AP1000蒸汽发生器与主泵泵壳焊接接头无损检测问题分析
AP1000机械模块制造过程中常见问题分析及对策
Mo t l u l e ) 南钢结 构 支架 、 管 道( 包括 仪 表 管) 、 设备 、
阀门 、 风管 、 桥架 等 物 项组 成 . 结构 样 式 复 杂 、 零
部 件 种 类 众 多 ,是 A P I O 0 0 核 电 厂 的 重 要 组 成 部
分,
制造 过 程 中 , 把 众 多不 同 种类 物项 按设 计
2 常 见 问题 分 析 及 对 策
2 . 1 尺 寸 偏 差 性 问 题
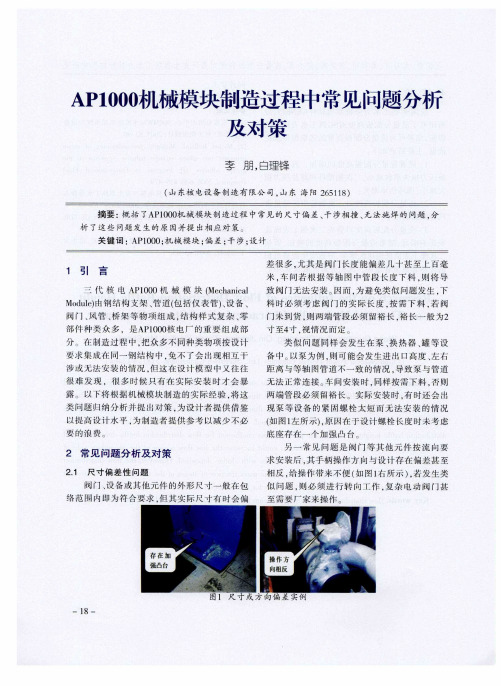
求 安装后 , 其 手柄 操作 方 向与设 计存 在偏 差甚 至 相反 , 给操作 带来 不便 ( 如图l 右 所示 ) , 若 发 生类
似 问题 , 则 必 须进 行 转 向 工作 , 复杂 电动 阀 门甚 至需 要厂 家来操 作 。
析 了这 些 问题 发 生的原 因并提 出相应 对 策。
关键 词 : A P 1 0 0 0 : 机械 模 块 ; 偏差 ; 干涉; 设 计
1 引ห้องสมุดไป่ตู้
言
代 核 电A P 1 0 0 0机 械 模 块 f Me c h a n i c a l
差很 多 . 尤其 是 阀门长度 能 偏差 儿十 甚 至上 百毫
物项 之 问 发 生 十涉 是 安 装 过 程 中最 常 见 的 问题 之一 . 究 其原 冈无 外乎 是理 论设 计 与实 际情
况 不符 、 考虑 不 周 , 如图2 所示 。 图2 ( a ) 中 球 阀 手
中心 到底 座距离 大 于管道 中心 到 盖板距 离 , 导 致
阀 门底座 凸 台与盖 板 相撞 ; 图2 ( e ) 中热 交换 器 与
类 似 问题 同样 会 发 生在 泵 、 换 热器 、 罐 等设
AP1000主管道焊接接头微观组织和性能试验_谷雨

C 0.018
Cu 0.05
表 3 焊缝金属化学成分 (质量分数) (%)
Si
Mn
P
S
Ni
0.47
1.73
0.018
0.003
11.84
Co
Mo
Nb
N
V
0.03
2.31
0.01
0.04
0.06
Cr 18.82
Ti 0.003
2.2 焊接接头微观组织分析 焊接接头由热影响区、 熔合线和焊缝金属三部
分组成。 通常, 由于焊接过程中的循环热积累, 热 影响区晶粒粗大, 导致材料塑性和韧性下降, 成为 焊接结构的薄弱环节。 主管道运行工况复杂, 一旦
熔合线
·试验与研究· 11
上。 铁素体优先形核, 有利于溶解熔池中的 S, P 等 有害元素, 降低偏析以及低熔点化合物在晶界形成 的倾向。 从焊缝顶部到根部, 焊缝微观组织均匀 (图 4a), 由于道间温度严格控制, 热积累较小, 焊 缝金属冷却速度较快, 呈现明显的柱状晶, 甚至包 状晶组织生长特征。 奥氏体与铁素体的晶界面凹凸 不平, 对于断裂韧性的提高和阻碍裂纹的扩展具有 重 要 意 义 。 图 4b 为 熔 合 线 附 近 的 组 织 形 貌 。 由 于 外延生长作用, 焊缝金属在熔合线附近垂直于结合 面, 整个边缘焊缝是一层密排生长的柱状枝晶。 在 整个接头范围内未发现凝固裂纹或者热影响区裂纹 的存在。
屋 电 气 公 司 引 进 了 AP1000 第 三 代 核 电 站 技 术 , AP1000 压水堆核电站是目前世界上二代、 二代加核 电技术的更新换代堆型, 采用非能动技术及纵深防 御的理念, 使得堆芯熔化频率和大量放射物外泄概 率远低于规范、 法规的要求。 主管道焊接施工是核 电站核岛施工的关键环节, 主管道被称为核电站的 主动脉, 承担着连接反应堆压力容器和蒸汽发生器/ 主冷却剂泵 (简称主泵) 的功能, 核电运行过程中 主管道内承载高温、 高压、 高流速以及含有放射性 物质的水介质, 因此主管道是保证核电站一回路压 力边界完整性的重要设备[1]。 AP1000 核 电 站 主 系 统 由 2 个环路组成, 主泵直接连接到蒸汽发生器出口, 取 消 了 蒸 汽 发 生 器 和 主 泵 之 间 的 U 形 过 渡 段 [2]。 每 个环路包括 1 根热段管和 2 根冷段管。
AP1000屏蔽电机主泵关键部件质量控制

AP1000屏蔽电机主泵关键部件质量控制主泵关键部件的质量控制工作是AP1000屏蔽电机制造过程中最重要的部分,也是影响屏蔽电机后期使用效果的关键因素。
由于近年来,很多新型的科学技术手段涌入社会的发展中,所以相关制造团队为了提高AP1000屏蔽电机整体的质量和使用效果,不仅在控制关键部件质量的同时,深入的研究关键部件的性能和设计理念,同时还将一些先进的技术手段应用到了屏蔽电机的制造与质量控制工作中。
但目前AP1000屏蔽电机主泵关键部件的质量控制工作在实际开展的过程中,还是会由于一些因素的影响而出现问题,所以需要相关科研部门能够提高对关键部件质量控制工作的重视。
1 AP1000屏蔽电机主泵概述AP1000反应堆冷却剂泵(简称主泵)是美国柯蒂斯怀特流体控制公司所属的EMD工厂依据前期军堆的使用经验和三代核电技术要求,专门为1000MW核电机组设计的屏蔽电机主泵。
AP1000反应堆系统设计为两个回路,每个回路的蒸汽发生器底部各悬挂两台主泵。
主泵电机内腔室、泵腔室及一回路连通,电机壳体与泵壳共同组成主泵的压力边界,如图1所示。
为实现屏蔽主泵的无泄漏、高转动惯量、免维修性等先进设计理念和功能,必须对主泵结构、材料等进行优化设计。
如,为防止冷却剂与定转子铁芯接触受到侵蚀,定子内壁和转子外圆分别焊接一个薄壁屏蔽套;为获得高的转动惯量,在有限的腔室空间内设置两个乌金飞轮;为在没有顶轴和止逆装置的冷却剂中支撑主泵转子,设置了带有预紧力的推力轴承。
上述几种部件对保持屏蔽电机主泵的先进性和安全性发挥着至关重要的作用。
AP1000首堆主泵在制造过程中出现了一系列质量问题,其中屏蔽套、飞輪、轴承等主要部件质量问题较多,是监造质量控制的重点。
本文结合前期项目的典型质量案例对问题的成因进行了分析,并从技术和管理的角度提出应关注的质量控制要点。
2 AP1000屏蔽电机主泵关键部件质量控制要点2.1 轴承的质量控制要点轴承是AP1000屏蔽电机主泵中最基础的关键部件之一,也是保证屏蔽电机质量和正常运行的关键。
AP1000非核蒸汽冲转试验过程中的主要问题分析及处理
AP1000罗吉江(山东核电有限公司,山东烟台,265116)摘要:文章对AP1000核电汽轮机特点、汽轮机非核蒸汽冲转的目的、意义进行了介绍;重点对汽轮机非核蒸汽冲转期间出现的问题进行了分析,并结合现场实际采取了相应措施,有效解决了问题;为后续AP1000及同类型的汽轮机非核蒸汽冲转提供借鉴。
关键词:AP1000汽轮机,非核蒸汽,冲转,分析,处理中图分类号:TM623文献标识码:A文章编号:1674-9987(2020)01-0073-05 Analysis and Treatment of Main Problems in AP1000Steam Turbine Intial Roll up Test with Non-nuclear SteamLUO Jijiang(Shandong Nuclear Power Co.,Ltd.,Yantai Shandong,265116)Abstract:This paper introduces the characteristics of AP1000nuclear power steam turbine,the purpose and significance of non-nuclear steam rushing of steam turbine.Emphasis is laid on the analysis of the problems occurred during the non-nuclear steam rush of steam turbines,and corresponding treatments are taken to solve the problems effectively in combination with the actual situation in the field.It provides a reference for the following AP1000and the same type of steam turbine non-nuclear steam rushing.Key words:AP1000,turbine,non-nuclear steam,rushing,analysis,treatment0引言汽轮机非核蒸汽冲转试验就是在核电站热态功能试验的NOT/NOP平台,利用反应堆一回路主冷却剂泵和稳压器底部电加热器运行所提供的能量使一回路系统升温、升压,在蒸汽发生器二次侧产生饱和蒸汽并冲转汽轮发电机组至额定转速的试验。
AP1000核电厂蒸汽发生器制造难点及质量管理-2019年文档

AP1000核电厂蒸汽发生器制造难点及质量管理-2019年文档一、背景介绍在现代能源产业中,核电是越来越受到关注的一种清洁能源,而AP1000核电站是目前最先进的核电设计之一,蒸汽发生器作为核电站重要的组成部分之一,在制造过程中面临着一系列制造难点和质量管理问题。
本文将探讨AP1000核电厂蒸汽发生器制造难点及质量管理方案。
二、制造难点1.材料选择蒸汽发生器是核电站中一个关键的部件,由于其需要承受高温、高压的蒸汽,因此需要选用高强度、高耐腐蚀的材料。
在AP1000核电站中,采用了A182F316L (22Cr-12Ni-2.5 Mo) 高强不锈钢作为蒸汽发生器管子的主要材料,这一材料的耐腐蚀性和高温强度能够满足高温高压环境下的要求。
2.焊接工艺制造蒸汽发生器时,蒸汽发生器管子之间需要通过焊接技术进行连接,AP1000核电站采用的是TIG合金焊接,该技术在保证焊点质量的同时,也能有效保证焊接过程中不会产生金属杂质和热应力等问题,可以有效降低蒸汽发生器的失效率和事故率。
3.水平定位AP1000核电站中的蒸汽发生器需要进行精确的水平定位,这一过程在制造过程中尤为重要。
影响水平定位的因素包括设备精度、安放位置、土方平整度等因素,保证蒸汽发生器水平位置的正确性,对其后续使用过程的稳定性和耐久性具有重要的影响。
三、质量管理1.制造过程中质量管控在制造蒸汽发生器的过程中,需要进行严格的质量管控,在所有环节都要关注质量的问题,包括存储、加工、焊接等方面。
需要制定相应的质量管控标准和程序,加强质量监督和管理,通过对质量管控的提升,可以有效保证制造蒸汽发生器的质量和稳定性。
2.检测手段核电站蒸汽发生器的制造需要经过多步的检测和测试,以保证其满足高温高压环境下的要求。
在制造过程中需要建立完善的检测机制,包括化学分析、色谱分析、扫描电镜等手段。
这些检测手段可以帮助检测材料的成分、强度等指标,有效保证制造出的蒸汽发生器达到高标准的质量要求。
AP1000主蒸汽安全阀在线校验技术分析
设备管理与维修2019№6(下)3.6外形结构设计装置采用能耗统计装置同款标准型材。
该型材结构简单、美观、强度合适且可共用现有的统计模块的包装箱。
4未来展望监控装置是中国铁路保证行车安装的重要设备,以监控装置为主的中国列车运行控制系统是铁路机车的主要组成部分。
可靠有效的速度信号是监控装置可靠运行的必要条件,目前国内无针对传感器速度信号在线检测的设备,如果速度信号出现故障将会造成监控装置运行异常甚至造成行车安全事故。
传统速度传感器故障后再处理的方式已逐渐不满足越来安全、高效的行车需求。
本装置可以实时采集机车速度传感器信号和工况信号,并通过大数据分析对信号质量变化趋势做出预判,在信号完全故障前进行提醒检修处理。
通过预判提前更换传感器,降低信号发生的故障率,为机车安全、高效行车提供的技术支持。
参考文献[1]孙发军.我国列车运行监控装置运用维护管理现状及对策[J ].企业改革与管理,2017(16):219-220,224.[2]石磊.列车运行监控装置(LKJ )故障分析及处理[J ].中外企业家,2017(2):219,224.[3]梁红梅.LKJ2000型列车运行监控记录装置的发展及应用[J ].科技创业月刊,2012,25(6):176-178.〔编辑凌瑞〕AP1000主蒸汽安全阀在线校验技术分析吕闯,赵立怀(中电华元核电工程技术有限公司烟台分公司,山东烟台265100)摘要:主蒸汽安全阀作为核电站关键设备,为蒸发器和主蒸汽系统提供超压保护,有效防止蒸汽发生器与主蒸汽管线的压力超过设计限值,保证二回路压力边界的完整性。
介绍AP1000主蒸汽安全阀在线校验的原理、方法和注意事项。
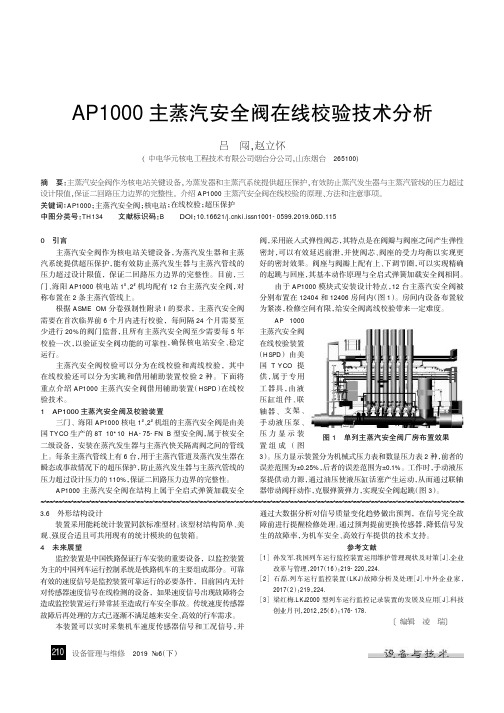
关键词:AP1000;主蒸汽安全阀;核电站;在线校验;超压保护中图分类号:TH134文献标识码:BDOI :10.16621/ki.issn1001-0599.2019.06D.115图1单列主蒸汽安全阀厂房布置效果0引言主蒸汽安全阀作为核电站关键设备,为蒸汽发生器和主蒸汽系统提供超压保护,能有效防止蒸汽发生器与主蒸汽管线的压力超过设计限值,保证二回路压力边界的完整性。
AP1000主蒸汽管道点数的分析评测
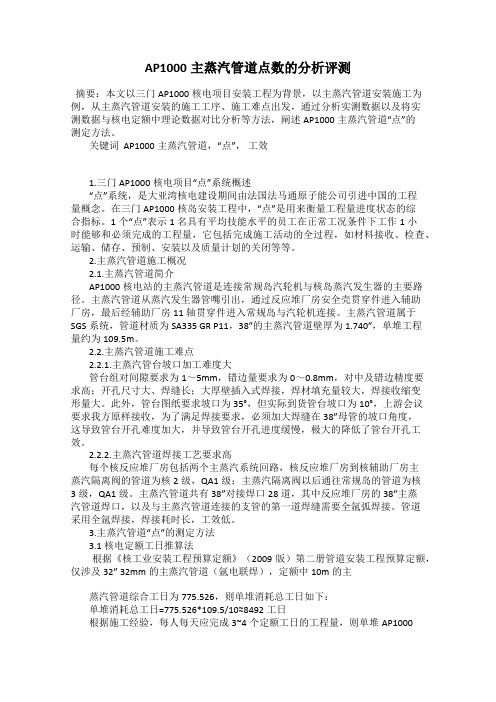
AP1000主蒸汽管道点数的分析评测摘要:本文以三门AP1000核电项目安装工程为背景,以主蒸汽管道安装施工为例,从主蒸汽管道安装的施工工序、施工难点出发,通过分析实测数据以及将实测数据与核电定额中理论数据对比分析等方法,阐述AP1000主蒸汽管道“点”的测定方法。
关键词 AP1000主蒸汽管道,“点”,工效1.三门AP1000核电项目“点”系统概述“点”系统,是大亚湾核电建设期间由法国法马通原子能公司引进中国的工程量概念。
在三门AP1000核岛安装工程中,“点”是用来衡量工程量进度状态的综合指标。
1个“点”表示1名具有平均技能水平的员工在正常工况条件下工作1小时能够和必须完成的工程量,它包括完成施工活动的全过程,如材料接收、检查、运输、储存、预制、安装以及质量计划的关闭等等。
2.主蒸汽管道施工概况2.1.主蒸汽管道简介AP1000核电站的主蒸汽管道是连接常规岛汽轮机与核岛蒸汽发生器的主要路径。
主蒸汽管道从蒸汽发生器管嘴引出,通过反应堆厂房安全壳贯穿件进入辅助厂房,最后经辅助厂房11轴贯穿件进入常规岛与汽轮机连接。
主蒸汽管道属于SGS系统,管道材质为SA335 GR P11,38″的主蒸汽管道壁厚为1.740″,单堆工程量约为109.5m。
2.2.主蒸汽管道施工难点2.2.1.主蒸汽管台坡口加工难度大管台组对间隙要求为1~5mm,错边量要求为0~0.8mm,对中及错边精度要求高;开孔尺寸大、焊缝长;大厚壁插入式焊接,焊材填充量较大,焊接收缩变形量大。
此外,管台图纸要求坡口为35°,但实际到货管台坡口为10°,上游会议要求我方原样接收,为了满足焊接要求,必须加大焊缝在38”母管的坡口角度,这导致管台开孔难度加大,并导致管台开孔进度缓慢,极大的降低了管台开孔工效。
2.2.2.主蒸汽管道焊接工艺要求高每个核反应堆厂房包括两个主蒸汽系统回路,核反应堆厂房到核辅助厂房主蒸汽隔离阀的管道为核2级,QA1级;主蒸汽隔离阀以后通往常规岛的管道为核3级,QA1级。
AP1000到货阀门质量问题统计分析及对阀门制造工艺的改进
©EC监理要点Supervision PointsAP1000到货阀门质量问题统计分析及对阀门制造工艺的改进吴广坤刘世辉(三门核电有限公司台州317112)摘要:某项目AP1000核电阀门供货到现场后,由于制造质量问题出现了很多的设计变更和不符合项,影响到了冷试、热试、装料等重大工程节点。
通过对已到货的问题阀门统计归类,重点针对返厂维修的阀门进行研究,指出了阀门存在的主要问题原因。
通过典型案例分析,探讨设计和制造质量方面的工艺技术改进和预防措施,有效提高了阀门的返修合格率,避免质量问题再次发生。
关键词:核电阀门质量统计改进Analysis and Statistical of Quality Problems of Delivered APiooo Nuclear Power Valve and Improvement ofValve Process and ManufacturingWu Guangkun Liu Shihui(Sanmen Nuclear Power Co.,Ltd.Taizhou317112)Abstract After the APIOOO nuclear power project valve was delivered to the site,there were many design changes and non-conformities due to manufacturing quality problems.Some problems affected major construction milestones such as cold test,hot test,and fuel loading.Through the statistical classification of the arrival defective valves and research the valves which was returned to the supplier for repair,find that the main reasons for the valve.Through the analysis of typical cases,discuss the preventive process technology and improvement actions of design and manufacturing quality.Effectively increased the qualified rate of valve repair and avoided recurrence of quality problems.Keywords Nuclear power Valve Quality Statistics Improvement中图分类号:TB492文献标识码:B文章编号:2095-2465(2021)03-0004-04DOI:10.19919/j・issn.2095-2465・2021・03・002APIOOO采用非能动安全设计理念,包含更少的系统和部件,从而减少试验、检查和维护的工作量。
蒸汽发生器传热管超声检测缺陷识别与典型缺陷成因及预防
蒸汽发生器传热管是核电站一回路压力边界的关键部件,其性能的优劣对核电站的经济性和安全性有重要影响。
由于长期服役在含有水蒸汽的高温高压环境下,蒸汽发生器传热管在生产过程中会出现各种微小缺陷,这些缺陷在传热管实际运行过程中会加速扩展。
在传热管运行过程中,缺陷一旦扩大就会造成壁厚减薄,且会诱发蒸汽发生器传热管的破损。
蒸汽发生器传热管管内放射性一回路介质一旦泄漏,则会对周边环境和人员安全造成威胁,严重时需停堆进行检查维修。
蒸汽发生器传热管破裂事故的发生频率较高,为了进一步提高反应堆的可靠性和安全性,在生产制造过程中需采用无损检测方法有效识别出这些缺陷。
根据法国核岛设备设计建造规则协会(AFCEM)编制的《压水堆核岛机械设备设计和建造规则(RCCM)》中M4105产品的采购技术规范,用于压水堆蒸汽发生器管束的镍-铬-铁合金(NC30Fe)无缝管需按RCCM MC2500《管件超声波检验》的规定,对传热器全长范围进行超声检测。
浙江久立特材科技股份有限公司的技术人员通过试验,对蒸汽发生器传热管超声检测发现的缺陷进行统计和分析,找出几种典型缺陷产生的原因,并提出对应的预防措施,以利于从源头上避免类似缺陷的产生。
超声检测试验蒸汽发生器传热管材料牌号为NC30Fe(690),管材外径为17.48mm,壁厚为1.02mm,状态为TT(Thermo Treatment)态。
试验选用GE ROTA40型脉冲反射式超声波检测系统;为了检测出纵向及横向全体积范围内的所有缺陷,选用的标准样管与被检管材具有相同的材料、几何尺寸、制造工艺及表面状态。
标准样管的人工缺陷为管材内壁和外壁横向和纵向的U形槽,人工缺陷长12.7mm、宽0.1mm、深0.1mm。
4个U形槽应分开一定距离,以保证能清楚区别其回波。
采用水浸线聚焦法进行超声检测,耦合剂采用A级去离子水。
采用3mm线聚焦超声探头,探头频率为7MHz,声波在管壁中传播的折射角为47°~50°。
AP1000控制棒驱动机构Ω焊缝质量改进和控制措施

AP1000控制棒驱动机构Ω焊缝质量改进和控制措施摘要:控制棒驱动机构是核电站关键设备之一,其Ω密封焊缝会因泄漏而发生硼结晶,威胁核电站的安全稳定运行。
本文分析了AP1000 Ω密封焊缝结构改进及焊接难点,提出焊接过程中的质量控制措施,提高该焊缝的焊接质量,避免Ω密封焊缝发生泄漏,具有重要意义。
关键字:AP1000;控制棒驱动机构;Ω密封焊缝;核电站Quality Improvement and Control Measurements for AP1000 Control Rod Drive Mechanism Ω WeldHE Qiu-liang(Sanmen Nuclear Power Company; Procurement Department; Taizhou, Zhejiang) Abstract: The control rod drive mechanism is one of the key equipments in nuclear power plant, and the Ω seal weld will produce boron crystallization due to leakage, which threatens the safe and stable operation of nuclear power plant. This paper analyses the improvement of Ω seal weld and the welding difficulties, and proposes the quality control measures in weld ing process to improve the welding quality of Ω seal weld to avoid leakage by structural optimization of AP1000 CRDM Ω seal weld, has important significance.Keywords: AP1000, Control Rod Drive Mechanism(CRDM); Ω Seal Weld ; Nuclear Power Plant1.引言控制棒驱动机构(Control Rod Drive Mechanism,简称CRDM)是一种磁力提升式步进机构,是反应堆主回路系统主要设备之一,也是反应堆本体唯一的动设备。
AP1000蒸汽发生器进出口接管超厚镍基合金预堆边焊缝的超声检测
AP1000蒸汽发生器进出口接管超厚镍基合金预堆边焊缝的超声检测王佐森;鲁丹丹;张建磊;余金涛【摘要】The full thickness ultrasonic examination according to the requirement of design drawing for nickel base alloy buttering is impossible,because of coarse-grained nickel base alloy and serious attenuation and low signal to noise ratio.There exist distinctions of ultrasonic examination sensitivity in different scanning direction for anisotropic materials.According to the characteristics of theweld,specifically designed examination process of using parallel and vertical reflectors with respect to welding direction is performed to finish the ultrasonic examination of ultra-thick nickel base alloy buttering.%针对镍基合金晶粒粗大,超声波检测时声衰减严重且信噪比低,无法在完全堆焊结束后按设计图纸要求的检测方法和灵敏度进行超声波检测的问题,根据 AP1000蒸汽发生器进出口接管超厚镍基合金预堆边焊缝的特点,采用特殊的超声检测工艺,制作了平行和垂直于焊接方向的两种反射体,较好地完成了超厚镍基合金预堆边的超声波检测.【期刊名称】《无损检测》【年(卷),期】2018(040)005【总页数】4页(P17-19,23)【关键词】AP1000蒸汽发生器;超声检测;镍基合金预堆边【作者】王佐森;鲁丹丹;张建磊;余金涛【作者单位】哈电集团(秦皇岛)重型装备有限公司,秦皇岛066206;哈电集团(秦皇岛)重型装备有限公司,秦皇岛066206;哈电集团(秦皇岛)重型装备有限公司,秦皇岛066206;哈电集团(秦皇岛)重型装备有限公司,秦皇岛066206【正文语种】中文【中图分类】TG115.28AP1000核电机组采用的是先进的第三代核电技术,其是在二代核电的成熟技术上,采用“非能动理念”最大限度地利用压缩空气膨胀、重力及自然循环等自然驱动力的非能动安全系统。
AP1000蒸汽发生器接管焊缝内部超声检测系统
AP1000蒸汽发生器接管焊缝内部超声检测系统朱性利;周礼峰;罗玉文;陈姝【摘要】For AP1000 passive pressurized water reactor, the weld between steam generator outlet nozzle and main pump is included in mandatory inspection requirements of Nuclear Safety Administration. Because it has thicker thickness, and is dissimilar metal butt weld, ultrasonic inspection can only be implemented form the interior of weld. During implementation of inspection, strong environment irradiation in working area , risk of internal irradiation, narrow entrance for inspection equipment, large nozzle diameter, and installation and inspection position for spatial position relation etc., both of these increase design difficulty of the inspection system, especially for the inspection equipment. In order to meet inspection needs, developed inspection system contains inspection equipment, control system, ultrasonic acquisition and analysis system, and video monitoring system etc.Inspection equipment has 10 moving joints and multiple parts, each part is connected by fast connection structure. Installation personnel install inspection equipment outside of steam generator manhole, then remotely control 10 moving joints to achieve inspection equipment's carrying, positioning, fixing and scan process, complete ultrasonic testing of the weld from internal.%AP1000非能动压水堆的蒸汽发生器出水接管与主泵连接焊缝,被列入核安全监管部门要求的强制性检查范围。
AP1000蒸汽发生器接管焊缝无损检测机器人的 设计、仿真及优化
1. 引言
核能作为未来新能源发展的重要方向之一,因其来源丰富、体积小能量大、利用率高以及污染小等 优点,越来越被各国所重视和研究。而贯穿这整个研究过程的核安全问题始终占据着重要的位置。 AP1000 蒸汽发生器系统[1] (Steam Generator System, 简称 SGS)是核电站动力装置中连接一、 二回路 的枢纽设备。其主要作用是将一回路冷却剂从核反应堆带出的热量传递给二回路给水,并使之产生蒸汽 来驱动汽轮发电机系统。该部分结构原理如图 1 所示。其中一回路冷却剂因流经堆芯而带有放射性,二 回路则不受一回路放射性冷却剂的污染,无放射性[2]。 本文所研究的机器人则是针对封头下方与一回路管道连接处焊缝无损检测所用,如图 2 所示。目前 国内已知的接管焊缝检测机构仅有武汉核动力运行研究所研制成功。 本文提出一种新的检测机器人模型, 充分利用了目前市场已有的 UR10 机器人,对其进行改造优化;再通过 UR10 末端关节搭载超声波探头 架,深入 SG 接管焊缝处进行作业。作业过程中,超声波探测仪将紧紧贴合在焊缝表面,负载较大,故 对其动力学性能要求较高。 故本文将在对无损检测机器人结构设计的基础上,利用 ADAMS 建立相应的虚拟样机,进行动力学 仿真;通过对比各个关节的扭矩曲线来验证所选的电机和减速器是否满足整体性能需求;最终通过 ANSYS WORKBENCH 对关键零件进行强度校核和结构优化, 以期达到整个无损检测机器人的最佳性能。
Mechanical Engineering and Technology 机械工程与技术, 2018, 7(1), 18-28 Published Online February 2018 in Hans. /journal/met https:///10.12677/met.2018.71003
AP1000核电厂蒸汽发生器管板堆焊冷裂纹问题分析
AP1000核电厂蒸汽发生器管板堆焊冷裂纹问题分析
郑张利;吴志远;曹定
【期刊名称】《核动力工程》
【年(卷),期】2012(33)5
【摘要】从母材焊接特性、H元素对裂纹的影响、焊接工艺及堆焊层残余应力等
方面详细阐述AP1000蒸汽发生器管板堆焊过程中裂纹产生的原因,从锻件采购、
焊接控制以及堆焊工艺等方面对AP1000管板堆焊工艺提出切实可行的改进方案。
【总页数】4页(P120-123)
【关键词】蒸汽发生器;管板;堆焊;裂纹;预热;后热
【作者】郑张利;吴志远;曹定
【作者单位】国核工程有限公司
【正文语种】中文
【中图分类】TL353.1
【相关文献】
1.AP1000核电厂蒸汽发生器主管道发生小破口事故情况下氢气源项分析 [J], 黄雄;吕雪峰;陈彦霖;马国航
2.AP1000核电厂蒸汽发生器下简体A大锻件力学性能试验不合格原因分析 [J],
金河;董泽忠;田洪志;曹定
3.AP1000核电厂蒸汽发生器二次侧水压试验升压系统设计 [J], 崔阔;张娜娜;李忠全
4.AP1000核电站蒸汽发生器上部支承耳板螺栓卡涩问题分析 [J], 史科;顾绉宙;吴
志远
5.AP1000核电厂蒸汽发生器水室封头力学性能不合格问题分析 [J], 任国松因版权原因,仅展示原文概要,查看原文内容请购买。
国家核安全局关于对三门核电1号机组蒸汽发生器A出口管嘴与主泵泵壳焊缝超声检验显示问题处理意见的复函
国家核安全局关于对三门核电1号机组蒸汽发生器A 出口管嘴与主泵泵壳焊缝超声检验显示问题处理意见
的复函
文章属性
•【制定机关】国家核安全局
•【公布日期】2012.07.30
•【文号】国核安函[2012]108号
•【施行日期】2012.07.30
•【效力等级】部门规范性文件
•【时效性】现行有效
•【主题分类】核能及核工业
正文
国家核安全局关于对三门核电1号机组蒸汽发生器A出口管嘴与主泵泵壳焊缝超声检验显示问题处理意见的复函
(国核安函[2012]108号)
国核工程有限公司:
你公司《关于呈报三门1号机组蒸汽发生器A出口管嘴与主泵泵壳焊缝UT显示处理进展情况的报告》(国核工司〔2012〕147号)收悉。
经审查,我局认为三门核电1号机组蒸汽发生器1A出口接管A与主泵泵壳对接焊缝的超声检验结果满足ASME第三卷要求的结论是可以接受的。
同时,提出如下核安全管理要求:
一、鉴于AP1000蒸汽发生器出口管嘴和主泵泵壳对接焊缝的复杂性,各相关单位应给予高度重视并及时完善相应的无损检验程序。
二、西屋公司应深刻汲取探头电缆线连接错误事件的教训,并采取切实可行的措施防止类似事件再次发生。
三、三门核电有限公司应在役前检查阶段对该焊缝22#、23#、24#和25#显示进行重点跟踪检查,并根据检查结果制定后续的在役检查计划。
国家核安全局
二○一二年七月三十日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
V 0 l I . 3 4 . NO . 6 . 2 0 1 3
\ I /
法 ,其检测灵敏度比第1 I l 卷高 ;却同时搭配使用 AS ME第1 I I 卷制 造 阶段 的验 收标 准要求 ,该验 收 标 准 比第 X I 卷更严 格 。这 种混 用 UT方 法和验 收
标 准 的做 法 是产 生该 “ 不 符合 项 ”的原 因 ,只要
第 3 4卷
第 6期
核 动 力 工 程
Nuc l e a r Po we r En gi D ec. 2 0l 3
2 0 l 3年 1 2 月
文 章 编 号 :0 2 5 8 — 0 9 2 6 ( 2 0 1 3 ) 0 6 — 0 1 4 3 — 0 5
2 2 # UT显示 的长度 约为 4 4 0 mm, 由4 5 。 超声
波探头从 S G . t o . R C P 管嘴焊接接头的内侧扫查发 现 ;2 3 # 、2 4 # 和2 5 #UT显 示 的长 度为 3 7 . 5~5 9 m m, 其中2 3 # 和2 4 # u T显示是从内侧扫查发现 , 而2 5 # u T显示是由 4 5 。 超声波探头从外侧扫查发 现 。uT显 示 的特征 如表 1 所示。 2 0 1 1 年 1 1 月 ,S G . t o . R C P焊接接头 的制造 厂和设计方提交了不符合项报告 ,对 4 处u T显
不锈钢防腐堆焊层
S G 管 下 嘴 封 母 头 材 管 r 1 l X R C P 泉 嘴 壳 母 吸 材 人
图2 uT显示 的位置 分布
第1 I I 卷和第X I 卷不混用 , 不论是单独执行 A S ME 第Ⅺ卷的检测方法和验收标准 ,还是单独执行第
1 I I 卷 的检测 方法 和验 收标 准 ,该焊缝 UT结果 都
中 图分 类 号 :T H1 3 3 ;T P 1 8 3 文 献 标 志 码 :A
1 前
言
在传统核 电厂的设计中,蒸汽发生器 ( S G) 和主泵 ( R C P) 之间的连接是在工程现场通过主 管道过渡段焊接来实现的。 而A P 1 0 0 0 核电厂 S G 和R C P之间的连接则是在工厂通过将 S G下封头 出 口管 嘴直 接 与 R C P 泵 壳 吸 人 管 嘴 焊 接 ( S G - t o . R C P焊接接头 ) 来实现的。 2 0 1 1 年l 0 月 ,三门核电厂 1 号机组第 l 台 A P 1 0 0 0 S G的出口管嘴和泵壳吸人管嘴在工厂完 成焊接 , 并实施全套无损检测渗透检测 ( P T) 和
A P 1 0 0 0蒸汽发 生器与主泵泵壳焊接接头 无损检 测 问题 分析
毛 昌森 ,陈富彬 2
三 门核 电有 限 公 司 ,浙 江三 门 ,3 1 7 1 1 2
摘要 :针对 AP l 0 0 0蒸汽发生器 ( S G)与主泵泵壳连接焊缝在工厂进行超声 波检 测 ( U T)时发现超标
是合格的。 基于上述原因分析 , 制造厂按照 A S ME第1 I I 卷的 u T方法和验收标准要求对第 2版 u T规程 进行 了升版 ,并 提供 给 三 门核 电厂审查 ;同时 , 依据第 3 版u T规程再次完成 u T , 结果为 “ 无可
射线检测( R T 果都能满足 A S ME第1 I I 卷要求 , 但超声波检测报告显示 :S G . t o . R C P焊接接头有 4 处超标超声波检测 ( u T) 缺陷显示 ,初步判断
属于未熔合性质 , 不满足 A S ME第1 I I 卷N B . 5 3 3 l 验收标准的要求 ;但是制造厂和设计方却对这 4 处u T显示采取 “ 原样照用”的最终处置意见。 本文通过 比较不同版本 的 u T规程 的检测方法和 验收标准 , 分析了 A S ME第 Ⅲ卷和第 Ⅺ卷的检测 灵敏度设置方面的差异 ,证明该焊缝满足 A S ME 第 Ⅲ卷的验收标准要求。
所示 , u T显示 的位置分布如图 2 所示。 2 2 # 、 2 3 # 、 2 4 # 显示位置位于 S G下封头出口管嘴与 6 9 0 镍基 合金预堆边的交界面上 ;2 5 # 显示位置位于 6 9 0
镍 基合 金预 堆边 与 6 9 0镍基合 金 熔敷 金属 的交 界
面上 。
2 SG. t o . R CP焊接接 头及其无损检测
A P 1 0 0 0 S G . t o . R C P 焊接接头的结构如 图 1
收稿 日期 :2 0 1 2 . 1 0 . 1 8 ;修 回日期 :2 0 1 3 . 0 0 . 0 0
核 动 力 工 程
钢
\
S G. t 0 . RCP
焊接接头
图 1 AP 1 0 0 0 S G和泵壳 的焊接接头结构
F i g . 1 S t r u c t u r e o f We l d J o i n t b e t we e n AP1 0 0 0 S t e a m
Ge n e r a t o r a n d RC P C a s i n g
缺陷显示 的问题 , 通过 比较不 同版本的 u T规 程的检测方法和验收标准 , 详细分析 A S M E第 Ⅲ卷和第 Ⅺ卷的 检测灵敏度 的差异 ,分析 表明 :混用 A S ME第 Ⅺ卷役 前检查的 uT方法和 AS ME第 Ⅲ卷 制造阶段的验收标 准是导致缺陷显示超标 的直接 原因。 . 同时 ,通过增设 uT试块 的标 定孔来设置检测灵敏度 ,并 采用几 个不同 角度 的 u T探头进行 复查 , 发 现原先的操作人员误判 了 u T显示 的缺陷性质 , 最终证明该焊缝满足 A S ME 第 Ⅲ卷 的验收标准要求 。 , 关键词 : A P I O 0 0 ;蒸汽发生器 ;主泵 ;焊接接头 ;无损检测 ;监造