标准工时表
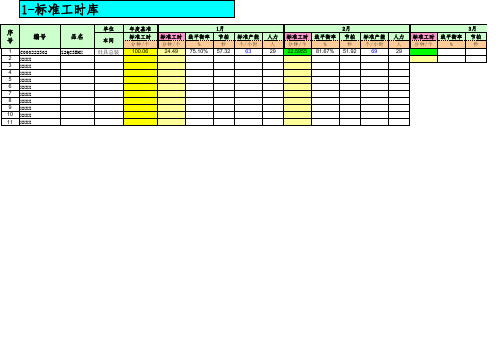
标准工时库(例表)
序 号
1 2 3 4 5 6 7 8 9 10 11 单位
编号
C000222302 XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXXBiblioteka 品名Z2QC3BMX
车间 灶具总装
年度基准 标准工时 分钟/个 100.06
1月 标准工时 分钟/个 24.49 线平衡率 % 75.10% 节拍 秒 57.32 标准产能 个/小时 63 人力 人 29 标准工时 分钟/个 22.5955 线平衡率 % 81.67%
2月 节拍 秒 51.92 标准产能 个/小时 69 人力 人 29 标准工时 分钟/个 线平衡率 %
3月 节拍 秒
4月 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
5月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
6月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
7月
7月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
8月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
9月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
10月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个
11月 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
12月 节拍 秒 标准产能 个/小时 人力 人
下一年基准 标准工时 分钟/个
备注
标准工时表样板
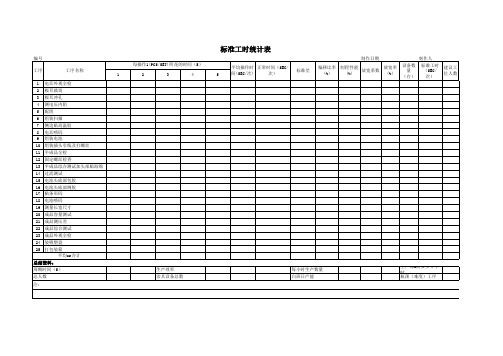
编号 每操作1(PCS/SET)所花的时间(S) 工序 1 2 3 4 5 6 7 8 9 工序名称 电芯外观全检 极耳裁切 极耳冲孔 测电压内阻 配组 组装扫描 侧边贴高温胶 电芯喷码 组装电池 1 2 3 4 5 平均操作时 正常时间(/ 间(SEC/次) 次) 标准差 制作日期 偏移比率 制程性能 放宽率 放宽系数 (%) (%) (%) 设备数 量 (台) 制作人 标准工时 (SEC/ 次) 建议工 位人数
10 组装插头引线及打螺丝 11 半成品全检 12 固定螺丝检查 13 半成品综合测试加头部贴海绵 14 过流测试 15 电池头底部包胶 16 电池头底部缠胶 17 贴条形码 18 电池喷码 19 测量长宽尺寸 20 成品容量测试 21 成品测压差 22 成品综合测试 23 成品外观全检 24 装吸塑盘 25 打包装箱 平均or合计 总结资料: 周期时间(S) 总人数 注: 生产效率 治具设备总数 每小时生产数量 白班日产能 生产每K需要多少小 时 瓶颈(难度)工序
备注
标准工时统计表样板

2.8
2.0
2.9
2.2
5.6
9.2
9.8
14.9 13.3 14.1
6.9
7.4
7.4
6.2
5.9
6.7
8.5
9.3
8.5
10.5 11.3 10.9
8.1
7.7
8.1
6.7
6.2
6.6
7.3
8.9
6.8
测量日期
2012.03.29
标准差 偏离比率 制成性能
1周期时间: 2瓶颈工序:
备注
3瓶颈时间: 4生产效率:
资料总结 5每小时生产数量: 6人工费用:
准工时统计表
2012.03.29
测量人员
刘锦华
平均操作 时间sec/
次
生产数量 set/次
宽放系数
宽放率
标准工时 sec/pcs
目前治具 台数 (台)
建议治具 台数
建议人数
2.6
1
1
1%
2.41Biblioteka 11%8.2
1
14.1
1
1
1%
1
1%
7.3
1
1
1%
6.2
1
1
1%
标准工时统计表
单元
站位
1 2 3 4 5 6 7 8 9 10 11 12
插件
工序名称
清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯)
看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器)
看板面 看板底
品名
ES209-UL
每次操作测试平均时间 (S)
1
标准工时统计表-新

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
标准工时及产能测算表

标准工时及产能测算表
表格编号:XX/QR-SC-014A 说明:本文档主要用于测算某一生产线各工序的标准工时以及标准产能,同时可以用来进行生产线工序平衡分析。
本表格对标准工时、瓶颈工时、产线平衡率、人均产能等关键数据的计算方式进行了详细说明,且在表格中以自动函数形式呈现。
(表格中内含自动计算公式,只需录入部分基本数据即可。
)
3.标准工时=实测时间(即表格中平均工时)×评比系数×(1+宽放率) 4.总标准工时=各工序标准工时之和;
5.瓶颈工时=所有工序中标准工时最大值(工位平衡时间最大值); 6.产线平衡率=总标准工时/(瓶颈工时×直接人力总数);
7.不平衡损失=瓶颈工时×直接人力总数-总标准工时; 8.损失率=(1-产线平衡率)*100%
9. 生产线每小时产能(最大产能)=3600/瓶颈工时; 10.每小时人均产能=3600/(瓶颈工时×直接人力总数)。
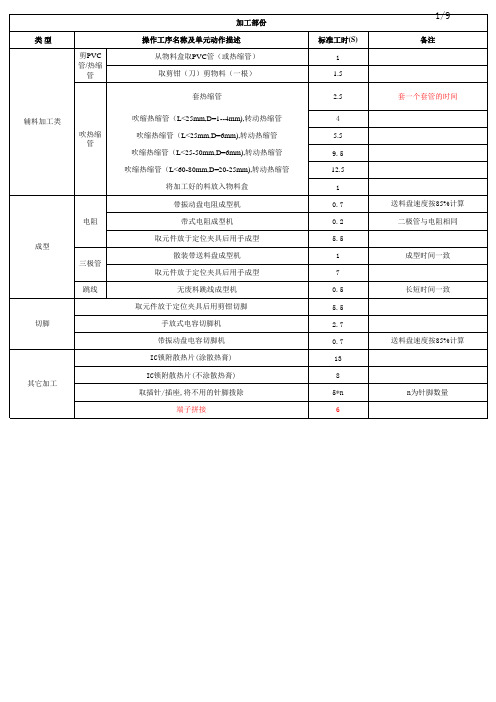
标准工时定额参考表

项目 操 作 内 容 跨接线 电阻(≤0.5W) 电阻(>0.5W) 电感(无极性) 电感(有极性) 电容(无极性) 电容(有极性) 二极管 三极管(中、小功率) 三极管(中功率带散热器) 三极管(大功率带散热器) 电位器(小型) 晶体及滤波器(2~3脚) 中周及线圈(2~4脚) 中周及线圈(5~7脚) 集成电路(4脚) 集成电路(8~10脚) 集成电路(12~16脚) 集成电路(18~22脚) 集成电路(≥24脚) 变压器(小型) 插座(2~3芯) 插座(4~7芯) 插座(≥9芯) 手工 3.5 3 3.5 3 3.5 3 3.5 3.5 4 5 7 3.5 3.5 3 3.5 3.5 4 5 6 7 5 3 4 5 操 作 时 间(s) 手动 半自动 自动 说明 备 注
装
插
元
器
件
(1)元 器件以 短插方 式为主 (2)元 器件已 经过预 先加工 (3)其 它类似 元器件 可酌情 增减时 间
焊
接
印制板焊盘(≤φ3或补焊) 印制板焊盘(≥φ3.5或金属化孔) 导线搭焊(单点1头) 导线搭焊(单点2头) 导线搭焊(单点3头) 导线绕焊
3 4 5 7 11 12
紧 固
螺钉 螺钉+平垫 螺钉+平垫+弹垫 螺母+平垫+弹垫 螺钉+螺母+平垫+弹垫
10 12 14 18 24
8 10 12 16 22
5 7 9 13
插 入
插头(2~3芯) 插头(4~5芯) 插头(6~7芯)
5 6 7
(1)焊 盘焊接 不含元 器件插 入时间 (2)导 线焊接 含有辅 助时间 (1)手 动指用 一般工 具(2) 半自动 指用气 、电动 工具 (3)自 动指用 专用工 具或设 备 日 期 02.03 第 共 第 1 1 册 第 页 页 页
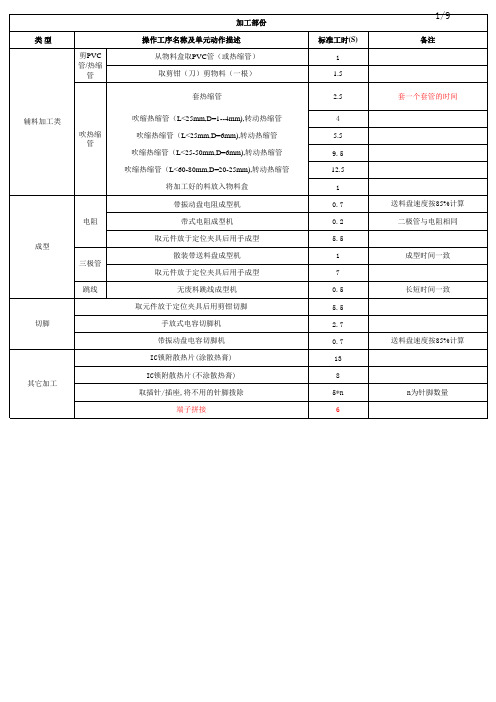
标准工时表
IC座 火牛类
插件部份 操作工序名称及单元动作描述 贴20mm长以下皱纹胶纸/高温胶纸 贴20mm~50mm长皱纹胶纸/高温胶纸 贴50mm长以上皱纹胶纸/高温胶纸
长5mm以下 长5--30mm 长5--30mm以上 电阻1/8W 电阻1/4W以上 立式电阻1/8W 立式电阻1/4W以上 电解电容 陶瓷、瓷片电容 一般的二极管 发光二极管 大体积的二极管 棒芯电感 柱环形电感 圆环形电感 管脚一字形三极管 管脚品字形三极管 6脚以下插座 6--12脚插座 12脚以上插座 排插(3脚以上) 排插(3脚以下) 插AV插座/AV+S端子 插光纤座 插SCART座(24PIN) 插DC插座 插AV插座(DVB系列)
15
1.n为纸卡数量。2.使用周转箱时不
17
含此工时
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
23
将包好的PCBA放入包装箱
5
类型 吹套管 扎线类 点胶类
锁螺丝类 粘贴类
装配部份
操作工序名称及单元动作描述
从拉带(台面)取机,使热缩管处对于风筒口
吹缩热缩管(L<25mm,D=1--4mm),转动热缩管
放PCB板于拉带(台面)
一手取PCB并放于台面
另一手从烙铁架取烙铁
取锡线加锡至一焊盘
取镊子夹SMD焊一端于PCB,放回镊子到台面
加锡至另一焊盘,放回烙铁到烙铁座
放PCB板于拉带(台面)
从拉带(台面)取PCB
放于夹具上
从物料盒取出元件插于PCB
扣压夹具,转至锡点面
取锡线,烙铁至焊点
标准工时(S) 1 1
11
抹PCB(需抹面积25-50c㎡),放回无尘布
标准工时统一表格(模板)
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
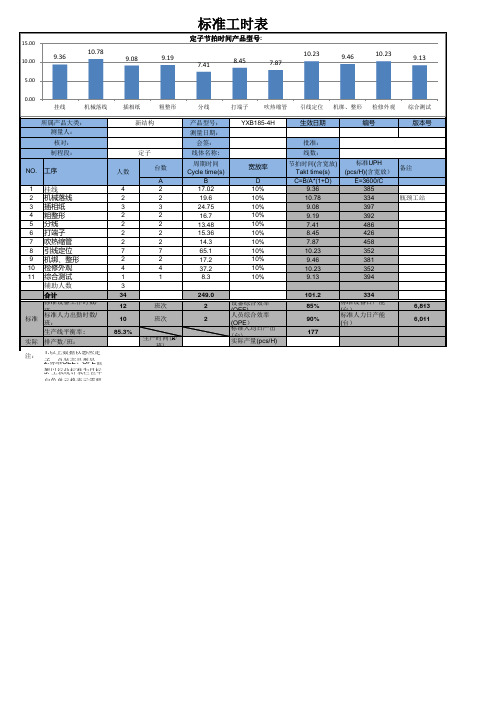
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
标准工时测定表
标准工时测定表
标准工时测定表是一种用来确定一个特定任务或活动所需的工时量的工具。
它通常包含各种不同任务或活动的列表,以及每个任务或活动所需的标准工时数。
标准工时是指完成一个任务或活动所需的一般时间量,通常以小时为单位。
标准工时测定表的目的是为了帮助组织或企业制定合理的工时计划和预算,以便更好地管理时间和资源。
标准工时测定表的内容可能会包括以下信息:
1. 任务或活动的名称:列出各种不同的任务或活动的名称,以便进行识别和分类。
2. 描述或说明:对每个任务或活动进行详细的描述或说明,以帮助用户更好地理解它们所涉及的工作内容。
3. 标准工时:指定每个任务或活动所需的标准工时数,以便帮助用户进行工时估算和安排。
4. 计算方法:说明如何计算每个任务或活动的标准工时数,以便确保结果的准确性和一致性。
通过使用标准工时测定表,组织或企业可以更好地了解每个任务或活动所需的工时量,并能更有效地规划和管理时间和资源。
这有助于提高工作效率,减少浪费和延误,并提高工作质量和客户满意度。
标准工时计算表
3*0.05n 1 1 2
0.3*n 2.5 3*0.05n
1 1 2 2.5 3*n 1.7*n 5*n 2.4*n 1.5 1 1.5 1.5 3 6.5 3 1 1 2 4 1.5 2.5
4/9
备注 双手同时作业
m为连板数 n为板边数
11
抹PCB(需抹面积25-50c㎡),放回无尘布
16
放PCB板到拉带(台面)
1
从拉带(台面)取PCB
1
安装跳线帽
4
安装开关帽
4
放PCB板到拉带(台面)
1
从拉带(台面)取PCB
1
取胶壶点红胶到一个螺丝头,并放回胶壶于台面
5
取胶壶点黄胶到电容处,并放回胶壶于台面
5.5
取胶壶点黄胶到线头(插座)处,并放回胶壶于台面
放于拉带或台面
取包装料于台面
取贴纸于台面
对位,贴于纸箱
放包装料到工作台旁
取彩盒于台面
折好彩盒
放于拉带或台面
组合纸卡
折好卡通箱底部,两边及中间封胶纸(长:40cm,宽:20cm)
折好卡通箱底部,两边及中间封胶纸(长:50cm,宽:30cm)
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
包装部份
操作工序名称及单元动作描述
从台面取胶袋并将胶袋口张开
从台面取附件入胶袋
折好胶袋,撕文具胶纸粘好
放于拉带或台面
取胶袋并将胶袋口张开
小成品 (1100c
m3)
取成品入胶袋 折好胶袋,撕一条胶纸封口
放于拉带或台面
取胶袋并将胶袋口张开
小成品 (36000
标准工时及产能计算表

#DIV/0!
20
#DIV/0!
1
10% #DIV/0!
#DIV/0!
21
#DIV/0!
1
10% #DIV/0!
#DIV/0!
22
#DIV/0!
1
10% #DIV/0!
#DIV/0!
23
#DIV/0!
1
10% #DIV/0!
#DIV/0!
24
#DIV/0!
1
10% #DIV/0!
#DIV/0!
25
#DIV/0!
工序 1
作业内容
实测作业时间(s/pcs)
实测1 实测2 实测3 实测4 实测5 实测6 实测7 实测8 实测9
实测 10
平均工时 (s)
#DIV/0!
评定系 数
宽放率
标准工时 (s)
1
10% #DIV/0!人力配置 (人)工源自标准工 时(s)#DIV/0!
2
#DIV/0!
1
10% #DIV/0!
#DIV/0!
#DIV/0!
9
#DIV/0!
1
10% #DIV/0!
#DIV/0!
10
#DIV/0!
1
10% #DIV/0!
#DIV/0!
11
#DIV/0!
1
10% #DIV/0!
#DIV/0!
12
#DIV/0!
1
10% #DIV/0!
#DIV/0!
13
#DIV/0!
1
10% #DIV/0!
#DIV/0!
14
#DIV/0!
3
#DIV/0!
1
综合工时制及标准工时制考勤计算表

*2.
年 补 公 旷 事 丧 补休
每 班 5倍 计 0倍 计 休 休 差 工 假 假 (小
班 记9 元
三 倍
加 班 费
休
加 班 费
休
时)
本月 剩余 补休 (小 时)
1
17 * 8 + 0 = 136 17 136 是 100 0 0 8
11 12
11.0
陈老大 大
上月 剩余 年休 (小 时)
本月 剩余 年休 (小 时)
(12.0)
2
马小弟
17 * 8 大
+0
= 136 17
136
是 100 0
0
8
6
2.0
0.0
3
17 * 8 + 0 = 136 17 136 是 120 0 0
高老兄 大
1
3 16 12
(8.0)
(16.0)
4
17 * 8 + 0 = 136 17 136 是 120 0 0 11
1
13
倪老兄 大
14
0 * 8 + 0 = 0 0 0 是 120 0 0
大
0.0
0.0
1
17 * 12 + 9 = 213 18 213 是 120 10 90 24
张老弟 甲
0.0
0.0
2
18 * 12 + 0 = 216 18 216 是 120 10 90 24
8
朱老兄 甲
0.0
(8.0)
3
熊老弟
18 * 12 + 0 乙
大
0.0
0.0
10
0 * 8 + 0 = 0 0 0 是 120 0 0