S7—300 PLC和WinCC在炉前系统中的应用
SMATIC S7-300 PLC在加热炉控制系统中的应用

科技资讯科技资讯S I N &T NOLOGY I NFORM TI ON 2008N O .10SCI ENC E &TECH NOLOG Y I N FOR M A TI ON 学术论坛1系统概述通钢集团吉林钢铁热轧厂的加热炉采用推钢式蓄热加热炉,采用的燃料为高炉煤气。
由一次仪表采集的各种过程变量送入PL C ,再由PL C 根据设定控制方式和控制目标值分别驱动相应的执行机构,调节过程变量,实施对各点的温度、压力、流量的调节控制。
所有的检测和控制均由计算机系统完成,非常情况下可在仪控室电柜上根据两只温度表的测量值,手动操作相应的操作器来控制生产过程。
2系统的选型及特点我们选用的是西门子公司的S M A T I C S7-300的可编程控制器和台湾研华工控机组成先进、实用、可靠的自动调节控制系统,再配以先进的W I NCC 监控软件,实现了加热炉监控系统的各项功能。
SM ATI C S7-300PLC,作为西门子公司的一代普通型产品,具有以下特点:①功能强:极强的计算性能,完善的指令集,M PI 接口和通过SI M AT I C NET 联网的网络能力,功能更强;②快速:指令处理及其快速,功能强大的CPU 只需0.3m s 就可以处理1024个二进制语句,在面向字处理方面也同样表现出色;③通用:高性能模板和六种CPU 使用任一应用场合,模块可扩至3个扩展机架,集成立M M I (人机界面)接口电路,用户友好的W I N-DOW S STEP7编程;④全集成:全部模块化,运行可靠,性能价格比高。
上位监控软件W I NCC 。
W I NC C 是西门子公司推出的组态软件平台,它使用方便,可以构造灵活的界面和强大的功能,用W I NCC 组态软件能开发出较强的组合画面。
①灵活的画面切换。
②灵活有效的报警方式。
③强大的功能和简单直观的操作方式。
④灵活实用的设置功能。
⑤实用的管理功3硬件配置(1)CPU 3146E S7314-1A G13-0AB 0(2)接口模块I M 3606E S7360-3C A01-0AA0(3)接口模块I M 3616E S7361-0B A01-0AA0(4)模拟量输入模块6ES7331-7KF02-0AB0(5)模拟量输出模块6ES7332-5HF00-0AB0(6)开关量输入模块6ES7321-1BL 00/1BH02-0AA0()电源模块S36S 3(8)通讯卡CP56116GK1561-1AA00(9)存储卡64K E PROM 6ES7953-8LF 11-0AA0(10)导轨6ES7390-1AF30-0AA 04控制过程整个生产过程中将流量、压力、温度等参数送工控机处理,并在CR T 上显示,同时可随时调阅各种历史档案或根据用户要求打印各种生产报表,声光报警系统可及时对故障、误操作等进行报警,并向操作者提示处理方法。
PLC在锅炉控制系统中的作用

PLC在锅炉控制系统中的作用锅炉是工业生产中常用的热力设备,它负责将水或其他流体加热到所需温度,以满足生产过程中的热能需求。
为了保证锅炉能够高效、稳定地运行,控制系统的作用至关重要。
其中,可编程逻辑控制器(PLC)在锅炉控制系统中扮演着重要的角色。
一、PLC简介PLC是一种专门用于工业控制的计算机设备,它能够根据预先编写好的程序,对锅炉的各个部分进行自动控制。
PLC通常由CPU、输入输出模块和通信模块等组成,具备可编程、可扩展、可靠性高等特点。
二、PLC在锅炉控制系统中的应用1. 温度控制在锅炉中,温度控制是至关重要的,它直接影响锅炉的稳定性和效率。
PLC可以通过外部温度传感器获取实时温度数据,并对锅炉的加热器、循环泵等设备进行控制,以确保锅炉水温始终保持在设定范围内。
2. 压力控制锅炉的压力也是需要进行精确控制的参数之一。
过低的压力可能导致供热不足,过高的压力则可能引发爆炸等安全隐患。
PLC可以通过传感器实时监测锅炉的压力,并根据设定值自动调节燃烧器的工作状态,以保证锅炉的压力在安全范围内。
3. 水位控制锅炉的水位是影响锅炉正常运行的重要因素。
若水位过低,锅炉的加热管壁可能过热而损坏;若水位过高,又可能导致锅炉溢水。
PLC可以通过水位传感器监测锅炉的实时水位,并控制进水和排水设备的开关,以保持水位在安全范围内。
4. 烟气排放控制锅炉燃烧过程中会产生大量烟尘和有害气体,对环境造成污染。
PLC可以通过烟气传感器监测烟气的成分和排放浓度,并根据环保要求调整燃烧器的工作状态,以减少污染物的排放。
5. 故障诊断与报警锅炉系统中可能会出现各种故障,如传感器失效、设备故障等。
PLC可以通过自动检测和诊断系统中的故障,并根据设定的规则进行报警。
这样可以帮助运维人员及时发现和解决问题,保证锅炉的正常运行。
三、PLC在锅炉控制系统中的优势1. 稳定性高:PLC具备高性能的计算能力和稳定的特性,可以保证对锅炉各个参数的精确控制,提高系统的稳定性。
S7—300 PLC和WinCC在炉前系统中的应用
S7—300 PLC和WinCC在炉前系统中的应用【摘要】炉前操作对于炉前系统至关重要,基于当前在操作炉前设备时所存在的问题,将S7-300 PLC和WinCC引入炉前系统。
完成了S7-300硬件配置及程序下载调试,并对WinCC与Step7的通讯进行设置以及对WinCC监控系统进行设计;分析了S7-300 PLC与组态软件WinCC在炉前系统中应用,实现了炉前系统中各测控点的监控和统计,为生产和技术维修人员提供了良好的便利条件。
【关键词】炉前系统;监控软件;S7-300;WinCC1.引言目前在炼铁厂炉前系统中,炉前操作的任务主要包括[1]:1)利用开口机、泥炮、堵渣机等专用设备和各种工具,按规定的时间分别打开渣、铁口,放出渣、铁,并经渣铁沟分别流人渣、铁罐内,渣铁出完后封堵渣、铁口,以保证高炉生产的连续进行;2)完成渣、铁口和各种炉前专用设备的维护工作;3)制作和修补撇渣器、出铁主沟及渣、铁沟;4)更换风、渣口等冷却设备及清理渣铁运输线等一系列与出渣出铁相关的工作。
而在操作炉前设备时,操作人员只能在炉前现场操作室进行操作,不便于生产人员对炉前系统各项设备运作情况的了解,也不利于技术维修人员在调试和维修设备,以及对设备出现故障时的分析和判断。
以往的炉前系统有PLC设备[2-5],但并不包含计算机系统。
基于当前炉前系统中存在问题,对炼钢厂的炉前系统进行技术开发,即主要针对炉前设备新增微机,安装Step7和WinCC组态软件[6],并设计监控画面对炉前各项设备参数及数据进行修改和监测。
2.炉前系统及S7-300硬件配置2.1 炉前系统基本原理炼铁厂的炉前系统主要由液压站,开口机,泥炮,揭盖机,撇渣器等设备组成。
液压站是炉前的动力系统,包含油泵、液压阀等设备。
利用开口机打开铁口放出铁水,高温铁水在流动过程中,经过铁水沟、撇渣器、渣沟分别进到(经过摆动流嘴)铁水罐、粒化塔中。
渣铁出完后用泥炮封堵铁口,以保证高炉生产的连续进行。
PLC在锅炉控制中的应用

PLC在锅炉控制中的应用鞍山市热力设计研究院郭轶1 引言可编程序控制器(Programmable logic contoroller)简称PLC,是以微处理器为核心,用于工业控制的计算机,由于PLC广泛采用微机技术,使得PLC不仅具有逻辑控制功能,而且还具有了运算、数据处理和数据传送等功能。
目前城市供暖的锅炉在启停和运行的过程中都需要精确的实时控制,大多数锅炉系统的控制还采用继电器逻辑控制。
这类系统自动化程序很低,大部分操作还是由手动来完成,只能处理一些开关量问题,无法处理系统的模拟量,即使控制一些开关量,其电气线路复杂,可靠性不高,不便维护,实际锅炉系统控制中每台炉就需要一套继电器控制系统,而采用西门子S7-300系列可编程控制器设计的控制系统实现了在某集中供热锅炉房的系统自动控制,并且实现了整个系统的优化控制。
2 系统硬件构成上位计算机系统硬件部分采用siemens台式工控机,上位监控组态软件采用siemens公司wincc进行组态。
热源部分的控制系统采用siemens公司的PLC可编程控制器S7-315-2DP,通过PLC自带的MPI 通讯接口与上位工控机相连。
利用TCP/IP 网络通过组件实现数据共享和分布式数据库,锅炉房各模块及水处理间控制模块间通过ProfiBus现场总线相连。
热力站的数据采集系统采用siemens公司的S7-200系列PLC,通过MODEM市话拨号的方式以9600BPS的速率与控制中心相连,热力站数据通过siemens触摸屏,可在热力站当前显示,系统硬件图如图1。
3系统的功能3.1监控功能系统在运行过程中,上位机将下位机采集上来的锅炉运行数据和热力站传送上来的运行参数进行实时处理,通过上位机的分析,判断,实现对现场温度、压力、液位、流量、烟气含氧量等工艺过程参数的模拟动态显示,通过下位机的反馈至上位机的信号实现对现场仪表、风机、水泵及上煤系统运行状态的监控。
现场通过上位机手动和自动切换,实现风机,水泵的启、停控制。
西门子S7-300 PLC在热风炉控制系统中的应用

西门子S7-300 PLC在热风炉控制系统中的应用摘要:本文主要介绍西门子S7-300 PLC在高炉热风炉系统中的应用,通过人机界面和PLC实现电气设备的启停、自动控制和仪表参数监控。
关键词:可编程控制器(PLC)过程监控热风炉自动控制1 前言1.1目的本自动化系统目的在于为冶金行业热风炉用户提供一方便、高效的自动化软件系统,用户使用此软件系统可以安全无误地实现所需的工艺要求,从而提高高炉的效益和效率。
1.2系统介绍本系统是一款软硬平台相结合的自动化产品,硬件平台基于SIMATIC S7-300 PLC,上位机(工业计算机);软件平台基于SIMATIC STEP7 V5.5,SIMATIC WINCC V6.2。
通过软硬件平台的完美结合,用户可以很容易的实现热风炉的工艺表达。
2 硬件平台说明2.1下位机下位机是S7-300 PLC及其机架,下位机部分由三个PLC机架构成(一个主机架,两个从机架),各机架之间通过基于RS-458的PROFBUS-DP协议进行互联通讯,PROFBUS-DP有通讯距离长,抗干扰强的优点,适合于工业现场环境。
主机架上有CPU模块、CP以太网通讯模块,CP以太网通讯模块用于上位机和下位机之间的互联通讯,两个从机架挂有多块开关量及模拟量模块,用于采集现场的各种过程信号。
2.2上位机本系统上位机一般选用工业计算机,工业计算机运行稳定,抗电磁干扰性强,适合工业高干扰、高灰尘的现场,并且可长时间运行。
本系统选用研华IPC-610L 工业计算机。
3 软件平台说明3.1 STEP7 V5.5对于下位机PLC,其内部控制逻辑是由SIMATIC SETP7 V5.5软件平台来编写完成的,STEP 7集成硬件配置和参数设置、通讯组态、编程、测试、启动和维护、文件建档、运行和诊断等所有功能与一体,其所有功能均有大量的在线帮助,用鼠标打开或选中某一对象,按F1可以得到该对象的相关帮助。
在STEP 7中,用项目来管理一个自动化系统的硬件和软件。
PLC和WINCC在供热控制系统的应用

PLC和WINCC在供热控制系统的应用刘喜梅;郭静;褚衍贺【摘要】研究了以下位机S7-300系列PLC和上位机WinCC为核心的供热控制系统.其硬件主要由SIEMENS S7-300 PLC、MM430变频器组成,完成变频恒压供水的控制任务和现场的数据采集.并由WinCC6.0组态软件完成系统的监控.实际运行表明,该系统提高了供热水系统的稳定性与可靠性,减轻了工人劳动强度,实现了节能降耗.%The heating control system which uses S7-300 as subordinate computer and WinCC as supervisory computer is introduced. Its hardware consists of SIEMENS S7-300 PLC and MM430 converter to fulfill the task of variable frequency constant pressure water-supply and field data collection. Industry supervision software WinCC 6. 0 can achieve the task of monitoring. Practical operation demonstrates that the stability and reliability of the water supply system have been improved and the labor intensity of workers is reduced. The purpose of saving energy and reducing consumption has been realized.【期刊名称】《青岛科技大学学报(自然科学版)》【年(卷),期】2011(032)004【总页数】6页(P415-419,425)【关键词】PLC;变频器;WINCC监控;供热【作者】刘喜梅;郭静;褚衍贺【作者单位】青岛科技大学自动化与电子工程学院,山东青岛266042;青岛科技大学自动化与电子工程学院,山东青岛266042;青岛科技大学自动化与电子工程学院,山东青岛266042【正文语种】中文【中图分类】TP273城市供热是城市基础设施之一,是保证城市经济发展,居民正常过冬的必要条件。
PLC和WinCC系统在环形加热炉中的应用
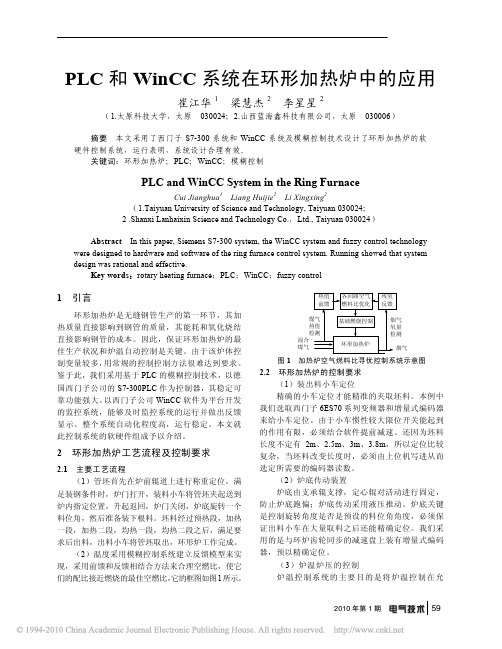
技术与应用2010年第1期 59PLC 和WinCC 系统在环形加热炉中的应用崔江华1 梁慧杰2 李星星2(1.太原科技大学,太原 030024;2.山西蓝海鑫科技有限公司,太原 030006)摘要 本文采用了西门子S7-300系统和WinCC 系统及模糊控制技术设计了环形加热炉的软硬件控制系统,运行表明,系统设计合理有效。
关键词:环形加热炉;PLC ;WinCC ;模糊控制PLC and WinCC System in the Ring FurnaceCui Jianghua 1 Liang Huijie 2 Li Xingxing 2(1.Taiyuan University of Science and Technology, Taiyuan 030024; 2 .Shanxi Lanhaixin Science and Technology Co.,Ltd., Taiyuan 030024)Abstract In this paper, Siemens S7-300 system, the WinCC system and fuzzy control technology were designed to hardware and software of the ring furnace control system. Running showed that system design was rational and effective.Key words :rotary heating furnace ;PLC ;WinCC ;fuzzy control1 引言环形加热炉是无缝钢管生产的第一环节,其加热质量直接影响到钢管的质量,其能耗和氧化烧结直接影响钢管的成本。
因此,保证环形加热炉的最佳生产状况和炉温自动控制是关键。
由于该炉体控制变量较多,用常规的控制控制方法很难达到要求。
鉴于此,我们采用基于PLC 的模糊控制技术,以德国西门子公司的S7-300PLC 作为控制器,其稳定可靠功能强大。
西门子S7-300在工业炉中的应用

西门子S7-300在工业炉中的应用论文导读:在工业炉中选择、开发、使用西门子可编程序控制器势在必行。
现就西门子S7-300可编程序控制器在28米隧道式型材时效炉中的部分应用与大家共同探讨。
才能更好地掌握和应用西门子可编程序控制器。
关键词:S7-300可编程序控制器,工业炉,应用1前言西门子可编程序控制器S7-300体积小巧,功能强大,运用灵活。
通用的数字输入/输出模块、集成功能模块(诸如FM350计数模块、FM353步进电机定位模块、FM355闭环控制模块等)以及积木式的组态结构,使其在工业控制中更加灵活自如。
丰富的集成功能模块几乎包容了自动化领域内的控制器部分,非常好地满足和适应自动控制任务。
积木式的结构在生产中的实用性被越来越多的客户所认同,特别便于设备的维护、修理、保养。
它的这些显著特点使它引领着世界可编程序控器的发展潮流。
因此,在工业炉中选择、开发、使用西门子可编程序控制器势在必行。
论文大全,工业炉。
2应用现就西门子S7-300可编程序控制器在28米隧道式型材时效炉中的部分应用与大家共同探讨。
在时效炉中S7-300实现两大控制任务。
论文大全,工业炉。
论文大全,工业炉。
其一,实现自动装、自动卸料;其二,翻版机构(周期性变换循环风方向)和1号、2号加热器的协调控制,二者的相互协调对提高炉内有效工作区间的核心指标“温度均匀性”起着重要的作用。
论文大全,工业炉。
2.1控制对象及设备简述设备结构简图如图1所示。
论文大全,工业炉。
1-放料车(转移工件到炉内或从炉内到炉外);2-炉门;3-号加热器;4-号加热器;5-炉前腔温度传感器;6-炉后腔温度传感器;7-吹风循环风机;8-可绕轴转动的翻版机构;9-炉体图1 设备结构简图逻辑部分实现自动开门、关门;料车自动进、出炉;闭环控制模块的2个输出通道分别控制炉体前腔、后腔的温度;编制时钟程序实现翻板机构与1、2号加热器的协调,使循环风周期性地按顺时针和逆时针方向交替更叠,已达到炉腔内热量的交换和渗透。
西门子S7-300PLC及工控组态软件WinCC的应用分析
西门子S7-300PLC及工控组态软件WinCC的应用分析摘要:长期以来编程控制向来受到业界重视,而通过西门子可编程控制器连接MPI,编程控制即可顺利实现。
在工业自动化方面,可编程控制器的应用极为广泛,为实现对系统的监控和操作,可编程控制器可采用硬件组态和软件编程的形式。
基于此,本文将围绕西门子及工控组态软件的通信方式进行研究,具体研究从和MPI入手,由此即可保证可编程控制器与工控组态软件更好服务于企业生产,西门子及工控组态软件可发挥“1+1>2”的作用。
关键词:S7-300PLC;WinCC;工控组态软件;可编程控制器前言:对于采用大规模集成电路的可编程控制器来说,如西门子,该可编程控制器能够实现对设备的控制,在手动和自动两种控制方式下,可编程控制器均可实现对设备的操控。
而对于工控组态软件来说,集控室中的操作人员可应用该软件监控管理设备,设备故障的排除、损坏率的降低可由此实现,企业的生产成本降低、员工的工作效率提升也可同时实现。
1.S7-300多点接口网络和MPI1.1 软件编程在使用STEP7软件的过程中,编程设计可基于其独特的语言实现,具体编程可采用图表等形式灵活开展,如在软件编程中添加流程图、柱形图、梯形图等,使用过程中的可编程控制器即可不断调整数据块,操作系统和用户可通过OB1组织块实现连接。
线性程序设计法的应用较为普遍,受到多数编程者的青睐,而为了通过OB1来调动,设计可采用结构式程序设计法[1]。
1.2 硬件组态围绕不同模块进行分析可以发现,模块的不同使得其对组态也会存在不同要求,需要的硬件材料包括微型存储卡、计算机专用的通信卡、CPU模块、电源模块,可基于实际需要对需要的扩展模块进行配置。
在开展硬件组态前,必须针对性设置计算机的MPI地址、数据传输速度等相关参数,可以使用STEP7软件作为编程过程采用的软件包,由此基于端口MPI,即可实现对相关配件的组态。
在CPU组态的过程中,需针对性设置MPI地址,所有组态程序在上述几步完成后需要全部下载,具体确认可基于可编程控制器实现,最后完成MPI网络的建设[2]。
基于S7_300PLC和WinCC的锅炉控制系统_王智勇
基于S7-300PLC和W i nCC的锅炉控制系统王智勇 王延华摘 要 针对目前工业型锅炉系统普遍存在成本高、效率低、运行不稳定等问题,设计了由S7-300PLC和W i nCC组态软件构成的工业锅炉控制系统。
从控制系统的总体设计、硬软件配置以及程序设计和监控画面设计等方面进行阐述,实际运行表明该控制系统性能稳定、可靠性高,在安全生产、提高经济效益等方面发挥了重要作用,并为节能降耗提供了技术保证,具有一定的先进性和推广性。
关键词 工业锅炉;S7-300PLC;W i nCC组态软件作者单位 王智勇,王延华;中国核电工程有限公司河北分公司锅炉控制系统设计要求达到节能、环保、安全、高效的目的。
随着自动控制技术的发展,对中小型锅炉进行自动化改造已经成为加快企业走向现代化生产的重要一环,本文以某公司三台供水锅炉的自动化设计为背景,采用以S7-300 PLC和W i nCC组态软件为基础的控制系统,实现生产过程监控管理一体化,使工业锅炉系统不仅在生产上实现过程控制自动化,更在管理上具有现代化水平。
一、锅炉自动控制的总体设计(一)系统描述。
供水锅炉自动控制的任务是既提供热量满足出水温度负荷的需要,又要保证燃烧效率和锅炉运行的经济性、安全性。
主要包括以下几个控制回路:烟气含氧量控制,出水温度控制,炉膛负压控制和总回水压力控制。
控制系统可实现如下功能:对出水温度、回水温度、出水压力、回水压力、给煤量、鼓风量以及炉膛负压等信号实现高精度智能检测;对所有控制和检测的模拟量具有历史数据存储、实时数据动态显示、打印和报警功能;对所有的控制均能在上位机实现参数设定和远程控制;工艺流程能在计算机屏幕上动态显示;对鼓风机转速、引风机转速与炉排电机转速等进行综合调节,使锅炉达到最佳的燃烧效率以降低燃煤消耗,使烟尘排出量降到最低,减少对周围环境的污染。
(二)控制系统构成。
针对锅炉控制的特点,系统采用S7 -300PLC作为下位机直接处理模拟量和开关量信号,上位机用装有W i ndo w s XP操作系统、W i nCC6.0组态软件和STEP7编程软件的工业PC机,兼做操作员站和工程师站。
S7—300PLC在加热炉控制系统中的应用

S7—300PLC在加热炉控制系统中的应用摘要:温度控制系统广泛应用于工业领域,这方面主要是基于单片机PID 控制领域比较广泛,由于控制复杂,近年来PLC得到广泛使用,PLC系统控制系统简单,系统稳定性强。
本次设计将使用西门子S7-300PLC控制加热炉温度的控制系统。
本设计的主要内容是温度控制系统的控制原理及组成,PLC的硬件及软件设计。
关键词:PLC S7-300闭环控制系统;PID;温度传感器(热电偶)1 系统设计1.1 加热控制系统工作原理加热炉的温度由热电偶转化为电流及电压信号,PLC主控系统内部的数模转换模块加数模模拟信号,电流或电压信号转换为数字信号,接下来系统设定的温度值与反馈的温度值进行比较,并经过PID运算器计算后,输出控制信号控制电动执行机构,通过此闭环控制系统,使反馈回来的温度值越来越接近设定的目标接近值,从而达到控制温度的要求.1.2 加热控制系统组成1.2.1 系统的基本设计结构加热控制系统由逻辑运算和逻辑控制部分、电动执行部分、加热容器、温度检测等4个部分组成。
1.2.2 硬件设计上位机:主要用来编写和修改S7-300PLC程序、可以对加热工艺参数进行设定和修改。
PS307:为PLC控制系统提供24V的直流电源,满足PLC系统供电需求。
CPU314:S7-300控制器的核心运算部分,可以根据程序对PLC采集的各种信号进行逻辑对比和计算,然后给出相应的动作信号或者运算结果,用于指导系统的运行。
FM355:具有PID调节控制功能的模块,可以将采集到的温度信号经过一系列分析比对和运算之后,对加热炉的加热输出进行调整控制,使控温精度更加精确和稳定。
AI8ⅹTC:一个具有8通道的热电偶输入模块,它可以将热电偶的电信号通过测量计算后,转化成数字信号,来提供给PLC控制系统进行比对和计算控制。
DI32ⅹDC24V:具有32节点的数字量输入模块,通过它可以检测与之连接的各单元的输入状态,当某个单元的状态发生改变后,PLC经运算后触发相应的动作程序,来完成相应的动作。
S7—300及工控组态软件WinCC的应用
1西 门子 公 司的 可缩 程 控 制器 的 发展 德 国西 门子 公 司 的可 编程 控 制器 ( L P C)继 s 5系列 后 ,9 O年 代初 又 研 制出 s 7系 列 ,并获 得 巨大 的成 功 ,s 7系 列在 功 能和 使 用 上 比 s 5系列 有 了 更 多 的 改进 ,性 能 价 值 比更 优 ,它主 要 包 括 S 7— 2 0 、S 0 7— 3 0、S O 7 4 O三 种产 品 。s O 7的 网络 有 以下 几 种 典型 类 型 , 多点接 口网络 ( P ) M I 、 工 业 以太 网 、P O I U R F B S现场 总 线 、T P / I C P协 议 网络 。 以多 点接 口网 络 (P )及 P O IU MI R F B S为例 ,采 用 M I P 实现 s 7— 3 0与 工控 组态 软 件 ( iC ) 0 W n C 间的通 信 。
态 ,建 成 M PI网 络 , 实现 了再 C 面 上 监 视 、控 制 现 场 。 RT画 [ 键词 ] 关 可编 程控 制器 多 点接 口网络 工 控组 态 软件 W n C iC 中图分 类号 :P3 . T 32 3 文献 标识 码 : A 文 章编 号 :0 99 4 (0 0 2— 10O 10— 1X2 1 )4 0 8 一 1
地址 为 Q .0 生产 的 S 7— 3 0系 列 P C 具有 模块 点 数密 度 高 、性 能优 0 L, 越 、结 构 紧 凑 、性 价 比 高 、装 卸 方 便 等 优 点 。 2 1s . 7— 3 0硬件 组 态构成 方 法 0 计算 机作 为编 程 装置 ,配 备专 用 的通信 卡 ( C 5 1 、C 5 1 或 C 5 1 如 P 6 1 P 5 1 P 52 等) ,运 行 s 7— 3 0编程 软 件包 S E 7 O T P ,首先 对 计 算机 进 行参 数 设 置 ,如 通信 端 口的设 置 ,M I地 址设 定 ,选 择 数据 传 输 速 率等 ;然 后 通过 M I端 P P 口对 S 7— 3 0进 行 硬件 组 态 , 即对 s O 7— 3 0的机 架 、 电源 、C U 0 P 、信 号 模 件 、通信 处 理器 c 等 按其 实 际配 置类 型和 物理 地址 进 行组 态 ,其中 在 C U P P 的组 态 中设 置 M I地 址 ,最 后将 组 态 程序 下 载 到 P C以确 认 。 依次 完成 各 P L P C的组 态后 ,便 构建 了 M I网络 。 L P 2 2 如何 实 现 ¥ - 0 软 件编 程 . 73 0 在 ST P7中 ,可 用梯 形 图 、语 句表 或 流程 图进 行 编 程 ,若 选 择 “ E 线 性 程 序设 计 ”方法 , 则把 所有 程 序放 在 组 织 块 O 1即 可 ,O 是 P C操作 B B1 L 系 统 与用 户 程 序 间 的接 口,P C周期 性 地 调用 此 块 。若 选 择 “ 构 式程 序 L 结 设 计 ”方法 ,则 通 过 组织 块 0 B1调 用 其 它块 如 功 能块 F 、 数 据块 D B B等 。 2 3 如何 实现 s . 7— 30相互 问 的通 信 0 多 点接 口网络 M I中的各 P C间通信 ,可在 S E 7中创 建全 局数 据通 信 P L TP
S7-300PLC在焚烧炉自动控制系统中的应用
!./ 3 " ’() * + ,0 12 !./ 8 * 90 12
)
\ 触摸屏编程软件
触摸 屏作为 新 一 代 高 科 技 人 机 界 面 产 品 G 具有 可编程显示等多种功能 M 富士触摸屏具 可编程操作 ] 有很强的稳定性和可操作性 G 而且维护简单 G 适合于
7 7 $ @ A B C D F =现场总线通讯
Q 7 T功能块 < 7温度变量计算块 H /水位控 & # & # 制块 H >炉 膛 负 压 控 制 快 H P压 力 变 量 计 算 块 H & # & # 0高速 计数 器 启 动 块 H _变 频 器 运 行 频 率 计 算 & # & # 块H 功率 6 4 L 6 6和 & 6 7分别读取变频器电流 L & # & # #
流化焚烧炉 自 动 控 制 系 统 中 使 用 $台 变 频 器 G 变 频 器 采 用 丹 麦 丹 佛 斯 H" 其内 J 7 7系 列 产 品 G I# 滤波器能有效解决对周边 置双直流电抗器和 , K L 仪 器 仪 表 干 扰 问 题M 变 频 器 同 * " N之 间 使 用 由于对于每台变频 * , ;K L 4 HO总线协议方式通讯 M 器 在通讯方面的 程 序 设 计 基 本 相 同 G 所以选鼓风机 变频器的 * E , ;K L 4 HO 5 *现 场 通 讯 的 程 序 来 加 以 说 明M 运 用 O I + * &软 件 包 所 提 供 的 系 统 功 能 6 P和 O 6 3来 实 现 * E O K N K N , ;K L 4 HO 5 *主 站 和 从 站之间的数据交换 M 这一部分的现场通讯的相关程 序如下 3 N :" "O K N6 !Q.6 $ .6 7 7 " :5 5 ,./ 6 0 12 !’QJ # , + I ) 9:" :4 , ! ./ 7 0 12 7 : ./ 0 12 7 6 U (4 )7 P N :" "O K N6 ! Q.6 $ .6 7 7 " :5 5 ,!’QJ P , + I ) 9:" :T P "’Q J "7 !!L V 7 # U (4 )7 3 % J "5 4 5 4 5# I .W X / ) Y
西门子PLC S7-300控制系统在电加热设备中的应用
西门子PLC S7-300控制系统在电加热设备中的应用摘要:介绍PLC温度检测、自动控制系统。
用于控制电加热器时控温精度高,为稳定提高产品质量及装置平稳运行创造良好条件,使电加热器控制的熔岩槽内的熔岩能够均匀加热,达目标值。
实际表明,西门子PLC S7-300控制系统是充分发挥恒温控制的一种较好的控制方式。
关键词:S7-300、电加热、控制功能1、引言阜康能源氯碱厂目前固碱生产能力为60万吨/年,其生产工艺全部采用瑞士博特降膜浓缩工艺,固碱浓缩用燃料为天然气。
随着民用天然气量的增加,工业用天然气受到限制,尤其是在冬季采暖期,天然气工艺日益紧张,同时由于外网对阜康能源热电厂上网供电的控制,致使阜康能源电厂每年有2.4亿度电无法满发。
为进一步降低生产成本,利用热电厂富裕电量对固碱原有天然气加热熔盐方式改为电加热熔盐炉。
在化工生产中,电加热的大规模应用以及操作控制系统的应用,使得PLC控制系统能够充分得到实际的应用及现场的检验。
本文通过介绍PLC S7-300控制系统在电加热器中的应用来说明此控制是一种较好的控制发生。
2、PLC及电加热器介绍2.1 PLC S7-300 介绍PLC S7-300 为可编程逻辑控制器,它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
主要组成部分有导轨(RACK)、电源模块(PS)中央处理单元CPU模块、接口模块(IM)信号模块(SM)功能模块(FM)等,通过MPI网的接口直接与编程器PG、操作员面板OP和其它PLC相连。
[1]2.2 电加热设备简介是由压力容器、电加热器、控温设备、温度测量一体的单元组合设备。
电加热器用于流体介质工艺系统的加热,并满足对工艺加热反应温度的要求,实行温度控制,温度达到设定值电加热器关闭,系统温度低于设定值,自动启动电加热器,并可恒温在一个任意给定的设定值上。
西门子PLC与Wincc在高炉热风炉控制系统的应用

器 的输人 口位 ,控制器 的继 电器触点输出信号连至C .包 Ht I ' , 机的烟包剔 除旋钮 上。程序 内设定任何 时刻 、任何一个光 纤检测器未检测到玻璃 纸的存在时 ,跑偏信 号经过移位寄 存 器移位一定步数后 ,输 出剔 除信号 ,将对应 玻璃纸包裹
4 6
中国 设备工程 l O1 0 月 2 1年 2
改造 与更 新
二 、 硬 件 和 监控 系统 设 计 1 硬 件 配置 .
技 ' 术 } i 反萤
历 史 曲线 画 面 以 曲线 的 形 式 显 示 了热 风 炉 主 要 工 艺 参 数 的 实 时 曲线 和 历 史 趋 势 ,按 工 艺 要 求 分 为 压 力 、 温 度 、
控制 ,主要完成3 座热风炉各阀门的顺序联锁控制和工艺参
数 的采 集 ,如 温 度 、压 力 、流 量 等 。 上 位 机 监 控 操 作 画 面 生偏 移 时 ,将 有 一个 光 纤 检 测 器 无 法 检测 到玻 璃 纸 的存 在 。
主要完成燃烧 、焖 炉 、送风 的操作 和各阀门状态及工 艺参
改造 与更 新
文章编号 :1 7 — 7 (0 0 — 0 6 0 6 1 0 1 2 1) 2 0 4 — 2 1 1
西 门子 P C与Wic 在 高炉 热风 炉 L ne 控 制 系统 的应 用
夏侯 洪波 ,姜 锐 ,李 忠民
(. 1日照钢 铁有 限公 司 ,山 东 日,天 津 78 6 . 308) 03 4
态 ,而 后 再 将 原送 风 热 风 炉 转 为 燃 烧作 业 ,燃 烧 好 后 改
为焖炉状态等待下一次换炉操作 ,因此热风炉有燃烧 、
西门子PLC 在锅炉中的应用
理框图如图 l 所示 , 被控对象输 出记为 v变送器 , 检测得到输 出的 4 2 m ~ 0 A的电流反馈信 号 Y 由 , P C的 A 模 块经 A D转换 成数字 信号 ,输 入 L I / P C 再与从上位机键盘输入的设定值 Y比较 , L, 得 到偏差信号 e L 根据偏差信号 e执行控制器算 , C P , 法程序, 计算 出 控制量,经 A 模块 DA转换成 O / 4 2m ~ 0 A的电流控制信号 u ,控制广义对象的输 出 y使其跟踪设定值 Y .2实现 P C和组态软 , 3 . 2 L 件之间的通讯。L P C通过 内部 C 3 1 P 4 通讯处 理器 , 通过点对点进行高速 , 陛 商 能的串口通讯,减轻 C U的通讯负担 。我们采用 C 3 1 R 2 2 P P 4 - S 3 C接 口模式, S 22 R 一 3 C串行接口标准既是一种协议标
科l f I 技 论 坛
科
西门子 P C 在锅炉 中的应用 L
邹丹丹 李 伟 凯
( 黑龙 江八一农 垦大学, 黑龙江 大庆 13 0 ) 6 00
摘 要: 锅炉节能控制主要是采用控制技术 , 别是采 用计 算机控 制 系 。某物 业公司利用西 门子 s — 0 和 Wi C对锅炉进行控 制 。 特 统 7 30 n C 从而达 到 了 高燃烧效率 、 提 节能环保、 少烟气对 大气的 污染以确保对供 热锅 炉的安 全可靠运行 。 减
一
49 —
准, 了 规定 终端和通信设备之间信息交 … 一 换的方式和功能。P C L 与上位计算机 i 之间的通信就是 通过 R 一 3 C标准 ; S 22 接 口来实现 的。 L 与上位计算机之 ; PC 间的通信就是通 过 R 一 3 C标 准接 S22 口来实现的。 P 3 1 R 3 C是 9针 一 C 4 一 s2 2 图 1 L P C控 制 原 理 框 图 S B D型插头 ,内置 Rl l U— ( 2通讯协 5 号机架 议, 程序设计中在 P C则只需在 O 0中 L B 加人 F 7 项目的硬件有两个机架构成,分别为第 0 B 号机架, 每个机架 E 都有一台西门子 P C L。 ( 每次循环都执行 F 7 P C B) L 就会 自 , 动响应上位机 和第 1 R FB S 42 的数据查询 和数据修改指令 了。在通讯过程 中, 利用 P O IU 总线工作方式进行通讯。 2 模 模拟量既现场来的连续信号, 如实际过 P C为被动 , L 计算机为主动 。( 也就是如果计算机 拟量采集。 温度 、 流量等现场模拟信号 , 通 不发命令给 P CP C不会主动发数据) P C编 程控制 中的压力 、 L ,L 在 L 程中只要有 F 7 B 功能块就可以了。F 8 B 是给 P C 过传感器 、变送器转换为控制系统可接收的电压 L 通过 AD转换, 数字量形式传送给 / 以 主动发送数据用的。3 A调试 P C监测系统 , . 2 L 实 或电流信号, 。 C, 现人机交互界面对 P C监测系统进行调试 , L 并与 可编程控制器目其中包括模拟量采集 F 1模拟量 C 。 . PD 2 3 PD控制器问世 Wi c n 进行通讯,利用 Wi c c n 所特有的性 能特点 处理刻度化 F 9 4 . I 算法。 I c O 它以其结构简单、 稳定性 实现人机交互界面。通过界面完成水温 、 水压力 、 至今已有近 7 年历史, 好、 工作可靠 、 调整方便而 皖为 工业控制的主要技 水流量等参数 的浏览 , 并加以分析。 术之一。在生产 过程 自动化控制 的发展历程 中, 4系统构成及主要实现方法 I 4 系统构成。 .1 1 4 .系统硬件构成。 1 系统硬件 PD控制是历史最久 、生命力最强的基本控制方 I PD参数的 由传感器、 上位机监测系统、 下位机控制系统三部 式。在对 PD参数进行整定的过程中,I 而不是全局 分构成。a 传感器 : 传感器组成的现场仪表负责 整定值是具有一定局限性的优化值, 由 因此这种控制作用无法从根本上解 对 回水温度 、 、 压力 流量和室外温度参数的采集 , 性的最优值, I 运 具体在供回水管线安装压力变送器 、 温度变送器, 决动态品质和稳态精度的矛盾。其中采用 PD P I I 在户外安装温度采集装置。b 上位机监测系统 : 负 算的的硬件算法 , D算法 由 PD插件执行 。即 I P, I L 责监测锅炉运行参数 ,负责供热指挥中心发送锅 PD内部 自带的 C U 所 以 PD插件和 P C采用 炉自 身数据和接收供热指挥 中心下发的指令 , 提 种并行工作方式 。 5系统的抗干扰设计 供人机界面, 完成人机交互功能 。 负责对E 上传 侑 5 . 1抑制电网引入的干扰 ,采用性能优 良的 数据实时在线显示 、 处理分析 , 并建立相关数据
基于S7-300-Wincc锅炉自动控制

基于S7-300-Wincc锅炉自动控制摘要:随着以工业PC为核心的自动控制集成系统技术的日趋完善和工程技术人员的使用组态软件水平的不断提高,用户对组态软件的要求已不像过去那样主要侧重于画面,而是要考虑一些实质性的应用功能。
关键词:WinCC;锅炉自动控制;S7—300PLC1. WinCC1.1 WinCC的介绍及发展现状STMATIC WinCC是西门子(SIEMENS)在自动化领域中的先进技术和Microsoft的强大功能相结合的产物。
它有各种有效功能用于自动化过程,是用于个人计算机上的,按价格和性能分级的人机界面和SCADA(Supervisory Control and Data Acquisition)系统。
可以容易的结合标准和用户程序生成人机界面,准确的满足实际要求。
与其他监控系统相比,WinCC具有以下系统特性:1.2 WinCC创建项目1.2.1 启动Wincc启动Wincc,单击“开始”>SIMATIC>Wincc>Windows Control Center 6.0菜单项。
1.2.2 建立一个新项目第一次运行Wincc时,出现一个对话框,选择建立一个新项目的类型包括以下有3种:—单用户项目—多用户项目—客户机项目1.3 SIMATIC WinCC的组成SIMATIC WinCC主要包括计算机(Computer),标签管理(Tag Management),数据类型(Data Type)和编辑器(Editor)四大部分。
2 锅炉的介绍及控制现状2.1锅炉的介绍锅炉是使燃烧产生的热能把水加热或变成蒸汽的热力设备。
锅炉的种类虽繁多,但都是由“锅”和“炉”以及保证“锅”和“炉”正常运行所必需的附件、仪表及附属设备三大部分组成。
“锅”是指锅炉中盛放水和蒸气的密封受压部分,是锅炉的吸热部分,主要包括汽包、对流管、水冷壁、联箱、过热器、省煤器等。
“炉”是指锅炉中燃料进行燃烧、放出热能的部分,是锅炉的放热部分,主要包括燃烧设备、炉墙、炉拱、钢架和烟道及排烟除尘设备等。
基于PLC和WinCC的电热锅炉压力监控系统开发

基于PLC和WinCC的电热锅炉压力监控系统开发王玉杰;柏艳红;刘玉龙;李虹【摘要】实验室电热锅炉设备开发了以S7-300 PLC为控制器、以WinCC为组态软件的锅炉压力监控系统,作为PLC控制技术课程实践教学的案例.该文构建了PLC 控制系统硬件回路,编写了锅炉压力闭环控制PLC程序,完成了上位机监控界面组态.通过实验调试表明,该系统能够将锅炉压力控制在设定值,上位机具有控制系统启停、设置PID参数和锅炉压力、实时显示压力曲线等功能.【期刊名称】《实验科学与技术》【年(卷),期】2016(014)002【总页数】4页(P62-64,114)【关键词】可编程逻辑控制器;监控系统;锅炉压力控制【作者】王玉杰;柏艳红;刘玉龙;李虹【作者单位】太原科技大学电子信息工程学院,太原 030024;太原科技大学华科学院,太原 030024;太原科技大学电子信息工程学院,太原 030024;太原科技大学电子信息工程学院,太原 030024【正文语种】中文【中图分类】TM571.6;TP273+5PLC控制技术是一门综合应用性专业课程,具有很强的实践性,实践教学在整个课程教学中具有举足轻重的地位[1-5]。
电热锅炉是将水加热变成蒸汽而输出的热能设备,是工业生产过程控制常用的室内温度控制设备。
开发锅炉PLC控制系统,需要综合应用计算机技术、自动控制理论、过程控制等专业知识,将其作为PLC控制技术实践教学案例,具有典型性和代表性。
本文基于实验室现有资源,针对电热锅炉控制对象,以S7-300 PLC为控制器,以WinCC为上位机组态软件,开发锅炉压力监控系统。
实验室电热锅炉系统主要由电加热蒸汽发生器、水泵、散热风扇、水箱和压力传感器等组成,实验装置如图1所示[6]。
电热锅炉PLC控制系统原理框图如图2所示。
三相固态继电器控制三相发热管,通过脉宽调制信号(pulse width modulation,PWM)控制固态继电器的通断时间来调节施加在发热管上的电压,从而控制锅炉的温度和压力。
基于PLC和WinCC的温度控制系统

本 文 以 S7-300 系 列 PLC 控 制 的 锅 炉 内 胆 温 度 控 制 系 统 为例, 说明用 PLC 的 PID 指令组成闭环控制系统的系统组成、 基本原理、PID 参数的选取和程序编制中有关参量设 置 的 方 法 。 并通过组态软件 WinCC 不仅可以实现对控制过程的监视,而且 还可以通过 WinCC 的组态界面实时设置和修改 PID 参数,避免 了在 STEP7 中每次调试 PID 控制,都得修改参数并下载程序。 1 控制系统结构
2 PID 指令及参数的选取
S7-300 系列 PLC 的 PID 指令采用的是位置式输出的 PID
控制算法:
Σ Σ Σ u(n)=Kp
e(n)+ TS n e(j)+ TD
Tl j = 0
TS
Σ e(n)-e(n-1) Σ
(1)
以西门子 S7 系列 PLC 为核心的 PCS7 技术为用户提供了
通用的 PID 控制功能 块 FB41,它 即 以 式(1)为 理 论 依 据 ,通 过 统
本 文 的 浙 大 中 控 公 司 AE2000A 过 程 控 制 综 合 实 验 装 置 是 基于工业过程物理模拟对象。 它集自动化仪表技术、 计算机技 术、通信技术、自动控制技术为一体的多功能实验装置。 该系统 是由执行机构、 测温元件、A / D 转换器、PID 调节器和 D / A 转换 器等构成一个单回路温度控制系统。 PID 调节器、D / A 和 A / D 转换器用西门子公司的 S7-300(CPU315-2DP)PLC 来实现。 上 位机 PC 中安装了 STEP7V5.2 编 程 软 件 和 WinCCV6.0 组 态 软 件。PC 与 PLC 之间用 PC Adapter 连接。其结构图如图 1 所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S7—300 PLC和WinCC在炉前系统中的应用
【摘要】炉前操作对于炉前系统至关重要,基于当前在操作炉前设备时所存在的问题,将S7-300 PLC和WinCC引入炉前系统。
完成了S7-300硬件配置及程序下载调试,并对WinCC与Step7的通讯进行设置以及对WinCC监控系统进行设计;分析了S7-300 PLC与组态软件WinCC在炉前系统中应用,实现了炉前系统中各测控点的监控和统计,为生产和技术维修人员提供了良好的便利条件。
【关键词】炉前系统;监控软件;S7-300;WinCC
1.引言
目前在炼铁厂炉前系统中,炉前操作的任务主要包括[1]:1)利用开口机、泥炮、堵渣机等专用设备和各种工具,按规定的时间分别打开渣、铁口,放出渣、铁,并经渣铁沟分别流人渣、铁罐内,渣铁出完后封堵渣、铁口,以保证高炉生产的连续进行;2)完成渣、铁口和各种炉前专用设备的维护工作;3)制作和修补撇渣器、出铁主沟及渣、铁沟;4)更换风、渣口等冷却设备及清理渣铁运输线等一系列与出渣出铁相关的工作。
而在操作炉前设备时,操作人员只能在炉前现场操作室进行操作,不便于生产人员对炉前系统各项设备运作情况的了解,也不利于技术维修人员在调试和维修设备,以及对设备出现故障时的分析和判断。
以往的炉前系统有PLC设备[2-5],但并不包含计算机系统。
基于当前炉前系统中存在问题,对炼钢厂的炉前系统进行技术开发,即主要针对炉前设备新增微机,安装Step7和WinCC组态软件[6],并设计监控画面对炉前各项设备参数及数据进行修改和监测。
2.炉前系统及S7-300硬件配置
2.1 炉前系统基本原理
炼铁厂的炉前系统主要由液压站,开口机,泥炮,揭盖机,撇渣器等设备组成。
液压站是炉前的动力系统,包含油泵、液压阀等设备。
利用开口机打开铁口放出铁水,高温铁水在流动过程中,经过铁水沟、撇渣器、渣沟分别进到(经过摆动流嘴)铁水罐、粒化塔中。
渣铁出完后用泥炮封堵铁口,以保证高炉生产的连续进行。
炉前系统的下位机编程软件采用西门子S7-300[7],该软件通过通讯卡CP5611与PLC模块的通讯接口相连接,以MPI通讯协议进行数据交换,实现对整个控制系统的编程、调试和监控。
2.2 控制系统硬件组态
根据实际PLC柜上面的模块硬件配置,在Step7编程软件中的“HWConfig”
界面上分别对各个站进行硬件组态。
在本控制系统中,Step7有两个300主站,其模块主要包括:电源模块PS307、中央处理单元CPU315-2DP(1)和1个通讯扩展模块IM360,4个DI32XDC24数字量模块,每个主站有带了3个分站通过IM361通讯,分站包含模拟量和数字量模块等。
在系统硬件配置完成后,将主程序OB1,组织块OB10、OB35、OB40、OB80、OB82、OB84、OB85、OB86、OB100、OB121、OB122,功能块FB,数据块DB,功能FC等全部下载到CPU模块中,直到CPU模块上的指示灯STOP由黄色变成熄灭状态。
当指示灯RUN由熄灭状态变为绿色时,则表示$7-300CPU开始运行,此时Step7可以用来在线调试程序,如可通过设置变量表在线修改参数和监视变量等。
3.WinCC系统开发
3.1 WinCC与Step7通讯设置
WinCC与S7-300系列PLC通过MPI协议进行通信。
其通讯方法为:将MPI 网卡CP5611插入PC机并固定,启动WinCC,建立一个新的项目,选择“变量管理”单击右键选择“添加新的驱动程序”,在弹出窗口中选择“SIAMTICS7prOlocoI suite”连接驱动,将其添加到变量管理中。
选择MPI通讯驱动并按右键,选择“新驱动程序的连接”,进行PLC连接,连接时须设置MPI地址与PLC硬件配置中CPU的MPI地址相同。
最后在建立的S7-300PLC连接下面新建变量接收PLC发送的现场数据,变量的标签名、数据类型和地址,与PLC 变量保持对应关系。
在设置完成后,通过“Channel Diagnosis”工具观察是否通讯成功。
MPI设置界面如图1所示。
图1 MPI设置界面
图2 监控系统界面
3.2 WinCC监控系统设计
监控系统采用西门子公司的组态软件WinCC 7.0,该监控系统通过对炉前系统中的各信号进行检测,可实现参数设定、实时数据动态显示、历史数据记录、打印和报警及操作人员权限设定等功能。
监控系统界面如图2所示。
由图2可以看出,该监控画面能够形象地显示炉前系统中所有泥炮、开口机等设备的操作模式及当前工作状态、故障显示、旋转动作显示等。
当有某一个出铁场有设备动作,画面中出铁场标号会变色,如图中会变为。
并配有设备手自动状态的显示,还含有报警指示画面,包含泵吸油口、冷却水、液位、油温、油压、蓄能器油压、循环过滤阻塞和3个主泵2个循环泵等的运行状况的显示。
泥炮和开口机旋转可由动画模拟显示,并显示设备的旋转角度、油压的实时数据等,当设备动作时配有动作提示,如开口机和泥炮的前进、后退,小车的向前、退回,以及旋转、冲击、水雾等动作提示。
采集主泵和循环泵等电机电流、温度等参数,
并对4个出铁场设备的主要数据做出历史趋势图,报警记录和操作记录以方便技术人员观察分析。
有了这些数据记录,和以往相比,技术人员对设备故障的处理分析有了明显的改观,可以从这些数据记录中直接明了的发现故障点并及时处理,为保证正常生产打下良好基础。
4.结束语
本文将S7-300 PLC和WinCC技术成功应用在炉前操作系统中,能够实现对炉前各项设备参数及数据进行修改和监测,使设备故障的处理、分析等得到了明显的改观。
同时该技术的应用极大的方便了技术人员对设备调试和维修时的操作,减少了对设备故障的误判,提高工作效率,目前该系统已在北营1#高炉投入使用,并反馈良好。
参考文献
[1]胡先.高炉炉前操作技术[M].北京:冶金工业出版社,2006.
[2]武冬梅.基于PLC的采暖炉系统的自动控制[J].制造业自动化,2012,34(19):148-150.
[3]范恩魁,牛建奎.基于PLC的控制系统在聚酯热媒炉系统上的应用[J].工业控制计算机,2012,25(9):50-51.
[4]高泽飞,董伟,谭毅,等.PLC在真空熔炉系统中的应用[J].工业控制计算机,2012,25(8):126-127.
[5]王福新.西门子PLC在热风炉系统中的应用[J].天津冶金,2011(5):24-26.
[6]王实,刘晓明.深入浅出西门子WinCC V6[M].北京:北京航空航天大学出版社,2004.
[7]刘锴,周海.深入浅出西门子S7-300PLC[M].北京:北京航天航空大学出版社,2004.。