃纤维行业发展概况3.2企业现有产销概况3.3生产规模与产品方案3.4产品质量标准第四章工艺技术方案4.1 主要技术来源4.2 总工艺流程及物料平衡4.3 配合料制备4.4 玻璃熔制4.5 玻璃纤维成型4.6 制品加工4.7 质量控制与检测4.8 自动控制4.9 技术来源及主要工艺设备4.10 总图平面布置4.11 建筑与结构4.12 给排水4.13 电气4.14 燃料4.15 暖通与空调4.16 热力技术方案4.17 压缩空气技术方案第五章建设条件5.1厂址与交通运输5.2气象与地质条件5.3主要原材料供应5.4燃料与动力供应5.5供排水第六章节能措施6.1 概述6.2编制依据6.3产品主要技术和生产工艺6.4产品能耗指标的计算分析6.5节能措施第七章环境保护7.1 采用标准7.2 项目主要污染源和污染物7.3 三废处理的基本方案第八章安全与工业卫生8.1 设计依据8.2 工业安全与卫生的有害因素8.3 设计中的主要防范措施第九章消防8.1 概述8.2 消防第十章劳动组织与定员10.1 劳动组织10.2 工作制度与劳动定员10.3 人员培训第十一章项目建设进度安排11.1 项目进度计划11.2 项目实施计划进度表第十二章投资估算12.1 工程概况12.2 编制依据12.3 编制说明12.4 进口设备材料费率标准12.5 投资分析第十三章技术经济分析13.1 说明13.2 基础数据13.3 财务测算成本费用说明13.4 测算结果13.5 多因素敏感性风险分析13.6 结论附表财务分析表第一章总论1.1项目名称及承办单位1.1.1 项目名称工程名称:xx集团有限公司项目名称:年产3万吨玻纤池窑拉丝生产线节能技术改造项目项目工程代号:xx项目性质:xx1.1.2 项目承办单位项目承办单位:xx集团有限公司法定代表人:xx1.1.3 项目拟建地点xx县xxx发区1.1.4 可行性研究报告编制单位编制单位:xx编号:xxx1.2项目背景1.2.1项目承办单位简介xx集团有限公司是玻璃纤维的专业制造商,作为xx玻纤产品开发的领军企业,多年来一直在规模、技术、市场、效益等方面处于领先地位。
CBF的制备
玄武岩纤维的生产工艺蓝18 红8 粉10 紫40 黑26 深红24CBF的制备根据熔融原料所使用的容器不同,生产CBF的方法包括坩埚法和池窑法。
坩埚法是把原料制成配合料加入球窑内,高温熔融、澄清均化、制成球,再将球加入坩埚内重新熔融,经坩埚底部的漏嘴流出,被拉制成纤维。
目前CBF 的生产基本上不采用这种方法。
池窑法又称直接法。
它是把原料制成配合料加入窑内,经过高温熔融、澄清均化,熔体直接流入成型通路,经漏嘴流出后被拉制成纤维。
目前国内工业化生产CBF都采用这种方法。
跟坩埚法相比,池窑法省去了制球工序,因而过程简单。
加上池窑法具有节能、污染少、体积小,占地少,成品率高,废丝少等优点。
所以,坩埚法已经基本上被池窑法取代。
池窑法生产玄武岩连续纤维的设备有:破碎机(磁选机)、混料机、称料器、加料机、预热池、熔窑、澄清池、单丝涂油装置,自动卷绕拉丝机、原丝烘干窑,无捻粗纱机,纺纱机,温度控制装置,水控制系统等。
制备工艺分为4个阶段:选料阶段、磨料阶段、熔融阶段以及拉丝阶段。
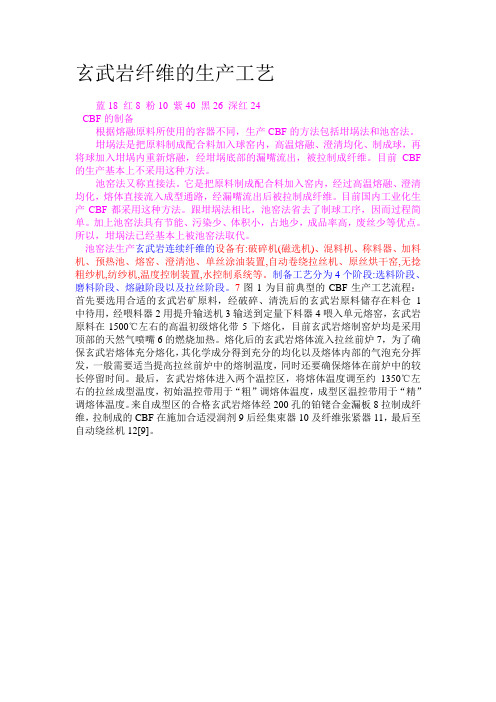
7图1为目前典型的CBF生产工艺流程:首先要选用合适的玄武岩矿原料,经破碎、清洗后的玄武岩原料储存在料仓1中待用,经喂料器2用提升输送机3输送到定量下料器4喂入单元熔窑,玄武岩原料在1500℃左右的高温初级熔化带5下熔化,目前玄武岩熔制窑炉均是采用顶部的天然气喷嘴6的燃烧加热。
熔化后的玄武岩熔体流入拉丝前炉7,为了确保玄武岩熔体充分熔化,其化学成分得到充分的均化以及熔体内部的气泡充分挥发,一般需要适当提高拉丝前炉中的熔制温度,同时还要确保熔体在前炉中的较长停留时间。
最后,玄武岩熔体进入两个温控区,将熔体温度调至约1350℃左右的拉丝成型温度,初始温控带用于“粗”调熔体温度,成型区温控带用于“精”调熔体温度。
来自成型区的合格玄武岩熔体经200孔的铂铑合金漏板8拉制成纤维,拉制成的CBF在施加合适浸润剂9后经集束器10及纤维张紧器11,最后至自动绕丝机12[9]。
中碱池窑拉丝多排托梁漏板嘴板的研制及模具设计

Fi b e r g | 技术研 究与应 用研 究
ass
中 图分 类 号 : 1 7 1 . 7 7 6 . 3 1
文献 标 识 码 : A
中碱池 窑拉 丝多 排托粱漏板 瞧板的研 制及横 具设计
赵健 , 傅剑平
生产 的流量及其 生产率 。
目前 国内外 中碱 池窑漏 板 以 8 0 0~1 2 0 0孔 为
《 玻璃纤维 ) 2 0 1 3 年 第3 期 2 9
趁嫂
匦
e 跏
赵健, 等: 中 碱池窑 拉丝多 排托梁漏 板嘴板的 研制 及模具设计
制作 的嘴板结构稳定 、 质量较高 , 但 由于其使用寿命 不长, 铂金用料过多导致成本过高 , 而且托梁焊接加
的整体质量 , 提 高使用寿命 , 减少损 耗 , 笔 者采用 了
新 型的多排托梁冲压工艺。
1 一 电极;2 一端板;3 ~法兰;4 一热 电偶;5 ~托环 :6 一 底板;7 一漏嘴 ;8 一滤网
图 1 池 窑 漏板 结构 示意
多排托梁冲压工艺是一种利用 冲裁和弯曲对 P t
—
能力及 良好的高温抗 氧化性 和化学稳 定性 , 提升了
关键词 : 中碱池窑 ; 池 窑拉 丝 ; 多排托梁漏板 嘴板 ; 托梁
No z z l e Pl a t e wi t h Mu l t i pl e S up po r t s Us e d i n C- g l a s s Fi b e r
Pr o d uc t i o n a nd I t s Mo l d De s i g n
工 还会影 响嘴板整体的强度 和韧性 。为 了提高漏板
铂铑合金漏板
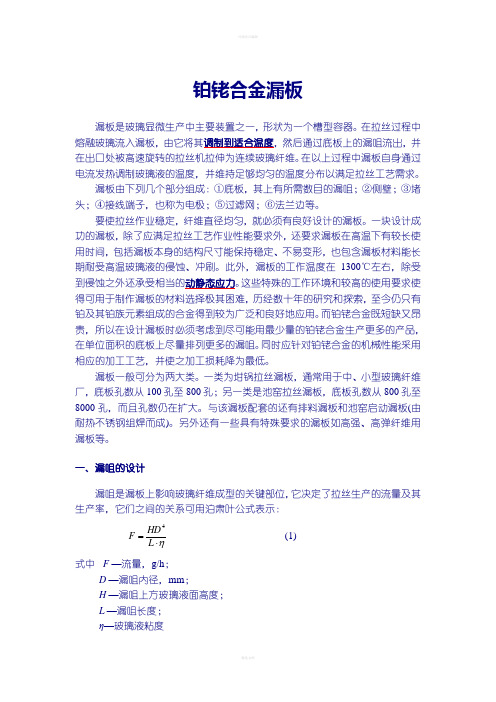
铂铑合金漏板漏板是玻璃显微生产中主要装置之一,形状为一个槽型容器。
在拉丝过程中熔融玻璃流入漏板,由它将其调制到适合温度,然后通过底板上的漏咀流出,并在出口处被高速旋转的拉丝机拉伸为连续玻璃纤维。
在以上过程中漏板自身通过电流发热调制玻璃液的温度,并维持足够均匀的温度分布以满足拉丝工艺需求。
漏板由下列几个部分组成:①底板,其上有所需数目的漏咀;②侧壁;③堵头;④接线端子,也称为电极;⑤过滤网;⑥法兰边等。
要使拉丝作业稳定,纤维直径均匀,就必须有良好设计的漏板。
一块设计成功的漏板,除了应满足拉丝工艺作业性能要求外,还要求漏板在高温下有较长使用时间,包括漏板本身的结构尺寸能保持稳定、不易变形,也包含漏板材料能长期耐受高温玻璃液的侵蚀、冲刷。
此外,漏板的工作温度在1300℃左右,除受到侵蚀之外还承受相当的动静态应力。
这些特殊的工作环境和较高的使用要求使得可用于制作漏板的材料选择极其困难,历经数十年的研究和探索,至今仍只有铂及其铂族元素组成的合金得到较为广泛和良好地应用。
而铂铑合金既短缺又昂贵,所以在设计漏板时必须考虑到尽可能用最少量的铂铑合金生产更多的产品,在单位面积的底板上尽量排列更多的漏咀。
同时应针对铂铑合金的机械性能采用相应的加工工艺,并使之加工损耗降为最低。
漏板一般可分为两大类。
一类为坩锅拉丝漏板,通常用于中、小型玻璃纤维厂,底板孔数从100孔至800孔;另一类是池窑拉丝漏板,底板孔数从800孔至8000孔,而且孔数仍在扩大。
与该漏板配套的还有排料漏板和池窑启动漏板(由耐热不锈钢组焊而成)。
另外还有一些具有特殊要求的漏板如高强、高弹纤维用漏板等。
一、漏咀的设计漏咀是漏板上影响玻璃纤维成型的关键部位,它决定了拉丝生产的流量及其生产率,它们之间的关系可用泊肃叶公式表示:η⋅=L HD F 4(1) 式中 F —流量,g/h ;D —漏咀内径,mm ;H —漏咀上方玻璃液面高度;L —漏咀长度;η—玻璃液粘度漏咀是玻璃纤维成型作业的基本单元。
年产5万吨无碱玻璃纤维池窑拉丝工艺生产线项目报告[管理资料]
![年产5万吨无碱玻璃纤维池窑拉丝工艺生产线项目报告[管理资料]](https://img.taocdn.com/s3/m/3bd3510df705cc17552709f1.png)
年产5万吨无碱玻璃纤维池窑拉丝生产线项目报告一、建设规模与产品方案1)建设规模:年产5万吨无碱玻璃纤维2)产品方案:玻璃纤维及玻璃纤维制品:由平行原丝或平行单丝集束而成的。
作用:可直接用于某些复合材料工艺成型方法中(缠绕、拉挤工艺),也可织成无捻粗纱织物,在某些用途中还将无捻粗纱进一步短切。
①喷射用无捻粗纱:由多股原丝络制而成,每股原丝含200根玻纤单丝。
作用:适合于玻璃钢喷射成型使用。
②SMC用无捻粗纱作用:用于压制汽车部件、浴缸、水箱板、净化槽、各种座椅等。
③缠绕用无捻粗纱作用:用于制造各种口径的玻璃钢管、贮罐等。
④拉挤用无捻粗纱:可以是多股原丝并合的也可以是直接的无捻粗纱。
作用:用于制造断面一致的各种型材。
⑤织造用无捻粗纱作用:织造各种厚度的方格布或单向无捻粗纱织物,大多用于手糊玻璃钢成型工艺中。
⑥预型体用无捻粗纱作用:用于预型体工艺中(方格布)作用:方格布是无捻粗纱平纹织物,是手糊玻璃钢重要基材。
①短切原丝毡作用:用于手糊、连续制板,对模模压和SMC工艺中。
②连续原丝毡作用:用在拉挤法、RTM法、压力袋法及玻璃毡增强热塑料(GMT)等工艺中。
③表面毡:采用中碱玻璃(C)制成。
作用:有耐化学性特别是耐酸性,起到表面修饰作用。
④针刺毡作用:用作隔热隔声材料、衬热材料、过滤材料,也可用在玻璃钢生产中;用于玻璃纤维增强热塑料可冲压片材的生产。
⑤缝合毡作用:可在若干用途方面代替传统的粘结剂粘结的短切毡;在一定程度上代替连续原丝毡。
①短切原丝作用:用在增强塑料生产中;用于造纸。
②磨碎纤维作用:主要在增强反应注射工艺(RRIM)中用作增强材料,在制造浇铸制品、模具等制品时用作树脂的填料用以改善表面裂纹现象,降低模塑收缩率,也可用作增强材料。
①玻璃布作用:用于生产各种电绝缘层压板、印刷线路板、各种车辆车体、贮罐、船艇、模具等。
②玻璃带作用:玻璃带常用于制造高强度、介电性能好的电气设备零部件。
③单向织物④立体织物作用:主要应用于航天、航空、兵器、船舶汽车、体育运动器材、医疗器械等部门。
玻璃纤维的成型资料PPT课件
12
池窑拉丝
连续玻璃纤维生产的 一种新工艺方法,是 将玻璃配合料投入溶 窑熔化后直接拉制成 各种支数连续玻璃纤 维
池窑拉丝法生产工艺流程见图
先根据产品所需玻璃的化学组成要求,精确 计算出各种矿物原料、化工原料的用量, 将各原料细粉称量混合后投人玻璃熔窑内, 经高温熔融制成玻璃,在熔窑料道底部装 有用铂铑合金制造的多孔漏板,当玻璃液 从漏板孔流出的时候,受到高速运转拉丝 机的牵引,同时涂覆浸润剂,制成纤维, 称原丝。
一次变量
这类变量由工艺参数来决定,它是由丝根 拉伸成纤维时的变形和应力方程边界条件 或起始条件,具体有玻璃熔体物性——化 学组成,分子结构、流变性能和其他物理 性能。
小组成员
玻璃 纤维 的成 型
玻璃纤维棒
一 玻璃纤维及其制 品的生产工艺流程
坩埚法拉丝
池窑漏板法拉丝
坩锅法拉丝工艺
生产工艺由制球和拉丝两部分 组成,整个拉丝过程中加球和 拉丝温度控制是由自动控制装 置来完成的
LOGO
如图2-5所为玻璃纤维坩埚拉丝示意图。 制好的玻璃球,经热水清洗、去污和挑选 后,装入料斗,由加球机送至坩埚内。坩 埚通过电流发热熔化玻璃球,并使坩埚内 的玻璃液保持所要求的温度和液面高度。 玻璃液借助自重,从埚身底部漏板上的漏 孔中稳定地流出,形成液滴。操作工用玻 璃棒将液滴引下成丝,集成一束,经过集 束轮(浸润槽),使丝束涂上浸润剂,绕 在高速旋转的绕丝筒上,然后将丝束放入 排线轮内,旋转的排线轮使丝束按照所要 求的卷绕结构,有规律地卷绕在绕丝筒上。 在卷绕过程中,排线轮逐渐后移,使原丝 布满丝筒。当丝筒绕满后取下,即成为玻
2 无捻粗砂中的纤维是平行排列的拉伸强度 很高,易被树酯浸透。故无捻粗砂多用于缠 绕高压容器及管道等,同时也用于拉挤成型 喷射成型等工艺中。
池窑拉丝铂合金大漏板锥形嘴冷镦工艺及模具设计

20 06年 9月
贵 金 属
Pr cou e as e i sM t l
Sp20 e.06 Vo . 7 No 3 12 , .
第 2 卷第 3 7 期
池 窑拉 丝铂 合 金 大 漏 板锥 形 嘴 冷镦 工 艺及 模 具 设计
杨 兴 无 ,纪周礼 ( 南京玻璃纤维研究设计院,江苏 南京 20 1) 102
A b t a t nt i a e , ea v ntg so em a u a tr fP - 0 l y c ia p o s n s sr c :I sp p r t d a a e ft n fcu eo t1 Rh al onc t sf r h h h o li bu hig
Co d Up e t gT c n l g n eDe in f rM a u a t r fCo ia po l s t n e h o o ya dDi sg n f cu eo n c l i o Ti f
Pl tn a i um l y Bu hi Fi r l s o c o Alo s ng i n be g a sPr du t n i
ቤተ መጻሕፍቲ ባይዱ
YANG n wu J o l ( aj gFbrls eerh n einIs tt N j g J gu2 0 1, hn ) Xi g , IZh u i N ni iegas sac dD s tue a i ,i s 10 2 C ia n R a g ni , n n a n
o m d tc fr e e h o o y o e P - 0Rh a ly c nc psf rb s i g ee a a y e d te f r u a n n l g ft t 1 h o o ia t u h n sw r l z d a o l li o n n h m lt g i p o e so ec l p e n e h o o y wa eem i e T e p e r t n a d te t n so etp r c s ft od u s Rig t c n l g sd tr n d. h h rpaa o i n ra me t ft i s h b a d sr cu ed sg ft ec d u s tig de we eito c d. lnka tu tr e i no ol p et i r r du e n h n n Ke wo d y r s: M ea tra s P - 0 lo u h n tl ma ei l; t 1 Rh al yb s i g; Co ia p nc t s; Cod u s ti gtc n l g li l p etn e h o o y; Di e
池窑漏板法拉丝工艺
池窑漏板法拉丝工艺一、工艺简介池窑漏板法拉丝工艺是一种传统的拉丝工艺,起源于中国汉代。
该工艺主要应用于铜器、银器、金器等金属制品的表面处理,使其表面呈现出漂亮的纹路和光泽。
该工艺具有古朴典雅、精美细致的特点,被广泛应用于金属制品的制造和装饰领域。
二、工艺流程1. 原料准备:将需要进行拉丝处理的金属材料准备好,并进行清洗和烘干处理。
2. 制作模板:根据设计要求,制作出需要的模板,模板可以是各种形状和大小。
3. 制作池窑:在地面上建立一个坑洼,然后在坑洼中放置石头或陶瓷块等材料,形成一个池窑。
4. 准备涂料:将黑色油漆和水混合搅拌均匀,并涂抹到模板表面。
5. 将模板放入池窑中:将涂有涂料的模板放入池窑中,并用木条固定好位置。
6. 烧制:将池窑盖上盖子,用炭火进行烧制,使模板表面的涂料烤干。
7. 拉丝:将烤干的模板从池窑中取出,用钢丝或铜丝进行拉丝处理,使其表面呈现出漂亮的纹路和光泽。
8. 整形:将拉好的金属材料进行整形、修饰和抛光处理,使其表面更加光滑、美观。
三、工艺细节1. 池窑的制作:池窑可以使用各种材料制作,如陶瓷、石头等。
在制作池窑时需要注意大小合适,并在底部放置一些石头或陶瓷块等材料,以便于加强池窑的耐火性能。
2. 涂料的准备:涂料可以使用黑色油漆和水混合搅拌而成。
在准备涂料时需要注意比例适当,并搅拌均匀。
3. 模板的制作:模板可以使用各种材料制作,如木头、塑料等。
在制作模板时需要注意尺寸大小和形状是否符合要求,并在表面涂上适量涂料。
4. 烧制时间控制:在进行烧制时需要注意火候的控制,一般需要烤干涂料即可,过度烤制会导致模板表面出现裂纹或变形。
5. 拉丝技巧:在进行拉丝处理时需要注意力度的控制,过于用力会导致表面出现划痕或损坏。
同时需要注意方向的掌握,使其呈现出漂亮的纹路和光泽。
四、工艺优点1. 工艺古朴典雅、精美细致,可以使金属制品表面呈现出漂亮的纹路和光泽。
2. 工艺成本低廉,可以使用普通材料进行制作。
玻璃纤维的成型

3 拉丝新技术
无嘴漏板法 加压拉丝法
第37页,共42页。
定长玻璃纤维成型方法
定长300—500um,该不连续纤维不呈棉 絮状,但组织蓬松,表面有绒毛,有较好的 柔性、弹性和挠曲性。其成型方法:气流法 滚筒法 移动炉法
第38页,共42页。
玻璃棉(呈絮状定长玻纤)的成型方法: 立吹法 火焰喷射法 离心喷射法
玻璃纤维的成型
第1页,共42页。
玻璃
纤维 的成 型
第2页,页。
第4页,共42页。
第5页,共42页。
第6页,共42页。
第7页,共42页。
一 玻璃纤维及其制品 的生产工艺流程
坩埚法拉丝 池窑漏板法拉丝
第8页,共42页。
坩锅法拉丝工艺
生产工艺由制球和拉丝两部分组 成,整个拉丝过程中加球和拉丝 温度控制是由自动控制装置来完 成的
第25页,共42页。
玻璃纤维成型设备
第26页,共42页。
第27页,共42页。
玻璃纤维是最为典型的一种延续玻璃制 品 (连续拉伸成型 横截面呈简单圆形)
成型机理比较容易研究,对(玻璃平板 玻璃管棒)都具有指导作用和参考意义
第28页,共42页。
连续玻璃纤维成型
属于熔体拉丝范畴,丝径3—9um, 可制成纱、布、带;10—19um的可制 成无纺或少纺织品,如无捻粗布、布、 薄毡等。
纤维支数有两种表达方法
定质量法: 用质量为1克原纱的长度来表示, 即 纤维支数=纤维长度(通常用100m测量) /纤维质量(100m原纱质量数)
例如:40支纱,就是指重量为1克原纱长40米
第21页,共42页。
定长法:目前国际上统一使用的方法通常为 “TEX”(公制量数)1000m长的原纱的克质
玻纤工业用铂铑合金漏板的提纯工艺

玻纤工业用铂铑合金漏板的提纯工艺吴喜龙;王欢;贺小塘;李勇;韩守礼;李锟;李子璇;赵雨;李红梅【摘要】采用了一种从玻纤工业铂铑合金废料中提纯铂铑的生产工艺,对比较纯净的物料,通过物理分离实现铂铑的快速提纯;对于杂质含量较多的物料,采用铂铑不分离工艺,通过化学法去除杂质,提纯的铂铑合金配料熔炼后制造新的玻纤漏板。
此工艺实现了铂铑的高效循环利用,缩短了铂铑的回收周期,具有明显的经济效益。
%A new process was proposed for recovery of Pt and Rh from platinum-rhodium alloy bushing used in glass fiber industry. Pt and Rh were rapidly purification by physical method for the simple materials, and relatively, the complex materials were purified by chemical method without the separation of Rh and Ir to obtain the platinum-rhodium alloy, which can directly be used to produce new bushing. The process realized the platinum efficient recycling and the production time was reduced leading to obtain a significant economic efficiency.【期刊名称】《贵金属》【年(卷),期】2013(000)002【总页数】3页(P48-50)【关键词】冶金技术;玻纤漏板;铂;铑;回收【作者】吴喜龙;王欢;贺小塘;李勇;韩守礼;李锟;李子璇;赵雨;李红梅【作者单位】贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106;贵研资源(易门)有限公司,贵研铂业股份有限公司稀贵金属综合利用新技术国家重点实验室,昆明 650106【正文语种】中文【中图分类】TF83铂铑合金具有优良的抗氧化性、耐玻璃腐蚀及良好的高温力学性质,制成的铂铑合金漏板是玻纤工业最关键的设备[1-2]。
确定玻璃纤维的成分和原料
一.En 确定玻璃纤维的成分和原料1.玻璃纤维的原料分为:主要原料和辅助原料主要原料:石英砂叶腊石石灰石白云石纯碱硼钙石硼镁石硼酸辅助原料:助溶剂澄清剂氧化剂2.玻璃纤维的成分:S I O2:55~57% A L2O3:10~17% C a O:12~25% M g O:0~8% B2O3:8.5% N a2O:0.5%确定: S I O:56%A L2O3:15%C a O:18%M g O:2%B2O3:8.5%N a2O3:0.5%二.确定拉丝工艺及相关参数1. 拉丝工艺:镍铬片平拉法(只用于生产高碱玻璃纤维)2. 工艺参数:因为我们组是生产高碱玻璃,玻璃液的控制温度为1200℃,成型温度为1100℃,漏板温度因为漏板温度比玻璃液控制温度低所以为1150℃。
三. 选择漏板材料,确定结构和相关参数●我组选用铂铑合金漏板,漏板一般由以下几个部分组成:底板、侧壁、堵头、接线端子、加强筋、过滤网、法兰边●其相关参数为:(1)漏板需在高温下有较长的使用时间,应在1300℃左右的温度下工作。
(2)底板:为使漏嘴区温度均匀,一般在底板两端各留一段不放漏嘴的光板,光板越长,漏嘴区温度越均匀。
但光板长铂合金用力增加,光板的长度一般为10~20mm左右。
(3)侧墙:为了使底板的温度分布均匀,侧壁使用不同厚度的铂合金片焊接而成。
(4)堵头:堵头是将两端封牢的两块板,也能起到微调底板两端温度的作用。
一般厚度为1.0~2.0mm.我组确定为1.3mm(5)接线端子:将电流输送和分配给堵头的连接部位,直接影响底板甚至漏板的温度分布。
(6)漏板要尽可能的保持导电性和尺寸稳定性。
四.其他拉丝设备的选择拉丝的部分主要是坩埚、池窑、拉丝机和温度控制等(1)坩埚:坩埚是拉丝过程中最重要的设备,它将玻璃球或者碎玻璃加热熔化,作为容器。
拉丝坩埚包括铂坩埚、代铂坩埚、陶土坩埚等。
(2)池窑:池窑拉丝的生产过程。
是原丝的一次成型,把玻璃成分配置好的粉料,在池窑中经加热熔化成高度均匀的玻璃液,送往安装与许多漏板的成型通路,有漏板拉制成不同线密度的连续纤维。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2006年9月贵金属 Sep. 2006第27卷第3期Precious Metals V ol. 27, No. 3池窑拉丝铂合金大漏板锥形嘴冷镦工艺及模具设计杨兴无,纪周礼*(南京玻璃纤维研究设计院,江苏南京 210012)Cold Upsetting Technology and Die Design for Manufacture of Conical Tip ofPlatinum Alloy Bushing in Fiberglass ProductionYANG Xingwu, JI Zhouli* ( Nanjing Fiberglass Research and Design Institute, Nanjing, Jiangsu 210012, China )Abstract:In this paper, the advantages of the manufacture of Pt-10Rh alloy conical tips for bushingswith the cold upsetting technology instead of cutting were pointed out. The structure feature andformed technology of the Pt-10Rh alloy conical tips for bushings were analyzed and the formulatingprocess of the cold upsetting technology was determined. The preparation and treatments of the tipsblank and structure design of the cold upsetting die were introduced.Keywords:Metal materials; Pt-10Rh alloy bushing;Conical tips;Cold upsetting technology;Die摘要:本文阐明了采用冷镦工艺代替切削加工生产Pt-10Rh合金漏板锥形嘴的优点,对Pt-10Rh合金漏板锥形嘴零件结构特点和成形工艺进行了分析,制订了冷镦工艺方案。
介绍了漏嘴坯制备处理及冷镦模具结构设计。
关键词:金属材料;Pt-10Rh合金漏板;锥形嘴;冷镦工艺;模具中图分类号:TG146.3 文献标识码:A 文章编号:1004-0676(2006)03-0054-04池窑大漏板是玻纤拉丝工艺的心脏,是玻璃纤维生产中主要装置之一,其具有尺寸大、结构复杂等特点,形状为一个槽型容器,结构如图1所示。
在拉丝过程中熔融玻璃流入漏板,由漏板将其调制到适合温度,然后通过底板上的漏嘴流出,并在出口处被高速旋转的拉丝机拉伸为连续玻璃纤维。
漏嘴是漏板上影响玻璃纤维成型的关键部位,其制作决定了漏板的制造精度和质量,也决定了拉丝生产的流量及其生产率。
目前国内外池窑大漏板加工多以锥形漏嘴结构为主,其工艺主要有整体冲压或数控机械加工等:通过模具的多次挤压成型或数控车、削加工出单个锥形漏嘴。
虽然该加工工艺制作的零件精度和表面质量较高,但由于其生产率过低,成本过高,不便于批量生产,而且金切加工还会影响漏嘴的强度和韧性。
为了克服上述不足,作者采用了新型的金属冷镦工艺。
冷镦是一种少或无切屑压力的加工工艺。
它根据金属塑性成形原理,将冷态的金属毛坯放入装在压力机上的模具型腔内,在一定的速度和强大的压力作用下,迫使金属在模腔中进行挤镦,从而收稿日期:2005-12-01作者简介:杨兴无,男,教授级高级工程师, 主要从事铂铑合金池窑拉丝漏板设计、加工制造研究工作。
* 联系人:纪周礼,男,高级工程师,主要从事铂铑合金材料加工及金属塑性成型研究工作。
E-mail: ji _zl @ fiberglasschina. com.第3期杨兴无等:池窑拉丝铂合金大漏板锥形嘴冷镦工艺及模具设计55获得所需的形状、尺寸以及具有一定机械性能的挤压件[1]。
作者对该锥形嘴的冷挤成形工艺进行了深入研究,并根据五工位冷成形机的特点设计了相应的模具,取得了成功。
图1 池窑漏板结构示意图Fig.1 Bushing used in fiberglass production by direct meting process(a 1 底板,2 漏嘴,3 电极,4 端板,5 侧壁,6 法兰,7 滤网; b 放大图)1 零件结构特点和成形工艺分析图2所示为锥形嘴冷镦压件图,材料为Pt-10Rh合金。
在冷挤镦生产中,往往由于变形工序设计不妥使冷挤镦件成形时产生各种缺陷,如表面折叠、表面折缝、表面裂纹、纵向弯曲等。
因此,只有预先了解这些缺陷的成因,才能在设计变形工序时,采取有效的解决办法,获得合格的冷挤镦件[2]。
另外,在制订挤镦件时,需选择合理的许用变形程度。
许用变形程度越大,则生产率就越高,工序就越少。
但变形区的单位压力也要增大,这就有可能超出模具所允许的单位压力,导致模具的损坏。
因此,许用变形程度的大小应严格控制。
影响变形程度大小的因素主要有:(1) 冷挤镦模具的强度越高,其许用单位压力越大,则许用变形程度值也就越大。
在当前技术条件下,从模具材质、结构、寿命等方面考虑,模具的许用单位挤压力为2000~2500MPa。
(2) 被挤镦金属材料强度越大,挤镦时其变形抗力也越大,则许用变形程度值就越小。
(3) 采用不同的冷挤镦变形方式,需用的单位压力不一样,因此许用变形程度也不同。
(4) 模具工作部分采用不同的结构形式,对单位挤镦力的影响较大,因此对许用变形程度值也有较大的影响。
(5) 毛坯表面软化及润滑处理对单位挤镦力的大小有较大的影响,因此对许用变形程度值也有较大的影响[3]。
综上所述,再结合锥形嘴零件内、外轮廓及尺寸,采用冷挤镦成形工艺是完全可行的。
但由于锥形嘴材料为Pt-10Rh合金,其供应状态强度高、变形抗力大、塑性较差,存在加工硬化现象,难以进行大变形量的冷挤镦成形加工,不宜采用一次挤压成形工艺。
因此,必须对毛坯进行充分的软化退火处理,以降低变形抗力和提高塑性指标,并且采用多工序冷挤压成形工艺以及对模具做特殊设计[4]。
56 贵金属第27卷2 工艺方案设计冷挤压工件变形工序的多少,主要取决于零件的复杂程度、材料的成形性能和变形程度。
由于是在多工位冷成形机上镦制零件,还要综合考虑各工位之间工件的传递、定位方式及可靠性等因素来最后确定变形工艺。
根据体积不变原理和最小阻力定律,经过计算和试验,确定Pt-10Rh合金锥形嘴的变形工序如图3所示。
为降低单位挤压力,必须确定合适的坯料,使挤压变形在各工序之间合理分配,减小挤压变形力,保证零件尺寸和形状精度得到有效控制。
Pt-10Rh合金材料经熔炼→锻打→压延→冷拉加工后制备成φ2.4mm×5000mm的丝坯,合金丝拉拔成形后,需进行1100℃退火软化处理,退火后硬度为HB92[5],然后通过园筒上料。
Pt-10Rh合金锥形嘴的变形工序如下:切断工序:为提高切断质量并保证质量公差,采用了封闭式套筒切断形式。
坯料重量为制件图算得的重量与冲孔连皮重量之和,计算值为3.9g。
为了使切断质量和后续整形质量好,作者选用D2.4-0.01mm坯料,计算坯料长度为4.6mm。
整形工序:主要是为了消除切断后坯料端面的缺陷,使坯料质量分布均匀,减少挤压冲头的偏载,尤其对挤压薄壁筒类零件,整形是确保产品质量的必要工序。
反挤工序:预挤出薄壁圆孔和为下序定位用的两端面处的锥窝。
圆孔不宜过深,以免挤压锥形嘴外廓成形不饱满;也不易过浅,过浅薄壁筒的长度不易保证。
通过计算和试验得知,孔深0.5~0.7mm为宜。
镦挤成型工序:此工序是将锥形嘴薄壁筒一次镦挤成形,完成内筒直径D1.6mm及锥角6°的成形。
图3所示的长度尺寸为5.5mm,达到图纸要求。
冲孔工序:主要是冲掉预冲孔连皮。
该工序主要防止2个问题出现:冲棒回程带料后的退料;连皮成串及不易排出。
3 关键模具设计锥形嘴冷镦件的好坏与冷挤镦模具的设计质量有直接的关系,合理的模具结构型式是制造合格冷挤镦件的关键技术之一。
因此,根据具体的零件形状、尺寸及材料,必须要正确、合理的设计模具结构[6]。
通过对通用冷镦机进行结构改进和相应的工位调整,作者选用五位冷镦成型机作为锥形第3期杨兴无等:池窑拉丝铂合金大漏板锥形嘴冷镦工艺及模具设计57漏嘴的镦制设备。
结合镦机的工位,分别设计了五组特殊的模具。
镦挤成型工序是整个变形工艺中最为复杂的一步。
该工序由第4模模具来完成。
由于该锥形嘴零件为毛细管薄壁筒加工件,对内外圆的同心度要求很高。
同时为了保证凹模装卸简便,紧固可靠,凹模的夹紧部分一般做成阶梯形。
产品的成形在4模的凹模下半截,其外口设计为D2.8-0.01mm,作为挡料用,解决了因Pt-10Rh合金材料特有的粘度而出现的凸模带料的难题。
同时设计了方便而灵活的卸料和顶出装置,结构如图4所示。
由于凹模在极易磨损的条件下工作,故选用CrWMn钢,热处理硬度为66~68HRC。
第4、5模的凸模工作部分形状、尺寸与管坯内壁相同,细而长,尤其是第5模冲孔工序的凸模工作部分须设计为D1.6mm×15.25mm,结构如图5所示。
为满足压力传递,凸模应具有足够强度、刚度和一定的耐磨性。
因此,第4、5模的凸模材料选用合金工具钢W2Mo9Cr4Vco8,热处理硬度为64~66HRC[7],且在冲棒的工作部分表面进行镀钛处理。
4 结语冷镦技术是少或无切屑的金属塑性成形工艺,将其用于Pt-Rh合金的成形,是一个很好的尝试,具有很高的实用价值。
生产实践表明,采用该工艺代替切削加工生产Pt-10Rh合金锥形漏板漏嘴,可以明显提高制件的表面质量,改善材料性能,降低铂合金加工损耗,大大提高生产率。
参考文献[1] 机械电子工业部技工培训教材编审组. 冷镦工工艺学[M]. 北京: 机械工业出版社, 1993.[2] 洪慎章. 提高金属成形性的研究[J]. 模具技术, 2000, (5): 69-73.[3] 洪深泽. 冷挤压工艺及模具设计[M]. 合肥: 安徽科学技术出版社, 1985.[4]《贵金属材料加工手册》编写组. 贵金属材料加工手册[M]. 北京: 冶金工业出版社, 1978.[5] 黎鼎鑫, 张永俐, 袁弘鸣. 贵金属材料学[M]. 长沙: 中南工业大学出版社, 1991.[6] 相长顺. 冷挤压模具设计[M]. 北京: 国防工业出版社, 1994.[7] 胡亚明. 精锻模具图册[M]. 北京: 机械工业出版社, 2002.。