14Cr1MoR技术要求
14Cr1MoR执行标准丨14Cr1MoR交货状态
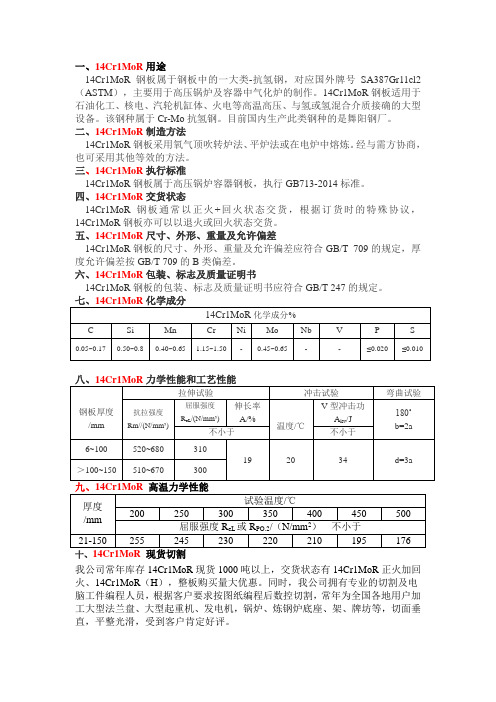
一、14Cr1MoR用途14Cr1MoR钢板属于钢板中的一大类-抗氢钢,对应国外牌号SA387Gr11cl2(ASTM),主要用于高压锅炉及容器中气化炉的制作。
14Cr1MoR钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
该钢种属于Cr-Mo抗氢钢。
目前国内生产此类钢种的是舞阳钢厂。
二、14Cr1MoR制造方法14Cr1MoR钢板采用氧气顶吹转炉法、平炉法或在电炉中熔炼。
经与需方协商,也可采用其他等效的方法。
三、14Cr1MoR执行标准14Cr1MoR钢板属于高压锅炉容器钢板,执行GB713-2014标准。
四、14Cr1MoR交货状态14Cr1MoR钢板通常以正火+回火状态交货,根据订货时的特殊协议,14Cr1MoR钢板亦可以以退火或回火状态交货。
五、14Cr1MoR尺寸、外形、重量及允许偏差14Cr1MoR钢板的尺寸、外形、重量及允许偏差应符合GB/T 709的规定,厚度允许偏差按GB/T 709的B类偏差。
六、14Cr1MoR包装、标志及质量证明书14Cr1MoR钢板的包装、标志及质量证明书应符合GB/T 247的规定。
七、14Cr1MoR化学成分14Cr1MoR化学成分%C Si Mn Cr Ni Mo Nb V P S0.05~0.17 0.50~0.8 0.40~0.65 1.15~1.50 - 0.45~0.65 - - ≤0.020 ≤0.010八、14Cr1MoR力学性能和工艺性能钢板厚度/mm拉伸试验冲击试验弯曲试验抗拉强度Rm//(N/mm²)屈服强度R eL/(N/mm²)伸长率A/%温度/℃V型冲击功A kv/J180˚b=2a不小于不小于6~100 520~680 31019 20 34 d=3a >100~150 510~670 300九、14Cr1MoR高温力学性能厚度/mm试验温度/℃200 250 300 350 400 450 500 屈服强度R eL或R PO.2/(N/mm2)不小于21-150 255 245 230 220 210 195 176 十、14Cr1MoR现货切割我公司常年库存14Cr1MoR现货1000吨以上,交货状态有14Cr1MoR正火加回火、14Cr1MoR(H),整板购买量大优惠。
14Cr1MoR容器板,14Cr1MoR钢板切割,14Cr1MoR钢板规格尺寸
14Cr1MoR容器板,14Cr1MoR钢板切割,14Cr1MoR钢板规格尺寸
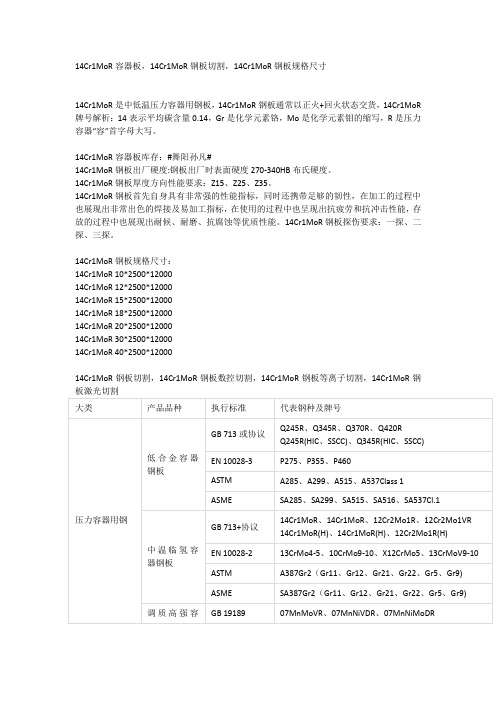
14Cr1MoR是中低温压力容器用钢板,14Cr1MoR钢板通常以正火+回火状态交货,14Cr1MoR 牌号解析:14表示平均碳含量0.14,Gr是化学元素铬,Mo是化学元素钼的缩写,R是压力容器“容”首字母大写。
14Cr1MoR容器板库存:#舞阳孙凡#
14Cr1MoR钢板出厂硬度:钢板出厂时表面硬度270-340HB布氏硬度。
14Cr1MoR钢板厚度方向性能要求:Z15、Z25、Z35。
14Cr1MoR钢板首先自身具有非常强的性能指标,同时还携带足够的韧性,在加工的过程中也展现出非常出色的焊接及易加工指标,在使用的过程中也呈现出抗疲劳和抗冲击性能,存放的过程中也展现出耐候、耐磨、抗腐蚀等优质性能。
14Cr1MoR钢板探伤要求:一探、二探、三探。
14Cr1MoR钢板规格尺寸:
14Cr1MoR 10*2500*12000
14Cr1MoR 12*2500*12000
14Cr1MoR 15*2500*12000
14Cr1MoR 18*2500*12000
14Cr1MoR 20*2500*12000
14Cr1MoR 30*2500*12000
14Cr1MoR 40*2500*12000
14Cr1MoR钢板切割,14Cr1MoR钢板数控切割,14Cr1MoR钢板等离子切割,14Cr1MoR钢板激光切割。
14Cr1MoR钢板的研制开发
5 “ 钛 保 铝 ” 主要 是 为 了改 善 钢 的高 温 组 )微 。 织 和焊接性 能 。这 是 因为钛 和铝 与钢 中氮形成 的氮
化钛 和氮化 铝粒子 在 连铸 和加热 时能有效 阻止 奥 氏
由于该钢 工作 环 境 处 于高 温 、 压 、 氢 接 触 , 役 高 与 服 条件 十 分恶劣 , 此要求 该钢具 有 较高 的强 度 、 因 良好 的塑性 和韧性 、 良的焊 接性 能和 抗 回火脆 化性 能 。 优 新余 钢铁 有 限 责 任公 司 ( 钢 公 司 ) 二 期 技 新 在 改结 束后 , 20 于 09年初 对 1C M R钢种 进行 了研 4r o 1
集 。另外还 能 明显改 善钢 的高温性 能 。
标 志一 收集一 入库 。
I
性 能检测一 取样 一 2 2 化学 成分 设计 .
化 学成 分 设 计 是 依 据 钢 板 所 要 求 的性 能 ( 强 度 、 性 、 接性 等 ) 韧 焊 及各 化 学元 素对 综 合 力 学性 能
F Liun, U a ln, AN ng e U q LI Xioi F Ho m i
( iy rna dSel oLd , i u3 80 i giC i ) Xn uI n t . t. Xn 30 1 a x, hn o eC y Jn a
Absr c B sd o c nc lrq i me to 4 r1 R s e lt d c n io fp at e po u t n,eo bee mp s・ t a t: ae nt h ia e ur n f1 C e e Mo t lpaea o dt n o rci rd ci rs n l o oi e n i c o
14Cr1MoR
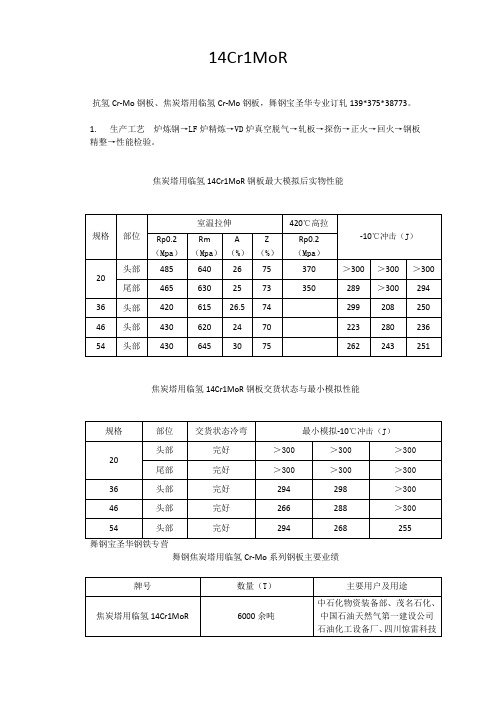
抗氢Cr-Mo钢板、焦炭塔用临氢Cr-Mo钢板,舞钢宝圣华专业订轧139*375*38773。
1.生产工艺炉炼钢→LF炉精炼→VD炉真空脱气→轧板→探伤→正火→回火→钢板精整→性能检验。
焦炭塔用临氢14Cr1MoR钢板最大模拟后实物性能
规格
部位
室温拉伸
420℃高拉
-10℃冲击(J)
Rp0.2
牌号
数量(T)
主要用户及用途
焦炭塔用临氢14Cr1MoR
6000余吨
中石化物资装备部、茂名石化、中国石油天然气第一建设公司石油化工设备厂、四川惊雷科技股份有限公司、兰石、兰炼、南化机、抚顺永安锅炉容器等
舞钢宝圣华钢铁专营。
(Mpa)
Rm
(Mpa)
A
(%)
Z
(%)
Rp0.2
(Mpa)
20
头部
485
640
26
75
370
>300
>300
>300
尾部
465
630
25
73
350
289
>300
294
36
头部
420
615
26.5
74
299
208
250
46
头部
430
620
24
70
223
280
236
54
头部
430
645
30
75
262
243
251
焦炭塔用临氢14Cr1MoR钢板交货状态与最小模拟性能
规格
部位
交货状态冷弯
最小模拟-10℃冲击(J)
20
14cr1mor与q345r焊接及热处理

14cr1mor与q345r焊接及热处理14Cr1MoR与Q345R焊接及热处理14Cr1MoR和Q345R是常用的压力容器钢,广泛应用于石油、化工、电力等工业领域。
在进行14Cr1MoR和Q345R的焊接和热处理时,需要注意以下几个方面:1. 焊接工艺选择:选择合适的焊接方法和工艺参数对于保证焊接质量至关重要。
14Cr1MoR和Q345R可采用熔化极保护气体焊接(如氩弧焊)或电弧焊接。
在选择焊接材料时,考虑到与基材的相容性和焊缝的性能匹配。
2. 焊接预热:由于14Cr1MoR和Q345R的焊接材料厚度较大,焊接前需要进行预热处理以防止产生冷裂纹和减少残余应力。
预热温度一般应根据具体情况而定,通常在200°C到350°C之间。
3. 焊接后热处理:焊接完成后,需要进行焊后热处理来消除残余应力和提高焊缝的性能。
典型的热处理方法包括回火和正火处理。
回火温度和时间应按照相应标准进行控制,以获得理想的组织和力学性能。
4. 焊缝检测和评估:焊后需要进行焊缝检测和评估,以确保焊接质量符合要求。
常见的焊缝检测方法包括无损检测(如超声波检测、射线检测等)和金相显微镜观察。
5. 控制焊接变形:14Cr1MoR和Q345R焊接后会产生一定的变形,特别是焊接结构复杂的情况下。
为了控制变形,可以采用预制焊接件和适当的焊接顺序,同时注意控制焊接温度和应力。
在进行14Cr1MoR和Q345R的焊接和热处理时,必须严格按照相应的标准和规范进行操作,保证焊接质量和工件性能的稳定和可靠。
合理选择焊接工艺、预热处理、焊后热处理以及焊缝检测和评估等措施的采用,能够确保焊接接头满足设计要求,提高材料的使用寿命。
14Cr1MoR/022Cr19Ni10大型复合板的焊接工艺

14Cr1MoR/022Cr19Ni10大型复合板的焊接工艺摘要在大型的复合板制造过程中,每个工序都需要严格控制,焊接是最重要的工序之一,通过焊接工艺评定,选择合理的焊接材料和焊接方法,对其可焊性进行分析,制定出切实可行的焊接工艺,为实际焊接施工提供相关技术参数。
关键词焊前准备;焊接材料;工艺性试验;热处理;焊接工艺我公司为天津渤海化工有限责任公司天津碱厂制造的设备硫保护器,筒体、封头材料为14Cr1MoR/022Cr19Ni10复合板,规格为DN3000×(106+4)mm,简图见图:表1 设计技术参数见14Cr1MoR钢淬硬倾向比较大,使焊缝金属的塑性降低,脆性增大,容易产生裂纹,为保证焊接接头在高温、高压和各种腐蚀介质条件下长期安全有效运行,首先进行焊接工艺试验,其具体如下:1)焊前准备试板规格为500×220×(38+4)mm,采用双面坡口,焊前先对坡口及其两侧各至少50mm范围内进行脱脂处理,清理表面的铁锈、油汚等杂质,露出金属光泽;2)焊接方法采用SMAW+SAW,选择焊接材料时充分考虑到焊缝的稀释和碳迁移,为保证覆层焊缝的耐蚀性能和基层的抗裂性能,基层焊条:R307H ,?3.2,?4;过渡层焊条:A062,?4;复层焊条:A002,?4;基层焊丝:H08CrMoA,?4,焊剂:HJ350。
焊条烘干温度为350℃~400℃;3)预热温度和层间温度考虑到基层和覆层的线膨胀系数相差较大,合理的预热温度可减小温差造成的应力以及焊缝中的淬硬组织,但预热温度太高,会增大熔合比,考虑到14Cr1MoR钢的特点,焊前预热200℃~230℃,层间保持250℃;4)焊时采用小的焊接线能量,焊条尽量不做横向摆动,焊时如果出现小的气孔和裂纹,则必须及时予以清除,焊道表面的氧化物必须在施焊下一道前打磨干净;表2 焊接工艺参数见5)施焊完毕对焊缝进行消氢处理。
为防止有冷裂纹的产生,24小时后,按JB4730-2005进行RT100%检测,Ⅰ级合格;6)按热处理工艺进行消除应力热处理,考虑到焊接过程中可能出现返修等情况,保温时间尽量延长,660±20℃消应力,保温4.5小时;7)对试件评定后力学性能见表3表3按GB/T4334.5-2000对试样进行晶间腐蚀试验合格。
14cr1mor 焊接工艺

14cr1mor 焊接工艺14CR1MoR是一种常用的焊接工艺,适用于高温高压工况下的焊接。
下面将从该焊接工艺的特点、应用领域以及焊接参数等方面进行详细介绍。
14CR1MoR焊接工艺具有以下特点:1.高强度:14CR1MoR钢是一种低合金高强度钢,焊接后可以保持较高的强度和耐久性。
2.良好的韧性:焊接后的14CR1MoR钢具有良好的韧性和抗冲击性能,能够适应复杂的工作环境。
3.良好的耐热性:该焊接工艺适用于高温高压环境下的焊接,能够保持较好的耐热性能。
4.适应性强:14CR1MoR焊接工艺适用于各种焊接材料和焊接方法,具有较高的适应性。
接下来,我们来了解一下14CR1MoR焊接工艺的应用领域:1.石油化工:14CR1MoR钢焊接工艺广泛应用于石油化工设备、管道和容器的制造,如石油炼油装置、催化裂化装置、压力容器等。
2.电力行业:14CR1MoR焊接工艺适用于电力行业的锅炉、汽轮机和热交换器等设备的制造和维修。
3.船舶制造:14CR1MoR焊接工艺在船舶制造领域被广泛应用,用于制造船体结构、船舶锅炉和压力容器等。
4.核电工业:14CR1MoR焊接工艺适用于核电工业中的核反应堆压力容器、核电站管道和设备的制造。
除了应用领域外,我们还需要了解14CR1MoR焊接工艺的一些重要参数:1.焊接电流:根据焊接材料和工件的厚度确定合适的焊接电流,过高或过低的焊接电流都会对焊接质量产生不良影响。
2.焊接速度:焊接速度的选择应根据焊缝的要求和焊接材料的特性来确定,过快或过慢的焊接速度都会影响焊接质量。
3.焊接温度:14CR1MoR焊接工艺要求焊接温度控制在合适的范围内,过高的焊接温度会导致材料熔化不均匀,过低的焊接温度则会影响焊缝的强度。
4.焊接气体:根据不同的焊接材料和焊接方法选择合适的保护气体,以保证焊接过程中焊缝的质量。
总结起来,14CR1MoR焊接工艺具有高强度、良好的韧性和耐热性等特点,广泛应用于石油化工、电力、船舶制造和核电工业等领域。
14Cr1MoR技术参数

14Cr1MoRCr、Mo是化学元素铬、钼的缩写,R是容器板“容”拼音第一个字母化学元素成分:C Si Mn P Cr Mo Ni0.05%-0.17 % 0.50%-0.80%0.40%-0.65%0.010%-0.012%1%-1.5%0.45%-0.65%0.20%-0.25%钢板厚度/mm 抗拉强度R/(N/㎡)屈服强度R/(N/㎡)伸长率A/% 温度/℃冲击吸收能量KV2/J180°弯曲试验弯曲直径(b≥35mm)6-100 520-680 ≥310 ≥1920 ≥34d=3a>100-150 510-670 ≥300≥1920 ≥34d=3a采用电炉+LF/VD精炼方法冶炼.14Cr1MoR钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
该钢种属于Cr-Mo抗氢钢。
目前国内生产此类钢种的是舞阳钢厂。
执行标准:GB713-2014交货状态:出厂时预调质(回火或正火+回火)状态。
出厂硬度:钢板出厂时表面硬度270-340HB布氏硬度。
14Cr1MoR、12Cr2Mo1R钢板适用于石油化工、核电、汽轮机缸体、火电等高温高压、与氢或氢混合介质接确的大型设备。
14Cr1MoR 规格厚度*宽度*长度(mm)执行标准:重量(吨)(现货)钢板议价幅度已更新为标准舞钢技术协议14Cr1MoR 8*1500-2550*9200-12500 M 166.188T 舞钢Cr-Mo钢14Cr1MoR 10*2000-4000*8000-27000M 245.T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 130*2776*1750*8000-12500M 160.35T 舞钢Cr-Mo钢协议陈平大户14Cr1MoR 12*1800-2550*9000-11000M 255.377T 舞钢Cr-Mo钢14Cr1MoR 14*1850-2500*7600-10000M 185.027T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 15*2000-3000*6800-14000M 237.839T 舞钢Cr-Mo钢14Cr1MoR 16*2050-3000*8000-12100M 129.406T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 18*1800-3500*8500-12500M 365..23T 舞钢Cr-Mo钢14Cr1MoR 20*1800-3500*8000-14000M 352.65T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 22*1800*3500*8000-12500M 123.321T 舞钢Cr-Mo钢协议大户14Cr1MoR 24*1800-3500*8000-13000M 351.85T 舞钢Cr-Mo钢14Cr1MoR 26*1800-4000*8000-14000M 85.62T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 28*1800-3200*6000-12000M 120.32T 舞钢Cr-Mo钢14Cr1MoR 29*1800*3000*8000-12000M 123.89T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 30*1800-2500*8000-14000M 645.23T 舞钢Cr-Mo钢14Cr1MoR 31*1800-3500*8000-13500M 352.62T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 32*1800-3200*8000-11200M 180.433T 舞钢Cr-Mo钢协议大户14Cr1MoR 34*1950-2850*8600-10200M 125.526T 舞钢Cr-Mo钢14Cr1MoR 35*1800-2700*7800-11800M: 152.484T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 36*2600-4000*8000-24000M 86.65T 舞钢Cr-Mo钢14Cr1MoR 38*2420-3200*9200-14000M 120.093T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 40*2100-400*8000-27000M 132.00T 舞钢Cr-Mo钢14Cr1MoR 44*1800-2400*8500-12000M 252.222T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 45*1800-2470*8350-10200M 174.363T 舞钢Cr-Mo钢协议大户14Cr1MoR 46*1800-2340*8000-10900M: 225.464T 舞钢Cr-Mo钢14Cr1MoR 48*1950-2850*9500-14000M 156.281T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 50*1900-2800*9300-12500M 164.282T 舞钢Cr-Mo钢14Cr1MoR 52*2100-2600*8800-12000M 113.544T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 54*2100-4000*8000*27000M 64T 舞钢Cr-Mo钢14Cr1MoR 56*2100-4000*8000-27000M 65.32T 舞钢Cr-Mo钢舞钢战略合作14Cr1MoR 59*2400-3100*8200-11400M 218.115T 舞钢Cr-Mo钢协议大户14Cr1MoR 60*2220-2950*8500-12000M 220.604T 舞钢Cr-Mo钢14Cr1MoR 64*2250-2850*8600-13150M 368.781T 舞钢Cr-Mo钢舞钢协议企业14Cr1MoR 65*1800-2500*8400-12000M 288.327T 舞钢Cr-Mo钢14Cr1MoR 70*2200-2900*9300-13000M 175.707T 舞钢Cr-Mo钢舞钢协议14Cr1MoR 72*2250-2950*6000-9500M 130.14T 舞钢Cr-Mo钢舞钢抗氢Cr-Mo钢的生产工艺:电炉炼钢-LF炉精炼-VD炉真空脱气-轧板-探伤-正火-回火-钢板精整-性能检验。
14cr1mo生产技术要求

14Cr1MoR钢板的生产技术要求包括以下方面:
1. 化学成分:C≤0.17%,Si 0.5~0.8%,Mn 0.4~0.65%,
P≤0.02%,S≤0.01%,Ni≤0.3%,Cr 1.15~1.5%,Mo 0.45~0.65%。
2. 生产工艺:采用电炉炼钢、LF炉精炼、VD炉真空脱气、轧板、探伤、正火、回火、钢板精整和性能检验等工序进行生产。
公司需要制定合适的内控成分,严格控制化学成分波动范围,确保钢板性能的稳定。
3. 配料控制及冶炼操作:加强配料控制及冶炼操作,有效控制Sn、Sb、As、Cu等有害元素含量,降低P、S含量以提高钢的纯净度,减少回火脆化倾向,提高钢的高温耐蚀性能。
4. 升温控制:采用控制升温,保证加热时间与温度,采用控制轧制等措施,保证钢板内在质量。
5. 轧制及热处理工艺:严格控制轧制及热处理工艺,使钢板获得合理的组织结构及晶粒大小,保证钢板具有良好的综合性能。
6. 钢板应满足GB/T 713-2014标准要求。
7. 采用电炉冶炼工艺生产的细晶粒钢,并经炉外精炼,封头用板为退火状态,封头冲压成型后,再进行正火+急冷+回火处理的恢复性能热处理。
8. 熔炼分析必须满足:X=(10P+5Sb+4Sn+As)×10-2≤15×10-6。
以上信息仅供参考,如需了解更多信息,建议查阅相关书籍或咨询专业人士。
14cr1mor 焊接工艺

14cr1mor 焊接工艺焊接工艺专题:14Cr1MoR概述•14Cr1MoR是一种具有很高应力腐蚀开裂抗力的铁素体热轧钢板。
•主要用于锅炉、压力容器等高温高压工作环境下。
•本文将重点探讨14Cr1MoR的焊接工艺。
焊接方式选择•根据实际需求和材料厚度选择适合的焊接方式。
•常用的焊接方式有手工电弧焊、气体保护焊、自动埋弧焊等。
焊接前的准备工作•清理焊接表面,确保无油、锈蚀等杂质。
•对于板材边缘的坡口进行处理,提高焊缝质量。
焊接材料选择•选择与14Cr1MoR具有相似或相近力学性能的焊接材料。
•常用的焊接材料有焊条、焊丝等。
焊接工艺参数•确定合适的焊接电流、电压、焊接速度等参数。
•根据具体情况进行试验和优化,以获得最佳的焊接效果。
焊接设备要求•选择具有稳定性好、可靠性高的焊接设备。
•确保设备的电源稳定、焊接枪接触良好等。
焊接过程控制•控制焊接速度,避免过快或过慢导致焊缝质量下降。
•控制焊接温度和热输入,避免产生焊接变形和裂纹等缺陷。
质量检查与评估•对焊缝进行质量检查,包括外观、尺寸、牢固度等方面。
•可进行无损检测、化学成分分析、力学性能测试等评估工作。
结论•14Cr1MoR的焊接工艺需要根据具体情况来选择。
•通过合理的焊接方式、材料选择和工艺参数控制,可以获得高质量的焊缝。
以上是针对”14Cr1MoR 焊接工艺”的相关文章,希望对读者有所帮助。
14Cr1MoR焊接工艺的挑战与解决方案挑战•14Cr1MoR钢板在焊接过程中容易出现应力腐蚀开裂等缺陷。
•对于厚板焊接,变形和内应力的控制相对困难。
解决方案1.优化预热和焊接温度:–适当升高预热温度,提高焊接材料的延展性。
–控制焊接温度,避免产生冷裂纹和热裂纹。
2.合理选择填充金属材料:–选择与14Cr1MoR钢板具有较好相容性的焊条或焊丝。
–控制填充材料的成分和硬度,避免产生脆性组织。
3.采用多道焊接工艺:–对于厚板焊接,采用多道焊接分层进行。
–控制每道焊接的参数,避免过高的热输入,减少变形和内应力。
14Cr1MoR美标容器板GB713

14Cr1MoR(临氢SA387Gr11CL2)、临氢14Cr1MoR(H)钢板技术条件1、适用范围①⑧⑨③⑦⑤⑧①①⑧⑨Ms li本技术条件适用于中温压力容器受压元件用厚度≤150mm的钢板。
2、引用标准:GB 713-20083、尺寸、外形、重量及允许偏差3.1钢板的尺寸、外形、重量及允许偏差应符合GB/T 709标准的规定。
3.2 厚度偏差按GB/T709的B类或C类执行,在合同中注明。
3.3钢板理论重量交货,理论计重采用的厚度为钢板允许的最大厚度和最小厚度的算术平均值。
钢的密度为7.85g/㎝34、技术要求4.1 化学成分钢的化学成分应符合表1的规定(wt%)表1注:(1)熔炼分析应按每炉(罐)号取样,产品分析(包括X系数)应按交货张取样,应满足(Si+Mn)≤1.20%(2)带“*”号的元素记录分析结果,不作为验收条件,但应满足J、X系数的规定。
[H]在保证熔炼分析的前提下,可不进行成品分析。
(3)回火脆化系数应符合以下要求:X=(10P+5Sb+4Sn+As)≤15,式中元素以PP M含量代入,如0.01%以100ppm代入。
J=(Si+Mn)X(P+Sn)X≤180,式中元素以重量百分含量代入,如0.01%以0.01代入。
4.2 冶炼方法:采用电炉+炉外精炼、并经过真空脱气的冶炼工艺,可以进行二次电渣重熔冶炼。
钢板应为本质细晶粒镇静钢。
4.3 交货状态:钢板以正火(允许加速冷却)+回火状态交货。
4.4 力学性能及工艺性能应符合表2的规定。
表2注:①进行冲击试验时,应记录侧向膨胀值和纤维状端口百分数供参考。
②室温弯曲试验的弯心直径如下:试样厚度T(mm)弯心直径(mm)T≤25 1.5T25<T≤50 2.0TT>50 2.5T③厚度大于20mm的钢板可进行高温拉伸试验,高温拉伸试验温度在合同中注明,其Rp0.2指标应符合GB 713-2008的规定(中间温度按插值法进行计算)并在合同中注明。
14Cr1MoR 钢和15CrMoR 钢的对比研究
◎王东峰14Cr1MoR 钢和15CrMoR 钢的对比研究(作者单位:大连凯飞化学股份有限公司)引言14Cr1MoR 钢和15CrMoR 钢[1]是以铬、钼合金元素为主的Cr-Mo 钢,在400~600℃以下有良好的高温强度及工艺性能,价格较低,广泛用于制作600℃以下的耐热部件,如锅炉钢管、紧固件及高压容器、管道等。
一、两种钢的化学成分和性能1.两种钢的化学成分。
14Cr1MoR 钢应满足GB713的有关规定,其化学成分如表1所示。
2.两种钢的性能。
14Cr1MoR 钢应采用电炉或氧气转炉+真空精炼的冶炼工艺生产的本质细晶粒镇静钢,供货状态为正火+回火。
其力学性能如表3所示。
15CrMoR 钢应采用电炉或氧气转炉+真空精炼的冶炼工艺生产的本质细晶粒镇静钢,供货状态为正火+回火。
其力学性能如表4所示。
14Cr1MoR 和15CrMoR 这两种钢均属于低合金珠光体耐热钢,从上表可以获知,14Cr1MoR 钢的强度比15CrMoR 钢的强度高,而且合金元素含量多;14Cr1MoR 钢具有一定的回火脆化倾向,而15CrMoR 钢的很少发生回火脆化现象。
二、两种钢的焊接性这两种钢的焊接性通常以焊接热影响区的最高硬度(即淬硬性)、冷裂纹敏感性等加以评定。
1.两种钢的碳当量。
碳对钢的焊接性影响很大。
含碳量越高,焊接热影响区的淬硬倾向越大,焊接裂纹的敏感度越大,也就是说,含碳量越高焊接性越差。
碳当量计算法,通常用于预测低合金钢的焊接性,并以碳当量来表征。
目前通用国际焊接学会(ⅡW )推荐的碳当量计算公式:14Cr1MoR 钢的碳当量CE (max ):0.738;15CrMoR 钢的碳当量CE (max ):0.678。
2.两种钢的冷裂纹指数。
当碳当量增加时,钢材的淬硬倾向增大,硬度增加,这时钢材焊接热影响区就容易产生冷裂纹。
钢的焊接冷裂纹倾向不仅与其淬硬程度,而且还与焊缝金属中的化学成分有关。
日本伊藤等人进行了大量的试验后,提出了冷裂纹敏感指数(Pcm )的计算公式:14Cr1MoR 钢的焊接冷裂纹指数Pcm=0.362;15CrMoR 钢的焊接冷裂纹指数Pcm=0.343。
舞钢14Cr1MoR牌号简介

舞钢14Cr1MoR牌号简介一、14Cr1MoR牌号表示含义:“14”是碳含量成分0.14%“Cr”是成分含有一定化学元素-铬“1Mo”是成分含有一定化学元素-钼、“R”是容器板容的第一个字母钼钢、铬﹣钼钢的牌号,用平均含碳量和合金元素字母,压力容器"容"字的汉语拼音首位字母表示。
二、14Cr1MoR制造方式14Cr1MoR钢由氧气转炉或电炉冶炼,并采用炉外精炼工艺,经供需双方协商,并在合同中注明,也可采用其他冶炼方法。
连铸坯、钢锭的压缩比不小于3;电渣重熔坯的压缩比不小于2。
除非另有规定,钢板应是单轧钢板或连轧钢板,对于热处理交货的连轧钢板应在钢带热轧态开平后进行热处理,按照单张钢板进行交货。
除非经需方同意,连轧钢板不应包含拼接焊缝。
在连铸坯和钢锭的制造过程中,对其压缩比有着严格的要求,不小于3电17;电渣重熔坯的压缩比则不小于2503。
这种高的压缩比能够确保钢材的紧密结构和优秀的机械性能。
除非另有特殊规定,通常情况下,71钢板应是单轧钢板或连轧钢板,对于热处理07交货的连轧钢板,应在钢带热轧态开平70后进行热处理。
这是为了保证钢板具有良好的韧性和塑性,同时确保热处理后的各项指标符合要求。
三、14Cr1MoR容器钢板的化学成分:四、重量:热轧钢板(不锈钢除外)应按理论重量或实际重量交货,计算理论重量采用的厚度为热轧钢板允许的最大厚度和最小厚度的算术平均值。
计算理论重量的热轧钢板的密度为7.85 g /cm3,、、06Ni7DR、06Ni9DR热轧钢板的密度为7.89g/cm2。
五、14Cr1MoR力学和工艺性能:七、15CrMoR与国外牌号对照表八、14Cr1MoR交货状态:14Cr1MoR钢板的回火温度不低于650℃与15CrMoR交货状态回火温度不低于650℃一样九、正火、回火术语:正火 normalized ; N钢材加热奥氏体化后在空气中冷却获得以珠光体组织为主的热处理工艺。
14Cr1MoR钢的焊接特点
14Cr1MoR钢的焊接性能摘要:根据14CrIMoR钢焊接性特点,为避免在焊接过程中出现冷裂纹、回火脆性等问题,对武汉钢铁厂研制的一种新型高韧性14Cr1MoR钢的焊接性和焊接接头性能进行了试验研究,为今后大力推广此材料的应用提供了科学依据。
关键词: 14Cr1MoR钢:焊接:焊接接头性能Welding of 14Cr1MoR steelWANG Shun-hua'-XUE Wei'(1.School of Mechanic-electronie Engineering, Lanzhou Jiaotong University, Lanzhou 730070, China; nzhou LSMachinery Equipment Co,, nzhou 730050, China)A bstracts Base on the welding characteristics of 14CrI MoR stethe weldability and the welding joint's performance about a newkind of high-toughness, 14Cr1MoR steel produced in Wuhan Steel and lron Works have been tested and studied to avoid cold andtemper britenenesit provides a scientifie evidence for the popularization of using this kind of welding material in the future. Key words: 14Cr1MoR steelt weldability: welding joint's performance随着炼油I业的发展,炼油加氢工艺已成为石油炼制的常用工艺,而采用此工艺,炼油厂的加氢设备诸如催化重整、加氢精制.加氢脱硫.加氢裂化等是必不可少的。
14cr1mor许用应力
14cr1mor许用应力14Cr1MoR许用应力14Cr1MoR是一种高温高压容器用钢,具有良好的耐热性能和高强度,广泛应用于石油、化工、电力等领域。
在使用过程中,容器内部受到高温高压的作用,容易产生应力,因此需要对14Cr1MoR的许用应力进行研究和控制。
许用应力是指在一定的工作条件下,材料所能承受的最大应力值。
对于14Cr1MoR这种高温高压容器用钢,其许用应力的研究和控制非常重要。
如果许用应力超过了材料的极限,容器就会发生变形、破裂等严重事故,对人员和设备造成巨大的损失。
14Cr1MoR的许用应力与其材料性能、工作条件、容器结构等因素密切相关。
首先,14Cr1MoR的材料性能对其许用应力有着重要的影响。
14Cr1MoR具有较高的强度和硬度,但其塑性和韧性相对较低,容易发生脆性断裂。
因此,在设计和使用14Cr1MoR容器时,需要充分考虑其材料性能,合理控制许用应力。
工作条件也是影响14Cr1MoR许用应力的重要因素。
高温高压容器在使用过程中,容易受到温度、压力、介质等多种因素的影响,从而产生应力。
因此,在设计和使用14Cr1MoR容器时,需要充分考虑其工作条件,合理控制许用应力。
容器结构也是影响14Cr1MoR许用应力的重要因素。
容器的结构设计直接影响其受力情况,从而影响许用应力。
因此,在设计和使用14Cr1MoR容器时,需要充分考虑其结构特点,合理控制许用应力。
为了控制14Cr1MoR的许用应力,需要采取一系列措施。
首先,要加强材料的质量控制,确保其性能符合要求。
其次,要合理设计容器的结构,减少应力集中。
同时,要加强容器的维护和检修,及时发现和处理容器内部的缺陷和损伤,避免其进一步扩大。
最后,要加强容器的监测和管理,定期检测容器的应力情况,及时采取措施,确保容器的安全运行。
14Cr1MoR的许用应力是影响其安全运行的重要因素。
在设计和使用14Cr1MoR容器时,需要充分考虑其材料性能、工作条件和结构特点,合理控制许用应力,加强容器的维护和检修,确保其安全运行。
14cr1mor化学成分
14cr1mor化学成分14Cr1MoR是一种常用的低合金高强度钢材,其化学成分对于材料的性能具有重要影响。
本文将从14Cr1MoR的化学成分入手,探讨其在钢材中的作用及对材料性能的影响。
14Cr1MoR钢的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、镍(Ni)、钼(Mo)和钛(Ti)。
这些元素在14Cr1MoR 钢中起着不同的作用,下面将分别介绍。
碳(C)是钢材中最常见的元素之一,它可以提高钢的硬度和强度。
在14Cr1MoR钢中,碳的含量一般控制在0.10-0.20%之间,这样可以保证钢材具有一定的强度和韧性。
硅(Si)主要用于提高钢的强度和耐腐蚀性能。
适量的硅可以提高14Cr1MoR钢的硬度和抗拉强度,但过高的硅含量会降低钢的可焊性。
因此,在14Cr1MoR钢中,硅的含量一般控制在0.30-0.60%之间。
锰(Mn)可以提高钢的强度和硬度,并且能够改善钢的热加工性能。
在14Cr1MoR钢中,锰的含量一般控制在0.20-0.40%之间,这样可以保证钢材具有一定的强度和韧性。
磷(P)是14Cr1MoR钢中的杂质元素,其含量应尽量控制在较低的水平,因为过高的磷含量会降低钢的强度和韧性。
在14Cr1MoR钢中,磷的含量一般控制在0.035%以下。
硫(S)是另一个常见的杂质元素,其含量也应尽量控制在较低的水平。
过高的硫含量会降低钢的韧性和可焊性。
在14Cr1MoR钢中,硫的含量一般控制在0.010%以下。
铬(Cr)是提高14Cr1MoR钢抗氧化和耐腐蚀性能的关键元素。
适量的铬可以形成稳定的氧化膜,防止钢材被氧化和腐蚀。
在14Cr1MoR钢中,铬的含量一般控制在0.90-1.20%之间。
镍(Ni)可以提高14Cr1MoR钢的韧性和抗冲击性能。
适量的镍可以促使钢材组织中形成细小的铁素体晶粒,从而提高钢材的韧性。
在14Cr1MoR钢中,镍的含量一般控制在0.20-0.40%之间。
14Cr1MoR(H)临氢设备用钢材质简介及钢板应用

14Cr1MoR(H)临氢设备用钢材质简介及钢板应用
1、14Cr1MoR(H)钢板简介:
14Cr1MoR(H)是临氢设备用铬钼合金钢钢板的一种, 适用于制造石油化工和煤化工等临氢设备。
2、14Cr1MoR(H)钢板执行标准:GB/T 35012-2018。
3、14Cr1MoR(H)钢板超声检测
14Cr1MoR(H)钢板应进行超声检测,并应符合NB/T47013.3-2015的一级要求。
4、14Cr1MoR(H)钢板化学成分(熔炼分析)
14Cr1MoR(H)回火脆化系数(熔炼分析和成品分析)J≤150,X≤15。
5、14Cr1MoR(H)钢板晶粒度
14Cr1MoR(H)钢板晶粒度检验应在钢板试样模拟焊后热处理状态进行,奥氏体晶粒度为5级或更细。
6、14Cr1MoR(H)钢板实际应用
14Cr1MoR(H)是临氢设备用铬钼合金钢钢板的一种, 适用于制造石油化工和煤化工等临氢设备。
主要用于石化上的加氢设备,如加氢反应器等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14Cr1MoR技术要求
1.14Cr1MoR钢板应满足GB713-2014标准要求。
2.14Cr1MoR钢板,除满足GB713-2014标准外,应采用电炉冶炼工艺生产的细晶粒钢,并
经炉外精炼,封头用板为退火状态,封头冲压成型后,再进行正火+急冷+回火处理的恢复性能热处理。
3.14Cr1MoR板材的化学成分除符合相应标准外,熔炼分析还必须满足:X=
(10P+5Sb+4Sn+As)×10-2≤15×10-6式中元素以×10-6(ppm)含量代入,另外C≤0.15%,S ≤0.007%,P ≤0.007%,Cu ≤0.2%,Ni≤ 0.3%。
4 14Cr1MoR钢板应进行设计温度下的高温拉伸附加实验。
高温屈服强度的最小强度应满足材料标准要求,并进行20℃下的Z向拉伸附加实验。
单个试样的断面收缩率≥25%。
5.钢板逐张进行100%超声检测,并符合NB/T47013.3-2015规定的II级合格。
6.简体用钢板,每张热处理钢板逐张进行拉伸试验和20℃的夏比V型缺口冲击试验,指
标要求按GB713-2014的规定。