CC-LINK现场总线在基于机器人的生产线控制系统中的应用
浅谈CC-Link总线及其应用

信 息 技 术16科技资讯 SC I EN C E & TE C HN O LO G Y I NF O R MA T IO N CC-Link是Control & Communication Link的简称,翻译成中文就是“控制与通信链路系统”,是三菱电机20世纪90年代推出的开放式现场总线,它可以高速处理控制和信息数据,已在全球范围广泛应用。
在工业自动控制领域,CC -Lin k技术以其开放性、可靠性、稳定性而著称。
2009年3月正式成为我国国家推荐性标准G B /T 19760-2008,于2009年6月1日起实施。
1 CC-Link总体介绍F X 1N /2N /2N C 系列P L C 本身没有C C -L i n k 接口,一个F X 1N /2N /2N C 系列PL C要变为C C-Li nk 的主站必须配备C C -L i n k 主站模块F X 2N -16C C L -M 特殊扩展模块,主站在整个网络中是控制数据链接系统的站。
同样F X 1N /2N /2N C 系列P L C 要想变CC-L ink总线上的从站,就需要另一个称为F X 2N -32C C L 的特殊扩展模块,F X 2N -32C CL 是将P LC 连入C C-Li nk 网络的接口模块,可连接FX系列的小型PLC,作为远程设备站,形成总线控制系统。
2 主站模块FX2N-16CCL-M 2.1FX2N-16CCL-M 主站模块各个部分的作用(1)模块工作指示灯,表示工作状态。
(2)电源指示灯,模块由外部24V直流电源供电,电源正常时指示灯状态为ON。
(3)系统出错指示灯,表示系统问题。
(4)站号设定开关。
“00”为FX2N-16CCL-M模块专用;如果设置为“65”或者更大的数值,“S W ”和“L ERR”LED指示灯为ON。
(5)模式设定开关。
其中“0”为在线;“1”为不可用;“2”为离线;“3”、“4”为测试;“5”为参数确认测试,“6”为硬件测试,“7”~“F”不可用。
CCLINK总线在胎面挤出生产线控制系统中的应用

嘲 l
电 一  ̄ J 主站l块 , l n ‘
1 系统 配 置
该 控 制 系 统 主 要 硬 件 包 括 三 菱 电 机 Q 2 为 0H C U控 制 核 心 的主站模 块 Q 6B 1N系统 ,远 程输 P J1T 1
人输 出模块及三菱 A 4 变频驱动器等。 70 C U是系统控制运算核心 ,负责读取本地及远 P
语 义 本体论 搜索 利用 G u l- od g 议 的 架 , ntl fo i 协 eal n 结合语义哈希路 由表技术 , 通过问题在 网络 中的 查询方式 , 通过把其路 由表改进成为哈希路由表 , 引 遍历查询 ,从路 由表提供的节点从共享资源库搜 索
入语义本体库 ,形成一个可 以维护尽可能大而有效 出精确答案 ,实现本体论及 Pt 网络相互结合达到 ei r 的路 由表 , 以维持 自己的足够强大的查询能力 , 且不 有效地组织网上海量信息 ,在检系统 中扩展用户的 存在 foi 消息泛滥问题。因为每个节点是在庞大 检索需求 以理解用户真正的检索意图 ,实现精确搜 l dg o n 的路 由表 中环环相扣选择路 由的,真正发出查询消 索 的 目的。
使控 制系统 中所有远程模块及驱动设备与主站 Q 系列 P C的 C U模块进行 高速交换信息, L P 以达到生产线控制的要求。
关 键 词 : I K; L 胎 面 生 产 线 CC LN P C;
中图分类号 :P 7 T 23
文献标识码 : B
文章编 号: 6 2 5 5 2 1 0 - 0 7 0 1 7 — 4 X( 0 2)6 0 6 -  ̄
轮胎工业的挤出生产联动线 ,由三复合挤出主 程输入的信号 ,根据用户程序向各执行元件输 出控 机 、 面冷 却 线 及胎 面 卷 取及 测 宽 、 线连 续 称 重等 制命令 ; 胎 在 主站模块 Q 6B 1N是 C IK网络远程 J1T 1 CLN 部分组成。 电气控制系统 , 采用三菱公司生产的 Q系 分站与主站系统 的接 口,可以将总共 6 4个远程 I / 0 列可编程控制器作为控制核心 ,利用其实现生产线 的逻辑 控 制 和速度 匹 配等 管理 。 电气 控 制 系统 中 , 用 到 了大 量 的 电气元 件 , 使 且 操作箱 、 检测元件、 执行元件等分布在生产线的不同 位 置 ,并 且 在 控 制室 上 需要 达 到很 高 的控 制精 度 与 响应速度。若采用传统的控制系统 , 将所有输入输出 回路 接 到一 个 主 站控 制 柜里 ,势必 会 造 成 大量 的现 场 安装 配 线 ,不仅 造 成 了线 材 及安 装 人力 资 源 的浪 站、 远程设备站、 本地站、 备用 主站或智能设备站 , 连 接到一个单独主站模块。 远 程输 人模 块 ,用 于读 取远 程 站 的开 关 量输 入 信号 , 每个模块占用 1 个站号 ; 远程输出模块 ,用于通过远程站 的驱动指示灯 电磁阀等执行元件 , 每个模块占用 1 个站号 ; 远程模拟量输入 A D模块 ,用 于读取远程站 的 0 1 V或 4 2 m —0 ~ 0 A模拟量输人信号 ,每个模块 占 费, 也对 日 后生产线的使用维护带来极大的不便 。 用 2 站号 ; 个 针对这种情况 ,我们在轮胎工业的挤 出生产联 远程模拟量输出 D A模块 ,用于模拟量输 出, 每 动线上 , 采用 了 C I K现场总线控制技术 , CLN 将分布 个 模块 占用 2个 站号 ; 的元件就近接人远程分站 , 通过三菱 Q系列 P C主 L 三菱 电机 A 4 70变频器 ,必须配置一块 A N 7 C通 站模 块 ,用 网络 线 与远 程 分 站模 块 组 建成 工 业 控制 讯模块后 , 才可接入网络 , 每个变频器 占用 1 个站号。 网络 。该 系 统具有 性 能卓 越 、 用 简单 、 使 应用 广 泛 、 节 采用 C — i 用专用电缆连接像 I C Ln k / 0模块 、智能 省成 本 等 优 点 ,可 以非 常容 易地 高 速 发送 和 接 收 由 功能模块和特殊功能模块这样的分布式模块 ,网络线 模块处理 的输入 , 输出和数字数据 的开 / 关数据 , 不 两端 D 、 B间均需链接 lOQ终端电阻,以消除网 AD l 仅 解 决 了工 业 现 场 配线 复 杂 的 问题 ,同时具 有 优 异 络干扰信号反射 。连接后 , 这些模块就可以由P CC L P 的抗 噪 性 能 和兼 容性 。该 设计 已在 杭州 中策橡 胶 集 U控 制。 团有 限公 司得 到 了广 泛应用 , 目前使 用 良好 。 本 文 就 C IK 网 络 的 组 建 及 模 块 配 置 进 行 CLN 讨论 。
CC—Link总线在地源热泵空调控制系统中的应用
s y s t e m me e t s t h e r e q u i r e me n t s o f e n e r g y s a v i n g a n d e n v i r o n me n t a l p r o t e c t i o n,a n d o b t a i ns b e t t e r e c o n o mi c a l b e n e f i t s . Ke ywo r d s: Gr o u n d s o u r c e h e a t p u mp Ce n t r a l a i r - c o n d i t i o n i n g He l d b u s C o n t r o l s y s t e m E n e r g y s a v i g n a n d e n ir v on me n t p ot r e c i t o n HD
环 系统 、 冷却 塔水 循环 系统和定 压补水 系统 等组成 , 集监 视 、 管理 、 控 制功 能 于一 体 。应用 表 明 , 该 系统 不 仅达 到 了节 能 环保 的要 求 ,
而且取得 了较 好的经 济效 益。
关键词 :地源 热泵 中央 空调
中 图分 类号 :T P 2 7 3
高
旅 圄钩
0 3 0 0 2 4 )
( 太原理 工 大学信 息 工程 学院 , 山 西 太原
摘
要 :针对 旧式 中央空 调控制 系统舒 适度 调节能力 差 、 能源浪 费严重 、 可靠性 低 、 通 信实时 性不佳 等问题 . 提 出了基于 c c — L i n k现场
总线 的地源 热泵空 调控制 系统 。该系 统 由热 泵机组 系统 、 地源侧 水循 环 系统 、 一次 侧 水循 环 系统 、 二 次侧 水循 环 系统 、 调 峰采 暖 水循
CC-Link总线技术在摩托车电泳涂装生产线控制系统中的应用

工位 空调送风控 制系统 、阳压空调送 风控制 系统 、冷冻机 控制 系统等子 系统组成 ,每个子系统都 配有一套三菱 公司 的 Q系列
P C系统 ,其 中 P C P L L C U采用 Q 2 0 H模 块 、C — ik总线采用 C Ln
模块 的控制 。
12控 制 系统 设 计 .
摩 托 车涂 装生 产线 控 制 系统设 计 的 原则 是 安全 、可靠 、 稳 定 和节 能。 由于 工艺设 备 采 用 了大量 的 风机 和水 泵 ,且相
对 功 率 比较 大 ,整 个 系统 的总 功 率 (包 括 冷 机 系 统 )超 过
C — ik C L 总线通讯 方式 ,将各个 子 系统 以及 温度控 制仪表 连成 n 现 场总线网络 , 不仅大 幅减少 了铺 设电缆和接线以及调试时 间, 还 提高了控制系统运行 的可靠 性以及控制的灵活性 。
20K 3 0 W,因此 ,控制系统设计 的要点如下 : 所 有大于 1K ① 1 W
技 术 创 新 ・ eho g d noao Tcn l y n n vt n o a I i
CC- ik总线 技术在摩托车 电泳涂装生产线控制 系统 中的应用 Ln
陈传好
( 广州擎天实业有 限公司 广州 50 6 1 80)
摘 要 本文设计 了基于 C — i 总线 的摩托车 电泳涂装 生产线控制系统 , C Ln k 将整个涂装 生产线中的前处理 、 电泳 、 预热炉 、 固化炉 、 冷机机组 、空调送 风等各个子控制系统 以及输送控制 系统联 网 ,实现 了整个涂装生产线 的工艺 过程设 备和物流输送设备 的 自 动控制 ,节能控 制和安全控制 ,网络系统运行稳定 、可靠 。 关键词 :现场 总线 ,C — ik C L ,节能控制 ,安全控制 n
CC—LINK网络在汽车生产线中的应用

位 站到 1 工 位站 的红 、 # 6 黄指 示灯 。5号站接 1#工位 站到 7 2 #工 位 站 的急停 和 待料 信号 。6号 站 控 制 1#工 位站 到 4 7
2 #工 位 站 的红 、 指 示 灯 。 4 黄 装 配 线驱 动 为 1 5千 瓦 的 三 相 异 步 电 动 机 , 用 变 频 器 实 现 调 速 。采 用 施 耐 得 公 司 A V 7 H 变 频 器 , 率 为 l T 一1D 功 5 千 瓦 。当 月 计 划 辆 数 、 天 计 划 辆 数 , 触 摸 屏 画 面 输 入 , 当 经
械等 设备 中 , 够实 现 整个 系统 的省 配线 。笔者 在 对 中 国 能
重 汽 特 种 车 30 长 的 总 装 线 电 控 系 统 技 术 改 造 中 , 用 0m 采
CL C K总 线 技术 和 变 频 器 调速 ,该 系 统 自动 化 程 度 高 , 稳 定性好 , 行可靠。 运
下时 , 红灯 闪 。 当该工 位 上 的待 料按 钮 按下 时 , 黄灯 闪。 ( 在装 配 线 均匀 安 放 五块 双 面 L D显 示 屏 , 面 尺 3) E 屏 寸 为 长 10 m 50 m、宽 8 0 m。该 显 示屏 实 时显 示装 配线 的 0r a
运 行 状 态 。显示 画面 为 : 1 装配 线 正 在运 行 、 意 安全 。 () 注 ( 轮 番显 示 急停 工 位 的 工位 号 。( ) 番 显示 待 料 工位 2) 3轮
摘 要 : 文 着 重介 绍 C LN 总线 网络 应 用在 汽 车总 装线 中。通 过主 站 和远 程 IO 站 间通讯 的 系统 配 本 C— I K /
置 , 述 了模 块 设 置 、 序 设 计 方 法 。 描 程
CC_Link在电能表自动生产线的应用

40CHINA INSTRUMENTATION2009年 第10期现场总线技术本期主题 1 引言随着现代工业的发展以及自动化程度的不断提高,电子式电能表逐步取代原来的机械式电能表。
电子式电能表兴起于20世纪80年代,是运用先进的电子技术和微处理器技术生产的一种电能表,与传统的感应式电能表(又称机械表)最大的区别是,具有计量、远程抄表、纠错、防窃电等多种功能,而且还具有低耗能、低耗材、低污染的特点。
因此,在发达国家,电子式电能表已经占据了市场的90%以上,电子式电能表已经成为了世界电工仪器仪表的发展方向。
由于生产工序比较复杂,涉及面广泛,没有成熟完整的全自动化生产线系统。
某企业以自身的生产优势,与自动化生产线厂商合作,开创先例,将生产、检测、测试、组装及包装实现全自动化,提高产量和质量,使产品的性能达到一致。
该生产线总的要求为:提供条码识别手段,保证产品在生产过程中的跟踪和监控;系统主机可通过局域网与各检测装置工作站分机连接,进行生产线自动控制和数据采集汇总;数据传输有必要的安全措施,保证数据传输正确、完整;生产线异常情况检测功能,当生产线出现故障和异常情况时,系统应在故障和异常点发出声光报警及信息提示;系统可统计各工序产品检测数据,按产品批次、操作员等分类统计产品不合格率、一次交检合格率等统计数据;提供与业主ERP 系统数据接口;采用开放式结构,方便业主对系统进行升级。
2 控制系统集成2.1 控制系统简介根据系统总的控制要求,系统由上位工控机、人CC-Link 在电能表自动生产线的应用The Application of CC-Link Which in Automated Production Lines of Kilowatt Hour Meter41中国仪器仪表 CHINA INSTRUMENTATION2009年 第10期现场总线技术本期主题机界面、以太网系统、PLC 控制系统及现场控制总线CC-Link 系统组成。
CC-Link现场总线的结构及应用
CC-Link现场总线的结构及应用融合了控制与信息处理的现场总线CC-Link(Control &Communication Link)是一种省配线、信息化的网络,它不但具备高实时性、分散控制、与智能设备通信、RAS等功能,而且依靠与诸多现场设备制造厂商的紧密联系,提供开放式的环境。
Q系列PLC的CC-Link 模块QJ61BTll,在继承A/QnA系列特长的同时,还采用了远程设备站初始设定等方便的功能。
为了将各种各样的现场设备直接连接到CC-Link上,与国内外众多的设备制造商建立了合作伙伴关系,使用户可以很从容地选择现场设备,以构成开放式的网络。
2000年10月,Woodhead、Contec、Digital、NEC、松下电工、三菱等6家常务理事公司发起,在日本成立了独立的非盈利性机构“CC-Link协会”(CC-Link Partner Association,简称CLPA),旨在有效地在全球范围内推广和普及CC-Link技术。
到2001年12月CLPA成员数量为230多家公司,拥有360多种兼容产品。
1.CC-Link系统的构成CC-Link系统只少1个主站,可以连接远程I/O站、远程设备站、本地站、备用主站、智能设备站等总计64个站。
CC-Link站的类型如表7-5所示。
表7-5 CC-Link站的类型CC-Link系统可配备多种中继器,可在不降低通信速度的情况下,延长通信距离,最长可达13.2km。
例如,可使用光中继器,在保持10Mbps通信速度的情况下,将总距离延长至4300m。
另外,T型中继器可完成T型连接,更适合现场的连接要求。
2.CC-Link的通信方式(1)循环通信方式CC-Link采用广播循环通信方式。
在CC-Link系统中,主站、本地站的循环数据区与各个远程I/O站、远程设备站、智能设备站相对应,远程输入输出及远程寄存器的数据将被自动刷新。
而且,因为主站向远程I/O站、远程设备站、智能设备站发出的信息也会传送到其他本地站,所以在本地站也可以了解远程站的动作状态。
自动化生产线中CCLINK总线技术及工业机器人通讯_杨秀文
| 83自动化生产线中CCLINK总线技术及工业机器人通讯*杨秀文(广东松山职业技术学院,广东 韶关 512126)摘 要:工业机器人自动化生产线已成为自动化装备的主流及发展方向。
本文介绍了工业机器人自动化生产线的组成和通讯网络构建,详细阐述CCLINK总线技术中主、从站通讯设计和PLC与工业机器人通讯控制。
关键词:自动化生产线;工业机器人;PLC;CCLINK;通讯中图分类号:TP242.2 文献标识码:A 文章编号:1003-7241(2015)07-0083-03CCLINK Bus Technology in Automatic Production Line and Industrial Robot CommunicationsYANG Xiu-wen(Guangdong Songshan Polytechnic College, Shaoguan 512126 China)Abstract: Industrial robot automatic production line has become the mainstream of automation equipment and the development direction. This paper introduces the composition of the industrial robot automatic production lines and communication network building, describes CCLINK bus technology in the main, and local station communication design and PLC control with industrial robot communication in detail.Key words: automatic production line; industrial robot PLC CCLINK; communication1 引言随着工业技术发展,工业机器人自动化生产线已成为自动化装备的主流及发展方向。
CC—LINK网络在自动扶梯驱动装置生产线上的应用
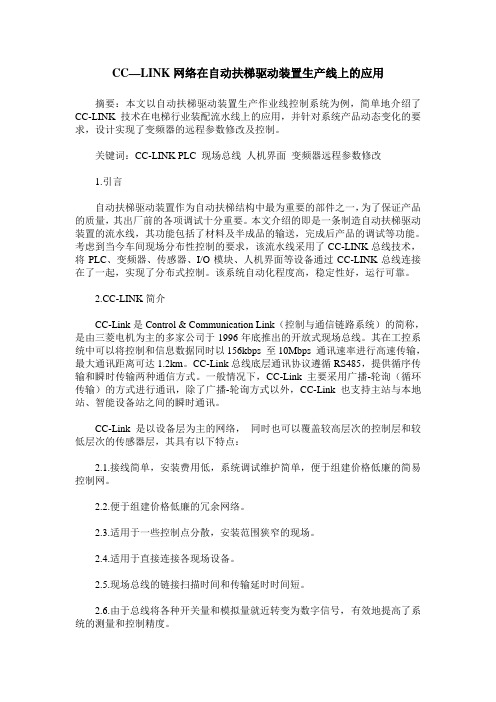
CC—LINK网络在自动扶梯驱动装置生产线上的应用摘要:本文以自动扶梯驱动装置生产作业线控制系统为例,简单地介绍了CC-LINK技术在电梯行业装配流水线上的应用,并针对系统产品动态变化的要求,设计实现了变频器的远程参数修改及控制。
关键词:CC-LINK PLC 现场总线人机界面变频器远程参数修改1.引言自动扶梯驱动装置作为自动扶梯结构中最为重要的部件之一,为了保证产品的质量,其出厂前的各项调试十分重要。
本文介绍的即是一条制造自动扶梯驱动装置的流水线,其功能包括了材料及半成品的输送,完成后产品的调试等功能。
考虑到当今车间现场分布性控制的要求,该流水线采用了CC-LINK总线技术,将PLC、变频器、传感器、I/O模块、人机界面等设备通过CC-LINK总线连接在了一起,实现了分布式控制。
该系统自动化程度高,稳定性好,运行可靠。
-LINK简介CC-Link是Control & Communication Link(控制与通信链路系统)的简称,是由三菱电机为主的多家公司于1996年底推出的开放式现场总线。
其在工控系统中可以将控制和信息数据同时以156kbps 至10Mbps 通讯速率进行高速传输,最大通讯距离可达1.2km。
CC-Link总线底层通讯协议遵循RS485,提供循序传输和瞬时传输两种通信方式。
一般情况下,CC-Link主要采用广播-轮询(循环传输)的方式进行通讯,除了广播-轮询方式以外,CC-Link 也支持主站与本地站、智能设备站之间的瞬时通讯。
CC-Link是以设备层为主的网络,同时也可以覆盖较高层次的控制层和较低层次的传感器层,其具有以下特点:2.1.接线简单,安装费用低,系统调试维护简单,便于组建价格低廉的简易控制网。
2.2.便于组建价格低廉的冗余网络。
2.3.适用于一些控制点分散,安装范围狭窄的现场。
2.4.适用于直接连接各现场设备。
2.5.现场总线的链接扫描时间和传输延时时间短。
应用CCLINK总线技术建立加工中心生产线的网络管理

地 站 。在 实际应 用 中是 作 为本地 站 。这样 一个总 线 网 络 其 数 据 传 输 速 度 可 达 1 传 输 距 离 可 达 8 0M, 0~ 12 0m。在 连 接 总线 网络 时必 须 使 用 C LN 0 C I K认 定 的电缆 , 电缆连 接到 F U 一 R 6 将 C 6 H 8 5的终端 。在 最后
工机床 生产信 息 , 客 户希 望 对数 控 机 床进 行 联 网控 该 制和管 理 。经 过 综 合 分 析 比较 , 者 决 定 采 用 三 菱 笔 C LN C I K总线 为其建 立通 信 和 控制 网。具体 技 术 方案 是: 以三菱 Q系列 P C作 为 主 站 , 菱 C 4 N L 三 6 C C数 控
做为主站。该主站的作用是管理接入网络的各台加工 中心和 P C、 L 变频 器 以及 其 他 外 围设 备 。主 站连 接 一
台触 摸屏 , 通过触 摸屏 显 示各 加 工 中心 的工 作信 息 并
向各加工 中心发 出工作 指令 。作为 主站 的 Q L P C必 须
晒
差l u耋
HUANG e g F n
( h nX nd n l t m ca i l n ier gLd , hn4 0 7 , H Wu a igo gEe r eh nc g ei t. Wu a 3 0 0 C N) co aE n n
1 C IK总 线 的特 性 CLN
CC I K 是 LN C T L ON RO AND OMMU C I C NI AT ON
2 数控车 间 CC I 总线 的构建 L NK
我公 司某客 户是 汽 车零 件 生产 商 , 生 产线 上 加 其
工机 床控 制系统 为三菱 C 4 N 6 C C。为 了及 时 获得 各 加
基于CC-Link现场总线网络的机器人工作站远程监控系统设计实现

的数 据 通 过 C —ik 现 场 总 线 网 络 传 送 到 主 控 单 元 ( 1 HC U)中, 最 终 将 主 控 单 元 C Ln Q2 P 并
( 1 HC U) 出 的 控 制 信 号 通 过 C —ik现 场 总 线 网络 传 送 到 机 器 人 控 制 器 中 , 而 达 到 远 程 Q2 P 输 C Ln 从
2 0年 l 01 2月
北京联合大学学 报( 自然 科 学 版 )
J un lo e ig U in Unv ri ( trlS in e ) o ra fB rn no iest Naua ce c s y
De c.2 O 01
第2 4卷 第 4期 总 2 . um . 2 No 8
( . h aUnv ri 1 Xiu iest y,Ch n d 6 0 3 e g u 1 0 9,C ia 2 Je c ieto ru . t ia 2 0 2 hn ;. irMahn ・ lG o pCo ,Ld,Jn n 5 0 2,C ia o hn ; 3 Na j gYigeiy tmainC .Ld,Na j g 210 0,C ia . ni n tj u Auo t o t n a o ni 0 0 n hn )
daa c le to n o to . Ca e y t e e i n s g e tt a : t t ol cin a d c n r 1 s s b h d sg u g s h t he CC— n e d u ewo k o Li k f l b s n t r c mmu c to s i i niai n s
d v c sln ng alki d fi sr e ie i ki l n so n tume t fsg a o lc ig,t e c le td daa,b a ft e CC・ i k f l b n so i n lc le t n h olc e t y me nso h L n e d us i
CC-Link现场总线在MPS系统中的应用

21 0 0年第 2期
C — ik现 场 总线 在 MP C Ln S系 统 中的应 用 术
郑 晓斌
福建 交通 职业 技术 学 院汽 车运 用 与工程 机械 系
摘 要
( 5 0 7 30 0 )
MP 系统 是模 块化 生产系统的简称,每个模块工作站均设置有控制器对各模块 工作站进行独立控制 。 S
电缆 分别 与 F -3 C L从站模 块 相连 ,而 6个 从 X- 2 C
图 1 MP S系统示 意图
站模 块则 通过 3芯 双绞线 ( 电线按 照 D 3根 A、D B、 D G)对 应连接 ,并 最终 接至 F x一 1C L M 主 站 6C - 模块 , 主站 模块 与新 增 的 1 F 2 -4 MR型 P C 台 X N- 8 L 相连 。通过 该 P C,既可 以向从站 发 出指令 或接 收 L
福建交通职业技术学院 自然科 学基 金项 目
( 号 : 0 90 0 1 ) 编 10 6 15
45
精密 制造与 自动化 从站 的信息 ,也 可 以进 一步 与上位 机 ( C机 ) 联 P 相
21 0 0年第 2期 式 ,建 立数 据链接 关系 ,波特 率设 置为25 Mb s . p; () 2 从站 参数 设置 。 从站站 号按 实际所 处位置 分 各 别设置 为 1 ,每个 从站模 块 ( t inMo ue ~6 Sa o t d l)均 只 占用 一个 站点 ( t i ) Sa o 。波特 率 与主站 一样 ,也 tn
装和 分类 入库 等环节 的动 作 。其 常 见的 MP 系统 S 共有 6个 工作 站 ,如 图 l 所示 ,它们 分别 为上 料检
是 控制 与通 讯链 路系 统 的简称 ,具有 性 能卓越 、应 用 广 泛 、使用 简单 、节 约 成本 等 突 出 的优 点 。C C
基于CCLink现场总线的自动化生产线控制系统分析

基于CCLink现场总线的自动化生产线控制系统分析作者:范长青来源:《微型电脑应用》2019年第07期摘要:研究了自动化生产线控制系统,其中自动化生产线采用PLC 控制器。
基于CCLink 现场总线,完成了控制层及设备层网络的设计。
控制层作为中间层,主控台同传送带以及立体仓库间通过CCLink IE模块的使用完成了光纤环网通信的构建;设备层作为底层网络,针对传送带单元和立体仓库单元采用CCLink现场总线技术实现能量监控,同时对传送带单元变频器进行控制。
系统实现了数据在各控制单元及现场设备间高效稳定的通信,提高了自动化生产线控制系统的稳定性。
关键词:自动化生产线; CCLink现场总线技术; 通信控制系统中图分类号: TP273文献标志码: AAnalysis of Automatic Production Line Control SystemBased on CCLink FieldbusFAN Changqing(Department of Information and Control Engineering, Yantai Automobile EngineeringProfessional College, Yantai ;265500)Abstract: This paper mainly studies the control system of automatic production line. The PLC controller is used in automatic production line. Based on the field bus of CCLink, the system completes the design of control layer and equipment layer. The control layer acts as the middle layer. The main console, conveyor belt and the threedimensional warehouse are used through CCLink IE module. The construction of optical fiber ring network communication is completed. The equipment layer is the bottom network. CCLink fieldbus technology is used to realize energy monitoring for the conveyor belt unit and the warehouse unit. At the same time, the frequency converter of the conveyor belt unit is controlled to realize the efficient and stable communication process between the control units and the field equipment. It improves the stability of automatic production line control system.Key words: Automatic production line; CCLink fieldbus technology; Communication control system0引言随着中国智造的稳步推进及制造业的转型升级,为制造业带来机遇的同时也带来了挑战,传统流水线生产方式已难以满足现代企业的生产需求,组装灵活、安全稳定性较高的柔性自动化生产线逐渐成为现代企业的重要选择之一,根据实际需求增减设备,使生产效率得以有效提升,现场工业设备需由现场总线直接连接,高速采集、处理和传输生产过程中产生的大量数据。
现场总线CC—Link特点分析及应用探讨
现场总线CC—Link特点分析及应用探讨作者:徐建东来源:《现代职业教育·中职中专》2018年第11期[摘要] CC-Link总线技术以开放、双向传输、数字化和多站点的特点在工控领域得到了大范围的推广应用,针对该总线技术的背景和特征,结合实际的应用案例对CC-Link总线技术进行探讨。
[关键词] 现场总线;CC-Link;通讯网络[中图分类号] TP336 [文献标志码] A [文章编号] 2096-0603(2018)32-0057-01现场总线是伴随着工业控制领域的不断发展而衍生出来的,信息通讯技术从工控的设备层扩展到控制和管理层。
信息通讯技术的不断变革使工控系统发生了很大的变化,逐渐形成了以网络集成作为基础的企业信息管理系统,而CC-Link现场总线技术就是其中的一类。
一、现场总线CC-Link背景以及特征(一)CC-Link总线背景控制和通信链路的英文缩写也就是CC-Link,在20世纪90年代,日本的三菱电机公司为主的多家企业以高性能、节约配线和支持多品牌厂家的设备运行环境为设计理念,研制开发出CC-Link技术,并在市场中得到了广泛的应用。
(二)CC-Link总线特征该总线是性能较为可靠的通讯网络,可以实时传输通讯数据,进行分散式的工业控制,可以和智能化的设备进行信息通讯。
与此同时,该总线可以直接与各品牌现场控制设备进行数据连接,可以为多家厂商提供兼容性的通讯环境,利用该总线技术构建的开放性网络结构,具备以下的特征:-Link通讯网络以很高的运行速度、大数据量和远距离数据连接构建成工业控制系统,可以适应多种型式的通讯网络。
如果以每秒钟10兆位进行通讯时,最远的传输距离可达到100米。
而如果每秒钟156千位传输时,可达到1.2公里,配置中续通信设备之后,传输距离会大于10公里。
2.如果传输线路采用屏蔽层双股绞线,会有效减少通讯成本,极大提升了通讯线路的抗干扰能力。
3.拥有在线自我通讯恢复作用,可以进行主动控制,从站通讯出现故障可以从总线中直接切除,可以对通讯网络进行监视,诊断通网络是否正常,可以使用户在较少时间内使通讯网络实现正常通讯。
现场总线技术在机器人领域的集成应用

现场总线技术在机器人领域的集成应用现场总线技术作为一种高效的数据通信手段,已经在工业自动化领域得到了广泛的应用。
随着机器人技术的快速发展,现场总线技术在机器人领域的集成应用也日益受到重视。
本文将探讨现场总线技术在机器人领域的集成应用,分析其在提高机器人系统性能、增强系统灵活性和降低成本方面的优势。
一、现场总线技术概述现场总线技术是一种用于工业自动化领域的数字通信协议,它允许多个设备在同一总线上进行数据交换。
这种技术的出现,极大地提高了工业自动化系统的通信效率和可靠性。
现场总线技术的核心特性包括实时性、可靠性、开放性和互操作性。
1.1 现场总线技术的核心特性现场总线技术的核心特性主要体现在以下几个方面:- 实时性:现场总线技术能够保证数据传输的实时性,满足工业自动化系统对快速响应的需求。
- 可靠性:现场总线技术采用了多种错误检测和纠正机制,确保数据传输的准确性和系统的稳定运行。
- 开放性:现场总线技术遵循开放的标准,不同厂商的设备可以在同一总线上无缝通信。
- 互操作性:现场总线技术支持多种设备和系统之间的互操作,便于系统集成和扩展。
1.2 现场总线技术的应用场景现场总线技术的应用场景非常广泛,包括但不限于以下几个方面:- 传感器和执行器的连接:现场总线技术可以将传感器和执行器连接到同一个网络,实现数据的实时采集和控制。
- 控制器和监控系统的集成:现场总线技术可以将控制器和监控系统集成到同一个网络,实现集中监控和控制。
- 机器人系统的通信:现场总线技术可以用于机器人系统的内部通信,提高机器人系统的协调性和灵活性。
二、机器人领域的集成应用随着机器人技术的不断发展,现场总线技术在机器人领域的集成应用越来越受到重视。
这种技术的应用,不仅可以提高机器人系统的通信效率,还可以增强系统的灵活性和可靠性。
2.1 现场总线技术在机器人控制系统中的应用现场总线技术在机器人控制系统中的应用主要体现在以下几个方面:- 控制器与机器人本体的通信:通过现场总线技术,控制器可以实时地向机器人本体发送控制指令,同时接收机器人本体的状态信息。
基于CC-LINK现场总线的自动化生产线组网
基于CC-LINK现场总线的自动化生产线组网
范金玲;王月芹
【期刊名称】《内江科技》
【年(卷),期】2013(000)002
【摘要】本文介绍有一种自动化生产线,它由六个单元组成,每单元都有独立控制器,利用三菱模块FX2N-16CCL-M和FX2N-32CCL组成CC-LINK网络,通过初始化设置和通讯程序实现整机的协调工作,实现了对生产线的高速、高效、高柔性化的分散控制.
【总页数】2页(P100-101)
【作者】范金玲;王月芹
【作者单位】苏州工业职业技术学院 215104江苏苏州;苏州工业职业技术学院215104江苏苏州
【正文语种】中文
【相关文献】
-LINK现场总线在基于机器人的生产线控制系统中的应用 [J], 张永华
2.基于CC-LINK现场总线的购物车生产线控制系统的设计 [J], 张豪
3.基于CC-LINK现场总线的购物车生产线控制系统的设计 [J], 张豪;
4.基于CC-Link现场总线的两辊挤出压延联动生产线控制系统 [J], 刘锡翠;王又婧;门喜德
5.基于CC-Link现场总线的自动化生产线控制系统分析 [J], 范长青
因版权原因,仅展示原文概要,查看原文内容请购买。
发那科机器人CC-LINK通讯配置

CC-LINK通讯配置——作业指导书1. 定义CC-Link(Control & Communication Link)总线是日本三菱电机公司主推的一种基于PLC 系统的现场总线,其数据容量大,通信速度最高可达10Mb/s。
一般情况下,CC-LINK整个一层网络由一个主站和64个从站组成,从站可以是远程IO站、远程设备站、智能设备站和本地站。
当使用CC-LINK通讯时,机器人只能做从站。
2. 工作准备2.1 CC-LINK硬件:包括板卡、电缆、终端电阻(选用);2.2 CC-LINK软件:1A05B-2500-J786 CC-Link Interface。
3. 外部条件CC-LINK板卡已安装。
4. 所需技能简单的操作示教器、配置IO;5. 工作步骤5.1 CC-LINK硬件连接将机器人控制柜断电,把从PLC引过来的电缆整齐排布在控制柜内部,切除电缆前端外皮如下图1:图1 CCLINK电缆CC-LINK接线口见图2:SLOT 1SLOT2图2 CCLINK接线口将电缆和已插在插槽1或者2的CC-LINK连接,其中电缆的DA、DB、DG、泄电线分别和CCLINK的DA、DB、DG、SLD相连,CC-LINK的FG接控制柜内部的地,如图3,图3 CCLINK接线电缆另一端和PLC端的CC-LINK相连,接线如图:图4 PLC处CCLINK接线需要注意,当机器人或者PLC模块作为网络中的终端时,需要在DA、DB串接一终端电阻,阻值约为110-120欧姆,当机器人不是网络中的终端时,不能串接终端电阻。
终端电阻需要接在一个网络中的终端,作用是消除在通信电缆中的信号反射。
下图为一个CCLINK网络中的基本连线;图5 CCLINK网络5.2 软件设置5.2.1 设置CC-LINK通讯进入CC-LINK的设置界面如图所示:图6 CCLINK设置界面1 Error one shot:错误报警。
设置为DISABLE时,只有解除CC-LINK报警,机器人才能动作;设置为ENABLE时,CC-LINK报警时,机器人依旧动作。
CC_LINK现场总线在MPS系统中的应用

第3期(总第148期)2008年6月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATION No 13Jun 1文章编号:167226413(2008)0320171202CC -LINK 现场总线在MPS 系统中的应用周 敏,丁海波(苏州工业园区职业技术学院,江苏 苏州 215021)摘要:CC -LINK 现场总线是目前在工业自动化领域中应用最为广泛的现场总线通讯技术之一。
MPS 系统是模块化生产系统的简称,每个模块工作站均设置有控制器对各模块工作站进行独立控制。
在MPS 系统各模块工作站之间建立了CC -LINK 现场总线通讯网络,从而实现了对MPS 系统中各工作站的分散监控,使得系统的生产效率得到了显著提高,且大大提高了系统的可靠性和可维护性。
关键词:CC -LINK 现场总线;MPS ;总站模块;从站模块中图分类号:TP 336 文献标识码:A收稿日期:2007212217;修回日期:2007212220作者简介:周敏(19792),男,江苏南京人,工程师 讲师,工学硕士。
0 引言现场总线技术是控制技术、计算机技术和通讯技术的交叉与集成。
现场总线技术几乎涵盖了所有连续控制和离散控制的工业领域,如过程自动化、制造加工自动化等。
CC -LINK (Control and CommunicationLink )是控制与通讯链路系统的简称。
通过CC -LINK 现场总线技术将自动化生产线上各独立的模块链接起来以实现对生产线的高速、高效、高柔性化的分散控制,满足了(控制与通讯领域)总线技术对自动化生产线降低成本、提高可靠性、增强可维护性和提高数据采集的智能化的要求。
MPS 系统是模块化生产系统的简称,通过CC -LINK 系统方案的设置,可将MPS 各模块工作站链接起来,以实现对MPS 系统的高速的数据传输和数据处理控制。
1 系统组成和硬件配置111 MPS 系统组成和工作站功能本文中的MPS 系统共有6个工作站,它们分别为上料检测工作站、上料搬运工作站、加工处理工作站、工件装配工作站、存储搬运工作站和分类存储工作站。
CC-Link现场总线概述
FCS(帧校验顺序):校验字节,包含报文校验和 (不进位地加所有报文字节的和)。
ED(终止界定符):终止字节,指出此报文终止。
h
42
第2层报文格式提供高级的传输安全性,海明 距离HD=4。检查以下类型错误:
字符格式出错 (奇偶校验,溢出,帧出错) 协议出错 起始和终止界定符出错 帧校验字节出错 点对点的数据传输 广播和群播通信的多点传输
2、Profibus协议要满足介质控制的两个基 本要求:
1)同一级的PLC或主站之间的通信必须使 每一个主站在确定的时间范围内能获得足 够的机会来处理它自己的通信任务;
h
13
2)主站和从站之间应尽可能快速而又简单地 完成数据的实时传输。
因此Profibus使用混合的总线存取实现介质存 取控制,即主站之间应用令牌传送方式和主 站和从站之间应用主从方式。
h
8
2.接线简单 系统接线时,仅需使用3芯双绞线与设备的两个
通信线DA、DB和接地线DG的接线端子对应连 接,另外接好屏蔽线SLD和终端电阻即可完成 一半系统的接线。
h
9
h
10
3.设置简单 系统需要对每一个站的站号、传输速度及相关信
息进行设置;CC-Llink的每种兼容设备都有一块 CC-Link接口卡,通过接口模块上的相应的开关 就可进行相关内容的设置,操作方便直观。
(4)OBT(Optical Fiber Bus Terminal, 光纤总线终端)
一个不带集成纤维光缆接头的PROFIBUS站 或一个RS-485段可以通过OBT连接到一个光 纤电路。
h
30
3.PA的物理层 (1)数据传输 非直流传输的位同步、曼彻斯特编码
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
曼
… 一
一
一
…
r
一
.。.........
J. 【
. ..... .。... ~
.
。
.. ...。.. .
、.
~
L
一
—
‘ 一
一
— Biblioteka …~一一
图 1生产线控制 系统硬件组态
2 _ 2功能说 明 2. 了保 证这 六 台机器 人协 调有序 地 .1为 2 工作, 需要对 它们进 行统一的指挥 , 上位 机即工 控机 就是 这个指挥官 : 对工件 的料号/ 类颧 色 ; I 冲 - 进 行设置 , 可编程控制器 P C控制 和监视 指挥 L, 生产线上 的有关 设备 工作状态 ,对生产情 况进 行统计 、 分析 , 产生相关 的报表并打 印。 2 . P C是该 系统的纽带 , 同时与上 位 ,2 L 2 它 机和 X C R 通讯 , 面将这 两者的信息互相 传 一方 递, 另一方面又根据这 两者的信息完成 时序控 制、 对有关现场设备逻辑 的控制 。
三菱微型可编程控制器编程手册 , 本 三菱 日
[F 2 1 C L M 系统主站模 块用 户手册 , 3 X N一 6 C — ] 日 本三菱 【机器人控制器 XRC, 4 1 日本安 川( T MO OMAN) 喷涂机 器人 控制 器 XR — c- I C c lNK基板 , 日 本安 川 ( T MA MO 0 N)
高 新 技 术
C-N 现 总 在 于 器 的 产 控 统 的 用 CL K 场 线 基 机 人 生 线 豳 系 中 应 I 制
张 永 华
( 尔滨哈 飞 工业 有 限责 任 公 司研 发 中心 , 哈 黑龙 江 哈 尔 滨 10 0 ) 5 00
摘 要 : 文针 对 某基 于机 器人 的 生产线 的 生产 工 艺流程要 求 , 其设 计 了控 制 系统 , 着 重 阐述 了控 制 系统 的硬 件 组 态、 件 开 本 为 并 软 发 , 述 了 C — I K现 场总线 与机 器人控 制 器 X C之 间通 讯软 件的设 计 , 详 C LN R 总结 了 C 一¨ K模 块 i 点。 C LN ~ 的使 用要 —I
4 . 2考察膜生物反 应器处 理效果 的影响 因 处理 青霉素废 水研 究 。 尔滨工业 大学学报 第 哈
一
1 0一
中国新技术新产品
机 器人技 术 , 团结 , 李 电子工 业 出版 社 ,09 20
年 1 O月
机 器人技 术及应 用 , 陈恳 , 华大 学出版社 , 清
20 0 6年 9月
[P C电气控制 与组 态设计 , 美兰等 , 学 出 8L 1 周 科 版社 ,0 9年 1 20 0月 作者 简介 : 张永 华 , , 女 汉族 , 高级 工程 师 , 19 年毕 业于华 东理 工大 学生产 过程 自动化 91 专业 , 学士学位。 现就职于哈 尔滨哈 飞工业有限 责任公 司。
参 考 文 献 [组 态王 6 3 用手册 , 1 】 . 使 0 北京亚控
】 制 种套, 棚
{}} P_ 无 ; f
c 、量 鞑 …
R b t 转 oo 1
’ 馆 R b t瓠 oo P S q AS
和模 拟量 I ) , 以及子 站控制 器 , ( ) 可方 便地组 成 各种网络类 型的控制系统 ,并可大大 简化控制 系统 的布线 ,满足了用户对开放结构 与可靠性 的严格要求 。 3 . 2软件开发 3. .1缓冲 区( F ) 2 B M 的分配 缓 冲区是信 息交换的桥梁 ,I P C和 X C都 R 对该 区进行凑 写 , 冲区可分为j部分 : 信 缓 参数 息 区 、 户信 息区和系统区。参 数信息 区用 于 用 P C C —I K使用 中的有关参数进行设 置 , L 对 C LN 地址 是 固定 的 ; 用户 信息 区 j 1 7 门 广l i n n 和 系统 区 的地 址与 用 户 的 _J _ J j 使用 情况有 关 , 中系统 区 其 1 ] r 4 _ L 总 是 占用 每 一个 远 程 设备 L_ _ 一 的最后 一 个站 的最 后 一个 _ r1 1 } IH j - l: U 字 的地址 , 系统 区是两 者 的 一 握手信号。 I } _ — 1 3 . 程 :开 发 C — . 2 2编 C LN IK通讯程序流程见图 3 。 图 2 系统工作 时序 图
4结论 素 ,得 到进水 C D r O C 容积 负荷 应控制 在 2 ~ 3 卷 第 8 2 0 年 8月. . 9 5 期 07 4 . 1针对青霉素废水成分复杂 、 机物浓度 3 gm .1 有 k/ 3 , ( d 污泥质量浓度在 7 1g 运行较为合 I 国家环境保 护总局。水和废 水监 测分析 方法 ~ 2/ L 2 ] 高、 溶解性和胶体l 生固体浓度高 、 p H经常变化 适 , 此时 C D 的去除率为 9% O。 2 左右 。 I . 4版 , 京: 国环境 科 学 出版社 ,02 M1 第 北 中 20: 且可生化陛较 差的特点 ,采用膜生物反应器 工 参 考 文献 21 一 21 . l 3 艺作为好氧生物处理是有效 的。 ff京敏 , 立人 等。 1d ]、 任 水解 酸化一膜生物反应器
关键词 : 器人 ; 器人控 制 器 XR 工控机 ; L RS 8 机 机 C; P C; 4 5总 线 ; C LNK总线 C —I
~
2. . 2 3触屏用于对相关 参数的设定 , 显示现 1前言 ( 一 一 机器人是一种从事危 险 、复杂 劳动的 自动 场 设 备的状 态 和来 自上位 机 的现 场需 要 的信 ÷=: 二 二工 = 二 = 一 一 ] 二 化机器 , 它集 成 了机 械学 、 力学 、 电子学 、 物 息。 生 | l 一 一 一 j I 2 . X C是个驱动 结构 ,它 根据 P . R 2 4 I C给 学、 控制论 、 算机等 多学科 知识 , 高新技 术 计 是 i , ~ 熙 1 ~ “ I I 的综 合体 。某生产线环境高污染 、 炸 , 易爆 且设 定 的程式 和时序完成对喷涂动作 的具体控制 。 备多 、 距离远 、 数据交换 量大 , 以我 们选择 机 所 2 _ 3控制系统的软件设计 L 塑 一兰矍- 兰 B 璺 ! 些 曼堡 I 2 .一作时序 : 2 系统 的工作时序 : .1 【 3 图 是 器人做为 操作手 ,并选择现场总线做 为机器人 1 J 控 制器的通讯方式 ,其控制系统是 典型的 F S C 2. .2软件开发 3 曼 翟 一 J 二! 竺兰: _ =■ j_ : 一 一 ] ■: 系统 。 生产 线的控制 系统 足 F S C 系统 , 各个 站除 L 一 兰 兰三 … ¨ … 一 一 【 2控制方案设 计 了完成本身 的逻辑控制和 时序控 制以外 ,还有 I 2 . 1控制系统硬件组态 许 多的信 息需要 与相应 的设备站交换 ,而设 备 m。 臻 l : ”一 生 产 线 的 六 台机 器 人 是 日本 安川 ( O 站 的信息交换是通过地址实现 的,所 以分配好 M — ¨ _ 一 r ! … I ‘ 二~ , 皑 TM N O A )公 司的产 品 ,其 控制 器 ( 以下简 称 各信 息的地址对我们 的软件开发 至关 重要。软 j .. .一 .. .. .. X C 支持 C - IK现场总 线通讯 方式 , 控 件开发采 用模块 化设计 ,主要包括上位机 软件 R) C LN 其 j 堪 r 鸯 - x J 制 系统硬件组态如 图 1 。 开发 、L 软件开发 等。限于篇幅 , 的开发 PC 软件 ■一 _: _ 一 : _ 我们 以 C ~ I K现场总线与 X C之间 的通 讯 C LN R ; 一 谛 * { 程序为例 。 3C _J K现场 总线通讯设 汁 C lN I l 三 堡 。 曼 j 碱 地 。 : 。 』 ~一 3 CLN . C — I K简介 1 ( 篓 曼一j C — I K是 F 领 域的现场总线 , C n C LN A 是 o— 图 3 c — c INK通讯 程序框 图 I t l C m ui tnL k r & o m n a o i 的简称 。它在具有 o ci n 4结论 例如 实时性 、 分散控 制 、 与智 能机器 通信 、A R S C — IK现场 总线适 合 于制造 自动 化 的 C LN 功能等在 同行业 中最新 和最 高功 能 的同时 , 还 由于其具有高速 、 的拓补结 灵活 可 以与各 种现场 机器厂 家的产 品互相连 接 , 为 各 个行业领域 。
R b t启 础 L oo s
除传输设备 的控制数据外 , 可进行设备信 还 用户提供多厂商设备的使 用环境 。C - K通 构 , CIN I 息追 溯 、 工程 数据 收集 ( 作状 态 ) 备 管理 动 、 设 过 简 单 的 三 芯 屏 蔽 线 ,提 供 16 B S至 5K P 设 监视 、 设 并且控制数据 、 1MB S 0 P 的通讯速率( 系统通讯距离 而定 ) 视 , 最 ( 定 、 ) 备故障检测 等 , 诊断数据也可 以混合 传送 , 是适应高 大 通 讯 距 离 可达 1 0 M (5 K P 20 16 B S速 率 ) 。 记录数据 、 C - I K网络上 叮挂各 种模块 ( CLN 包括 开关 量 1 速通讯 的新 型生产 系统的现场 网络 。 / o