鉴定文件(190KA大型预焙铝电解槽启动新工艺技术研究
优化技术参数计划任务书新
(3)2007 年 2 月组织相关人员外出考察学习。 2、方案制定、实施阶段(2007 年 2 月~2007 年 9 月) (1)制定出科学合理,切实可行的项目实施方案。 (2)2007.2.16-2007.6.15 为技术条件的调整及优化阶段,在此阶段逐步调整、优 化电解槽各项技术条件,探索出一套我公司电解槽最合适的技术条件。 (3)2007.6.16-2007.9.25 为新启电解槽应用该技术工业性试验阶段,在此阶段稳 定技术条件,稳定生产。 3、总结验收阶段(2007 年 9 月~2007 年 12 月) 汇总试验槽及对比槽的各项技术参数及经济技术指标,进行对比分析,找出优点,找 出差距及不足,总结经验,吸取教训,提出下一步整改及推广措施、方案。
编号 类别
二○○ 年科学技术项目
计划任务书
项目名称 190KA 大型预焙槽技术参数的优化研究 负责单位 泰山铝业公司 起止年限 2007 年 1 月~2007 年 12 月
国内外概况、水平和发展趋势及专利情况:
随着我国铝电解工业的快速发展,在国家加强宏观调控的政策下,氧化铝、煤、 电等能源价格居高不下,且还呈上升趋势,市场竞争越来越激烈,铝电解厂获得利 润的空间几乎为零,有的甚至出现严重亏损。电解铝是一项高能耗的产业,仅氧化 铝和电就占电解铝锭总成本的 85%左右。因此,要想在如此激烈的市场竞争中立稳 脚跟,就必须最大限度地提高电效,降低电耗,以低成本制胜。
9
负责人(签名、盖章) 审查意见: 年 月 日
主管部门审查意见:
10
(公章)
审查日期: 年
月日
大型预焙阳极铝电解槽槽壳焊接技术研究

2 M ea tu t r n t la in En n eig o . t lSr cu eI sa l t gi e rn C . o S c n ea lr c n tu to e o d M t lugialCo sr cin
C .Ld 厂C ia B o u0 4 1 , e Mog o , hn ) o t.0 hn , at 10 0 N i n g lC ia o
壳 结构 的质量具 有重要 意义 。
寸精 度与外 形美 观 , 焊后 要 进行 大 量 复 杂 的矫正 在
工作 , 矫正变 形费 工 、 时 、 费 增加 成本 , 在矫 正 中或矫 正后还 会引起 一些 新 的问题 , 重 的甚 至使 焊 件报 严
焊接结 构在 焊接过 程 中产 生 的焊接残余 应力 和 焊接残 余变形 , 然会使 焊接结 构 的质量下 降 , 必 降低 焊接结 构 的承载 能力 和 使用 寿 命 , 且 影 响焊 件尺 而
有 一批技 术起点 高 、 备先进 、 装 规模 大 的铝 电解系列
开 工建设 ,0 A以上级 的大 型预 焙 阳极 电解槽 系 30k
( . a t ih d sy Vct n l n eh i l ol e B oo 1 0 0 N i n g lC ia ; 1 B o uLg t n ut oai a dTcnc lg , a t 0 4 1 , e Mog o, hn o I r o a aC e u
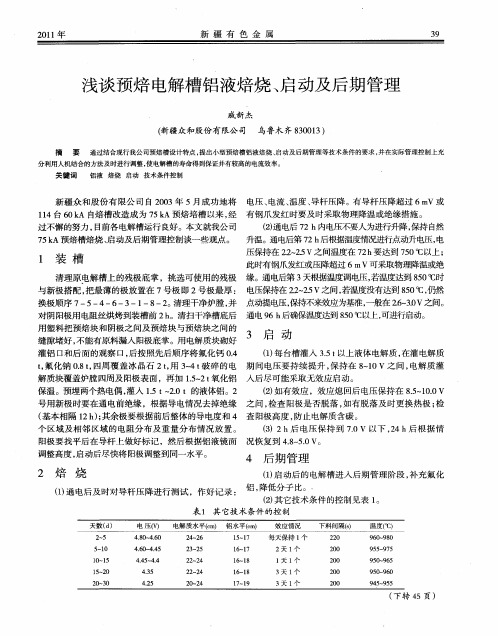
浅谈预焙电解槽铝液焙烧、启动及后期管理
4 后期管理
() 动后 的 电解槽 进 入后 期 管理 阶段 , 1启 补充 氟 化
2 焙 烧
降低分 子 比。 ( 通电后及时对导杆压降进行测试 ,作好记 录 : 铝 , 1 ) () 它技术 条 件 的控 制 见表 1 2其 。 表 1 其 它技 术条件 的控 制
( 转4 下 5页 )
21 0 1焦 () 3 浮选 时 间的确 定
新 疆 有 色 金 属
结论 : ) ( 在浮选机 的选择计算过程 中比较重要 的 1
浮选 时 间的长 短对 浮选 机容 积 的大 小 和浮选 指标 是数质量及矿浆流程的平衡计算 ,在这一设计 阶段各
的好坏影响很大, 是设计 中的一个应慎重选择 的数值 。 个浮选作业合适浓度的选择确定必须注意。 通常根据使用结果并参照类似选矿厂生产实例确定浮 ( 在计算浮选机槽数时 , 2 ) 比较关键的是选择合适
个 区域及 相邻 区域 的 电阻 分 布及 重 量 分 布情 况 放 置 。 调 整高度 , 启动 后尽快将 阳极 调整 到 同一 水平 。
( 基本相 隔 1 )其余极要根据前后整体 的导 电度和 4 查 阳极 高度 , 2 ; h 防止 电解 质含碳 。 ()2h后 电 压 保 持 到 70V 以 下 ,4h后 根 据 情 3 . 2 阳极要 找 平后 在导 杆上 做好 标 记 ,然后 根据 铝 液镜 面 况 恢 复到 48 50V。 .~ .
天根据温度调电压 , 若温度达到 80 5 ℃时 清理原电解槽上的残极底掌 ,挑选可使用的残极 缘。通电后第 3 与新极搭配 , 把最薄的极放置在 7 号极即 2 号极最厚 : 电压保持在 2 ~5 2 2 V之间, 若温度没有达到 80I 仍然 5 , c 二 保持不来 效应为基准 , 在 2 — .V之间。 一般 .3 6 0 换极顺 序 7 —5— 4—6 —1 —2 清理 干净炉膛 , —3 —8 。 并 点动提 电压 , 6h 5 可进 对 阴阳极用 电阻丝烘 烤到装 槽前 2h 。清扫 干净槽底 后 通 电 9 后确保温度达到 80℃以上 , 行启动 。
大型预焙铝电解槽低压生产理论研究及实践

15 7 1 .2 9 5 15 0 2 .6 0 8
8
39 . 4O .
41 .
}
13 6 6 .6 6 7
48
15 2 9 9 06
l2 ・
3 l 4
}
1 98 . 0 30 9
1 3 33 . 1 0 4
8 .8 92
1 77 2 5
98 4
24 ,7
2 6
0
30 6 D
降低 电解 质压 降实 施降 低槽 平均 电压 的理论 依据 及可 行性 , 并通过 40 A 电 0k 铝
解 槽 降低 平均 电压实 践 得 出降 低 平均 电压所 匹 配 的合 理 的技 术 参 数 。
由公式 () 知, 1可 电解 质 压 降与极 距 、电解质 电导率及 阳极 尺寸 等参数 相
7
38 9 1
382 3
4 07 0
8 8I
10 8 3 2
92 5
2
2 6 7l
1 8 74
8
38 9 O
387 1
448 0 .
9 7 2 8
138 2 7
90 5
25 .8
2 7
1 73
9
38 5 0
38 8 . l
月份 压 ( v) 压( ) v 流( ) A 率 即 k htA w /.l ( ℃)
分子 比 (n) ci (l1 el 1
6
38 1 7
38 2 . 8
3 95 9
8 5 9 7
1 17 3 7
95 4
24 5
修订版07规程技术

铝导杆阳极炭块磷生铁浇铸清理装卸清理脱极储存残极合格组装块电解残极合格导杆矫正修复不合格导杆导杆导杆脱环绪论铝用碳素阳极在电解生产中主要担负导电及热平衡调节的作用,其重要性可被喻为电解槽的“心脏”。
我厂190kA大型预焙熔炼槽,由于电解槽各项技术参数的良好调整,槽设定电压始终平稳运行在低设定位置上,而阳极质量的好坏是决定电解槽平稳运行的重要因素。
阳极组装车间目前采用的是国内先进的1000HZ中频炉铁水熔炼技术,作为控制阳极炭块浇注质量的部门,工人技术操作水平的高低与炭块浇注质量有着密切的联系。
本规程借鉴了国内同行业的丰富作业经验和理论知识,根据我厂阳极组装车间的实际情况,详细介绍了从熔炼磷生铁开始,直到用磷生铁将铝导杆、钢爪组和碳素阳极浇铸成一体的技术标准与安全操作。
其简单工艺流程图如下所示:目录第一章中频炉筑炉及烘炉操作工艺 (4)第一节筑炉工艺技术指标 (4)第二节筑炉前检查和准备 (4)第三节筑炉操作工艺 (5)第四节烘炉操作程序 (8)第五节异常情况处置措施 (9)第二章阳极炭块的组装工艺 (10)第一节概述 (10)第二节设备的主要性能参数 (11)第三节启动前的检查 (13)第四节循环水系统操作规程 (14)第五节一般通用安全技术措施 (16)第六节中频炉操作规程 (18)第七节液压操作台操作规程 (20)第八节熔炼作业规程 (20)第九节卸炭块作业规程 (22)第十节摆炭块作业规程 (23)第十一节插校导杆作业规程 (23)第十二节倒铁水安全技术规程 (24)第十三节浇铸炭块作业规程 (25)第三章阳极炭块的质量与验收标准 (26)第一节铝电解槽用阳极炭块质量标准 (26)第二节阳极组装炭块验收标准及检查方法 (28)第四章残极处理作业 (31)第一节概述 (31)第二节残极作业工序 (31)第三节设备的技术性能参数 (32)第四节残极压脱作业规程 (35)第五节人工处理残极作业 (42)第五章磷生铁水用浇包操作规程 (44)第一节筑包工艺技术指标 (44)第二节筑包前检查和准备 (44)第三节筑包操作工艺 (45)第四节烘烤浇包 (46)第五节浇包的使用 (46)第六章阳极车间面壳间操作规程 (47)第一节概述 (47)第二节清理面壳块作业规程 (47)第三节电动葫芦操作规程 (48)第七章天车运行规程 (49)第一节工作内容 (49)第二节开车前的准备及检查 (49)第三节启动操作 (50)第四节天车运行注意事项 (50)第八章电磁铁操作规程 (51)第九章发电机组操作规程 (53)第十章机电管理 (54)第一节公共部分 (54)第二节天车部分 (58)第三节其它设备 (59)第十一章劳动组织 (60)第十二章应急预案 (61)第十三章其它 (61)第一节劳动卫生 (61)第二节消防 (63)第一章中频炉筑炉及烘炉操作工艺第一节筑炉工艺技术指标中频炉筑炉用材料须符合下列指标:1、石英砂:SiO2(%)≥99 三氧化二铁:Fe2O3(%)≤0.05。
190KA大型预焙铝电解槽启动新工艺技术研究技术研究报告

目录前言 (3)一、国内外大型预焙槽焙烧启动建炉帮方法概述 (4)(一)焙烧方法概述 (4)(二)启动方法概述 (7)(三)炉帮建立方法概述 (8)二、长期搁置的电解槽成功开槽工艺创新技术研究 (10)(一)问题提出 (10)(二)开槽创新工艺理论研究 (11)(三)开槽技术关键技术研究 (11)1、直流电稳流系统的安全运行 (11)2、装炉工艺研究 (14)3、焙烧管理 (14)4、灌铝、降温时间研究 (15)5、最佳铝水平研究 (15)三、技术方案的确定 (17)1、V型砌筑电解质块新装炉工艺的确定 (17)2、低电压干法效应启动新工艺的确定 (18)3、提前10~15天建立炉帮新工艺的确定 (18)4、该技术总方案的确定 (19)四、技术方案的实施 (19)第一部分 (19)电解槽焙烧启动前准备工作 (19)第二部分 (26)一期续建62台电解槽系列母线送电及技术检测方案 .. 26 第三部分 (32)一期续建62台电解槽焙烧启动方案 (32)第四部分 (41)电解槽后期管理建立炉帮技术方案 (41)五、结果分析 (45)1、焙烧电压温度曲线 (45)2、启动后槽温、散热孔温度变化曲线 (46)3、炉帮形成厚度跟踪测量 (47)4、启动后电流效率变化 (47)六、效益分析及结论 (49)190KA大型预焙铝电解槽启动新工艺技术研究前言现代新砌筑的大型预焙铝电解槽,多采用焦粒焙烧、干法效应启动方式进行电解槽的启动,该法存在局部过热、热冲击大、不利于槽寿命延长、启动劳动强度大等缺点。
国内外铝厂都对该法进行了探索,鉴于不同电解槽的实际情况,焙烧启动方式不居一,在具体细节上都有不同出入。
泰山铝业公司于2003年7月建成的一期续建62台电解槽,由于前期电价、氧化铝粉价格高,造成铝锭成本价格高于其销售价格等多方面原因,迟迟未投入正常生产。
2006年9月,随着有色冶金市场的经济复苏,铝锭价格大幅度上涨,最高冲到23000元/吨;而其原材料氧化铝、氟盐、电力等,价格不断下调。
我国大型预焙铝电解槽工艺技术发展
大型预焙槽工艺技术发展一、我国大型预焙电解槽的发展我国现代大型预料电解槽的发展起步较晚。
国外在六十年代较快发展了大型预焙槽生产,而我国于1973年才开始于抚顺铝厂进行大型预焙槽的开发研究工作,经两年的筹建,1975年4月10日我国第一台135kA预焙槽投入工业试验。
经过二十年的努力,至1995年,通过引进和消化引进技术,我国已形成大型预焙槽各具特色的生产系列,拥有135kA、140kA、155kA、160kA、180kA、280kA 大型预焙槽,总槽数达近1600台,产能为60万吨。
至2002年底,我国电解铝企业已达136家,生产能力达到5300kt/a,居世界首位;其中年产100kt/a生产规模的企业已达17家,产能2650kt/a,占总产能的50%;电解槽容量在160kA 以上的企业有35家,能力达2800kt/a,占总产能的53%。
我国电解铝企业技术改造、扩建和新建的项目,一直以200~240kA电解槽为投资主流,对于300kA级电解槽的三场、槽寿命等问题,许多人一直持有怀疑态度。
随着我国第一个200kt/a规模300kA级电解系列在河南豫港龙泉铝业有限公司的顺利建成投产,不但使SY300(300kA)电解槽在国内外得到广泛认可,而且它还标志着中国电解铝工业的综合技术已达到世界先进水平。
SY300电解槽已成为国内众多新建的200~250kt/a规模电解铝项目的主要槽型。
西方发达国家的原铝生产主要集中于加铝、美铝、俄铝、法铝、海德鲁、科马尔科等大型企业集团,主要槽型为AP18、AP21、AP30、Hydro23和CD200等,单系列产量为100~250kt/a。
在20世纪90年代,建成的电解铝系列(除中国外)80%采用了法国彼施涅公司的电解铝技术,特别是300kA级预焙阳极电解槽技术几乎全部采用AP30技术,单系列产能达到250kt/a。
加入WTO后,中国电解铝工业面临进一步发展,做大做强的机遇,为了满足中国电解铝工业全球发展战略的需求,建设一批规模大、技术起点高、有竞争能力的现代化的企业势在必行。
大型预焙铝电解槽焦粒焙烧技术的改进

l mi i m e u t el s w l s i o r c c le p i c . a u nu r d cin c i ,a ela t s me p a t a x r n e o s s i e e
Ke r s:peb kn u nu rd cinc l ;soc e at lsmat g l xbec n e t n;c re tdvre y wo d r- ai ga miim e u t e s c rh d pri e s i ;f il o n ci l o l c n e o urn ietr
大 型预 焙 铝 电解 槽 焦粒 焙 烧 技术 的 改进
王 煌
青 ( 中国铝业青海分公司 , 海
大通
80 0 ) 1 18
摘
要: 本文介 绍了某铝业Z -大型预焙铝电解槽焦粒焙烧技 术的应用和发展 , 司 k 以及焦粒焙烧技术 的一些实践经验。
关键词 : 铝电解槽 ; 焦粒焙烧 ; 软连接 ; 分流器
Pr - k n u i um d to Ce l e ba i g Al m ni Re uc i n ls
W ANG o g Xin ( iga Bac f hn lmi m C .Ld, aog 80 0 ,C ia Qnh i rnho iaAu n o t D tn 1 18 hn ) C u
造 成 了 电 流 空耗 。
击。 减少了先接触 内衬进入阴极缝隙后 随温度上升缓慢渗透
导致停槽 的危险。由于焦粒的电阻远大于铝液电阻 。 因此在
焙烧过程 中要使用分 流器 以便使电解槽 在低于 系列 电流强 度 的电流下进行焙烧 , 而减小加热 过程 中的温度梯 度 , 从 降
低 了内衬材料损坏的危险。随着槽 内温度不断上升 , 焦粒及 阳极 、 阴极的导电状况逐渐改善 。 可分段拆除分流器。
预焙铝电解槽焙烧质量及焙烧启动新工艺探讨

不对 内衬产生很大的气体压力。再者 ,为实现大幅度
延 长槽 龄 的 目的而 消 耗部 分 焙烧 所 用 的必 要 电能是 完 全值 得 的 。
22 焙 烧温 度的 选择 .
焙 烧 温 度 与 焙 烧 速 度 应 相 辅 相 成 。 理 想 的 情 况 是 ,焙 烧 最终 温度 应 接 近 电解 质熔 体 的温度 ,以减 少 内衬 产 生 的热 冲击 。但 是 ,在 保证 焙 烧 时 间充 分 、温 度 梯度 分 布均 匀 的情 况 下 ,电解槽 焙 烧最 终 温 度 可略 低 于 电解 质温 度 。根 据 文献 … ,焦粒 焙烧 过程 中阴极
解过 程 中产 生 的挥 发 分 能够 缓 慢地 从 内衬 中排 除 ,而
行 传 热 ,加热 速 度快 ,温 度分 布 均 匀 。 同时 ,阳极 上 覆 盖 的是 氧化 铝 保 温料 而 不是 冰 晶 石 ,从 而减 少 了换 极 时 带 出大量 氟 盐 。而 且 在启 动 时 液体 电解 质 容 易从 阳极 缝 之 间顺 畅地 流到 槽 膛 内各 部 位 ,上 抬 阳极 时 不
42 启 动 时槽 电压 .
约 占最终 正 常生 产时铝 量 的 5%l 0 2 】 。
启 动 时槽 电压不 宜 过低 ,是 为 了补 充 阳极 的散热 量 。当 电解质 注 入 到 电解 槽 中之 后 ,将 槽 电压 提 高 到 2 V发 生 效 应 ,但 持 续 时 间应 控 制 在 4 rn 0 0 i,因 为 时 a 间过 长产 生 的剧 烈 高温 和振 动 会 导致 阳极 碎裂 或 内衬
槽况 稳定 。
焦 粒 粒 度 选 择 1~ m 3 m,其 中添加 较 小 的人 造 石
墨颗粒 ,能降低焦粒 配料 的电阻… 。某 铝业公 司采用 胶 木板 做 成 的筛 网代 替 铝合 金 铺设 框 架 ,铺 设 时 筛 网
推行铝电解新工艺 延长槽寿命
562#槽启动前 温度分布图
./人 960 ./入\.
制
薅930
J+系列1
900
前东
前中
前西
后东
位置
后中
图5 562#槽启动前温度分布图
后西
562#焙烧升温曲线图
1000 800
型600
400 200
O
l I—一
1 234
tJ,
l 5 678
.r,一.r詹,.1一
9 10 ll 12 13 14 15 16 17 18 19 20
采用“先装炉、后灌铝、短焙烧”方法,焙烧温度偏低,易造成效应启动;后期管理中炉膛四角易长 炉帮,电解槽波动大,槽寿命短,生产指标较低。以522#槽为例,启动前四角与大面中间温度差大(见图 1),且四角温度偏低且升温不均匀(见图2),阴、阳极电流分布不均,且电流主要集中于阳、阴极大面中 间部位(见图3、4),启动后电压保持不住,效应启动。启动后期管理中,电解槽炉膛四角易长炉帮,且形 成的妒胜不规整。实践证明,电流效率与槽寿命偏低。522#电流效率平均仅为89.5%:槽寿命为11 14天。
43.4
入工艺技术条件波动图:极距
一
2003证
43.5
2000
200l
2002
芷
2003
2004
2004芷
43.4
图11 2000.2004年3月极距波i:(mm)
2.3四稳定 四稳定即阳极工艺稳定、槽温稳定、电解质成份稳定和电流稳定。
2.3.1阳极工艺稳定 由于阳极长宽比大(2.5:1),致使阳极电流分布不太均匀;阳极电流密度偏小,为0.83A/era2,阳极四
表1 2000—2004年3月电解质和铝液面高度
工作报告190KA大型预焙铝电解槽启动新工艺技术研究
190KA大型预焙铝电解槽启动新工艺技术研究工作报告该科研项目是针对山东东岳能源有限责任公司泰山铝业分公司一期续建62台电解槽进行的技术创新攻关,依托东北大学强有力的理论基础和技术支持,以肥城矿业集团公司为龙头的“产学研”合作新思路在启动现场实施中取得了圆满成功。
通过应用该技术,在企业中产生了巨大的经济效益。
本技术研究从铝业公司一期续建62台电解槽实际出发,主要针对搁置三年多的电解槽装炉、焙烧、启动以及非正常期炉帮建立过程进行攻关,在原有的工艺基础上创造性地开发了长时间搁置电解槽的工艺改进。
具体技术方法如下:1、V型砌筑电解质块新装炉工艺的确定电解槽在装炉过程中,边部堆砌电解质块,一是在焙烧期间边部绝热保温,二是在启动过程中保护边部免受强烈热震,这一环节对电解槽的寿命起着至关重要的作用,决不可忽视。
传统的做法如下:先将电解槽人造伸腿散上200kg冰晶石粉、200kg苏打粉和300kg氟化钙,撒时尽量均匀铺满人造伸腿,再沿侧部四周人造伸腿宽度砌筑电解质块2t,砌筑时内侧放小块,外侧放大块,高度略低于边部炭块上沿,电解质块砌筑好后,再于其上撒100kg苏打粉、200kg氟化钙,并用约500kg冰晶石粉填缝,然后清扫阴极表面。
铝业公司针对目前搁置三年多的电解槽现状,决定改进装炉工艺,沿着人造伸腿、侧部炭块及阳极外侧,砌筑V型电解质块,以加强电解槽抗热震的能力。
2、低电压干法效应启动新工艺的确定现代大型预焙槽的焙烧阶段,各国大部分厂家采用焦粒焙烧。
其主要有点是避免了铝业焙烧对槽内衬材料的热冲击。
由于电解质的有限进入,从而阻挡了铝业从炉底存在的裂缝持续渗透。
当中缝冰晶石熔化,中缝温度达900℃且槽四周开始熔化、底部槽壳温度80℃时可以启动。
在启动抬阳极时,一般采用干法效应启动,效应电压保持较高,在25~35V间,该效应电压对电解槽热冲击较大。
经过慎重比较各种焙烧和启动方法,我公司决定采用焦粒焙烧,并创造性地提出低电压干法效应启动方法,效应电压控制在8~10V,合理安排各项工作,有条不紊地执行各种操作步骤。
用户使用报告190KA大型预焙铝电解槽节能技术研究
190KA大型预焙铝电解槽节能技术研究用户使用报告山东东岳能源有限责任公司泰山铝业分公司二○○七年十一月用户使用报告本公司采用190KA大型预焙铝电解槽低槽电压运行、偏心阳极及改良型人造伸腿应用等节能技术后,经过1~9月份在124台电解槽上进行应用,各项技术经济指标有了明显的提高。
经过现场对电解槽散热孔温度、炉底压降数值的跟踪测量,说明所采用的节能技术,能使各槽的窗口温度平均下降60℃~70℃,减少侧部散热量,而且炉底干净,形成的炉帮增厚。
将电流效率提高1%;直流电耗由调整前的13800Kwh/t·Al下降到13320Kwh/t·Al;炭块毛耗由调整前的530kg/t·Al下降到497kg/t·Al。
获得了低耗、高产能的生产效果,主要技术经济指标达到了国内领先水平。
1、直流电耗下降:由调整前的13800Kwh/t·Al下降到13320Kwh/t·Al,以每度电0.52元计算,吨铝成本可降低:0.52×(13800-13320)=249.6(元)。
2、炭块毛耗降低:由调整前的530kg/t·Al下降到497kg/t·Al,以每吨阳极2400元计,吨铝可节约成本:2.4×(530-497)=79.2(元)。
3、电解槽寿命已延长一年:每台电解槽大修费用约为50万元,电解槽寿命延长一年,大修周期一年计算,每台电解槽节约大修费用12.5万元,以92.5%电流效率、190KA电流强度计算,每台电解槽每年可生产516.5吨铝锭,吨铝成本可下降:50×0.25÷(0.3355×190×24×365×10-3×92.5%)=24.2(元)。
综计以上,吨铝可节约成本:250+79.2+24.2=353.4元/t·Al。
以124台电解槽全年生产铝锭6万吨计算,可创经济效益:353.4×6=2120.4(万元)。
预焙铝电解槽生产工艺与操作[1]
![预焙铝电解槽生产工艺与操作[1]](https://img.taocdn.com/s3/m/52e066757fd5360cba1adb43.png)
五、载氟氧化铝为主供原料 (活性 杂质 流动性 输 送方式 容积变化)
第一章 铝电解的基本理论
1.1铝的性质与用途
1、自然界的铝 铝是自然界分布极广,含量极丰富的金属元素(250 多种矿物) 活泼 、 无元素态 ( 7.35% 第三位 占金属的三分之 一, 氧 49.1% ; 硅 26.3% ;四~八位 是 Fe Ca Na K Mg 总占 98.04% 其余86种为1.96%)
现代铝工业生产普遍采用冰晶石一氧化铝融盐电 解法。电解铝生产以碳素材料为阳极,铝液为阴极, 电解质为溶解有氧化铝的熔融冰晶石,经整流的强大 直 流 电 ( 数 百 kA) 由 阳 极 导 入 电 解 槽 , 经 过 ( 930 ~ 970℃的)电解质与铝液层,由阴极导出, Al3+ 、O2分别在两极上进行电化学反应,阳极产物主要是二氧化 碳和一氧化碳气体,其中含有一定量的氟化氢(HF),在 阴极生成液体铝。铝液用真空抬包抽出到铸造车间净 化后铸成成品铝锭。
氯化铝-氯化钠络盐 1883年美布雷德利(Bradley)提出了氧化铝溶于熔 融冰晶石电解的方案 1886年美霍尔(Hall)和法埃鲁特(Heroult)同时申 请了冰晶石-氧化铝熔盐电解专利 H-H法 1888美匹兹堡两台610× 400× 510 1.7~1.8kA 16v 23kg/2 效率79% 年产8~8.5t 电耗约30000kwh/t 法1889 英1890 德1898 奥1899 挪威1906 意1907 西班牙1927 苏1931
3、主要性质与用途
① 比重轻 是 Cu的三分之一 ②导电性优良 为同重铜的2倍 ③良好的防腐性 航空航天业 电力 建材、包装业
山东省科技成果鉴定申请表190KA大型预焙铝电解槽节能技术研究
13
14
15
鉴定专家名单(由组织鉴定单位填写)
序号
姓名
工作单位
所学专业
现从事专业
职称职务
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
单位审查意见
申请鉴定单位意见
同意
(盖章)
年月日
主管部门意见
(盖章)
年月日
任务下达单位意见
(盖章)
年月日
组织鉴定单位意见
(盖章)
年月日
(2)碳阳极消耗高。我公司铝电解预焙槽的碳阳极消耗高达530kg/t(净耗 ),而国外最低的碳阳极消耗高达510kg/t(净耗),差距较大。
(3)预焙阳极电解槽的槽寿命短。目前,公司铝电解槽已大修10台,平均使用寿命为800天左右,仍未大修过的槽114台,平均使用寿命1020天,综合平均寿命910天,这与国际水平2500~3000d相比,差距十分明显。
1—国家计划,2—省部计划,3—市地、厅局计划,4—计划处
计划名称与编号
190KA大型预焙槽铝电解节能技术研究
研究起止时间
2003年1月~2003年11月
成果密级
()
0—无密,1—秘密,2—机密,3—绝密
申请鉴定单位
联系人
朱振国
联系电话
0538--3138133
通信地址
山东东岳能源有限责任公司泰山铝业分公司
1、鉴定大纲
2、项目计划任务书
3、工作报告
4、技术研究报告
5、经济效益分析报告
6、实用新型专利证书
7、发明专利证书四、鉴定组织
(综合档案室检查、盖章)
190KA大型预焙槽强化电流研究技术报告
目录前言 (3)一、国内外同类型槽强化电流概述 (4)二、190KA大型预焙槽强化电流研究 (5)(一)问题提出 (5)(二)190KA大型预焙槽强化电流创新点 (5)(三)强化方式概述 (5)(四)强化电流技术参数和关键技术研究 (6)一)阳极电流密度 (6)二)阳极电压降和阴极电压降 (7)三)电解质的电压降和极距 (8)四)关键技术:电解槽的电热平衡研究 (10)五)强化电流后,电解槽的电流效率 (12)三、190KA大型预焙槽强化电流方案的确定 (13)四、190KA大型预焙槽强化电流方案的实施 (14)(一)强化电流前的准备工作 (14)(二)强化电流方案实施 (14)一)分5次强化电流 (14)二)优化技术参数 (15)(三)强化电流后日常维护 (16)五、结果分析 (18)六、效益分析及结论 (21)(一)经济效益: (21)(二)社会效益: (21)190KA大型预焙槽强化电流研究前言在铝电解生产中,为了进一步提高铝产量,国内外,普遍采用强化电解系列电流强度的方法来提高铝产量。
铝电解槽强化电流的目的是为了提高生产率,降低生产成本,但是强化电流是有一定限度的,而且有的电解槽就是不适宜强化电流,如果电解槽强化电流后,破坏了原有的技术条件,或者对强化电流后的技术或操作管理跟不上去,或者对强化电流电解槽的工艺与技术特性不能很好的了解,而使电流强化后电解槽的电流效率比强化前降低了,因此需要对电流强化进行综合技术经济评价。
泰山铝业公司一期续建62台槽电解槽,启动以来一直运行在190KA电流强度下。
通过研究在强化电流期间阳极是否具有承受电流强化到194.5KA的能力、阳极电压降和阴极电压降的变化、电解质的电压降的变化和极距的变化所产生的电流效率的变化以及电解槽的电热平衡等问题,通过优化技术参数,在不改变槽型,不改变阳极炭块尺寸的情况下,分五次强化,成功将190KA大型预焙槽从190KA强化到194.5KA。
190kA大型预焙槽焦粒焙烧启动新技术
190kA大型预焙槽焦粒焙烧启动新技术
朱强;王国献;程江川
【期刊名称】《轻金属》
【年(卷),期】2001()5
【摘要】通过对大型预焙电解槽焦粒焙烧启动方法的深入研究 ,对焙烧时间、分流方法、分流时间、分流量等参数的分析研究 ,探索出一套焙烧启动技术。
【总页数】3页(P38-40)
【关键词】焦粒焙烧;钢带分流;焙烧时间;分流时间;铝电解槽;预焙槽
【作者】朱强;王国献;程江川
【作者单位】三门峡天元铝业集团有限公司
【正文语种】中文
【中图分类】TF821
【相关文献】
1.空腔焦粒焙烧启动工艺在大型预焙电解槽上的实践及探讨 [J], 魏成岐;夏德法;王风慧
2.大型预焙铝电解槽焦粒焙烧法启动实践 [J], 张亚宏;邹嘉华;马显勇;邢洁;赵亚尧
3.“三角法”铺设焦粒在大型预焙铝电解槽焙烧启动中的应用 [J], 胡清韬;周彩群;焦庆国;柴登鹏;史志荣;
4.焦粒焙烧启动新技术在300kA预焙槽上的运用 [J], 应建勋;王罡;张虎;刘海石
5.155kA预焙电解槽焦粒焙烧电解质湿法启动新技术的应用与发展 [J], 任永杰
因版权原因,仅展示原文概要,查看原文内容请购买。
200kA中间下料大型预焙铝电解槽焦粒焙烧后的启动技术标准
200kA中间下料大型预焙铝电解槽焦粒焙烧后的启动技术标准电解槽启动技术标准QJ/QL04.D03——20021.范围本标准规定了160kA及200kA中间下料大型预焙铝电解槽焦粒焙烧后的启动技术标准。
! d% J5 [+ ^- A* u6 o' \本标准适用于中国铝业股份有限公司青海分公司。
2.启动2.1炉膛温度达到900。
C以上,炉内物料基本熔化,此时电解槽具备启动条件。
# f' R, N( Q' F& Q8 W1 `2 ~2.2启动前通知供电车间(115)和计算机站启动槽号和启动时间。
+ E i, Q6 e/ X2.3启动前做好一切准备工作(人员、效应棒、工器具、安全设施等)。
2.4通电66小时后拧紧卡具,拆除软连接即可进行缓慢抬电压作业。
至72小时后,电压抬至3.5~4.0伏。
2.5从出铝口灌入4—5吨电解质。
2.6根据电解质熔化情况随时补充冰晶石。
提升阳极,使电解槽发生效应,效应电压为20~30伏。
: k& ]' r& E/ |2 {- L2.7效应期间根据需要添加冰晶石,效应持续时间为25~30分钟,当电解质高度达到25~30cm后,熄灭效应,电压保持7~7.5伏,打捞炭渣。
9 T3 E. p" V3 _$ D; K9 j2.8灌铝水7 r; o% e( A7 O$ I4 \5 }3 S启动24小时内将电压逐渐降至6~6.5V, 24小时后分2次灌入铝水8吨(160kA电解槽)、10吨(200kA电解槽)。
边灌边抬高阳极,灌铝完毕后电压保持5.0—5.5V。
5 {1 h8 b6 [( R5 b3.后期管理2 v/ A9 s9 c/ i. s; c3.1启动后三个月严禁使用多功能机组进行加工,只有更换阳极作业时可局部加工,但不允许破坏已有炉帮。
3.2启动后48小时电压保持4.3~4.5 V,72小时后保持正常即4.1~4.2 V。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
190KA大型预焙铝电解槽启动新工艺技术研究鉴定材料
山东东岳能源有限责任公司泰山铝业分公司
肥城矿业集团公司
东北大学
二○○七年十一月
目录
1、鉴定大纲
2、项目计划任务书
3、工作报告
4、技术研究报告
5、经济效益分析报告
6、用户使用报告
7、科技查新报告
190KA大型预焙铝电解槽启动新工艺技术研究鉴定大纲
鉴定大纲
190KA大型预焙铝电解槽启动新工艺技术研究,列入肥城矿业集团有限责任公司2007年科研推广计划项目。
该课题从2007年1月开始立项,由泰山铝业分公司、肥城矿业集团公司科技处和东北大学共同承担。
到现在,已完成了计划任务书全部内容,具备了鉴定条件。
一、鉴定依据
计划任务书
二、鉴定内容
1、该课题是否完成了计划任务的要求。
2、审查该课题技术资料是否齐全、完整,并符合有关规定。
3、评议该成果的创造性、先进性和成熟程度以及达到的水平。
4、评议该成果的应用价值、推广条件和前景。
5、提出存在的问题及改进意见。
三、提供的鉴定文件
1、鉴定大纲
2、项目计划任务书
3、工作报告
4、技术研究报告
5、经济效益分析报告
6、用户使用报告
7、科技查新报告
四、鉴定组织
山东省科技厅
五、鉴定程序
1、集团公司领导致欢迎词
2、组成鉴定委员会,宣布鉴定委员会及鉴定意见起草组、资
料审查组、测试组成员名单。
3、鉴定委员会主任主持鉴定
(1)讨论通过鉴定大纲
(2)课题组汇报工作报告、实验报告。
(3)汇报用户报告。
(4)专家质疑。
(5)各小组分组工作。
(6)各小组工作汇报。
(7)讨论通过鉴定意见。
4、课题组表态发言。
5、领导讲话。
鉴定委员会。